
- 1.0स्टैम्पिंग प्रेस क्या है?
- 2.0फ़्रेम प्रकार: सी-फ़्रेम बनाम स्ट्रेट-साइड प्रेस
- 3.0यांत्रिक प्रेस: संचालन और ड्राइव प्रणालियाँ
- 4.0हाइड्रोलिक प्रेस: लचीलापन और बल नियंत्रण
- 5.0सही प्रेस का चयन
- 6.0कॉइल प्रसंस्करण के लाभ
- 7.0प्रेस फीडिंग तंत्र
- 8.0स्क्रैप प्रसंस्करण
- 9.0उद्योगों में स्टैम्पिंग प्रेस के अनुप्रयोग
- 10.0निष्कर्ष
- 11.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
स्टैम्पिंग प्रेस आधुनिक शीट मेटल फैब्रिकेशन के केंद्र में हैं, जो सपाट सामग्रियों को सटीकता, दक्षता और न्यूनतम अपशिष्ट के साथ अंतिम उत्पादों में परिवर्तित करते हैं। यह विस्तृत मार्गदर्शिका स्टैम्पिंग प्रेस के प्रमुख प्रकारों, उनके मुख्य घटकों, ड्राइव तंत्र, प्रेस चयन मानदंडों और आधुनिक कॉइल प्रोसेसिंग प्रणालियों की पड़ताल करती है।
1.0स्टैम्पिंग प्रेस क्या है?
स्टैम्पिंग प्रेस, उत्पाद को आकार देने के लिए विशिष्ट उपकरणों तक टन भार संचारित करने हेतु एक गतिशील रैम (या स्लाइड) के बल का उपयोग करते हैं। इस प्रक्रिया के परिणामस्वरूप अक्सर बहुत कम या बिल्कुल भी स्क्रैप नहीं होता है और इसमें ऑपरेटर के न्यूनतम हस्तक्षेप की आवश्यकता होती है। पुर्जों की जटिलता, ज्यामिति और उत्पादन पैमाने के आधार पर प्रेस के विभिन्न आकार और प्रकार उपयोग किए जाते हैं।
गति बल प्रेस यह या तो यांत्रिक या हाइड्रॉलिक रूप से संचालित होता है। सरल, एक-आयामी स्टैम्पिंग, पाँच टन से भी कम क्षमता वाले कॉम्पैक्ट बेंचटॉप प्रेस से की जा सकती है। इसके विपरीत, बड़े, जटिल घटकों के लिए हज़ारों टन क्षमता वाले प्रेस की आवश्यकता होती है। प्रेस की गति में काफ़ी अंतर होता है, मानक अनुप्रयोगों के लिए 10 से 18 स्ट्रोक प्रति मिनट से लेकर उच्च गति प्रणालियों में 1800 स्ट्रोक प्रति मिनट तक।


2.0फ़्रेम प्रकार: सी-फ़्रेम बनाम स्ट्रेट-साइड प्रेस
हाइड्रोलिक और मैकेनिकल दोनों प्रेस को उस फ्रेम के प्रकार के आधार पर वर्गीकृत किया जाता है जिस पर गतिशील घटक लगे होते हैं। दो सबसे आम प्रेस फ्रेम प्रकार हैं:
2.1गैप-फ्रेम (सी-फ्रेम) प्रेस
The “सी” फ्रेम प्रेस यह डाई क्षेत्र के तीनों ओर आसानी से पहुँच प्रदान करता है, कम जगह घेरता है, और अक्सर अधिक लागत प्रभावी होता है, खासकर 35 से 60 टन के बीच की रेंज में। हालाँकि, इसके खुले फ्रेम के कारण, सी-फ्रेम में कोणीय असंतुलन की संभावना रहती है क्योंकि भार के कारण संरचना विक्षेपित हो जाती है। हालाँकि यह हमेशा समस्याजनक नहीं होता, लेकिन कुछ अनुप्रयोगों के लिए इसके कारण भारी (और महंगे) फ्रेम की आवश्यकता हो सकती है।
