

- 1.0विनिर्माण में 6063 एल्युमीनियम मिश्र धातु इतनी लोकप्रिय क्यों है?
- 2.06063 एल्यूमीनियम मिश्र धातु के यांत्रिक गुण
- 3.06063 एल्यूमीनियम मिश्र धातु की रासायनिक संरचना
- 4.06063 एल्यूमीनियम मिश्र धातु के सामान्य अनुप्रयोग
- 5.06063 की तुलना अन्य सामान्य एल्युमीनियम मिश्रधातुओं से कैसे की जाती है?
- 6.0मशीनिंग से पहले मुख्य तैयारियाँ: अवशिष्ट तनाव नियंत्रण
- 7.06063 एल्युमीनियम मिश्र धातु को कुशलतापूर्वक मशीन से कैसे काटें
- 8.06063 एल्युमीनियम मिश्र धातु को सही तरीके से वेल्ड कैसे करें
- 9.06063 एल्युमीनियम मिश्र धातु का ताप-उपचार कैसे करें
- 10.06063 एल्युमीनियम मिश्र धातु की उच्च सतह गुणवत्ता कैसे सुनिश्चित करें
- 11.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
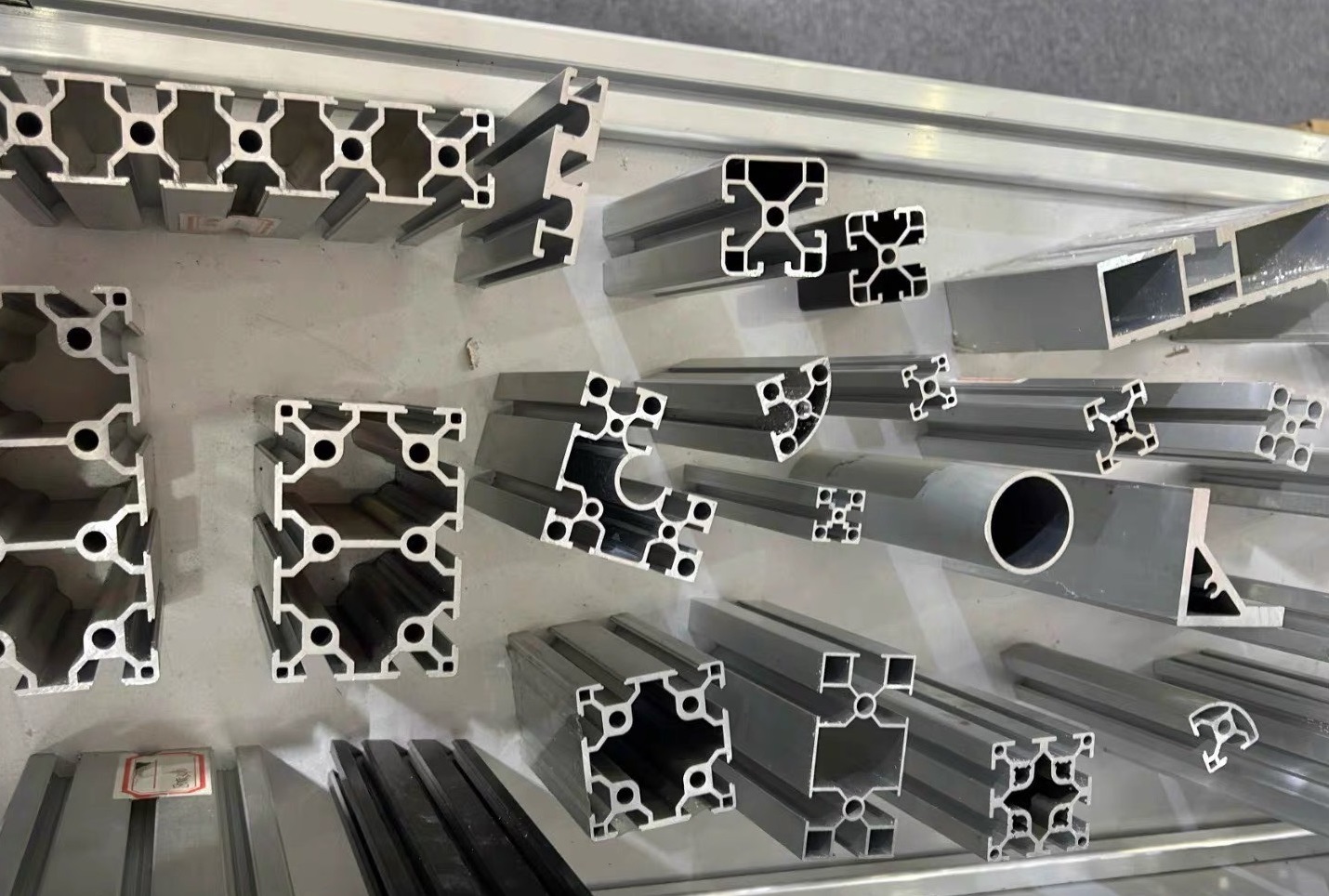
6063 एल्यूमीनियम मिश्र धातु एल्युमिनियम-मैग्नीशियम-सिलिकॉन (Al-Mg-Si) परिवार का भी हिस्सा है और एक ऊष्मा-उपचार योग्य मिश्र धातु है जिसे विशेष रूप से निष्कासन के लिए डिज़ाइन किया गया है। इसके प्रमुख लाभों में उत्कृष्ट निष्कासन क्षमता, उत्कृष्ट सतह परिष्करण और प्रबल संक्षारण प्रतिरोध शामिल हैं। प्रसंस्करण के बाद, यह एक समान और आकर्षक रूप प्रदान करता है, जिससे यह वास्तुशिल्प प्रोफाइल और सजावटी घटकों के लिए एक पसंदीदा सामग्री बन जाती है। इसका व्यापक रूप से औद्योगिक फ़्रेमिंग सिस्टम और इलेक्ट्रॉनिक उपकरणों के आवरणों में भी उपयोग किया जाता है।
टी5 और टी6 जैसे तापमानों के माध्यम से, 6063 मध्यम शक्ति और अच्छी रूप-निर्माण क्षमता का संतुलन प्राप्त करता है, जिससे यह जटिल क्रॉस-सेक्शन प्रोफाइल के उच्च-मात्रा उत्पादन के लिए विशेष रूप से उपयुक्त हो जाता है।
1.0विनिर्माण में 6063 एल्युमीनियम मिश्र धातु इतनी लोकप्रिय क्यों है?
