
- 1.0एल्युमिनियम प्रोफाइल क्या है?
- 2.0एल्युमीनियम प्रोफाइल की प्रमुख विशेषताएं
- 3.0एल्युमिनियम की सामान्य मिश्र धातुएँ, उनके प्रकार और उनमें अंतर
- 4.0ऊष्मा उपचार और तापमान अवस्थाएँ
- 5.0एल्युमीनियम प्रोफाइलों का मुख्य वर्गीकरण
- 6.0एल्युमिनियम प्रोफाइल का निर्माण और सतह उपचार
- 7.0एल्युमीनियम प्रोफाइल के मुख्य अनुप्रयोग क्षेत्र
- 8.0एल्युमीनियम प्रोफाइलों का गुणवत्ता नियंत्रण और रखरखाव
1.0एल्युमिनियम प्रोफाइल क्या है?
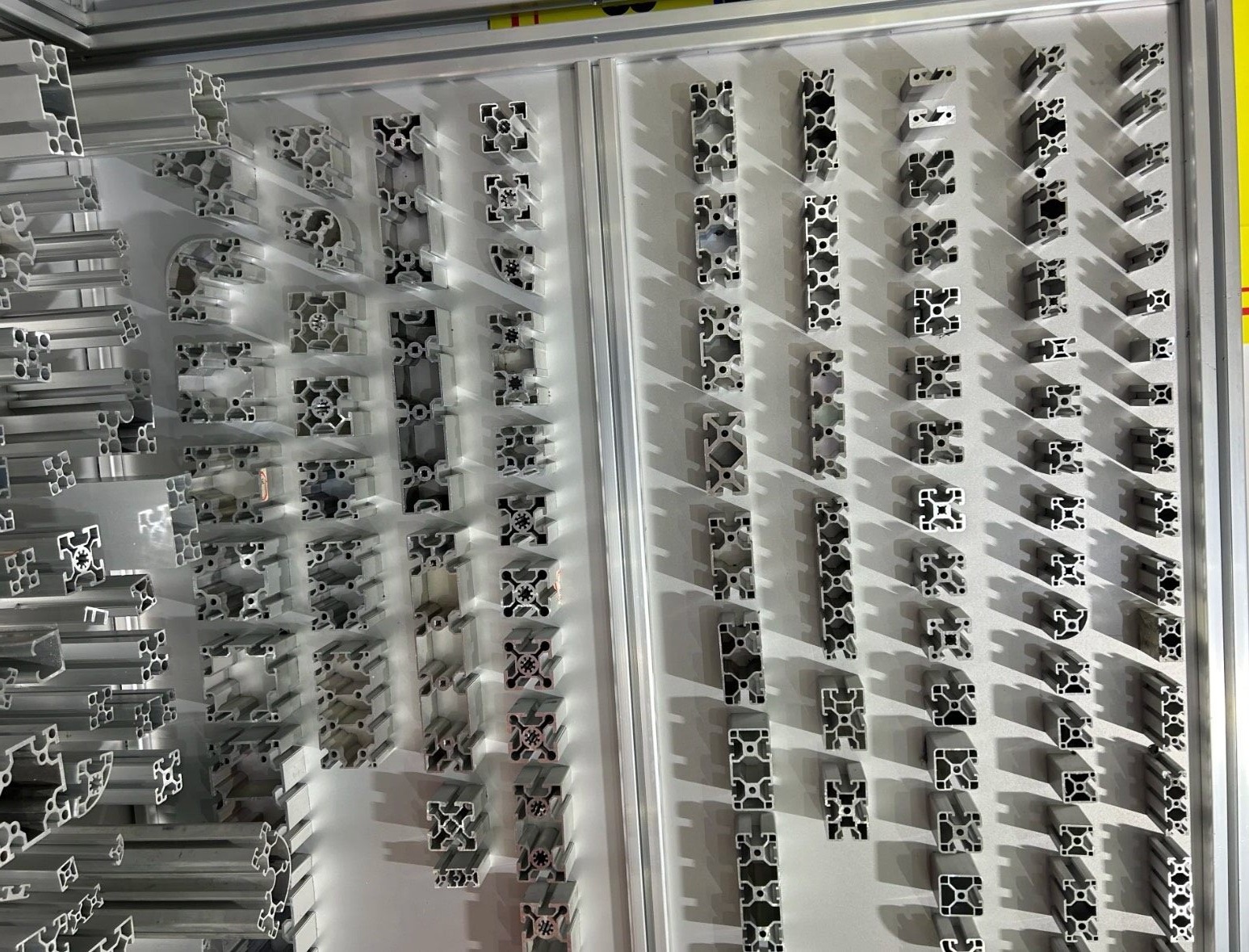
एल्युमीनियम प्रोफाइल, जिसे एल्युमीनियम एक्सट्रूज़न या एल्युमीनियम फ्रेमिंग भी कहा जाता है, एक धातु का टुकड़ा है जो मुख्य रूप से एल्युमीनियम मिश्र धातु से पिघलने, एक्सट्रूज़न और सतह उपचार सहित कई प्रक्रियाओं के माध्यम से बनाया जाता है। इसमें एक निश्चित अनुप्रस्थ काट और मानकीकृत या अनुकूलित आयाम होते हैं।
निर्माण की मुख्य प्रक्रिया एक्सट्रूज़न है: बेलनाकार एल्यूमीनियम मिश्र धातु के बिलेट्स को लगभग 450-500 डिग्री सेल्सियस तक गर्म किया जाता है और फिर 100 से 1000 टन तक के दबाव में विशेष रूप से डिज़ाइन किए गए स्टील डाई से गुजारा जाता है। इस प्रक्रिया से एकसमान अनुप्रस्थ काट और सटीक आयाम वाले प्रोफाइल बनते हैं। ठंडा होने और आकार देने के बाद, प्रोफाइल डाई द्वारा निर्धारित निश्चित ज्यामिति को बनाए रखता है। मिश्र धातु के अनुकूलन और प्रक्रिया नियंत्रण के माध्यम से, यांत्रिक और कार्यात्मक प्रदर्शन को और बेहतर बनाया जा सकता है।
2.0एल्युमीनियम प्रोफाइल की प्रमुख विशेषताएं
- हल्का और उच्च शक्तिलगभग 2.7 ग्राम/सेमी³ के घनत्व के साथ, एल्यूमीनियम प्रोफाइल स्टील की तुलना में काफी हल्के होते हैं। मिश्रधातु मिलाने से मजबूती में काफी सुधार होता है, जिससे समग्र संरचनात्मक भार कम करने और ऊर्जा दक्षता बढ़ाने में मदद मिलती है।
- संक्षारण प्रतिरोधसतह पर प्राकृतिक रूप से बनी एल्यूमीनियम ऑक्साइड की परत जंग से प्रभावी सुरक्षा प्रदान करती है, जिससे एल्यूमीनियम प्रोफाइल बाहरी और आर्द्र वातावरण के लिए उपयुक्त हो जाते हैं।
- उत्कृष्ट मशीनेबिलिटीएल्युमिनियम प्रोफाइल को एक्सट्रूड करना, काटना, वेल्ड करना और सीएनसी मशीनिंग करना आसान है, जिससे जटिल संरचनात्मक डिजाइनों के लिए लचीला अनुकूलन संभव हो पाता है।
- पर्यावरणीय दृष्टि से टिकाऊएल्युमिनियम 100% पुनर्चक्रण योग्य है, और पुनर्चक्रित एल्युमिनियम के उत्पादन में प्राथमिक एल्युमिनियम के उत्पादन के लिए आवश्यक ऊर्जा का केवल 5-10% हिस्सा ही लगता है, जो हरित विनिर्माण और स्थिरता लक्ष्यों का समर्थन करता है।
