

1.0स्टेनलेस स्टील ट्यूब बेंडिंग प्रक्रिया का परिचय
1.1स्टेनलेस स्टील सामग्री की विशेषताएं और झुकने की अनुकूलता
स्टेनलेस स्टील अपनी उच्च शक्ति, संक्षारण प्रतिरोध और उत्कृष्ट लचीलेपन के कारण औद्योगिक विनिर्माण में एक महत्वपूर्ण सामग्री है।
कठोर किन्तु आकार देने योग्यउचित प्रक्रियाओं के साथ, स्टेनलेस स्टील को जटिल आकार में मोड़ा जा सकता है, जिससे यह अनुकूलित प्रोटोटाइप और सटीक घटकों के लिए उपयुक्त हो जाता है।
उद्योग लाभ:
- सहनशीलतासंक्षारण और ऑक्सीकरण प्रतिरोध इसे कठोर वातावरण के लिए आदर्श बनाता है।
- लोच और शक्ति: संरचनात्मक स्थिरता और निर्माण लचीलापन दोनों प्रदान करता है।
1.2 स्टेनलेस स्टील ट्यूब बेंडिंग के प्रमुख उद्योग अनुप्रयोग
| उद्योग | विशिष्ट अनुप्रयोग | प्रक्रिया आवश्यकताएँ |
| ऑटोमोटिव | निकास पाइप, चेसिस फ्रेम, ईंधन लाइनें | उच्च परिशुद्धता झुकाव, स्प्रिंगबैक नियंत्रण, उच्च तापमान प्रतिरोध |
| चिकित्सा | सर्जिकल उपकरण ब्रैकेट, मेडिकल टयूबिंग | बाँझ सतह खत्म, छोटे त्रिज्या परिशुद्धता झुकाव |
| निर्माण | हैंडरेल, सजावटी संरचनाएं, पर्दे की दीवार का समर्थन | उच्च सौंदर्य मांग, निशान-रहित झुकाव |
| ऊर्जा | तेल पाइपलाइनें, परमाणु ऊर्जा घटक | मोटी दीवार ट्यूब झुकने, तनाव संक्षारण प्रतिरोध |
2.0स्टेनलेस स्टील ट्यूब बेंडिंग में चुनौतियां और समाधान
2.1सामग्री की विशेषताएँ और झुकने में कठिनाई
- उच्च शक्ति और लचीलापन:स्टेनलेस स्टील में उच्च शक्ति के साथ अच्छा लचीलापन होता है, जो संरचनात्मक भागों और औद्योगिक उपकरणों के लिए उपयुक्त है।
- चुनौतियां:उच्च शक्ति → अधिक झुकने वाले बल की आवश्यकता होती है, जिससे मशीन का भार बढ़ जाता है। उच्च तन्यता → स्प्रिंगबैक की संभावना, जिससे निर्माण परिशुद्धता प्रभावित होती है
- संक्षारण प्रतिरोध:झुकने के दौरान सतह को होने वाली क्षति (जैसे, खरोंच, डेंट) संक्षारण प्रतिरोध को कम कर सकती है, इसलिए अत्यधिक घर्षण से बचना चाहिए।
2.2स्टेनलेस स्टील ग्रेड के बीच प्रसंस्करण अंतर
| स्टेनलेस स्टील प्रकार | प्रसंस्करण सुविधाएँ | झुकने की चुनौतियाँ | सुझाए गए समाधान |
| 304 स्टेनलेस स्टील | अच्छा लचीलापन, व्यापक रूप से उपयोग किया जाता है | महत्वपूर्ण स्प्रिंगबैक, त्रिज्या नियंत्रण की आवश्यकता | – स्प्रिंगबैक-क्षतिपूर्ति डाई डिजाइन – थोड़ा अधिक झुकें (+2°~5°) |