6063 निर्माण और सजावटी अनुप्रयोगों के लिए अपने प्रदर्शन अनुकूलन के कारण सबसे व्यापक रूप से उपयोग किए जाने वाले एल्यूमीनियम प्रोफ़ाइल मिश्र धातुओं में से एक बन गया है:
- एक्सट्रूडेबिलिटी: उत्कृष्ट एक्सट्रूडेबिलिटी उच्च दक्षता के साथ जटिल प्रोफ़ाइल आकृतियों के उत्पादन को सक्षम बनाती है
- सतह परिष्करण: एनोडाइजिंग के बाद एक समान, उच्च गुणवत्ता वाले रंग के साथ उत्कृष्ट सतह गुणवत्ता
- संक्षारण प्रतिरोध: मजबूत संक्षारण और ऑक्सीकरण प्रतिरोध, बाहरी सजावटी और संरचनात्मक घटकों के लिए आदर्श
- वेल्डेबिलिटी: न्यूनतम विरूपण के साथ अच्छा वेल्डिंग प्रदर्शन, आसान संयोजन का समर्थन
- लागत दक्षता: मध्यम लागत, स्थिर बड़े पैमाने पर आपूर्ति, और मजबूत समग्र मूल्य
- मशीनेबिलिटी: कम काटने की कठिनाई और सुविधाजनक पोस्ट-प्रोसेसिंग
इसकी कम अशुद्धता सामग्री और एकसमान धातुकर्म संरचना इसे सौंदर्य और संरचनात्मक स्थिरता के बीच एक आदर्श संतुलन बनाने की अनुमति देती है, जिससे यह भवन के अग्रभाग और खिड़की-दरवाजा प्रणालियों जैसे अनुप्रयोगों के लिए विशेष रूप से उपयुक्त है, जहां उपस्थिति और मौसम प्रतिरोध महत्वपूर्ण हैं।

2.06063 एल्यूमीनियम मिश्र धातु के यांत्रिक गुण
(नोट: विशिष्ट मान स्वभाव के आधार पर भिन्न होते हैं।)
- तन्यता ताकत (टी6): 210-260 एमपीए
- उपज शक्ति (T6): ~170 MPa
- बढ़ाव: 12–18%
- कठोरता: 70–85 एचबी
- घनत्व: 2.70 ग्राम/सेमी³
- पिघलने की सीमा: 607–650°C
स्वभाव के अनुसार संपत्ति में अंतर
- 6063-O: न्यूनतम शक्ति (तन्य शक्ति ≈ 110 MPa) उत्कृष्ट तन्यता के साथ; गहरे झुकने, खिंचाव और अन्य भारी-गठन कार्यों के लिए उपयुक्त
- 6063-T5: ऑन-लाइन एजिंग के कारण उच्च उत्पादन दक्षता के साथ मध्यम शक्ति; बड़े पैमाने पर उत्पादित प्रोफाइल के लिए उपयुक्त
- 6063-T6: कृत्रिम आयुवृद्धि के माध्यम से प्राप्त उच्चतम शक्ति; उन्नत संरचनात्मक प्रदर्शन की आवश्यकता वाले अनुप्रयोगों में उपयोग किया जाता है
3.06063 एल्यूमीनियम मिश्र धातु की रासायनिक संरचना