एक लोकप्रिय संस्करण है ओपन बैक इनक्लाइनेबल (ओबीआई) प्रेस, जो फ्रेम को पीछे की ओर झुका देता है ताकि भाग या स्क्रैप आसानी से बाहर निकल सके। वैकल्पिक रूप से, ओपन बैक स्टेशनरी (OBS) प्रेस अधिक व्यापक रूप से उपयोग किया जाता है और समयबद्ध वायु विस्फोटों, यांत्रिक उपकरणों या कन्वेयर का उपयोग करके भागों या स्क्रैप को बाहर निकालता है।
2.2स्ट्रेटसाइड प्रेस
सीधे-साइड प्रेस इनमें ऊर्ध्वाधर स्तंभ या अपराइट होते हैं जो कोणीय विक्षेपण को समाप्त करते हैं। ये बेहतर डाई लाइफ और पार्ट सटीकता प्रदान करते हैं।
स्ट्रेट-साइड प्रेस के चार प्रमुख घटक हैं:
- ताज: मोटर, फ्लाईव्हील और ड्राइविंग तंत्र का समर्थन करता है
- कॉलम: मुकुट को सहारा दें और संरेखण और मार्गदर्शन के लिए गिब्स शामिल करें
- बिस्तर: संरचनात्मक आधार के रूप में कार्य करता है
- सिलेंडर: डाई सेटअप को सहारा देने और मजबूत करने के लिए बेड पर लगाया गया

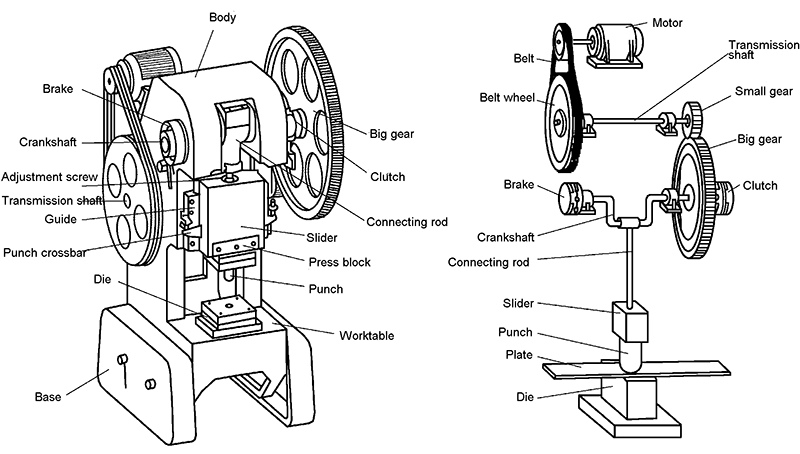
3.0यांत्रिक प्रेस: संचालन और ड्राइव प्रणालियाँ
यांत्रिक प्रेस एक विद्युत मोटर का उपयोग करके संचालित होते हैं जो एक फ्लाईव्हील को घुमाती है। यह फ्लाईव्हील एक क्रैंकशाफ्ट के चारों ओर तब तक घूमता रहता है जब तक कि एक क्लच द्वारा उसे जोड़ नहीं दिया जाता, जो ड्राइवट्रेन के माध्यम से स्लाइड या रैम तक ऊर्जा संचारित करता है।
3.1ज़रूरी भाग:
- क्लच: फ्लाईव्हील ऊर्जा को क्रैंकशाफ्ट में स्थानांतरित करता है
- ब्रेकिंग सिस्टम: अलग होने पर रैम को स्थिति में रखता है
3.2बल क्षमता
बल क्षमता से तात्पर्य स्ट्रोक के निचले भाग से निर्दिष्ट दूरी पर लगाए गए टन भार से है, जो इससे प्रभावित होता है:
- फ्लाईव्हील गति
- ड्राइवट्रेन की टॉर्क क्षमता
टिप्पणी: गियर अनुपात गियर वाले प्रेस में बल में वृद्धि नहीं होती है, लेकिन टॉर्क क्षमता को बढ़ाने के लिए फ्लाईव्हील की गति को अनुकूलित करने में मदद मिलती है।
3.3उच्च गति यांत्रिक प्रेस
300 स्ट्रोक प्रति मिनट या उससे ज़्यादा क्षमता वाले प्रेस को उच्च गति वाला माना जाता है। छोटे, उच्च-मात्रा वाले उत्पादन के लिए, गति 3000 तक पहुँच सकती है। 1400 स्ट्रोक प्रति मिनट.