| 316 स्टेनलेस स्टील | मोलिब्डेनम-जोड़ा, मजबूत संक्षारण प्रतिरोध लेकिन कठिन | अधिक बल की आवश्यकता होती है, कार्य में कठोरता की संभावना होती है | – उच्च-टन भार वाले हाइड्रोलिक/सीएनसी ट्यूब बेंडर का उपयोग करें – झुकने की गति कम करें |
| डुप्लेक्स स्टेनलेस स्टील | उच्च शक्ति, अच्छा लचीलापन लेकिन प्रक्रिया करना कठिन | क्रैकिंग की संभावना, जटिल स्प्रिंगबैक नियंत्रण | – पहले से गरम करें (200~300°C) – प्रगतिशील मल्टी-पास बेंडिंग का उपयोग करें |
3.0झुकने की प्रक्रिया विधियों का अवलोकन
स्टेनलेस स्टील ट्यूब को मोड़ने का काम कई तरीकों से किया जा सकता है, जिनमें से प्रत्येक विशिष्ट पाइप आकार, सामग्री गुणों और परिशुद्धता आवश्यकताओं के लिए उपयुक्त है। सही प्रक्रिया का चयन सीधे तौर पर सटीकता, सतह की फिनिश और संरचनात्मक विश्वसनीयता को प्रभावित करता है।
यह खंड पांच सामान्य झुकने वाली तकनीकों - मैनुअल, हाइड्रोलिक, सीएनसी, रोल झुकने और गर्म झुकने - का परिचय देता है, तथा उनके उपयुक्त अनुप्रयोगों, उपकरण प्रकारों और मानक संचालन चरणों पर प्रकाश डालता है।


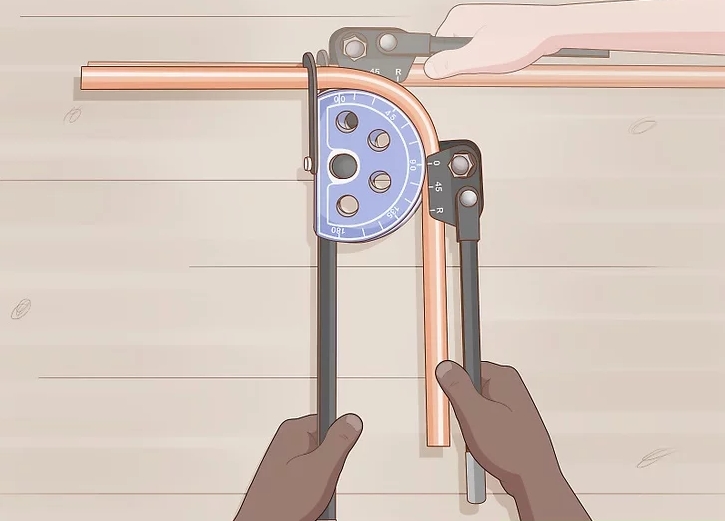
3.1मैनुअल पाइप बेंडिंग (मैनुअल पाइप बेंडर)
लागू परिदृश्य:छोटे बैच, छोटे व्यास वाले पाइप (सामान्यतः ≤25 मिमी), कम परिशुद्धता आवश्यकताएं।
उपकरण:मैनुअल पाइप बेंडर (विभिन्न आकारों के डाई के साथ)।
परिचालन चरण:
- डाई का चयन करें:पाइप के बाहरी व्यास (OD) के आधार पर उपयुक्त बेंडिंग डाई चुनें।
- पाइप को ठीक करें:पाइप को बेंडर में डालें, यह सुनिश्चित करते हुए कि एक छोर पोजिशनिंग ब्लॉक के सामने हो तथा बेंडिंग का प्रारंभिक बिंदु डाई केंद्र के साथ संरेखित हो।
- झुकने की स्थिति को चिह्नित करें:यह बताने के लिए मार्कर का उपयोग करें कि मोड़ कहां से शुरू होना चाहिए।
- मैनुअल ऑपरेशन:पाइप को डाई के चारों ओर वांछित कोण पर मोड़ने के लिए हैंडल को धीरे-धीरे खींचें (कोण स्केल देखें)।
- स्प्रिंगबैक मुआवजा:चूंकि स्टेनलेस स्टील लोचदार होता है, इसलिए स्प्रिंगबैक को संतुलित करने के लिए इसे थोड़ा अधिक मोड़ें (2°-5° तक)।
- पाइप हटाएँ:क्लैम्प को हटाएं और मोड़ के कोण और गोलाई की जांच करें।
3.2हाइड्रोलिक पाइप झुकने (हाइड्रोलिक पाइप झुकने मशीन)
लागू परिदृश्य:मध्यम से बड़े पाइप (DN15–DN150), मध्यम से उच्च परिशुद्धता आवश्यकताएं।
उपकरण:हाइड्रोलिक पाइप झुकने मशीन (हाइड्रोलिक पंप, मर जाता है, क्लैंपिंग डिवाइस के साथ)।
परिचालन चरण:
- स्थापित करें डाइस:पाइप व्यास के अनुसार मिलान करने वाली बेंडिंग डाई, क्लैम्पिंग डाई और प्रेशर डाई स्थापित करें।