| संघटन | अल 2024 | अल 7075 | अल 6061 | अल 6063 |
|---|---|---|---|---|
| घन (%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| एमजी (1टीपी3टी) | 1.545 | 2.596 | 1.074 | 0.45–0.9 |
| सि (%) | 0.041 | 0.000 | 0.439 | 0.20–0.6 |
| Fe (%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| एमएन (1टीपी3टी) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| जिंक (%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| एसबी (1टीपी3टी) | 0.046 | 0.061 | 0.063 | — |
| वी (1टीपी3टी) | 0.015 | 0.011 | 0.014 | — |
| Pb (% या ppmᵃ) | 0.024, % | 0.000, पीपीएम | 54.451, पीपीएम | — |
| Sn (% या ppm) | 0.021, % | 0.013, % | 81.046, पीपीएम | — |
| Ti (% या ppm) | 90.791, पीपीएम | 0.010, % | 83.090, पीपीएम | ≤0.10 |
| Cr (% या ppm) | 99.931, पीपीएम | 0.279, % | 0.025, % | ≤0.10 |
| Zr (पीपीएम) | 8.746 | 0.000 | 3.584 | — |
| Ni (पीपीएम) | 60.653 | 48.240 | 76.797 | — |
| अल (%) | बाकी का | बाकी का | बाकी का | संतुलन |
6063 की संरचना Mg₂Si अवक्षेपण को सुदृढ़ बनाने में सहायक है, हालाँकि Mg:Si अनुपात बैच के अनुसार थोड़ा भिन्न हो सकता है। कम लौह और कम ताँबे का स्तर इसकी उत्कृष्ट सतह गुणवत्ता में योगदान देने वाले महत्वपूर्ण कारक हैं।
4.06063 एल्यूमीनियम मिश्र धातु के सामान्य अनुप्रयोग
- वास्तुशिल्पीय दरवाजे और खिड़कियाँ, पर्दे की दीवार की रूपरेखा, सनरूम फ़्रेमिंग
- आंतरिक सजावटी प्रोफाइल (छत, विभाजन, बेसबोर्ड)
- औद्योगिक कन्वेयर लाइन संरचनाएं और उपकरण सुरक्षा गार्ड
- फर्नीचर घटक (टेबल और कुर्सी के फ्रेम, कैबिनेट किनारा)
- इलेक्ट्रॉनिक आवास और हीट-सिंक प्रोफाइल
- ऑटोमोटिव ट्रिम और रूफ रैक
- प्रदर्शनी संरचनाएं और लाइटबॉक्स फ्रेम
5.06063 की तुलना अन्य सामान्य एल्युमीनियम मिश्रधातुओं से कैसे की जाती है?