3.4ड्राइवट्रेन विविधताएं
तीन प्राथमिक यांत्रिक ड्राइव ट्रेन व्यवस्थाएं मौजूद हैं:
3.5डायरेक्ट-ड्राइव सिस्टम
- ड्राइव मोटर बेल्ट प्रणाली के माध्यम से फ्लाईव्हील को सीधे घुमाती है।
- प्रदान करता है उच्चतम गति, कम ऊर्जा हानि, और आसान रखरखाव.
- दोष: पूर्ण निर्माण बल प्राप्त करने के लिए अधिकतम गति पर काम करना चाहिए, और एक क्रैंकशाफ्ट छोर पर टॉर्क के कारण कोणीय मिसलिग्न्मेंट हो सकता है।
3.6गियर ड्राइव सिस्टम
- शामिल करना एकल या दोहरा गियर कटौती और विलक्षण गियर ड्राइव.
- कोणीय मिसलिग्न्मेंट का समाधान करें।
- के लिए अधिक शक्ति प्रदान करें बड़े या गहरे खींचे गए भागों का निर्माण करना.
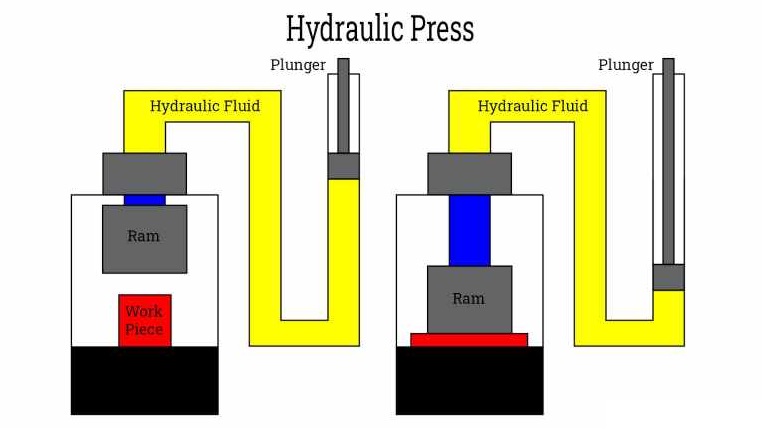
4.0हाइड्रोलिक प्रेस: लचीलापन और बल नियंत्रण
यद्यपि यांत्रिक प्रेस बाजार पर हावी हैं, हाइड्रोलिक प्रेस अपने लचीलेपन के कारण लोकप्रियता प्राप्त कर रहे हैं।
4.1हाइड्रोलिक प्रेस के लाभ:
- पूर्ण टन भार उपलब्ध है किसी भी स्ट्रोक स्थिति पर.