- कम रखरखाव लागतएल्युमिनियम में जंग नहीं लगता और यह विकृति प्रतिरोधी होता है, जिससे सामान्य परिस्थितियों में इसका सेवा जीवनकाल 50 वर्ष या उससे अधिक हो सकता है।
- कार्यात्मक भौतिक गुणअच्छी तापीय और विद्युत चालकता, साथ ही गैर-चुंबकीय व्यवहार के कारण, एल्यूमीनियम प्रोफाइल इलेक्ट्रॉनिक्स, ऊष्मा अपव्यय और सटीक उपकरणों के लिए आदर्श हैं।
3.0एल्युमिनियम की सामान्य मिश्र धातुएँ, उनके प्रकार और उनमें अंतर
| मिश्र धातु श्रृंखला/श्रेणी | मुख्य मिश्रधातु तत्व | यांत्रिक प्रदर्शन | सतह उपचार की विशेषताएं | विशिष्ट अनुप्रयोग |
| 6063 | Si (0.2–0.6%), Mg (0.45–0.9%), Cu ≤0.1% | तन्यता सामर्थ्य ≈ 190 MPa, उपज सामर्थ्य ≈ 145 MPa, मध्यम सामर्थ्य | उत्कृष्ट एनोडाइजिंग गुणवत्ता, चिकनी और एकसमान सतह फिनिश | वास्तु संबंधी सजावट, फर्नीचर, इलेक्ट्रॉनिक हीट सिंक, दरवाजे और खिड़कियां, सजावटी संरचनाएं, एलईडी प्रोफाइल |
| 6061 | Si, Mg, Cu (0.15–0.4%), Cr (0.04–0.35%) | तन्यता सामर्थ्य ≈ 310 MPa, उपज सामर्थ्य ≈ 276 MPa, उच्च सामर्थ्य और कठोरता | एनोडाइजिंग की गुणवत्ता 6063 से थोड़ी कम है, वेल्डिंग करने की क्षमता उत्कृष्ट है। | भारी औद्योगिक संरचनाएं, मशीनरी फ्रेम |
| 1000 श्रृंखला | उच्च शुद्धता वाला एल्यूमीनियम | कम यांत्रिक शक्ति | उत्कृष्ट संक्षारण प्रतिरोध और विद्युत चालकता | विद्युत अनुप्रयोगों, ऊष्मा अपव्यय घटकों में जहां सामग्री की शुद्धता आवश्यक है |
4.0ऊष्मा उपचार और तापमान अवस्थाएँ
| स्वभाव की स्थिति | वेबस्टर कठोरता | गठन प्रक्रिया | प्रदर्शन विशेषताएँ |
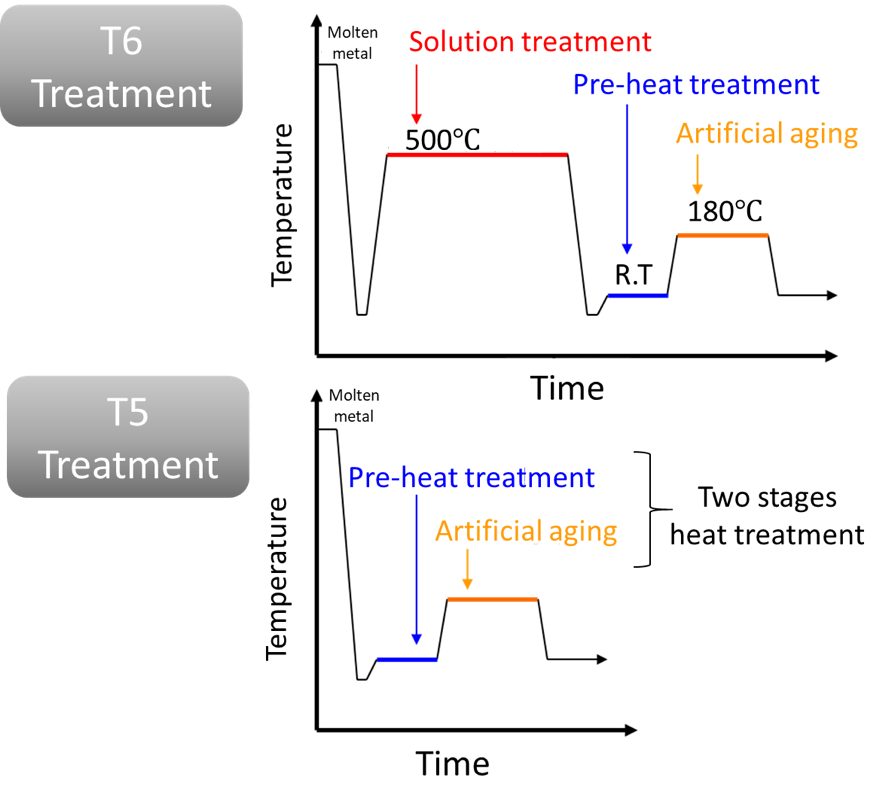
| टी5 | 8–12 | एक्सट्रूज़न के बाद नियंत्रित शीतलन और कृत्रिम उम्र बढ़ने की प्रक्रिया | संतुलित मजबूती और प्रसंस्करण क्षमता |
| टी6 | लगभग 13.5 | विलयन ऊष्मा उपचार के बाद कृत्रिम उम्र बढ़ना | T5 की तुलना में अधिक मजबूती और कठोरता |
5.0एल्युमीनियम प्रोफाइलों का मुख्य वर्गीकरण
5.1अनुकूलन के स्तर के आधार पर वर्गीकरण
| वर्गीकरण | विशेषताएँ | सामान्य आकृतियाँ/अनुप्रयोग |
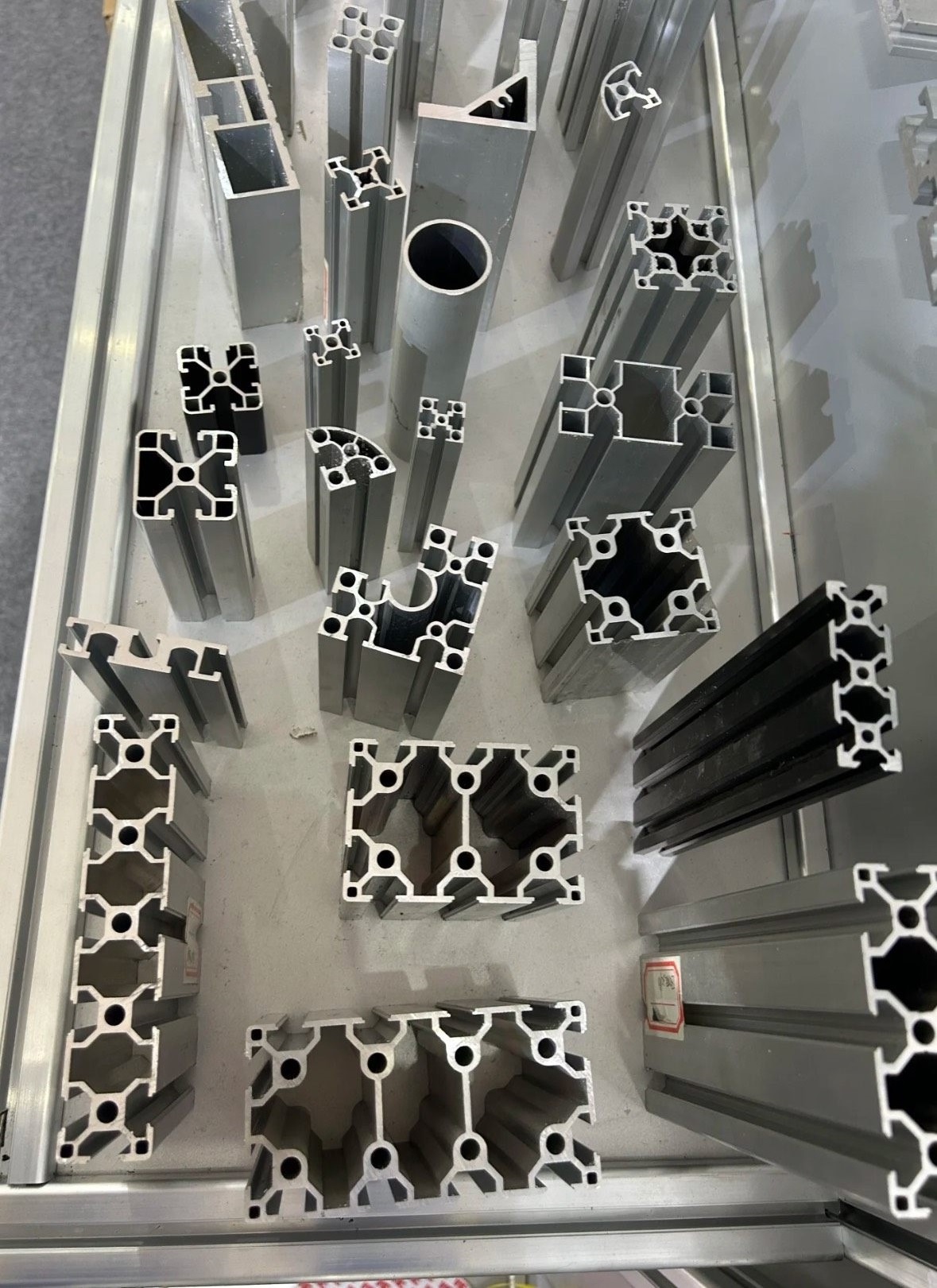
| मानक प्रोफाइल | उद्योग-मानक आकारों और अनुप्रस्थ काट में निर्मित, उच्च लागत-दक्षता, आसानी से उपलब्ध | एल-एंगल प्रोफाइल, यू-चैनल, टी-प्रोफाइल, वर्गाकार और गोल ट्यूब, फ्लैट बार, जेड-प्रोफाइल; सामान्य फ्रेमवर्क, कनेक्टर, संरचनात्मक सपोर्ट |
| विशेष प्रोफाइल | विशिष्ट अनुप्रयोगों के लिए डिज़ाइन किया गया, जिसमें अनुकूलित तत्व शामिल हैं (स्नैप-फिट संरचनाएं, एकीकृत केबल प्रबंधन चैनल, समर्पित माउंटिंग सतहें)। | सटीक उपकरण, विशेष वास्तुशिल्प घटक |
| कस्टम प्रोफाइल | परियोजना-विशिष्ट आवश्यकताओं, अद्वितीय क्रॉस-सेक्शन और आयामों के आधार पर विशेष टूलिंग के साथ विकसित किया गया। | वैयक्तिकृत इंजीनियरिंग और डिजाइन परिदृश्य |

5.2संरचना और अनुप्रयोग के आधार पर वर्गीकरण
| वर्गीकरण | विशेषताएँ | विशिष्ट अनुप्रयोग |
| फ्रेम प्रोफाइल | पैनलों (कांच, प्लास्टिक शीट) के किनारों को सुरक्षित करें, संरचनात्मक स्थिरता को सजावटी आकर्षण के साथ मिलाएं। | दरवाजे और खिड़की के फ्रेम, विज्ञापन डिस्प्ले, प्रदर्शनी बूथ, फर्नीचर की किनारी |
| बॉक्स प्रोफाइल | आयताकार या वर्गाकार बंद खंड, असाधारण कठोरता और भार वहन क्षमता, अच्छी तापीय और विद्युत चालकता। | निर्माण, ऑटोमोटिव, मशीनरी निर्माण, विद्युत अनुप्रयोग |
| एलईडी प्रोफाइल | एलईडी स्ट्रिप्स के लिए विशेष रूप से डिज़ाइन किए गए ये उपकरण, ऊष्मा अपव्यय के लिए एल्यूमीनियम की तापीय चालकता का उपयोग करते हैं और इन्हें सतह पर या अंदर फिट करके स्थापित किया जा सकता है। | एलईडी प्रकाश व्यवस्था, समान प्रकाश वितरण और यांत्रिक सुरक्षा प्रदान करती है। |
| कोण प्रोफाइल | एल-आकार का, दो सतहों के जोड़ों की सुरक्षा और सजावट करता है, और प्रभाव से होने वाले नुकसान को रोकता है। | आंतरिक और बाहरी सजावट, उपकरण सुरक्षा |
| सिग्मा प्रोफाइल | अनुप्रस्थ काट ग्रीक अक्षर Σ के समान, उच्च संरचनात्मक शक्ति | औद्योगिक मशीनरी, कारखाने के प्रतिष्ठानों में भार वहन करने वाले और कसने वाले घटक |
| खोखले बीम प्रोफाइल | बिना किसी सख्त अनुप्रस्थ काट सीमा के खोखली संरचनाएं (आयताकार, वर्गाकार प्रकार) | इमारतों और पुलों में क्षैतिज समर्थन ढाँचे, भारी भार वाले अनुप्रयोग |
| समर्पित कार्यात्मक प्रोफाइल | इसमें एसडी स्लाइडिंग विंडो प्रोफाइल (उच्च मौसम प्रतिरोधकता), आरसीडब्ल्यू कर्टन वॉल प्रोफाइल (ऊंची इमारतों के अग्रभाग, सीलिंग और सुरक्षा), डोर प्रोफाइल (भारी कांच के दरवाजे लगाने के लिए), लूवर प्रोफाइल (वेंटिलेशन, दिन का प्रकाश, गोपनीयता, जल प्रतिरोधकता), टी-प्रोफाइल (ट्रस, कॉर्नर सपोर्ट) शामिल हैं। | स्लाइडिंग विंडो सिस्टम, ऊंची इमारतों की कर्टेन वॉल, भारी कांच के दरवाजों की संरचनाएं, वेंटिलेशन सिस्टम, ट्रस फ्रेमवर्क |
5.3अन्य वर्गीकरण विधियाँ
| वर्गीकरण आधार | प्रकार | चयन मानदंड |
| विनिर्माण प्रक्रिया | एक्सट्रूडेड प्रोफाइल, कास्ट प्रोफाइल, रोल्ड प्रोफाइल | उत्पादन क्षमता और उत्पाद प्रदर्शन आवश्यकताओं के आधार पर |
| सतह खत्म | मिल फिनिश प्रोफाइल, एनोडाइज्ड प्रोफाइल, पाउडर-कोटेड प्रोफाइल | अनुप्रयोग के वातावरण और सौंदर्य संबंधी आवश्यकताओं के अनुसार |
6.0एल्युमिनियम प्रोफाइल का निर्माण और सतह उपचार
6.1विनिर्माण प्रक्रिया के मुख्य बिंदु
एक्सट्रूज़न प्रक्रिया एल्युमीनियम प्रोफाइल को असाधारण डिज़ाइन लचीलापन प्रदान करती है, जिससे साधारण ठोस छड़ों और जटिल बहु-गुहा क्रॉस-सेक्शन दोनों का उत्पादन संभव हो पाता है। संपूर्ण उत्पादन प्रवाह में बिलेट हीटिंग → कंटेनर हीटिंग → डाई हीटिंग → एक्सट्रूज़न → क्वेंचिंग → स्ट्रेटनिंग → लंबाई में कटिंग → रैकिंग → एजिंग → डिलीवरी शामिल हैं। प्रत्येक प्रक्रिया पैरामीटर अंतिम उत्पाद की गुणवत्ता को सीधे प्रभावित करता है।
प्रक्रिया नियंत्रण आवश्यकताएँ
- आयामी सटीकता और सुसंगत यांत्रिक प्रदर्शन सुनिश्चित करने के लिए एक्सट्रूज़न तापमान, दबाव और शीतलन दर की लगातार निगरानी की जानी चाहिए।
- एक्सट्रूज़न डाई को पॉलिश किया जाना चाहिए और 440-480 डिग्री सेल्सियस तक पहले से गरम किया जाना चाहिए (पोर्टहोल डाई के लिए, होल्डिंग समय ≥1.5 घंटे); कंटेनर को 380-430 डिग्री सेल्सियस तक गर्म किया जाता है और नियमित रूप से साफ किया जाता है।
- दोषों को दूर करने के लिए बिलेट्स का निरीक्षण किया जाता है और दीवार की मोटाई के अनुसार उन्हें गर्म किया जाता है (≥1.4 मिमी: 440–540°C; <1.4 मिमी: 400–540°C)।
- प्रारंभिक एक्सट्रूज़न दबाव 210 kg/cm² से अधिक नहीं होना चाहिए; गैस निकालने के लिए दबाव 110–160 kg/cm² पर छोड़ा जाता है। निकास तापमान ≥500°C होना चाहिए, और बट की मोटाई 15–30 mm के भीतर नियंत्रित होनी चाहिए।
प्यास बुझाना और उम्र बढ़ना
ये यांत्रिक गुणों को बढ़ाने के लिए महत्वपूर्ण चरण हैं। 6063 मिश्र धातु (T6 टेम्पर) के लिए, 80°C/मिनट या उससे अधिक की शीतलन दर के साथ 170°C से नीचे तक जबरन वायु शीतलन आवश्यक है। 6061 मिश्र धातु को तेज हवा, जल की फुहार या जल शीतलन का उपयोग करके बुझाया जा सकता है। एजिंग से मिश्रधातु तत्वों को अवक्षेपित होने का अवसर मिलता है, जिससे मजबूती में उल्लेखनीय सुधार होता है।
6.2सतह उपचार की मुख्य विधियाँ
| उपचार विधि | प्रक्रिया सिद्धांत | प्रदर्शन विशेषताएँ | सीमाएँ | विशिष्ट अनुप्रयोग |
| एनोडाइजिंग | विद्युत रासायनिक अभिक्रिया के माध्यम से एक सघन एल्यूमीनियम ऑक्साइड परत (मोटाई 5–25 μm) का निर्माण करें। | उच्च कठोरता, उत्कृष्ट संक्षारण और घिसाव प्रतिरोध, अनेक रंगों में रंगा जा सकता है, 20 वर्ष तक का सेवा जीवन | गैर-चालक, प्रक्रिया नियंत्रण के प्रति संवेदनशील रंग एकरूपता | वास्तु संबंधी घटक, इलेक्ट्रॉनिक हीट सिंक |
| पाउडर कोटिंग | पाउडर का विद्युतस्थैतिक अनुप्रयोग और उसके बाद 180-200 डिग्री सेल्सियस पर उपचार करना। | रंगों और फिनिश की विस्तृत श्रृंखला (मैट, ग्लॉस), उत्कृष्ट मौसम प्रतिरोधकता, रंग फीका न पड़ने वाला, विलायक-मुक्त, पर्यावरण के अनुकूल | चमकीले रंग फीके पड़ सकते हैं, सतह पर खामियां (जैसे संतरे के छिलके जैसी परत, पाउडर का उखड़ना) हो सकती हैं। | परदे की दीवारें, बाहरी सुविधाएं |
| यांत्रिक सतह उपचार | ब्रशिंग, पॉलिशिंग और सैंडब्लास्टिंग का उपयोग करके विशिष्ट बनावटें तैयार की जाती हैं। | ब्रश करने से खरोंचें छिप जाती हैं, पॉलिश करने से दर्पण जैसी चमक मिलती है, और सैंडब्लास्टिंग से मैट, गैर-परावर्तक सतह प्राप्त होती है। | — | सजावटी घटक, सटीक उपकरण |
| इलेक्ट्रोफोरेटिक कोटिंग | विद्युत क्षेत्र के तहत जमा किए गए कोटिंग कण एक चिकनी, एकसमान परत बनाते हैं। | एनोडाइजिंग की तुलना में मजबूत आसंजन, प्रभाव प्रतिरोध और बेहतर कोटिंग पूर्णता | सीमित रंग विकल्प (चांदी, शैंपेन, काला), रंग में भिन्नता हो सकती है। | वास्तुशिल्पीय दरवाजे और खिड़कियां, फर्नीचर प्रोफाइल |
| चालक एनोडाइजिंग | पतली ऑक्साइड परत (0.5–5 μm) बनाएं | बुनियादी सुरक्षा प्रदान करते हुए विद्युत चालकता को बनाए रखें | — | इलेक्ट्रॉनिक उपकरण |
| लकड़ी के दाने की स्थानांतरण मुद्रण | प्रोफ़ाइल सतह पर प्राकृतिक लकड़ी की बनावट का अनुकरण करें | सजावटी आकर्षण बढ़ाएं, एल्युमीनियम के प्रदर्शन को लकड़ी की सुंदरता के साथ मिलाएं। | — | फर्नीचर, स्थापत्य सजावट |

6.3कोर टूलिंग और उपकरण
- एक्सट्रूज़न डाईप्रोफाइल बनाने के लिए कोर टूलिंग, क्रॉस-सेक्शन ज्यामिति के अनुसार कस्टम-डिज़ाइन की गई; डाई की गुणवत्ता सीधे तौर पर आयामी सटीकता और आकार परिशुद्धता निर्धारित करती है, जिसके लिए घिसाव संबंधी दोषों को रोकने के लिए नियमित रखरखाव की आवश्यकता होती है।
- फिक्स्चर और क्लैम्पिंग सिस्टम: मशीनिंग के दौरान प्रोफाइल को सही स्थिति में रखने और सुरक्षित करने के लिए उपयोग किया जाता है; उचित डिजाइन सटीक स्थिति सुनिश्चित करता है, गति और कंपन को रोकता है, सख्त सहनशीलता और बैच की स्थिरता बनाए रखता है, और उपकरण के जीवनकाल की रक्षा करता है।
- काटने के औजारआरी के ब्लेड, ड्रिल, मिलिंग कटर, टैप और रीमर सहित; एल्यूमीनियम के लिए अनुकूलित सामग्री, कोटिंग और कटिंग-एज ज्यामिति के साथ, उपकरणों में उच्च परिशुद्धता और उत्कृष्ट सतह फिनिश होनी चाहिए; उच्च गति और तापमान पर उपकरणों से चिपकने की एल्यूमीनियम की प्रवृत्ति के कारण विशेष उपकरण और समर्पित स्नेहक की सिफारिश की जाती है।
6.4सामान्यतः उपयोग किए जाने वाले प्रसंस्करण उपकरण
- उच्च गति वाले इलेक्ट्रिक स्पिंडल मशीनिंग सेंटर: एक्सट्रूडेड सतह के चारों ओर 180° की सीमा के भीतर बहु-दिशात्मक मशीनिंग करने में सक्षम; एक ही सेटअप में वर्गाकार प्रोफाइल के तीन किनारों तक को संसाधित कर सकता है, जटिल मशीनिंग आवश्यकताओं के लिए उपयुक्त।
- विशेष एल्युमीनियम प्रोफाइल मशीनेंकाटने और ड्रिलिंग कार्यों के लिए सरलीकृत मशीनें; संचालन में आसान, संरचनात्मक रूप से सरल घटकों के प्रसंस्करण के लिए उपयुक्त।
- एल्युमीनियम काटने की मशीनें: विशेष रूप से एल्युमीनियम प्रोफाइल के लिए डिज़ाइन किया गया; उच्च कटिंग सटीकता, खुरदरे किनारों से मुक्त, विभिन्न क्रॉस-सेक्शन और मोटाई के लिए उपयुक्त, दरवाजों, खिड़कियों और फ्रेम की पूर्व-प्रसंस्करण के लिए निश्चित लंबाई की कटिंग का समर्थन करता है।
- एल्युमीनियम प्रोफाइल बेंडिंग मशीनेंइसका उपयोग सटीक कोण नियंत्रण (0°–180° समायोज्य) के साथ प्रोफाइल को मोड़ने के लिए किया जाता है; यह पतली और मोटी दीवारों वाली प्रोफाइल को चाप, समकोण और अन्य जटिल आकृतियों में संसाधित कर सकता है, जो वास्तु और औद्योगिक डिजाइन आवश्यकताओं को पूरा करता है।

6.5प्रोफाइल मशीनिंग में प्रमुख कारक
- उपकरण चयनप्रक्रिया की जटिलता और पुर्जे की ज्यामिति के आधार पर मशीनों का चयन किया जाना चाहिए ताकि आवश्यक टूलिंग के साथ अनुकूलता, स्थिर गुणवत्ता और अनुकूलित उत्पादन चक्र सुनिश्चित हो सके।
- उपकरण घिसाव नियंत्रणप्रभावी स्नेहन, चिप निकासी प्रणाली और नियमित रखरखाव से उपकरण का घिसाव कम होता है, जिससे मशीनिंग की सटीकता बनी रहती है और उपकरण का जीवनकाल बढ़ता है।
- प्रक्रिया निगरानीमशीनिंग निगरानी और डेटा रिकॉर्डिंग सिस्टम पूर्ण ट्रेसबिलिटी को सक्षम बनाते हैं, जिससे यह सुनिश्चित होता है कि सभी पुर्जों को स्थिर और विश्वसनीय उत्पादन के लिए सुसंगत मापदंडों के तहत संसाधित किया जाता है।
- सुरक्षा आश्वासनपूर्णतः स्वचालित उपकरण गतिशील घटकों के साथ ऑपरेटर के संपर्क को कम करता है; प्रक्रिया के प्रत्येक चरण में उपयुक्त व्यक्तिगत सुरक्षा उपकरण आवश्यक हैं।
6.6द्वितीयक (गहन) प्रसंस्करण विधियाँ
- सीएनसी मशीनिंगउच्च परिशुद्धता वाले घटकों के लिए उपयुक्त, ±0.01 मिमी तक की सहनशीलता के साथ जटिल छेद और खांचे बनाने में सक्षम; 6061 की कठोरता अधिक होने के कारण इसे 6063 की तुलना में थोड़ी कम काटने की गति की आवश्यकता होती है; विशिष्ट अनुप्रयोगों में परिशुद्धता कनेक्टर और इलेक्ट्रॉनिक आवरण शामिल हैं।
- काटना और ड्रिलिंगकाटने की विधियों में आरी से काटना और लेजर कटिंग शामिल हैं; लेजर कटिंग उच्च परिशुद्धता और चिकने किनारे प्रदान करती है, जो पतली दीवारों वाले या जटिल प्रोफाइल के लिए आदर्श है; ड्रिलिंग के लिए नियंत्रित फीड दरों की आवश्यकता होती है, और विरूपण और खराब छेद गुणवत्ता को रोकने के लिए पतली दीवारों वाले प्रोफाइल को सुरक्षित रूप से क्लैंप किया जाना चाहिए।
- झुकना और वेल्डिंग6061 की वेल्डिंग क्षमता 6063 से बेहतर है और इसकी मजबूती बहाल करने के लिए वेल्डिंग के बाद हीट ट्रीटमेंट की आवश्यकता होती है; 6063 में वेल्डिंग के दौरान दरार पड़ने की संभावना अधिक होती है, इसलिए प्रक्रिया का सावधानीपूर्वक चयन आवश्यक है।
7.0एल्युमीनियम प्रोफाइल के मुख्य अनुप्रयोग क्षेत्र
- निर्माण उद्योगइसका उपयोग कर्टेन वॉल सिस्टम, दरवाजों और खिड़कियों, सोलर माउंटिंग स्ट्रक्चर, पुलों, स्टेडियमों, ऊंची इमारतों के फ्रेम, स्कर्टिंग बोर्ड आदि में किया जाता है। थर्मल-ब्रेक विंडो और डोर प्रोफाइल, इंसुलेशन स्ट्रिप्स के साथ मिलकर, उत्कृष्ट थर्मल और ध्वनिक प्रदर्शन प्रदान करते हैं, जो आधुनिक ऊर्जा-कुशल भवन निर्माण आवश्यकताओं को पूरा करते हैं।
- परिवहन उद्योगइसका उपयोग विमान और ऑटोमोबाइल चेसिस, कूलिंग सिस्टम और आंतरिक घटकों में किया जाता है। इसके हल्के वजन के गुण ईंधन दक्षता बढ़ाने में सहायक होते हैं, जबकि उच्च शक्ति वाले एल्यूमीनियम मिश्र धातुओं का उपयोग अंतरिक्ष अनुप्रयोगों में वजन कम करने और प्रदर्शन को बेहतर बनाने के लिए व्यापक रूप से किया जाता है।
- इलेक्ट्रॉनिक्स और विद्युत उद्योग: आमतौर पर हीट सिंक, उपकरण आवरण और केबल प्रबंधन प्रणालियों में उपयोग किया जाता है। उच्च तापीय चालकता और विद्युत चुम्बकीय परिरक्षण गुण संवेदनशील इलेक्ट्रॉनिक घटकों की सुरक्षा करते हुए ऊष्मा अपव्यय दक्षता में सुधार करते हैं।
- नई ऊर्जा उद्योगइसका उपयोग सोलर पैनल माउंटिंग सिस्टम और विंड टर्बाइन के घटकों में किया जाता है। यह अत्यधिक मौसम की स्थितियों के प्रति प्रतिरोधी है और पुनर्चक्रण योग्य है, जो नवीकरणीय ऊर्जा क्षेत्र की स्थिरता संबंधी आवश्यकताओं के अनुरूप है।
- औद्योगिक और मशीनरी उद्योगमशीन फ्रेम, वर्कबेंच, कन्वेयर सिस्टम और औद्योगिक सुरक्षा आवरणों में उपयोग किया जाता है। मॉड्यूलर एल्युमीनियम प्रोफाइल सिस्टम तेजी से असेंबली और पुनर्संरचना को सक्षम बनाते हैं, जो स्वचालित उत्पादन लाइनों के लिए आवश्यक लचीलेपन का समर्थन करते हैं।
- सजावट और फर्नीचर उद्योगडिस्प्ले कैबिनेट, फर्नीचर फ्रेम और एलईडी सजावटी प्रकाश व्यवस्था में उपयोग किया जाता है। एल्युमीनियम प्रोफाइल सौंदर्य और कार्यक्षमता का बेहतरीन संयोजन प्रदान करते हैं और विभिन्न डिजाइन शैलियों और आंतरिक परिवेशों के अनुरूप सतह उपचारित किए जा सकते हैं।


8.0एल्युमीनियम प्रोफाइलों का गुणवत्ता नियंत्रण और रखरखाव
8.1गुणवत्ता मानक और निरीक्षण
- मानकों का अनुपालनउत्पादन अंतरराष्ट्रीय स्तर पर मान्यता प्राप्त मानकों का अनुपालन करता है, जिसमें आईएसओ 9001 (गुणवत्ता प्रबंधन प्रणाली), आईएसओ 14001 (पर्यावरण प्रबंधन प्रणाली), और एल्यूमीनियम प्रोफाइल के लिए प्रासंगिक EN, ASTM और DIN मानक शामिल हैं, जो यांत्रिक शक्ति, आयामी सहनशीलता और दीर्घकालिक स्थायित्व पर सख्त नियंत्रण सुनिश्चित करते हैं।
- परीक्षण विधियाँनियमित परीक्षणों में तन्यता शक्ति परीक्षण, कठोरता परीक्षण और संक्षारण प्रतिरोध परीक्षण शामिल हैं। उत्पादन स्थिरता और निरंतरता सुनिश्चित करने के लिए सांख्यिकीय प्रक्रिया नियंत्रण और वास्तविक समय निगरानी लागू की जाती है।
- प्रमाणन और अनुपालनउत्पाद के अनुपालन को सत्यापित करने के लिए तृतीय-पक्ष प्रमाणीकरण का उपयोग किया जाता है, जो विभिन्न अनुप्रयोग परिदृश्यों के लिए विश्वसनीय गुणवत्ता आश्वासन प्रदान करता है।
8.2दैनिक रखरखाव दिशानिर्देश
एल्युमिनियम प्रोफाइल को न्यूनतम रखरखाव की आवश्यकता होती है। धूल और तेल के अवशेषों को हटाने के लिए साफ पानी या तटस्थ डिटर्जेंट से नियमित सफाई पर्याप्त है। संक्षारक सफाई एजेंटों का उपयोग करने से बचना चाहिए। बाहरी उपयोग के लिए, सतह की कोटिंग का समय-समय पर निरीक्षण किया जाना चाहिए और सेवा जीवन को बढ़ाने के लिए किसी भी क्षति की तुरंत मरम्मत की जानी चाहिए।
संदर्भ
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