| मिश्र धातु | ताकत | कार्यशीलता (एक्सट्रूज़न) | जुड़ने की योग्यता | संक्षारण प्रतिरोध | सतही गुणवत्ता | मुख्य विशेषताएं |
| 6063 | मध्यम | उत्कृष्ट | उत्कृष्ट | उत्कृष्ट | उत्कृष्ट | मजबूत सजावटी अपील के साथ पसंदीदा एक्सट्रूज़न मिश्र धातु |
| 6061 | मध्यम ऊँचाई | अच्छा | बहुत अच्छा | उत्कृष्ट | अच्छा | संरचनात्मक अनुप्रयोगों के लिए संतुलित गुण |
| 7075 | बहुत ऊँचा | गरीब | गरीब | अच्छा | गोरा | एयरोस्पेस-ग्रेड उच्च-शक्ति मिश्र धातु |
| 5052 | मध्यम | औसत | अच्छा | उत्कृष्ट | अच्छा | मुख्य रूप से शीट और प्लेट प्रसंस्करण के लिए उपयोग किया जाता है |
6063 का मुख्य लाभ इसकी निष्कासन क्षमता और सतह परिष्करण में निहित है, जो अन्य मिश्रधातुओं से काफी बेहतर है, जिससे यह वास्तुशिल्प और सजावटी अनुप्रयोगों में अपूरणीय बन जाता है।

6.0मशीनिंग से पहले मुख्य तैयारियाँ: अवशिष्ट तनाव नियंत्रण
6063 एक्सट्रूडेड प्रोफाइल में अवशिष्ट तनाव मुख्यतः एक्सट्रूज़न के बाद ठंडा होने से उत्पन्न होता है। मशीनिंग के दौरान तनाव मुक्त होने पर जटिल या पतली दीवार वाले खंड विरूपण के लिए प्रवण होते हैं। अनुशंसित अभ्यास:
- आंतरिक तनाव को कम करने के लिए एक्सट्रूज़न के बाद प्राकृतिक या कृत्रिम उम्र बढ़ने की अनुमति दें
- फिनिशिंग से पहले रफ मशीनिंग के बाद प्रोफाइल को 24 घंटे के लिए आराम करने के लिए छोड़ दें
- स्थानीयकृत तनाव से बचने के लिए बहु-बिंदु, समान रूप से वितरित क्लैम्पिंग का उपयोग करें
- एकतरफा काटने वाले बलों को न्यूनतम करने के लिए "सममित मशीनिंग" दृष्टिकोण का पालन करें
7.06063 एल्युमीनियम मिश्र धातु को कुशलतापूर्वक मशीन से कैसे काटें
कम कठोरता और उच्च तन्यता के साथ 6061, 6063 कम काटने का प्रतिरोध प्रदान करता है लेकिन इसमें किनारों और उपकरण के चिपकने की संभावना अधिक होती है। निरंतर प्रदर्शन प्राप्त करने के लिए—खासकर जब एक का उपयोग कर रहे हों एल्युमीनियम कटिंग मशीन —उपकरण चयन और काटने के मापदंडों को सावधानीपूर्वक अनुकूलित किया जाना चाहिए
7.1अनुशंसित उपकरण और सम्मिलन:
- कार्बाइड उपकरण (पसंदीदा):
उच्च रेक कोण (15°-20°) और बढ़े हुए चिप फ्लूट के साथ 2-फ्लूट या 3-फ्लूट एंड मिल्स। - कोटिंग्स:TiB₂ और DLC उत्कृष्ट आसंजन-रोधी गुण प्रदान करते हैं। TiN चिपकने के प्रति अधिक संवेदनशील होता है, लेकिन फिर भी हल्के भार या लघु-चक्र मशीनिंग के लिए प्रभावी हो सकता है।
उच्च काटने की गति, तेज किनारे और पर्याप्त शीतलन आवश्यक हैं, विशेष रूप से स्वचालित मशीनों पर। एल्युमीनियम काटने की मशीनें. - एचएसएस उपकरण:
बुनियादी ड्रिलिंग जैसे हल्के-कर्तव्य कार्यों के लिए उपयुक्त - अभ्यास:
परवलयिक बांसुरी ज्यामिति चिप निकासी में सुधार करती है और रुकावट को कम करती है।
7.2अनुशंसित कटिंग पैरामीटर (संदर्भ रेंज):
| प्रक्रिया | काटने की गति Vc | फीड दर | काटने की गहराई | नोट्स |
| पिसाई | 300–500 मीटर/मिनट | 0.05–0.2 मिमी/दांत | 1–5 मिमी | शीतलक/स्नेहक की आवश्यकता |
| मोड़ | 250–400 मीटर/मिनट | 0.2–0.4 मिमी/रेव | 1–3 मिमी | कम गति से काटने से बचें |
| ड्रिलिंग | 80–150 मीटर/मिनट | 0.08–0.25 मिमी/रेव | आवश्यकतानुसार समायोजित करें | चरणबद्ध ड्रिलिंग + गहरे छेदों के लिए शीतलक |
| दोहन | 10–20 मीटर/मिनट | थ्रेड पिच | — | एल्युमीनियम-विशिष्ट नल + टैपिंग तेल का उपयोग करें |
ये रेंज मैनुअल सेटअप और सीएनसी-सुसज्जित दोनों के लिए अच्छी तरह से काम करती हैं एल्युमीनियम काटने की मशीनें, स्थिर मशीनिंग गुणवत्ता सुनिश्चित करना।
7.3मशीनिंग नोट्स:
- शीतलन/स्नेहन:
उपकरण के आसंजन को न्यूनतम करने और उपकरण के जीवनकाल को बढ़ाने के लिए EP योजकों के साथ इमल्शन या एल्यूमीनियम-विशिष्ट कटिंग तरल पदार्थों का उपयोग करें - यह विशेष रूप से उच्च-RPM एल्यूमीनियम-कटिंग उपकरणों के लिए महत्वपूर्ण है। - उपकरण की स्थिति:
काटने वाले किनारों को तेज रखें और नरम 6063 सामग्री को फैलने या दबने से बचाने के लिए आवश्यकता पड़ने पर पुनः पीस लें। - काटने की विधि:
गड़गड़ाहट और सतह खरोंच को कम करने के लिए चढ़ाई मिलिंग को प्राथमिकता दें। - टूल ड्वेल से बचें:
गड्ढे के निशानों को रोकने के लिए उपकरण को कार्य-वस्तु की सतह पर रुकने न दें। - पतली दीवार वाले भाग:
काटने के दौरान विरूपण को रोकने के लिए नरम जबड़े, वैक्यूम फिक्स्चर या अतिरिक्त समर्थन का उपयोग करें, विशेष रूप से जब तेज-फ़ीड पर संसाधित किया जाता है एल्युमीनियम काटने की मशीनें.
8.06063 एल्युमीनियम मिश्र धातु को सही तरीके से वेल्ड कैसे करें
6063 की तुलना में बेहतर वेल्डेबिलिटी प्रदान करता है 6061, ताप-प्रभावित क्षेत्र (HAZ) में कम विकृति के साथ। हालाँकि, वेल्ड और HAZ में शक्ति हानि 20-50% (आमतौर पर लगभग 30%) तक पहुँच सकती है, जो आधार-सामग्री के तापमान, वेल्डिंग विधि और ऊष्मा इनपुट पर निर्भर करती है। वेल्डिंग के बाद उम्र बढ़ने या शक्ति-क्षतिपूर्ति डिज़ाइन की आवश्यकता हो सकती है।
8.1सामान्य वेल्डिंग विधियाँ