- के लिए आदर्श गहरा चित्रकला जिसके लिए स्ट्रोक के आरंभ में बल की आवश्यकता होती है।
- एडजस्टेबल आघात चक्रों के बीच भाग निकासी में सुधार करता है।
- प्रीसेट दबाव विभिन्न डाई ऊंचाइयों और सामग्री मोटाई को समायोजित करता है।
हाइड्रोलिक प्रेस सक्षम करते हैं बेहतर नियंत्रणजिससे वे बड़े या अनियमित भागों वाले अनुप्रयोगों के लिए उपयुक्त हो जाते हैं।
5.0सही प्रेस का चयन
ऐसा कोई एक प्रेस नहीं है जो सभी अनुप्रयोगों की ज़रूरतों को पूरा कर सके। चयन में प्रदर्शन, लागत और परिचालन संबंधी माँगों के बीच समझौता करना शामिल है।
5.1प्राथमिक चयन कारक:
- प्रेस का आकार
- बल क्षमता
- ऊर्जा उपलब्धता
- गति और स्ट्रोक दर
5.2अतिरिक्त मुद्दो पर विचार करना:
- वर्कपीस का आकार और जटिलता
- मुद्रांकन कार्यों की संख्या
- उत्पादन मात्रा और चक्र दरें
- आवश्यक सहनशीलता और सतह परिष्करण
- कुल प्रणाली लागत (स्वचालन और नियंत्रण सहित)
जैसे-जैसे परिचालन अधिक स्वचालित होता जाएगा, सीएनसी नियंत्रण और ठोस-अवस्था प्रणालियाँ ये तकनीकें लगातार ज़रूरी होती जा रही हैं। इसी तरह, उत्पादकता बनाए रखने के लिए सामग्री आपूर्ति प्रणालियों को प्रेस की गति और क्षमता के अनुरूप होना चाहिए।
6.0कॉइल प्रसंस्करण के लाभ
उच्च-मात्रा वाले स्टैम्पिंग परिचालन तेजी से इस पर निर्भर करते हैं कॉइल स्टॉक फीडिंग उत्पादकता को अधिकतम करने के लिए। आधुनिक कुंडल फीडिंग सिस्टम वे निरंतर सामग्री वितरण प्रदान करते हैं, मैनुअल हैंडलिंग को कम करते हैं, तथा फर्श की जगह और श्रम आवश्यकताओं को न्यूनतम करते हैं, जिससे वे स्वचालित प्रेस लाइनों के लिए आदर्श बन जाते हैं।
एक विशेष रूप से कुशल समाधान है 3-इन-1 डेकोइलर स्ट्रेटनर और फीडर सिस्टम, जो एकीकृत करता है खोलना, सीधा करना, और एक ही कॉम्पैक्ट यूनिट में फीड करना। यह डिज़ाइन लाइन सेटअप को सरल बनाता है, कॉइल बदलने के समय को कम करता है, और स्टैम्पिंग प्रेस के साथ समकालिक संचालन सुनिश्चित करता है।
6.1कॉइल प्रोसेसिंग लाइन फ़ंक्शन
एक पूर्ण कुंडल प्रसंस्करण प्रणाली में आम तौर पर शामिल हैं:
- खोलना रोल से शीट धातु
- सीधा करना/समतल करना कुंडल-सेट वक्रता को हटाने के लिए
- खिला प्रेस में
- स्क्रैप प्रसंस्करण अपशिष्ट प्रबंधन के लिए
इन कार्यों को करने के लिए, विभिन्न उपकरण विन्यासों का उपयोग किया जाता है:
- पे-ऑफ रीलों धातु की कुंडली को सहारा दें और खोलें।
- कुंडल पालने मोटे या कम संवेदनशील सामग्री को संभालने के लिए उपयुक्त हैं।
- स्ट्रेटनर या लेवलर वक्रता को समाप्त करने के लिए समायोज्य रोलर्स का उपयोग करें, जिससे डाई में सपाट शीट का प्रवेश सुनिश्चित हो सके।
कई उन्नत मुद्रांकन लाइनों में, 3-इन-1 डेकोइलर स्ट्रेटनर और फीडर अलग-अलग मशीनों की जगह लेता है, जिससे जगह की बचत होती है और पूरी तरह से सिंक्रोनाइज़्ड समाधान मिलता है। ये ऑल-इन-वन सिस्टम फीडिंग सटीकता में सुधार करते हैं और मिसअलाइनमेंट को कम करते हैं, जो विशेष रूप से उच्च गति या सटीक अनुप्रयोगों में फायदेमंद है।
उपकरण विवरण:
- भुगतान करें रील सपोर्ट और धातु को खोलना.
- कुंडल झूला मोटे या गैर-परिष्करण-संवेदनशील सामग्रियों के लिए उपयोग किया जाता है।
- स्ट्रेटनर या लेवलर्स समायोज्य रोलर्स के माध्यम से वक्रता को सही करना, यह सुनिश्चित करना कि सपाट सामग्री डाई में प्रवेश करे।

7.0प्रेस फीडिंग तंत्र
स्वचालित फीडिंग प्रणालियाँ श्रम को कम करती हैं और दक्षता बढ़ाती हैं। इनके प्रकार इस प्रकार हैं:
7.1स्लाइड फ़ीड्स
ग्रिपर्स कुंडली को एक निश्चित दूरी तक ले जाते हैं, छोड़ते हैं, और अगले चक्र के लिए वापस लाते हैं।
7.2रोल फीड्स
- सबसे आम प्रणाली.
- रुक-रुक कर चलने वाले विरोधी रोलर्स सामग्री को खिलाते हैं।
- कुंडली को अनुमति देता है प्रेस स्ट्रोक के दौरान निवास करें.
- प्रायः वायवीय या हाइड्रोलिक रूप से संचालित।
7.3सर्वो फीड्स (डिजिटल रूप से नियंत्रित)
स्वतंत्र रूप से संचालित रोलर्स की अनुमति है:
- जॉगल फीडिंग
- ज़िग-ज़ाग पैटर्न
- दोलनशील फ़ीड
- शटल फ़ीड
सर्वो-चालित प्रणालियाँ प्रदान करती हैं सटीक नियंत्रण, प्रति मिनट स्ट्रोक बढ़ाएँ, और स्क्रैप कम करें.


8.0स्क्रैप प्रसंस्करण
सभी कॉइल-फ़ेड स्टैम्पिंग लाइनें कुछ स्क्रैप उत्पन्न करती हैं। इसे दो तरीकों से प्रबंधित किया जा सकता है:
- एकीकृत स्क्रैप बेदख़ल स्टैम्पिंग डाई के माध्यम से
- बाहरी स्क्रैप सिस्टम, या तो प्रेस-संचालित या स्वतंत्र रूप से संचालित
9.0उद्योगों में स्टैम्पिंग प्रेस के अनुप्रयोग
अपनी बहुमुखी प्रतिभा, गति और बड़े पैमाने पर उच्च परिशुद्धता वाले भागों का उत्पादन करने की क्षमता के कारण, स्टैम्पिंग प्रेस विभिन्न उद्योगों में अपरिहार्य हैं।
- मोटर वाहन उद्योगस्टैम्पिंग तकनीक का शायद सबसे बड़ा उपभोक्ता, ऑटोमोटिव क्षेत्र बॉडी पैनल, ब्रैकेट, रीइन्फोर्समेंट और चेसिस कंपोनेंट बनाने के लिए प्रेस का इस्तेमाल करता है। उच्च गति वाले मैकेनिकल प्रेस आमतौर पर एकसमान ज्यामिति और फिनिश वाले पुर्जों के उत्पादन के लिए इस्तेमाल किए जाते हैं।
- उपकरण निर्माणघरेलू उपकरण क्षेत्र में, स्टैम्पिंग प्रेस रेफ्रिजरेटर, ओवन, वाशिंग मशीन आदि के लिए आवरण, नियंत्रण पैनल, सपोर्ट फ्रेम और आंतरिक संयोजन बनाते हैं। इस अनुप्रयोग में बड़े शीट प्रारूपों को संभालने की क्षमता अत्यंत महत्वपूर्ण है।
- इलेक्ट्रॉनिक्स और विद्युत घटकपरिशुद्ध स्टैम्पिंग प्रेस, सर्किट बोर्ड और असेंबली में इस्तेमाल होने वाले टर्मिनल, कनेक्टर, शील्डिंग कंपोनेंट और कॉन्टैक्ट प्लेट बनाते हैं। उच्च गति वाले प्रेस, छोटे, नाज़ुक पुर्जों को बड़ी मात्रा में बनाने की अपनी क्षमता के कारण पसंद किए जाते हैं।
- एयरोस्पेस और रक्षाविमान के घटक, संरचनात्मक सुदृढ़ीकरण और कस्टम ब्रैकेट अक्सर सीधे-साइड या हाइड्रोलिक प्रेस के साथ बनाए जाते हैं जो लंबे स्ट्रोक में उच्च परिशुद्धता और बल प्रदान करते हैं।
- निर्माण और एचवीएसीस्टैम्पिंग प्रेस डक्टवर्क घटक, ब्रैकेट, पैनल और वास्तुशिल्प प्रोफाइल बनाते हैं। स्वचालित फीडिंग लाइनें इन उद्योगों में अलग-अलग मोटाई की सामग्री के साथ एकसमान उत्पादन सुनिश्चित करती हैं।
10.0निष्कर्ष
स्टैम्पिंग प्रेस विविध, उच्च-प्रदर्शन वाली मशीनें हैं जो आधुनिक विनिर्माण के लिए आवश्यक हैं। यांत्रिक और हाइड्रोलिक प्रणालियों के बीच चयन, सही फ्रेम प्रकार का चयन, और उन्नत कॉइल फीडिंग सिस्टम का कार्यान्वयन, ये सभी उत्पादकता और पुर्जों की गुणवत्ता में महत्वपूर्ण भूमिका निभाते हैं। जैसे-जैसे स्वचालन और डिजिटल नियंत्रण विकसित होंगे, वैसे-वैसे प्रेस क्षमताएँ भी विकसित होंगी—जिससे उद्योगों में तेज़, अधिक लचीली और अधिक लागत-कुशल स्टैम्पिंग प्रक्रियाएँ सामने आएंगी।
11.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
मैकेनिकल और हाइड्रोलिक प्रेस के बीच क्या अंतर है?
यांत्रिक प्रेस अधिक तेज होते हैं तथा उच्च गति वाली मुद्रांकन के लिए आदर्श होते हैं, जबकि हाइड्रोलिक प्रेस पूरे स्ट्रोक में पूर्ण बल प्रदान करते हैं तथा गहरी ड्राइंग और जटिल आकृतियों के लिए अधिक उपयुक्त होते हैं।
मैं सी-फ्रेम और स्ट्रेट-साइड प्रेस के बीच कैसे चयन करूं?
सी-फ्रेम प्रेस ज़्यादा कॉम्पैक्ट और किफ़ायती होते हैं, लेकिन भारी भार के कारण इनमें विक्षेपण की समस्या हो सकती है। स्ट्रेट-साइड प्रेस बेहतर सटीकता और बड़े या उच्च-बल वाले कार्यों के लिए बेहतर समर्थन प्रदान करते हैं।
स्टैम्पिंग प्रेस किन सामग्रियों के साथ काम कर सकते हैं?
सामान्य सामग्रियों में माइल्ड स्टील, स्टेनलेस स्टील, एल्युमीनियम, तांबा और लेपित धातुएँ शामिल हैं। सामग्री की मोटाई, तन्य शक्ति और निर्माण विशेषताओं का मिलान उपयुक्त प्रेस प्रकार के अनुसार किया जाना चाहिए।
मैन्युअल फीडिंग की तुलना में कॉयल फीडिंग को प्राथमिकता क्यों दी जाती है?
कॉइल फीडिंग से निर्बाध उत्पादन सुनिश्चित होता है, हैंडलिंग समय कम होता है, सुरक्षा में सुधार होता है, तथा उच्च गति प्राप्त होती है, जो विशेष रूप से बड़े पैमाने पर परिचालन में महत्वपूर्ण है।
क्या प्रेस को स्वचालित किया जा सकता है?
हां, अधिकांश आधुनिक स्टैम्पिंग प्रेस को सर्वो फीड, रोबोटिक पार्ट हैंडलर, डाई चेंजर और सीएनसी-आधारित प्रेस नियंत्रकों के साथ पूरी तरह से स्वचालित किया जा सकता है।
संदर्भ
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