- पैरामीटर सेट करें:झुकने का कोण (जैसे, 90°) और गति निर्धारित करें (धीमी गति झुर्रियों से बचने में मदद करती है)।
- पाइप को ठीक करें:पाइप को मशीन में रखें और उसे क्लैम्पिंग डाई से सुरक्षित करें, यह सुनिश्चित करते हुए कि पाइप का अंत बेंडिंग डाई के साथ संरेखित हो।
- हाइड्रोलिक पंप शुरू करें:हाइड्रोलिक सिलेंडर को सक्रिय करने के लिए बटन दबाएं, जो पाइप को मोड़ने के लिए बेंडिंग डाई को अपनी धुरी पर घुमाता है।
- दबाव बनाए रखें:स्प्रिंगबैक को कम करने के लिए दबाव को 2-3 सेकंड तक बनाए रखें।
- पाइप को रीसेट करें और निकालें:हाइड्रोलिक सिस्टम को हटाएं, पाइप को हटाएं, तथा उसमें डेंट या अंडाकार विरूपण की जांच करें।
3.3सीएनसी पाइप झुकने (सीएनसी पाइप झुकने मशीन)


लागू परिदृश्य:जटिल 3D मोड़, बड़ी मात्रा में उत्पादन, उच्च परिशुद्धता (उदाहरणार्थ, ऑटोमोटिव निकास प्रणाली)।
उपकरण:सीएनसी पाइप झुकने मशीन (पीएलसी नियंत्रण प्रणाली के साथ सर्वो मोटर संचालित)।
परिचालन चरण:
- प्रोग्रामिंग: नियंत्रण पैनल के माध्यम से झुकने वाले पैरामीटर (कोण, त्रिज्या, फ़ीड गति) इनपुट करें या CAD चित्र आयात करें।
- पाइप को क्लैंप करें: पाइप को लोडिंग रैक में डालें; मशीन स्वचालित रूप से इसे क्लैंप करेगी और संरेखित करेगी।
- स्वचालित झुकाव:
- क्लैम्पिंग डाई पाइप को अपने स्थान पर रखती है, जबकि बेंडिंग डाई प्रोग्राम के अनुसार घूमती है।
- एक मैन्ड्रेल पाइप को टूटने से बचाता है और एक बूस्टर झुर्रियां पड़ने से बचाता है।
- प्रत्येक मोड़ के बाद, फीडिंग इकाई पाइप को अगले मोड़ बिंदु पर ले जाती है।
- वास्तविक समय में निगरानी: लेजर सेंसर वास्तविक झुकाव कोणों की निगरानी करते हैं और स्वचालित रूप से स्प्रिंगबैक के लिए क्षतिपूर्ति करते हैं।
- उत्पाद आउटपुट: झुकने के बाद, गुणवत्ता निरीक्षण (जैसे, पास-थ्रू गेज परीक्षण) के लिए पाइप को स्वचालित रूप से डिस्चार्ज कर दिया जाता है।
3.4रोल बेंडिंग



3-रोलर बेंडिंग मशीन
संरचनात्मक विशेषताएं: तीन-रोलर लेआउट: एक ऊपरी रोलर (सक्रिय दबाव रोलर) + दो निचले रोलर (स्थिर सहायक रोलर)।
समायोजन विधि: ऊपरी रोलर ऊर्ध्वाधर रूप से चलता है; निचले रोलर्स में निश्चित या समायोज्य स्थान होता है।
लागू परिदृश्य:
- पाइप प्रकार: स्टेनलेस स्टील गोल पाइप, वर्ग ट्यूब, फ्लैट स्टील, आदि (मध्यम दीवार मोटाई)।
- झुकने त्रिज्या: बड़े-त्रिज्या चापों के लिए उपयुक्त (जैसे, रेलिंग, हैंडरेल, वृत्ताकार संरचनाएं)।
परिचालन चरण:
- ऊपरी रोलर दबाव समायोजित करें: पाइप व्यास और दीवार की मोटाई के आधार पर ऊपरी रोलर का नीचे की ओर दबाव सेट करें।
- फ़ीड और संरेखित पाइप: पाइप को तीन रोलर्स के बीच में डालें, यह सुनिश्चित करते हुए कि प्रारंभिक सिरा रोलर्स के साथ संरेखित हो।
- प्रारंभिक पूर्व-झुकाव:
- मशीन चालू करें; ऊपरी रोलर नीचे की ओर दबता है और पाइप एक प्रारंभिक वक्र बनाने के लिए घूमता है।
- यदि पाइप के सिरे मुड़े हुए नहीं हैं (सीधे किनारे के प्रभाव के कारण), तो आवश्यक होने पर सिरों को पहले से डाई से मोड़ लें।
- प्रगतिशील झुकाव:
- लक्ष्य चाप प्राप्त होने तक ऊपरी रोलर दबाव को धीरे-धीरे समायोजित करते हुए रोलिंग पास को दोहराएं।
- गोलाई की जाँच करें: झुकने की स्थिरता को सत्यापित करने के लिए आर्क टेम्पलेट या लेजर मापक उपकरण का उपयोग करें।
5-रोलर बेंडिंग मशीन
पांच-रोलर लेआउट: दो स्थिर निचले रोलर्स (समर्थन) + दो पार्श्व रोलर्स (मार्गदर्शक) + एक ऊपरी रोलर (सक्रिय दबाव)।
लाभ: 3-रोलर डिजाइन की तुलना में अधिक स्थिर; उच्च परिशुद्धता, जटिल आर्क झुकने के लिए उपयुक्त।
लागू परिदृश्य:
- उच्च परिशुद्धता की आवश्यकताएँ: जैसे कि मोटर वाहन निकास पाइप, विमान नलिका, सटीक यांत्रिक भाग।
- पतली दीवार वाली पाइप की झुर्रियों की रोकथाम: साइड रोलर्स विरूपण को कम करते हैं और इंडेंटेशन को रोकते हैं।
परिचालन चरण:
- रोलर स्पेसिंग समायोजित करें:
- केंद्रीय संरेखण सुनिश्चित करने के लिए पाइप व्यास के अनुसार निचले और साइड रोलर्स की स्थिति निर्धारित करें।
- पूर्व-मोड़ अंत (वैकल्पिक):
- यदि पाइप के सिरों को मोड़ना हो तो पूर्व-मोड़ने के लिए डाइ या हाइड्रोलिक प्रेस का उपयोग करें।
- फ़ीड और संरेखित पाइप:
- पाइप को 5-रोलर प्रणाली में डालें, सभी रोलर्स के साथ समान संपर्क सुनिश्चित करें।
- प्रगतिशील रोलिंग:
- ऊपरी रोलर नीचे दबाता है, पार्श्व रोलर मार्गदर्शन करता है, और बार-बार रोलिंग के माध्यम से पाइप का निर्माण होता है।
- गतिशील समायोजन:
- वास्तविक समय में झुकने वाली त्रिज्या की निगरानी करें; स्प्रिंगबैक को नियंत्रित करने के लिए साइड रोलर दबाव को ठीक से समायोजित करें।
- अंतिम निरीक्षण: गोलाई, चाप चिकनाई, और आयामी सहिष्णुता की जाँच करें।
7-रोलर बेंडिंग मशीन
सात-रोलर लेआउट:
तीन निचले रोलर्स (मुख्य समर्थन) + दो साइड रोलर्स (मार्गदर्शक) + दो ऊपरी रोलर्स (दबाने वाले)।
लाभ: उच्च दक्षता के साथ अतिरिक्त बड़े व्यास (> 300 मिमी) या मोटी दीवार वाली पाइपों (> 10 मिमी) के लिए आदर्श।
लागू परिदृश्य:
- बड़े संरचनात्मक भाग: जैसे तेल पाइपलाइन, जहाज के फ्रेम, स्टील संरचना पुल।
- मोटी दीवार वाली पाइप विरूपण नियंत्रण: स्थानीय तनाव से बचने के लिए अनेक रोलर्स दबाव वितरित करते हैं।
परिचालन चरण:
- भारी पाइप की स्थिति:
- क्षैतिज संरेखण सुनिश्चित करते हुए, पाइप को 7-रोलर प्रणाली में डालने के लिए उठाने वाले उपकरण का उपयोग करें।
- रोलर दबाव वितरित करें:
- ओवरलोडिंग या पाइप के चपटे होने से बचने के लिए प्रत्येक रोलर के लिए हाइड्रोलिक दबाव समायोजित करें।
- खंडीय रोलिंग:
- प्रारंभिक झुकाव का प्रदर्शन करें, फिर धीरे-धीरे दबाव बढ़ाएं और कई बार में बड़े-त्रिज्या का आकार पूरा करें।
- समकालिक नियंत्रण:
- एकसमान गति सुनिश्चित करने और मुड़ने से बचाने के लिए सभी सात रोलर्स एक पीएलसी प्रणाली के माध्यम से समन्वय में काम करते हैं।
- तनाव से राहत:
- झुकने के बाद, अवशिष्ट तनाव को कम करने के लिए तापानुशीतन (~600°C तक गर्म करना और धीरे-धीरे ठंडा करना) की आवश्यकता हो सकती है।

तुलना सारांश
| मशीन का प्रकार | रोलर्स की संख्या | उपयुक्त पाइप प्रकार | लाभ | विशिष्ट अनुप्रयोग |
| 3-रोलर बेंडिंग | 3 | छोटे से मध्यम पाइप (≤150 मिमी) | सरल संरचना, कम लागत | रेलिंग, हैंडरेल, सजावटी भाग |
| 5-रोलर बेंडिंग | 5 | परिशुद्ध पतली दीवार वाली पाइपें (≤200 मिमी) | विरोधी शिकन, उच्च परिशुद्धता | मोटर वाहन निकास पाइप, विमान नलिका |
| 7-रोलर बेंडिंग | 7 | बड़ी मोटी दीवार वाली पाइपें (≥300 मिमी) | मजबूत भार क्षमता, भारी-भरकम पाइपों के लिए उपयुक्त | तेल पाइपलाइनें, जहाज़ संरचनाएँ |
चयन अनुशंसाएँ
- छोटे बैच / सरल चाप→ उपयोग करें 3-रोलर मशीन (लागत प्रभावी और व्यावहारिक)
- उच्च परिशुद्धता / पतली दीवार वाली पाइप→ उपयोग करें 5-रोलर मशीन (बेहतर विरूपण-रोधी क्षमता)
- अतिरिक्त-बड़ा व्यास / भारी उद्योग→ उपयोग करें 7-रोलर मशीन (मल्टी-रोलर डिजाइन दबाव को समान रूप से वितरित करता है)
3.5हॉट बेंडिंग (इंडक्शन पाइप बेंडिंग मशीन)
लागू परिदृश्य:मोटी दीवार वाले पाइप (≥6 मिमी), बड़े व्यास वाले (≥200 मिमी), या विशेष मिश्र धातु।
उपकरण:मध्यम आवृत्ति प्रेरण पाइप झुकने मशीन (प्रेरण कुंडल और शीतलन प्रणाली शामिल है)।
परिचालन चरण:
- हीटिंग क्षेत्र चिह्नित करें: झुकने वाले भाग को चिह्नित करें (चौड़ाई ≈ 3× पाइप व्यास)।
- स्थानीयकृत तापन: क्षेत्र को 900–1100°C (नारंगी-लाल) तक गर्म करने के लिए इंडक्शन कॉइल को सक्रिय करें।
- झुकना: हाइड्रोलिक भुजा गर्म किए गए भाग को स्थिर डाई के चारों ओर धकेलती है, जबकि जल शीतलन द्वारा आकृति ठोस हो जाती है।