- टीआईजी वेल्डिंग: न्यूनतम विरूपण के साथ सटीक, साफ वेल्ड उपस्थिति के लिए पसंदीदा; सजावटी घटकों के लिए आदर्श
- एमआईजी वेल्डिंग: उच्च दक्षता; मोटी दीवार प्रोफाइल या बड़े पैमाने पर उत्पादन के लिए उपयुक्त
- सामान्य भराव तार: ER4043 (अच्छी तरलता और वेल्ड उपस्थिति), ER5356 (उच्च शक्ति)
8.2वेल्डिंग तकनीक
- वेल्डिंग से पहले की तैयारी: स्टेनलेस स्टील ब्रश या रासायनिक डीग्रीजर का उपयोग करके ऑक्साइड परत (Al₂O₃) को तब तक हटाएँ जब तक कि धातु जैसी चमक दिखाई न देने लगे।
- परिरक्षण गैस: शुद्ध आर्गन (≥99.99%), 8–12 L/min
- प्रीहीटिंग: 8 मिमी से अधिक मोटाई के लिए, ठंडी दरारों से बचने के लिए 100–150°C तक प्रीहीट करें
- वेल्डिंग पैरामीटर: HAZ चौड़ाई को न्यूनतम करने के लिए कम धारा और तेज़ यात्रा गति का उपयोग करें
- वेल्डिंग के बाद का उपचार: प्राकृतिक शीतलन की अनुमति दें; यदि उच्च शक्ति की आवश्यकता हो तो T6 पुनः-उम्र बढ़ाने का प्रयोग किया जा सकता है
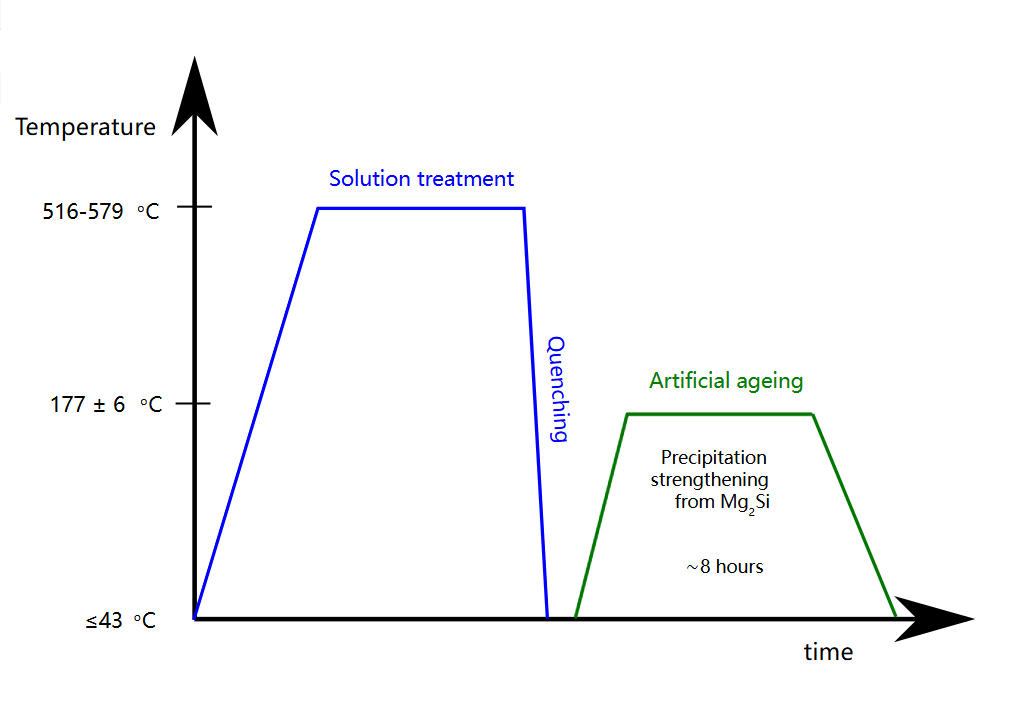
9.06063 एल्युमीनियम मिश्र धातु का ताप-उपचार कैसे करें
6063 के लिए ऊष्मा उपचार का मुख्य उद्देश्य Mg₂Si अवक्षेपण को अनुकूलित करना, शक्ति के साथ निष्कासनशीलता को संतुलित करना है।
9.1समाधान उपचार
- तापन तापमान: 530–540°C (अनाज की वृद्धि को रोकने के लिए 6061 से कम)
- धारण समय: भाग की मोटाई के आधार पर 1-2 घंटे
- शमन: समय से पहले अवक्षेपण को रोकने के लिए ≥150°C/मिनट की शीतलन दर के साथ जल शमन
9.2उम्र बढ़ने का उपचार
- T6 कृत्रिम आयुवृद्धि: 8-12 घंटों के लिए 170-180°C, वायु शीतलन
- टी5 ऑन-लाइन एजिंग: एक्सट्रूज़न के बाद कूलिंग टैंक के माध्यम से नियंत्रित तापमान; 4-6 घंटों के लिए 150-170°C, उच्च दक्षता
- प्राकृतिक आयुवृद्धि: कमरे के तापमान पर 7-14 दिन; अंतिम शक्ति T6 के ~70-80% तक पहुँच जाती है, जब उच्च शक्ति की आवश्यकता नहीं होती है तो उपयुक्त होती है

10.06063 एल्युमीनियम मिश्र धातु की उच्च सतह गुणवत्ता कैसे सुनिश्चित करें
6063 को एनोडाइजिंग के लिए एक आदर्श सब्सट्रेट माना जाता है, और सतह उपचार की गुणवत्ता सीधे अंतिम उत्पाद मूल्य को प्रभावित करती है।
10.1सामान्य सतह उपचार
- एनोडाइजिंग (स्पष्ट, रंगे, इलेक्ट्रोफोरेटिक): सबसे आम; संक्षारण प्रतिरोध और उपस्थिति को बढ़ाता है
- कठोर एनोडाइजिंग: औद्योगिक अनुप्रयोगों में बेहतर घिसाव प्रतिरोध के लिए 20-50 μm कोटिंग मोटाई
- सैंडब्लास्टिंग और ब्रशिंग: मैट या टेक्सचर्ड फिनिश बनाता है और छोटी खरोंचों को छुपाता है
- पाउडर कोटिंग: बाहरी घटकों के लिए मजबूत मौसम प्रतिरोध के साथ विस्तृत रंग रेंज
- पॉलिशिंग: प्रीमियम सजावटी उपयोगों के लिए दर्पण जैसी फिनिश प्रदान करता है
10.2सतह उपचार नोट्स
- पूर्व-उपचार महत्वपूर्ण है: ऑक्साइड फिल्म और संदूषकों को हटाने के लिए पूरी तरह से डीग्रीजिंग (क्षारीय क्लीनर), न्यूट्रलाइजिंग और रासायनिक पॉलिशिंग
- एनोडाइजिंग के दौरान, खुरदरी या असमान कोटिंग को रोकने के लिए अत्यधिक धारा घनत्व से बचें
- सतह पर काली रेखाओं और खरोंचों जैसे दोषों से बचने के लिए एक्सट्रूज़न डाई तापमान को नियंत्रित करें
- रंग खराब होने से बचाने के लिए भंडारण के दौरान संक्षारक पदार्थों के संपर्क से बचें
11.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
क्या 6063 जटिल प्रोफ़ाइल आकृतियों को निकालने के लिए उपयुक्त है?
हाँ। 6063 एक्सट्रूज़न के दौरान उत्कृष्ट प्रवाह विशेषताएँ प्रदान करता है और पतली-दीवार वाले खंडों (कुछ प्रक्रियाओं में 1.2 मिमी से कम) को सहारा देता है। अंतिम दीवार की मोटाई और जटिलता प्रोफ़ाइल ज्यामिति, डाई डिज़ाइन और एक्सट्रूज़न स्थितियों पर निर्भर करती है, जिससे यह जटिल प्रोफ़ाइलों के लिए सर्वोत्तम मिश्र धातुओं में से एक बन जाती है।
कौन सा मिश्र धातु बेहतर एनोडाइज़ करता है - 6063 या 6061?
6063 बेहतर प्रदर्शन करता है। इसमें लोहे और तांबे की कम मात्रा के कारण ऑक्साइड की परत ज़्यादा एकसमान, रंग एकसमान और सतह की चमक बेहतर होती है, खासकर हल्के रंग के सजावटी फ़िनिश के लिए।
6063 टी5 और टी6 टेम्पर्स के बीच मुख्य अंतर क्या है?
- T5: ऑन-लाइन एजिंग, उच्च उत्पादन दक्षता, कम लागत, मध्यम शक्ति (तन्य ≈210 MPa); मानक दरवाजा/खिड़की प्रोफाइल के लिए उपयुक्त
- T6: कृत्रिम आयुवृद्धि, उच्च शक्ति (तन्यता ≈260 MPa), कम विरूपण; संरचनात्मक अनुप्रयोगों या शक्ति-महत्वपूर्ण घटकों के लिए आदर्श
6063 मशीनिंग करते समय उपकरण चिपकने से कैसे रोका जा सकता है?
उच्च काटने की गति + पर्याप्त शीतलन + तेज टूलींग पर ध्यान दें: काटने की गति ≥300 मीटर/मिनट, एल्यूमीनियम-विशिष्ट काटने वाला तरल पदार्थ, नियमित रूप से तेज किए गए उपकरण, और कम गति वाले भारी-भार वाली मशीनिंग से बचें।
क्या 6063 का उपयोग बाहरी वातावरण में किया जा सकता है?
हाँ। इसका संक्षारण प्रतिरोध, एनोडाइज्ड सुरक्षा के साथ मिलकर, कई वर्षों तक टिकाऊपन प्रदान करता है। तटीय या अत्यधिक प्रदूषित वातावरण में, अतिरिक्त सुरक्षा या आवधिक रखरखाव की सलाह दी जाती है।
संदर्भ
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