- एनीलिंग (यदि आवश्यक हो): आंतरिक तनाव को दूर करने के लिए पूरे पाइप को ~500°C तक गर्म करें और धीरे-धीरे ठंडा करें।
4.0स्टेनलेस स्टील ट्यूबिंग को मोड़ने के लिए विचार
स्टेनलेस स्टील ट्यूब बेंडिंग प्रक्रिया की योजना बनाते समय, आयामी सटीकता और संरचनात्मक अखंडता सुनिश्चित करने के लिए कई प्रमुख कारकों को ध्यान में रखा जाना चाहिए। सबसे महत्वपूर्ण विचार निम्नलिखित हैं:
4.1कुंजी नियंत्रण प्रक्रिया
सामग्री मूल्यांकन→न्यूनतम मोड़ त्रिज्या की गणना करें→उपकरण और डाइज़ का चयन करें →प्रक्रिया पैरामीटर सेट करें (गति/तापमान) →विरूपण-रोधी उपाय लागू करें →परीक्षण बेंड और समायोजन →उपचार के बाद और निरीक्षण
4.2सामग्री विशेषताएँ
1. स्टेनलेस स्टील ग्रेड:
austenitic (उदाहरण, 304, 316): कठोर कार्य करने की प्रवृत्ति; दरार को रोकने के लिए झुकने की गति को नियंत्रित करें।
martensitic (उदाहरणार्थ, 410): उच्च कठोरता; पूर्व-हीटिंग की आवश्यकता हो सकती है (गर्म झुकाव अनुशंसित है)।
2. व्यास-से-मोटाई अनुपात (डी/टी):
पतली दीवार वाली पाइप (D/t ≥ 20): ढहाना आसान; खराद या रेत भरण के साथ समर्थन।
मोटी दीवार वाली पाइप (D/t ≤ 10): अधिक झुकने बल की आवश्यकता होती है.
| झुकना कोण |
नली ओ.डी.,में | ||||
| 1/4 | 1/4 | 5/16 | 3/8 | 1/2 | |
| झुकना त्रिज्या,इंच | |||||
| 9/16 | 3/4 | 15/16 | 15/16 | 11/2 | |
| 30° | 0 | 0 | 0 | 0 | 1/16 |
| 45° | 1/16 | 1/16 | 1/16 | 1/16 | 1/16 |
| 50° | 1/16 | 1/16 | 1/16 | 1/16 | 1/8 |
| 55° | 1/16 | 1/16 | 1/8 | 1/8 | 1/8 |
| 60° | 1/8 | 1/16 | 1/8 | 1/8 | 3/16 |
| 65° | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 |
| 70° | 1/8 | 1/8 | 3/16 | 3/16 | 5/16 |
| 75° | 3/16 | 3/16 | 1/4 | 1/4 | 3/8 |
| 80° | 3/16 | 3/16 | 5/16 | 5/16 | 7/16 |
| 85° | 1/4 | 1/4 | 3/8 | 3/8 | 9/16 |
| 90° | 5/16 | 5/16 | 7/16 | 7/16 | 11/16 |
स्टेनलेस स्टील टयूबिंग बेंड रेडियस चार्ट
4.3झुकने त्रिज्या
न्यूनतम मोड़ त्रिज्या (R):
शीत झुकाव: R ≥ 1.5 × पाइप व्यास
गर्म झुकाव: R ≥ 1.0 × पाइप व्यास
छोटी त्रिज्या के कारण बाल पतले हो सकते हैं या झुर्रियां पड़ सकती हैं
मूलानुपाती सूत्र:R = K × D (K एक सामग्री स्थिरांक है; 304 स्टेनलेस के लिए, K ≈ 2–3)
4.4झुकने की गति और तापमान
शीत झुकाव:कार्य कठोरता के कारण दरार से बचने के लिए धीमी गति की सिफारिश की जाती है (हाइड्रोलिक: 5–10°/s)
गर्म झुकाव:
- तापन तापमान: ऑस्टेनिटिक स्टेनलेस स्टील के लिए 900–1100°C
- स्थानीय स्तर पर अधिक गर्मी से बचने के लिए समान तापन सुनिश्चित करें
- मोटी दीवार वाली पाइपों के लिए पर्याप्त भिगोने का समय
4.5विरूपण विरोधी उपाय
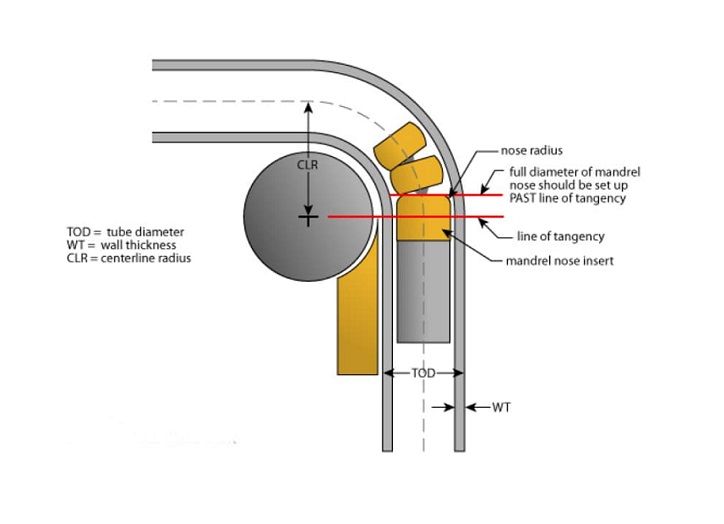
मैंड्रेल चयन:
कठोर खराद (स्टील): उच्च परिशुद्धता वाले मोड़ों के लिए
लचीला खराद (बॉल चेन प्रकार): जटिल कोहनी के लिए
स्प्रिंगबैक की क्षतिपूर्ति के लिए मैन्ड्रेल टिप को मोड़ बिंदु से 1-2 मिमी आगे होना चाहिए
समर्थन विधियाँ:
पतली दीवार वाले पाइपों को राल, कम पिघलने वाले मिश्र धातु या रेत से भरें (विशेष रूप से गर्म झुकने के दौरान)
आंतरिक दीवार की झुर्रियों को नियंत्रित करने के लिए झुर्री-दबाने वाले डाई (दबाव पैड) का उपयोग करें
4.6डाई और उपकरण पैरामीटर
डाई मिलान:
- झुकने वाले डाई की नाली त्रिज्या पाइप ओडी (सहिष्णुता ± 0.1 मिमी) से मेल खाना चाहिए
- अत्यधिक निकासी से अंडाकार विकृति हो सकती है
शिकंजे का बल:हाइड्रोलिक क्लैंप दबाव ≥ 1.5 × पाइप की उपज शक्ति
स्प्रिंगबैक मुआवजा:
- स्टेनलेस स्टील स्प्रिंगबैक: आमतौर पर 2–5°
- मोल्ड या सीएनसी प्रोग्राम सुधार के माध्यम से ओवरबेंड
4.7स्नेहन एवं सतह संरक्षण
स्नेहक:
- घर्षण को कम करने के लिए उच्च-चिपचिपापन ग्रीस या MoS₂-आधारित पेस्ट
- क्लोरीन युक्त स्नेहक से बचें (तनाव क्षरण का कारण बनता है)
सतह संरक्षण:खरोंच और स्केलिंग से बचने के लिए गर्म झुकाव के दौरान पीई फिल्म या उच्च तापमान एंटी-ऑक्सीकरण कोटिंग लागू करें
4.8पोस्ट-प्रोसेसिंग आवश्यकताएँ
तनाव से राहत:शीत-मुड़े हुए स्टेनलेस स्टील को 300-400 डिग्री सेल्सियस पर तापानुशीतित किया जाना चाहिए (विशेष रूप से मोटी दीवार वाली पाइपों के लिए)
गोलाई सुधार:यदि अंडाकारता >5% है, तो गोलाकार आकार को पुनः स्थापित करने के लिए यांत्रिक विस्तारक या हाइड्रोलिक फॉर्मिंग का उपयोग करें
5.0सामान्य समस्याएं और समाधान
| संकट | कारण | समाधान |
| बाहरी दीवार में दरार | दीवार का पतला होना >20%, या अत्यधिक गति | मोड़ त्रिज्या बढ़ाएँ, गति कम करें, या गर्म मोड़ |
| भीतरी दीवार झुर्रीदार होना | कोई खराद या अपर्याप्त समर्थन | मैन्ड्रेल या एंटी-रिंकल प्रेशर पैड का उपयोग करें |
| अंडाकार विरूपण | डाई गैप बहुत बड़ा है | मिलान किए गए डाई का उपयोग करें या क्लैम्पिंग बल बढ़ाएँ |
| अत्यधिक स्प्रिंगबैक | सामग्री का उच्च प्रत्यास्थता मापांक | ओवरबेंड डिज़ाइन करें या बहु-चरणीय सुधार लागू करें |
संदर्भ:




