
- 1.0धातुकर्म में कतरनी क्या है?
- 2.0कतरनी उपकरणों और मशीनों के प्रकार
- 3.0कैंची का निर्माण और कार्य सिद्धांत
- 4.0कतरनी प्रक्रिया: चरण-दर-चरण संचालन
- 5.0कतरनी तकनीकें: काटने के तरीके और उनका उपयोग
- 6.0संचालन प्रक्रियाएँ: कतरनी कार्य करना
- 7.0कतरनी कार्यों के लिए सुरक्षा दिशानिर्देश
- 8.0अक्सर पूछे जाने वाले प्रश्नों
- 9.0निष्कर्ष
शीट मेटल फैब्रिकेशन में शियरिंग एक आधारभूत प्रक्रिया है, जो धातुओं को विशिष्ट आकृतियों में तेज़ी से, बिना चिप के काटने में सक्षम बनाती है। चाहे आप एक ट्रेडपर्सन हों, तकनीशियन हों, या धातुकर्म सीखने वाले शुरुआती हों, यह समझना ज़रूरी है कि शियरिंग कैसे काम करती है, कौन सी मशीनें इस्तेमाल की जाती हैं, और कैसे सुरक्षित रहें।
इस लेख में हम आपको कतरनी के उद्देश्य, लाभ, उपकरण, संचालन और सुरक्षा प्रक्रियाओं के बारे में बताएंगे।
1.0धातुकर्म में कतरनी क्या है?
शियरिंग शीट धातुओं और स्टील के खंडों के लिए एक नॉन-चिप कटिंग विधि है। यह सामग्री को हटाए बिना, चुनिंदा लंबाई में सीधे या घुमावदार कट बनाती है।
आरी या छेनी की तुलना में कतरनी के लाभ:
- काटने के दौरान कोई भौतिक हानि नहीं
- अंकित रेखाओं के साथ सटीक संरेखण
- कटी हुई सतहों पर न्यूनतम परिष्करण की आवश्यकता
- तेज़ काटने की गति
- सीधे या घुमावदार काटने के रास्ते
सामान्य कतरनी तकनीकों में शामिल हैं:
- कटिंग-इन
- काट देना
- में कटौती
- छिद्रण
2.0कतरनी उपकरणों और मशीनों के प्रकार
सामग्री की मोटाई और काटने की शैली के आधार पर कतरनी के लिए विभिन्न उपकरणों का उपयोग किया जाता है। नीचे सबसे आम प्रकार की कैंची दी गई हैं:
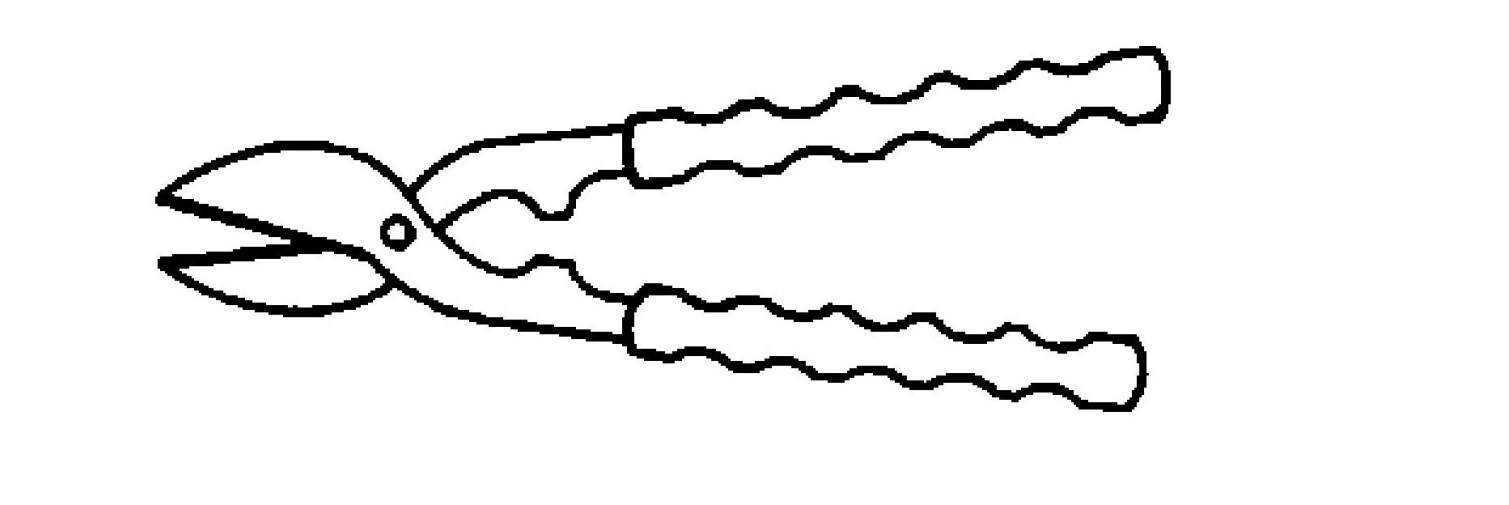
2.1टिनर्स स्निप
पतली शीट धातुओं पर छोटे सीधे या घुमावदार कटौती के लिए उपयोग किया जाता है।
अधिकतम काटने की मोटाई:
- स्टील – 0.7 मिमी
- पीतल – 0.8 मिमी
- तांबा – 1.0 मिमी
- एल्युमिनियम – 1.0 से 2.5 मिमी
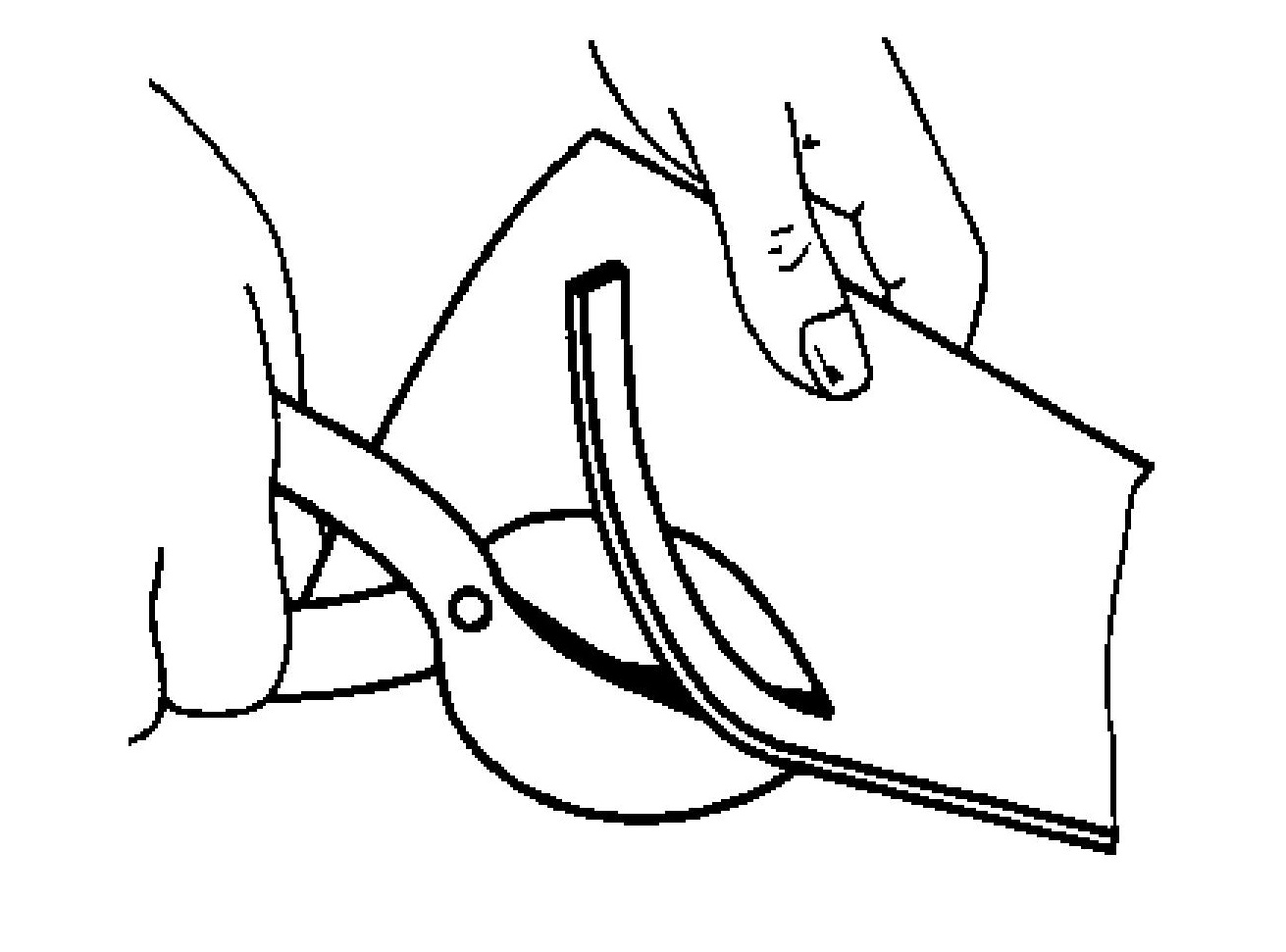
2.2टिनर्स थ्रू स्निप
पतली शीटों में लंबे और सीधे कट के लिए डिज़ाइन किया गया। सुरक्षा के लिए सामग्री हाथ के नीचे से गुज़रती है।
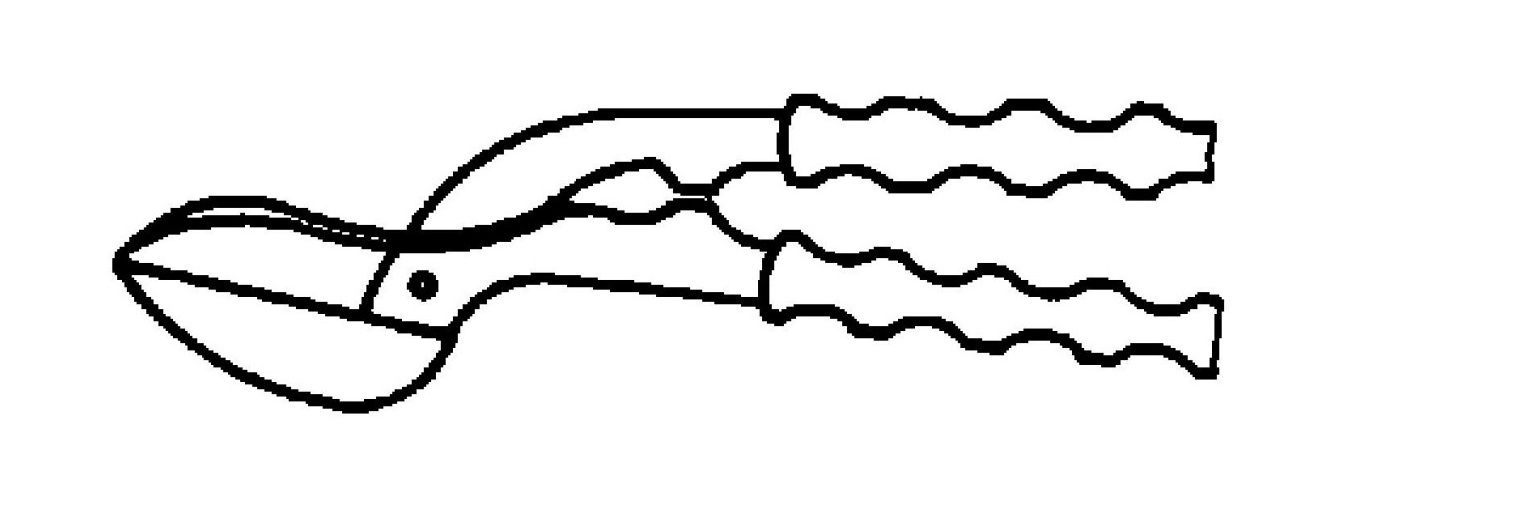
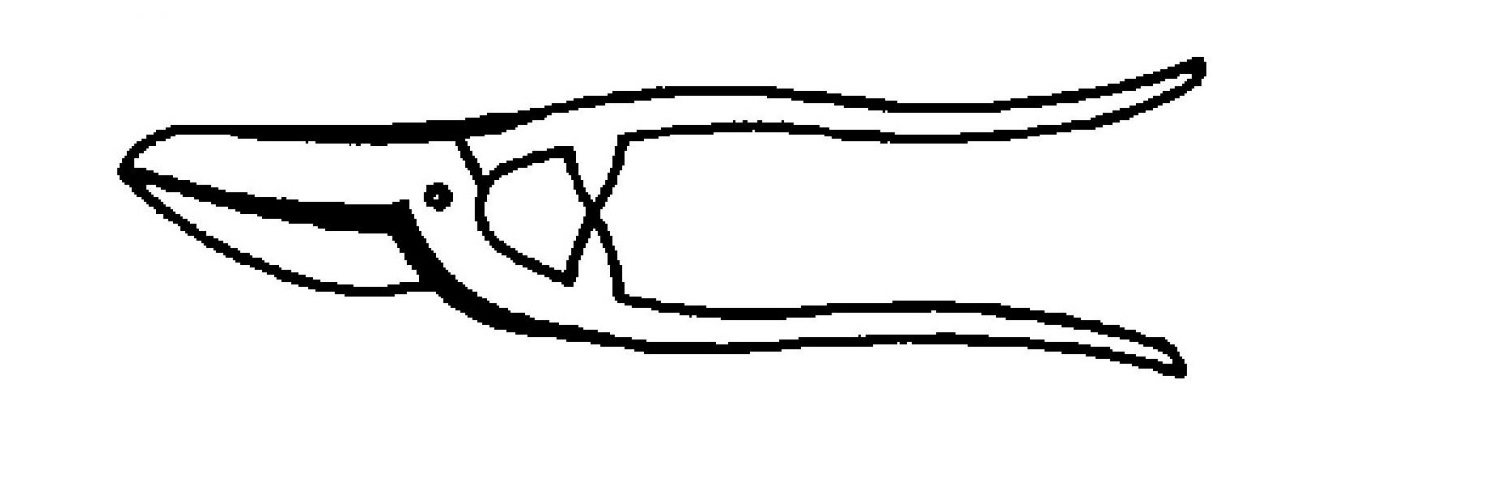
2.3छेद काटने वाली कैंची
पतली धातु में घुमावदार कट के लिए उपयोग किया जाता है। एक तरफ़ा घुमावदार ब्लेड सीधे कट के लिए उपयुक्त नहीं है।
2.4वक्र कतरनी
4 मिमी तक पतली से मध्यम-मोटी शीटों में गोलाकार या घुमावदार कट के लिए आदर्श। काटने के दौरान शीट को घुमाया जा सकता है।
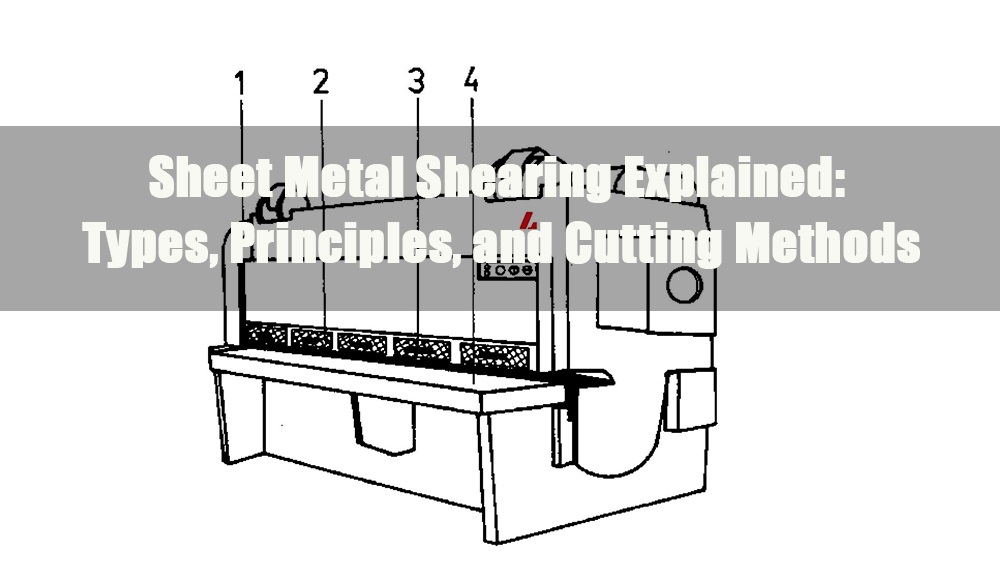
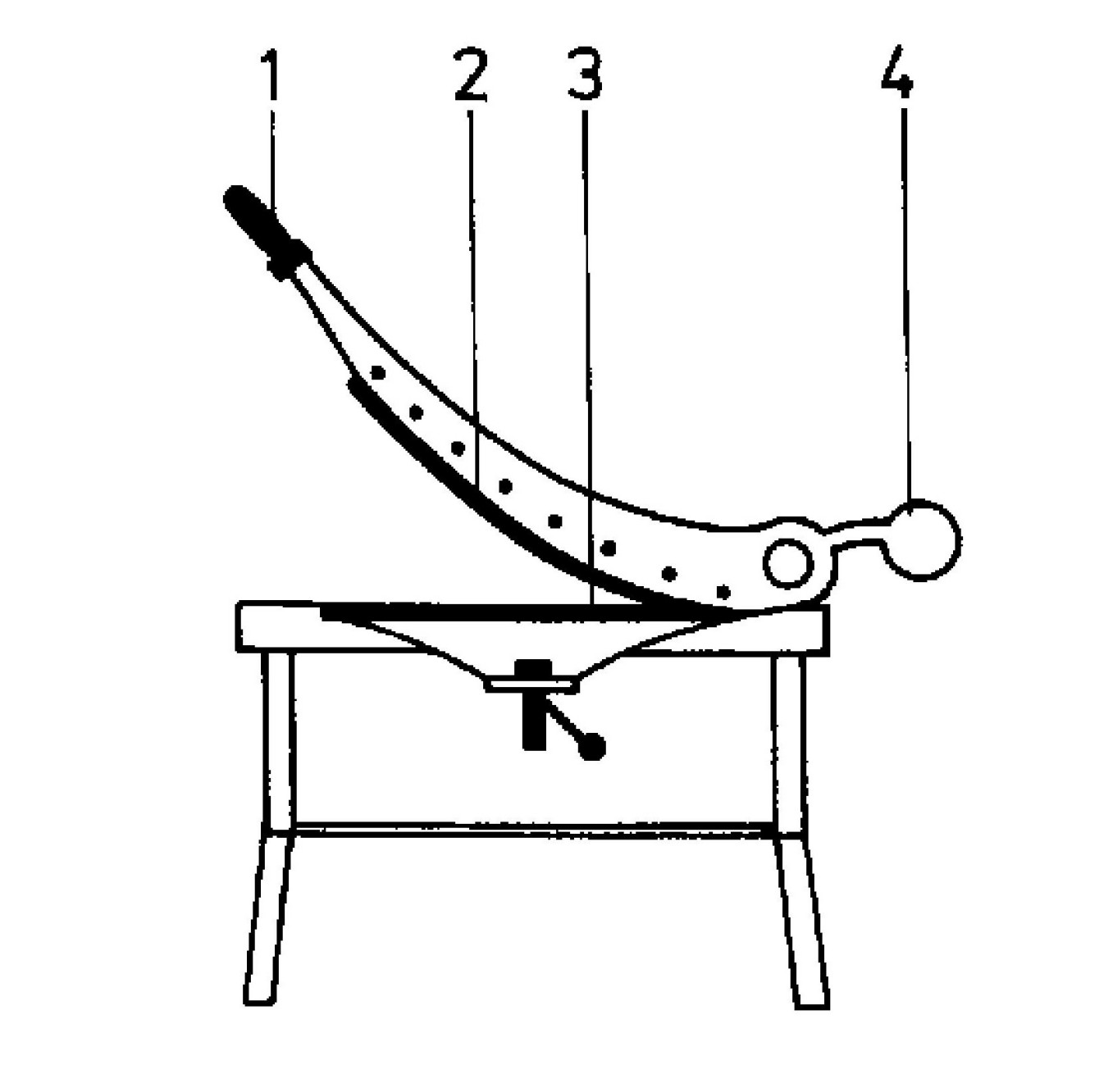
2.5गिलोटिन मशीन
लंबी लंबाई में पतली चादरों (~3 मिमी) को सीधा काटने के लिए उपयोग किया जाता है। ऊपरी ब्लेड निचले ब्लेड के विरुद्ध नीचे की ओर स्ट्रोक करता है। मैनुअल और पावर्ड मॉडल में उपलब्ध।
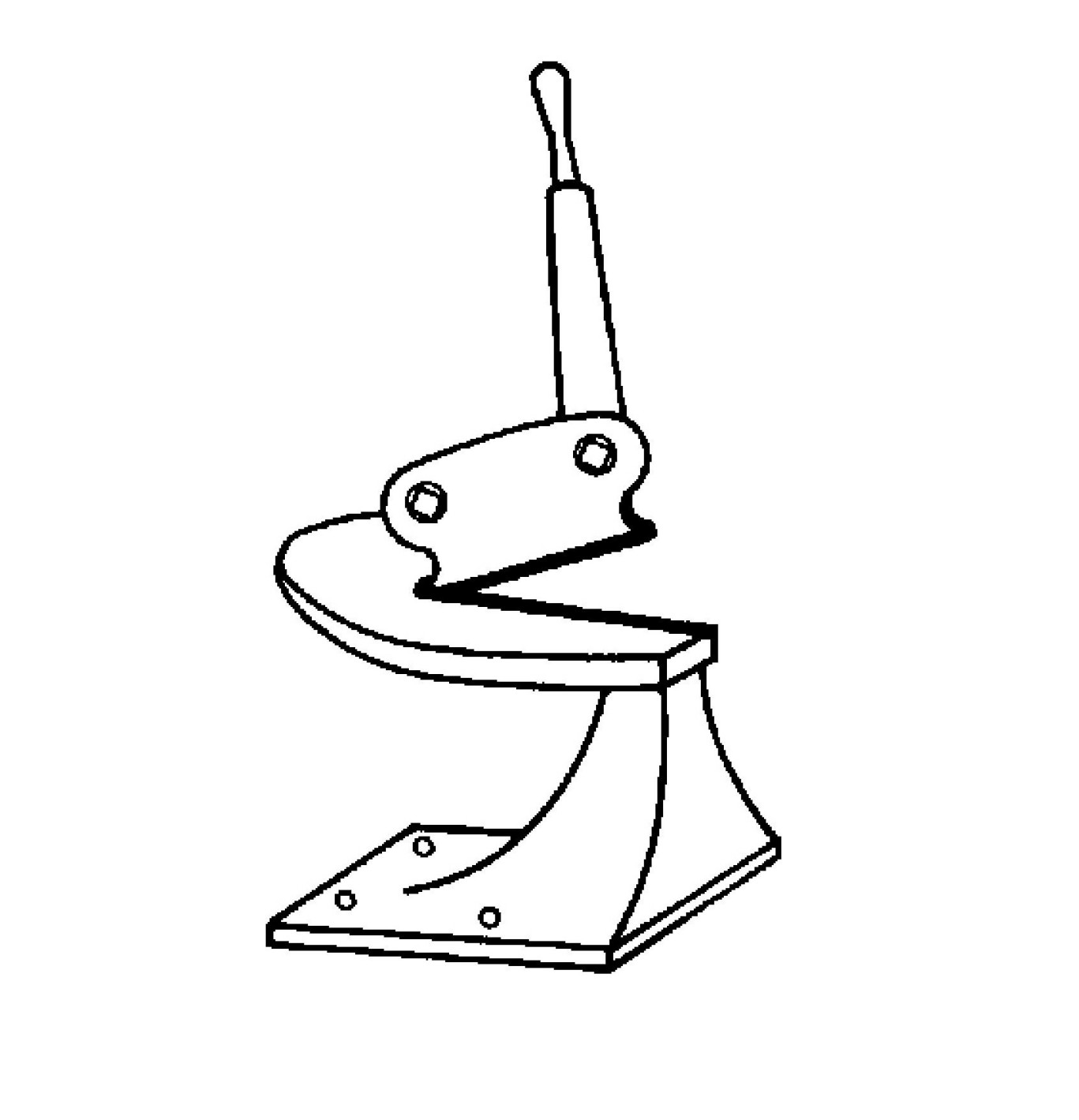
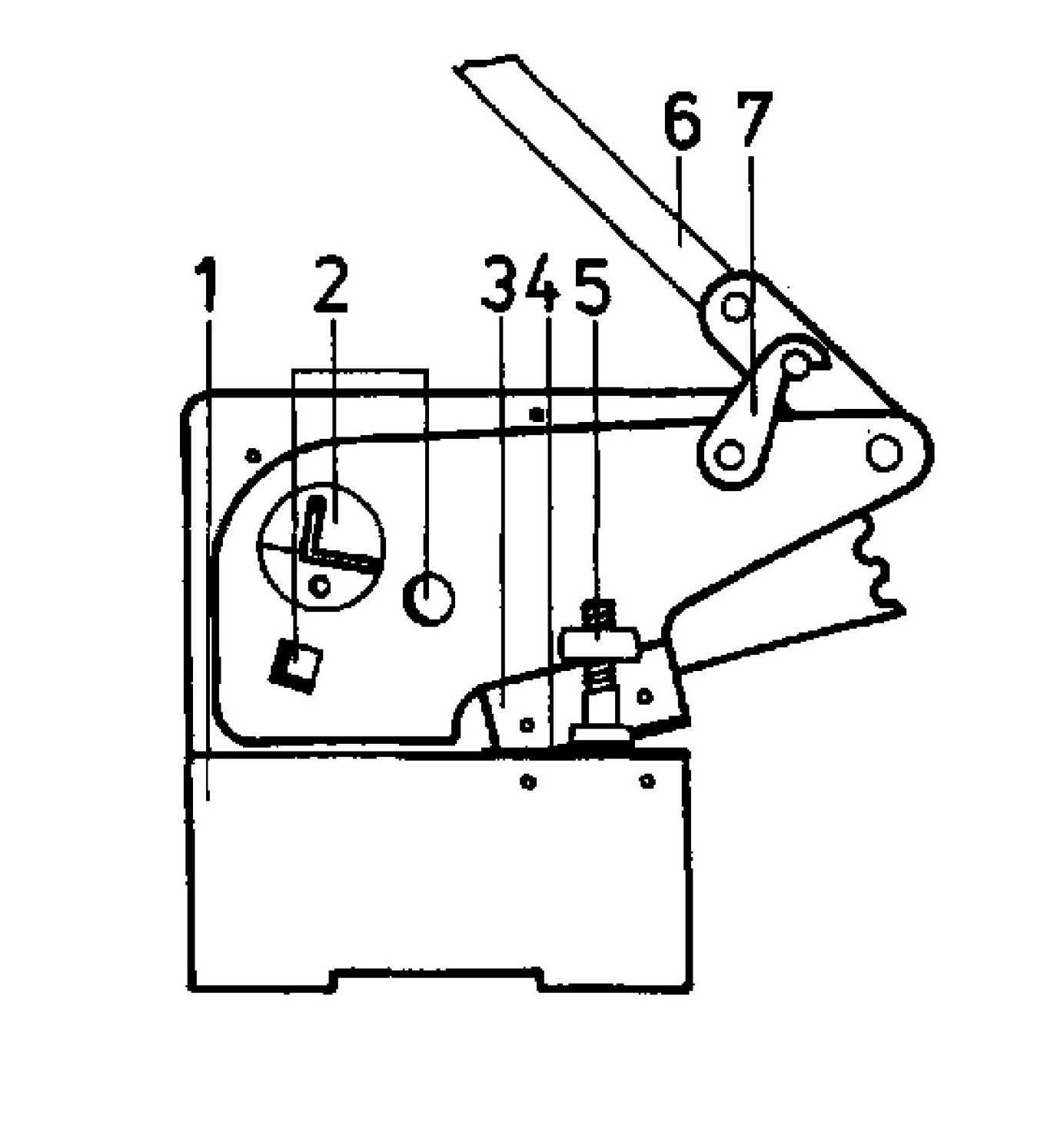
2.6लीवर कतरनी
मध्यम-मोटी शीट धातु या स्टील के खंडों में छोटे, सीधे या घुमावदार कट लगाता है। ऊपरी ब्लेड एक लीवर ट्रांसमिशन के माध्यम से नीचे की ओर घूमता है। एक लॉकिंग उपकरण ब्लेड की अनपेक्षित गति को रोकता है।
2.7वृत्ताकार कतरनी (रोलर कतरनी)
पतली या मोटी चादरों में लंबे घुमावदार कट के लिए उपयोग किया जाता है। इसमें घूमने वाले पहिये के आकार के ब्लेड होते हैं। मोटी सामग्री के लिए, कई बार काटने की आवश्यकता हो सकती है।
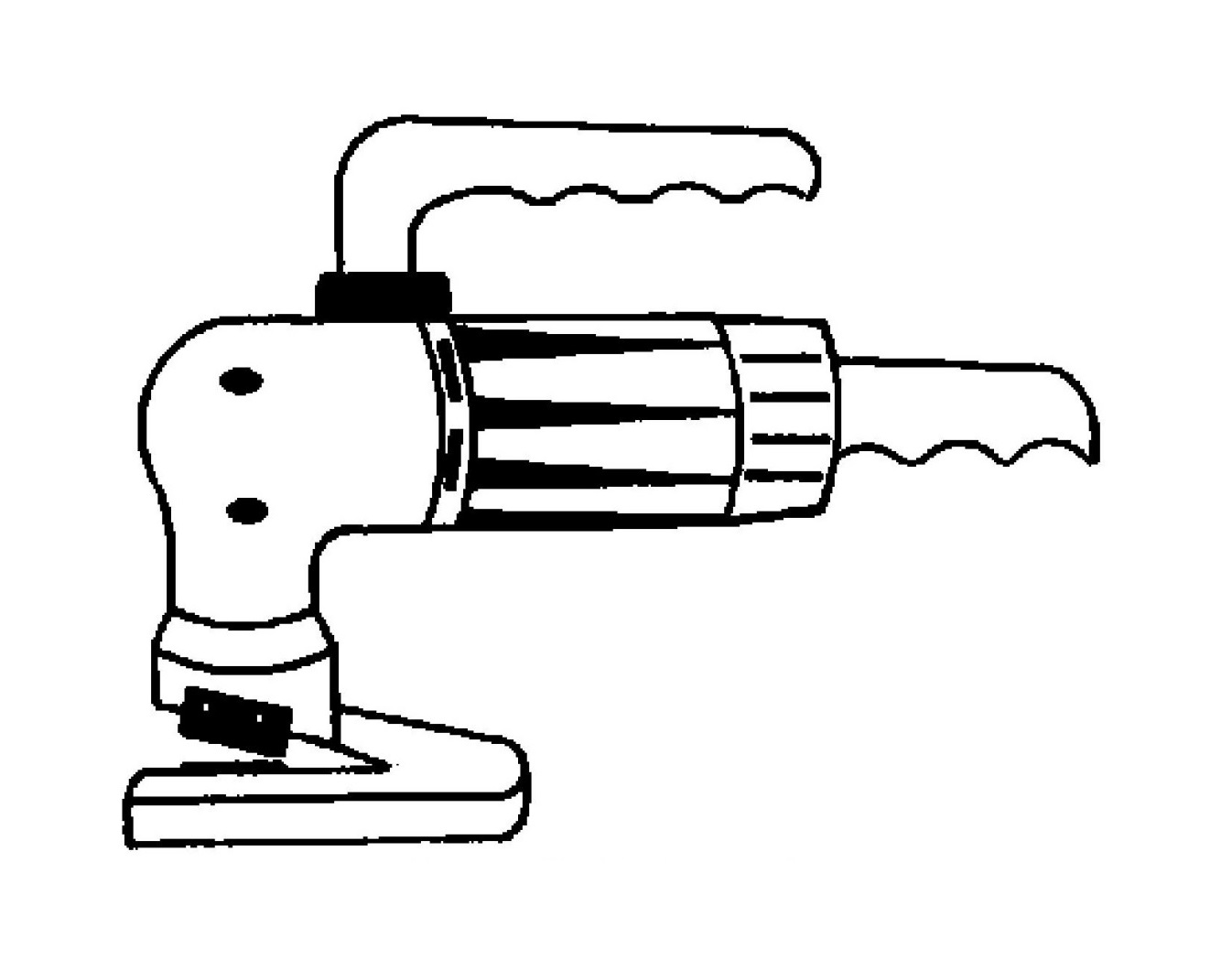
2.8इलेक्ट्रिक टिनर्स स्निप
घुमावदार रास्तों वाली पतली चादरों को काटने के लिए इस्तेमाल किया जाता है। ऊपरी ब्लेड मोटर के ज़रिए तेज़ी से ऊपर-नीचे चलता है, जबकि ऑपरेटर चादर को दिशा देता है।
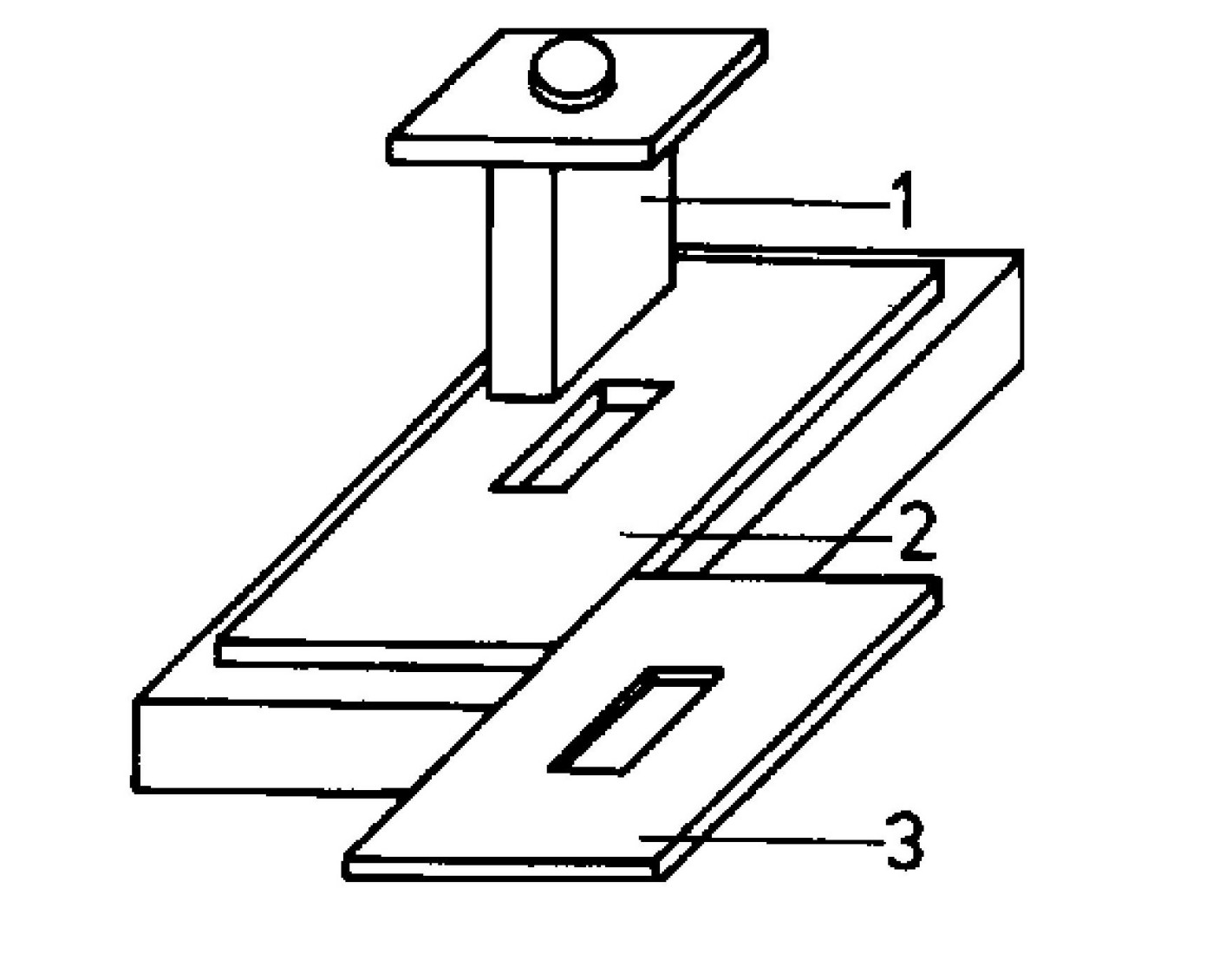
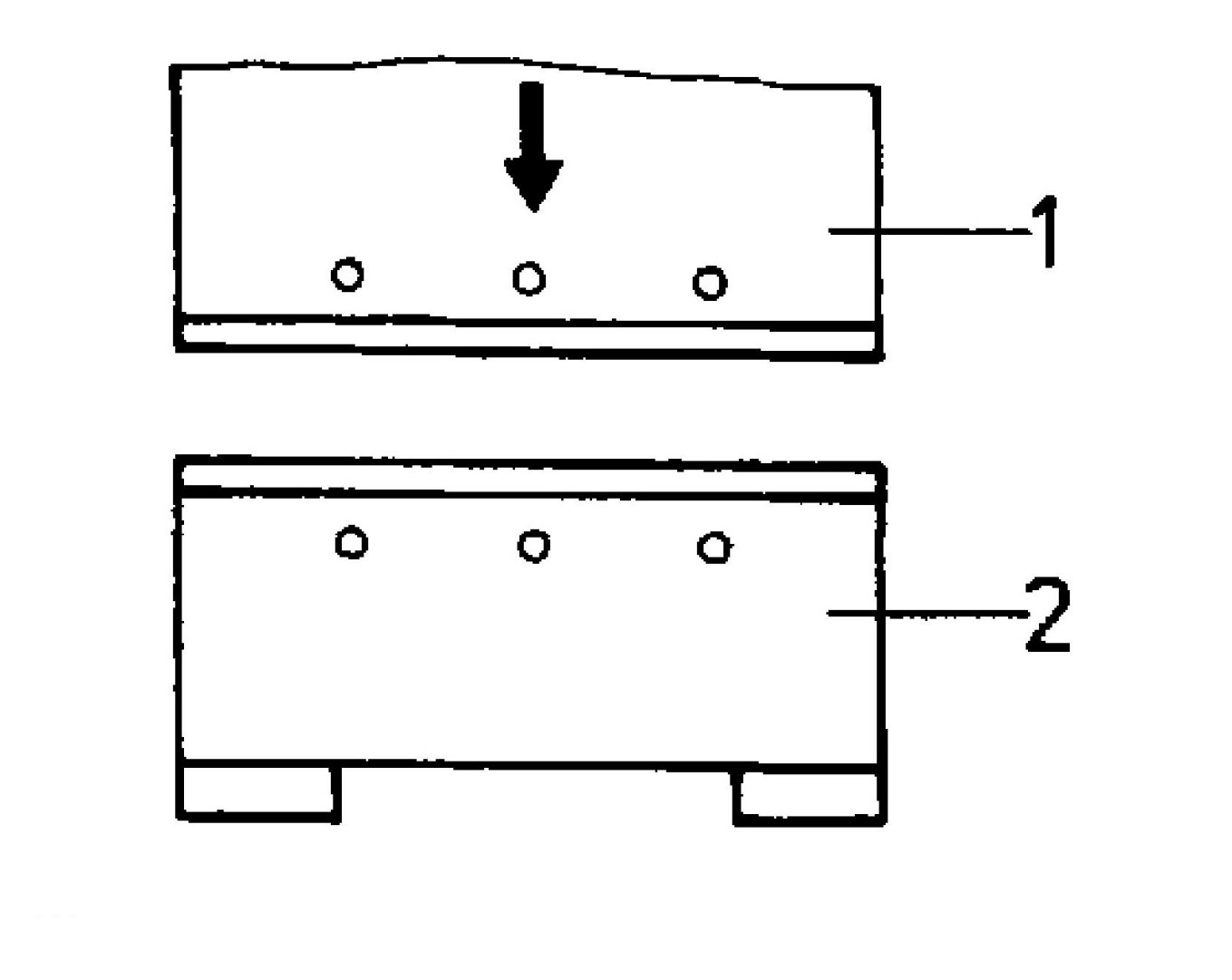
2.9काटने के उपकरण (पंच और डाई)
उत्पादन में बार-बार, एक जैसे कट लगाने के लिए इस्तेमाल किया जाता है। पंच, शीट की मोटाई के आधार पर 0.05 से 0.1 मिमी की क्लीयरेंस के साथ कटिंग प्लेट में सटीक रूप से फिट हो जाता है।
अनुशंसित पठन:पंच विफलता समस्या निवारण: संरेखण, निकासी और सुरक्षा युक्तियाँ
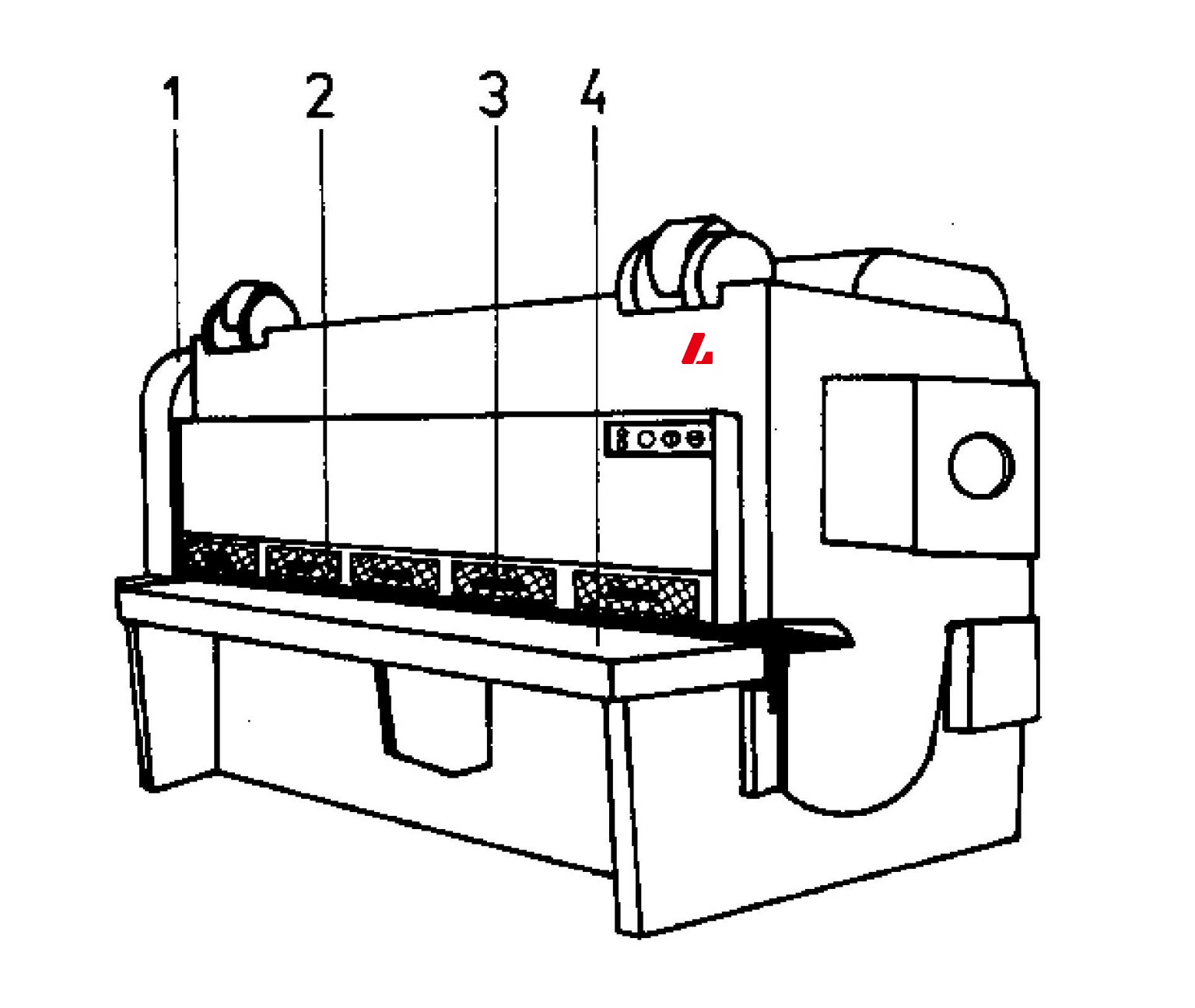
2.10शक्ति-चालित कतरनी मशीन
बहुत लंबी या मोटी शीट धातु (10 मिमी से अधिक) और मज़बूत हिस्सों के लिए। इसकी विशेषताओं में शक्तिशाली ड्राइव, हाइड्रोलिक होल्ड-डाउन बार और ब्लेड गैप समायोजन शामिल हैं।

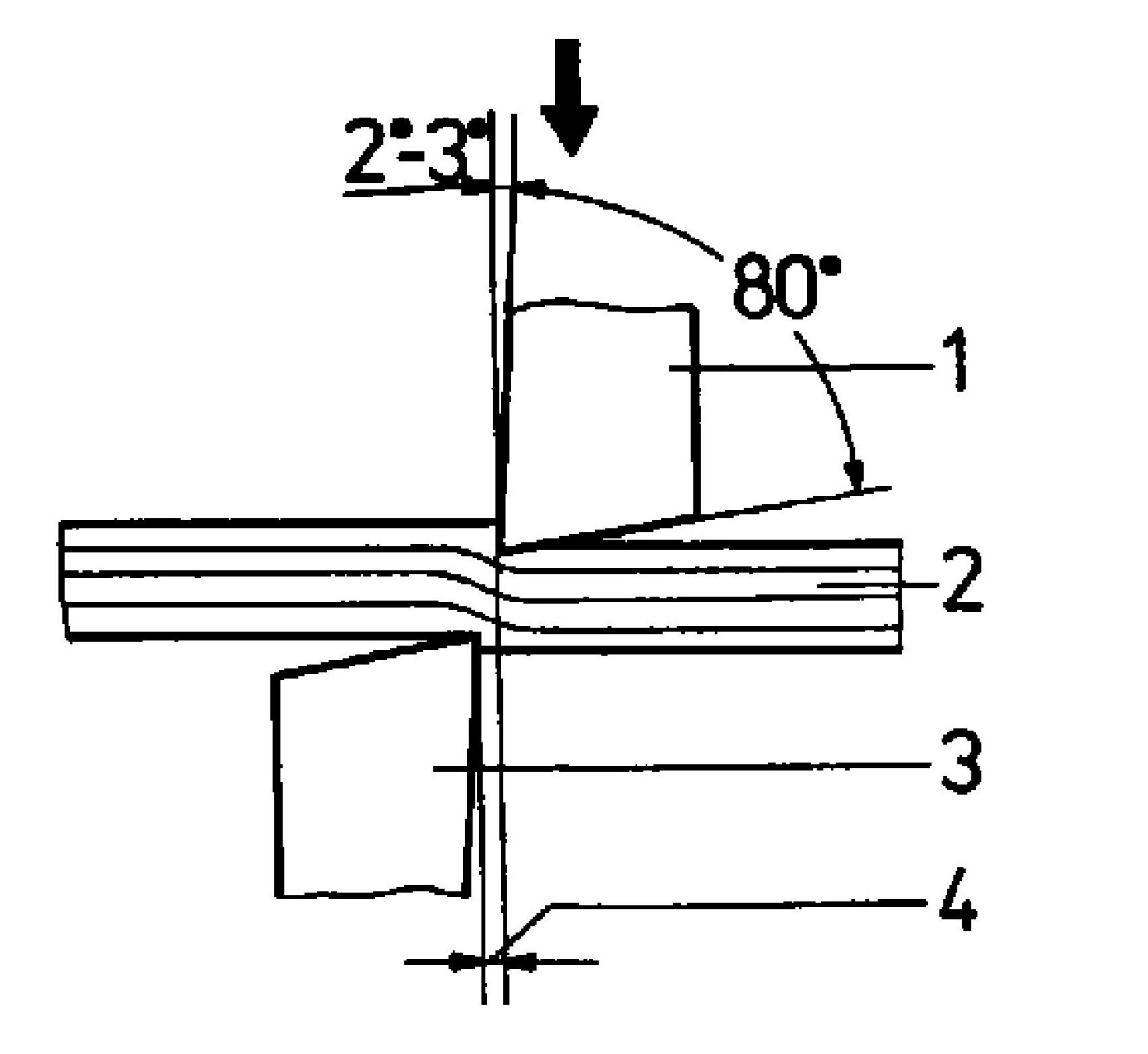
3.0कैंची का निर्माण और कार्य सिद्धांत
कैंची उच्च काटने वाले बल को झेलने के लिए बनाई जाती हैं। मुख्य तकनीकी पहलुओं में शामिल हैं:
- ब्लेड वेज कोण: लगभग 80°, स्थिरता के लिए
- क्लीयरेंस कोण: 2°–3°, घर्षण कम करता है
- ब्लेड गैप: 0.05–0.1 मिमी × शीट की मोटाई, साफ कट सुनिश्चित करने के लिए
ब्लेड के बीच अनुचित अंतराल के कारण असमान किनारे या मुड़ी हुई शीटें हो सकती हैं।
अत्यधिक अंतराल के कारण सतह की फिनिश खराब हो जाती है और शीट विकृत हो जाती है।
उचित रूप से समायोजित होल्ड-डाउन बार का उपयोग शीट की गति को रोकता है।
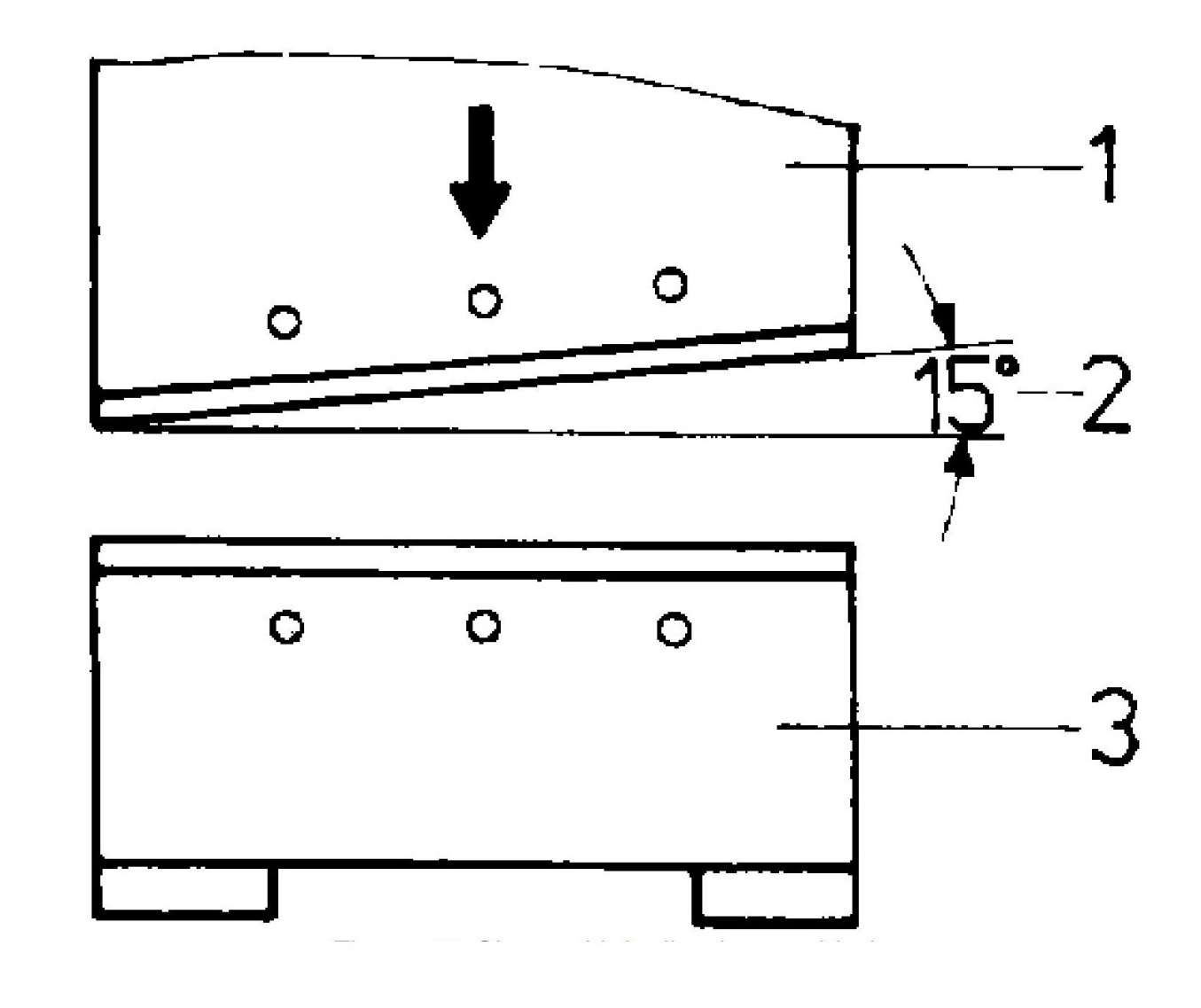
समानांतर ब्लेड एक ही बार में पूरे किनारे को काट देते हैं, जिसके लिए ज़्यादा बल की ज़रूरत होती है। ज़्यादातर मशीनें ज़रूरी काटने वाले बल को कम करने के लिए ऊपर की ओर झुके हुए ब्लेड का इस्तेमाल करती हैं।
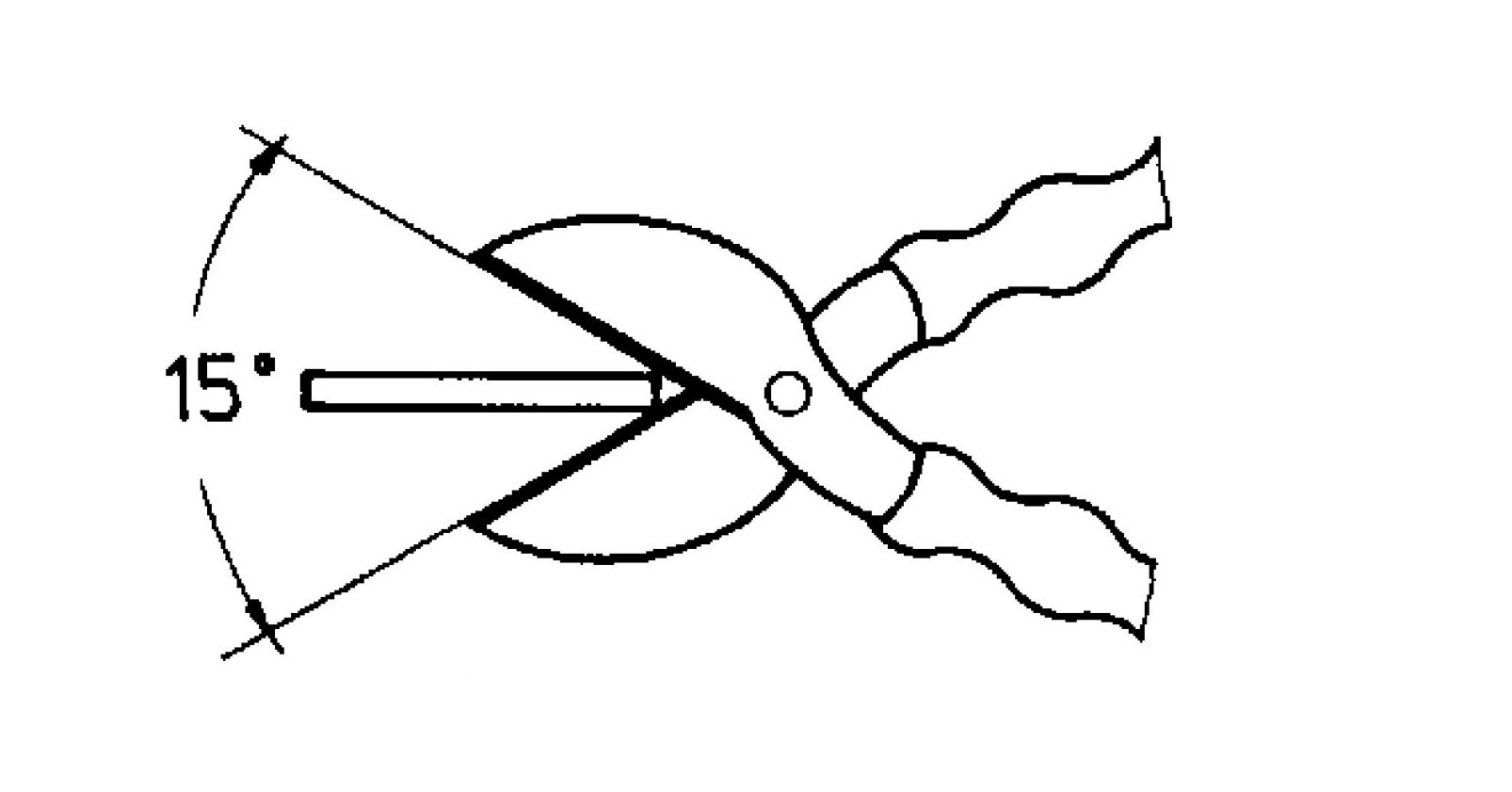
वर्कपीस को कतरनी में गहराई तक डालने से लीवरेज बढ़ता है, लेकिन वर्कपीस के फिसलने का जोखिम भी बढ़ जाता है। काटने की गुणवत्ता बनाए रखने के लिए ब्लेड रेक कोण (~15°) आवश्यक है।
4.0कतरनी प्रक्रिया: चरण-दर-चरण संचालन
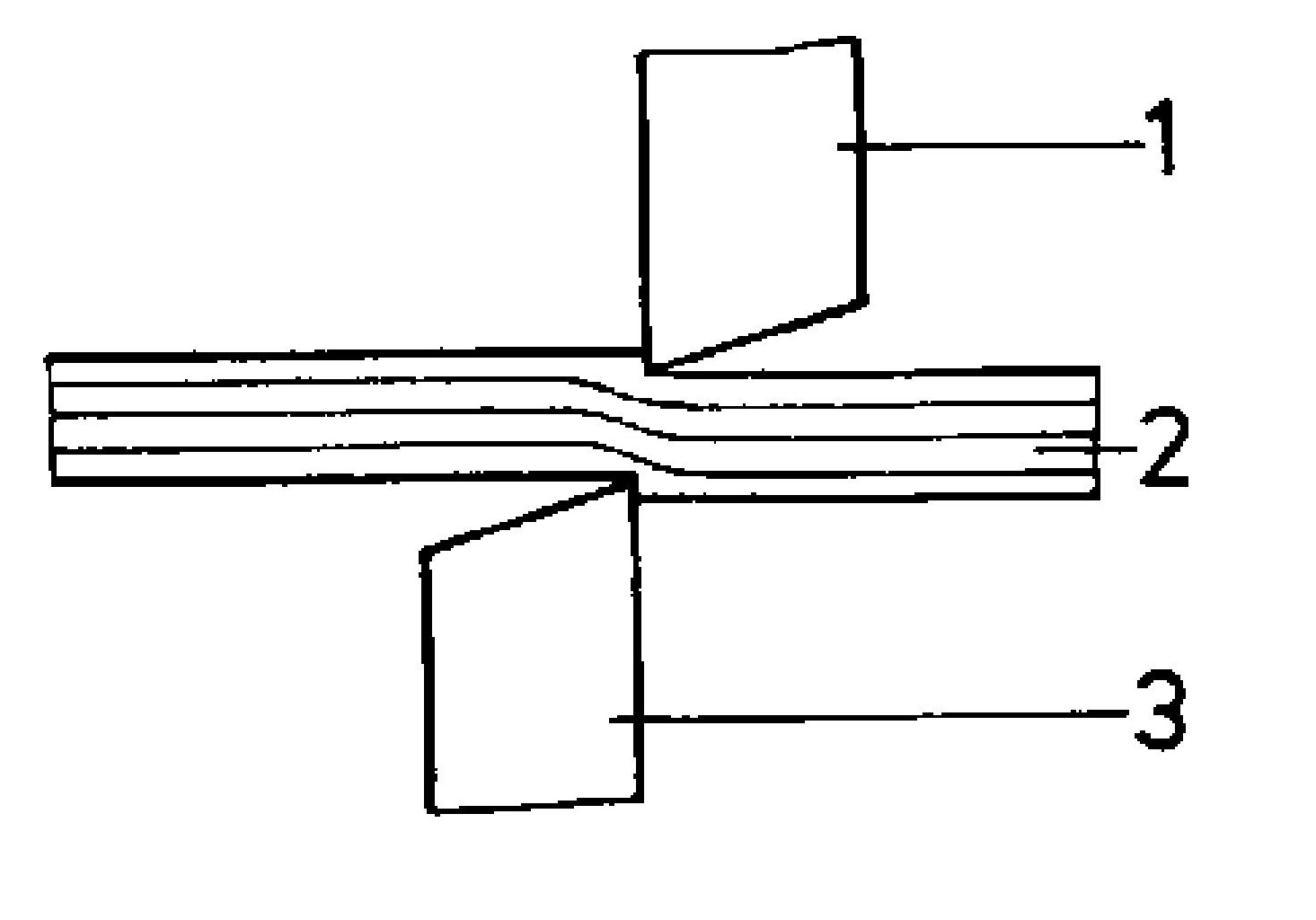
कतरनी प्रक्रिया में तीन प्रमुख चरण होते हैं:
4.1निशाना साधना
ब्लेड के शीट से संपर्क करते ही सामग्री का प्रारंभिक इंडेंटेशन।
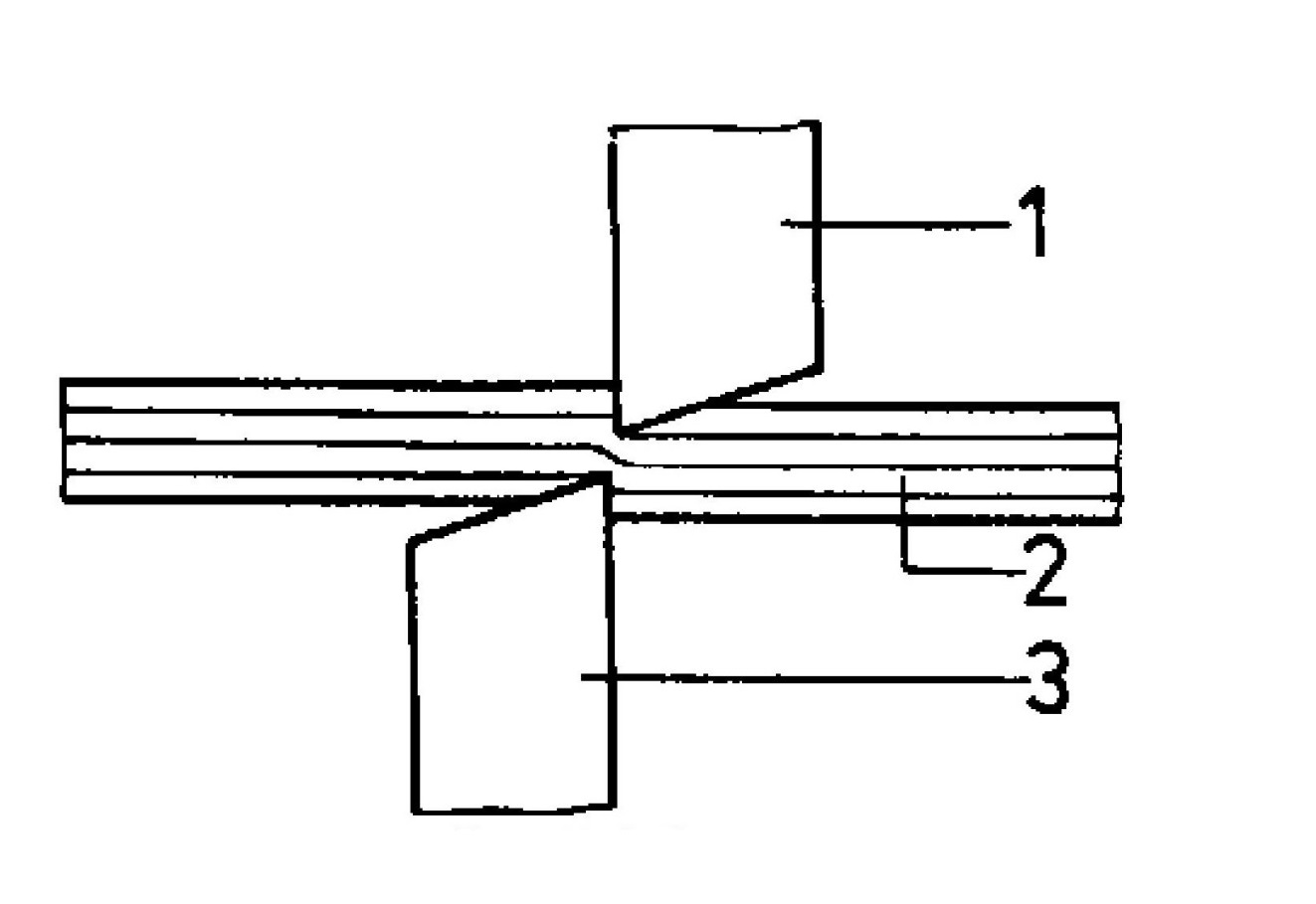
4.2काटना
ब्लेड धातु संरचना में घुसकर उसे तोड़ देते हैं।
4.3फाड़
आंतरिक तनाव और फटने के कारण सामग्री का अंतिम पृथक्करण।
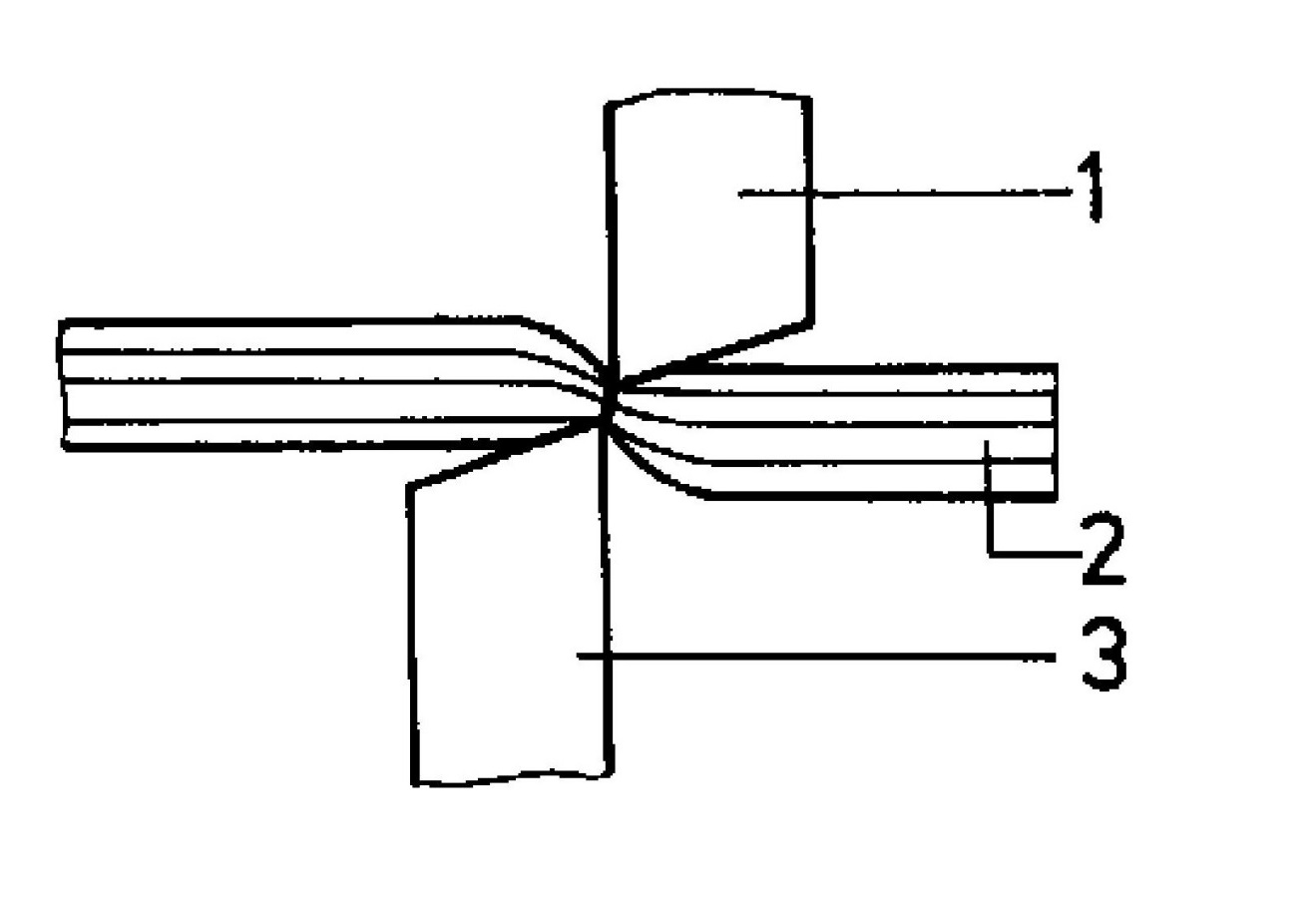
ये चरण मोटी शीट के कटे हुए चेहरों पर पहचान योग्य क्षेत्र छोड़ देते हैं।
5.0कतरनी तकनीकें: काटने के तरीके और उनका उपयोग
कतरनी को सामग्री पृथक्करण के प्रकार और सीमा के आधार पर वर्गीकृत किया जा सकता है:
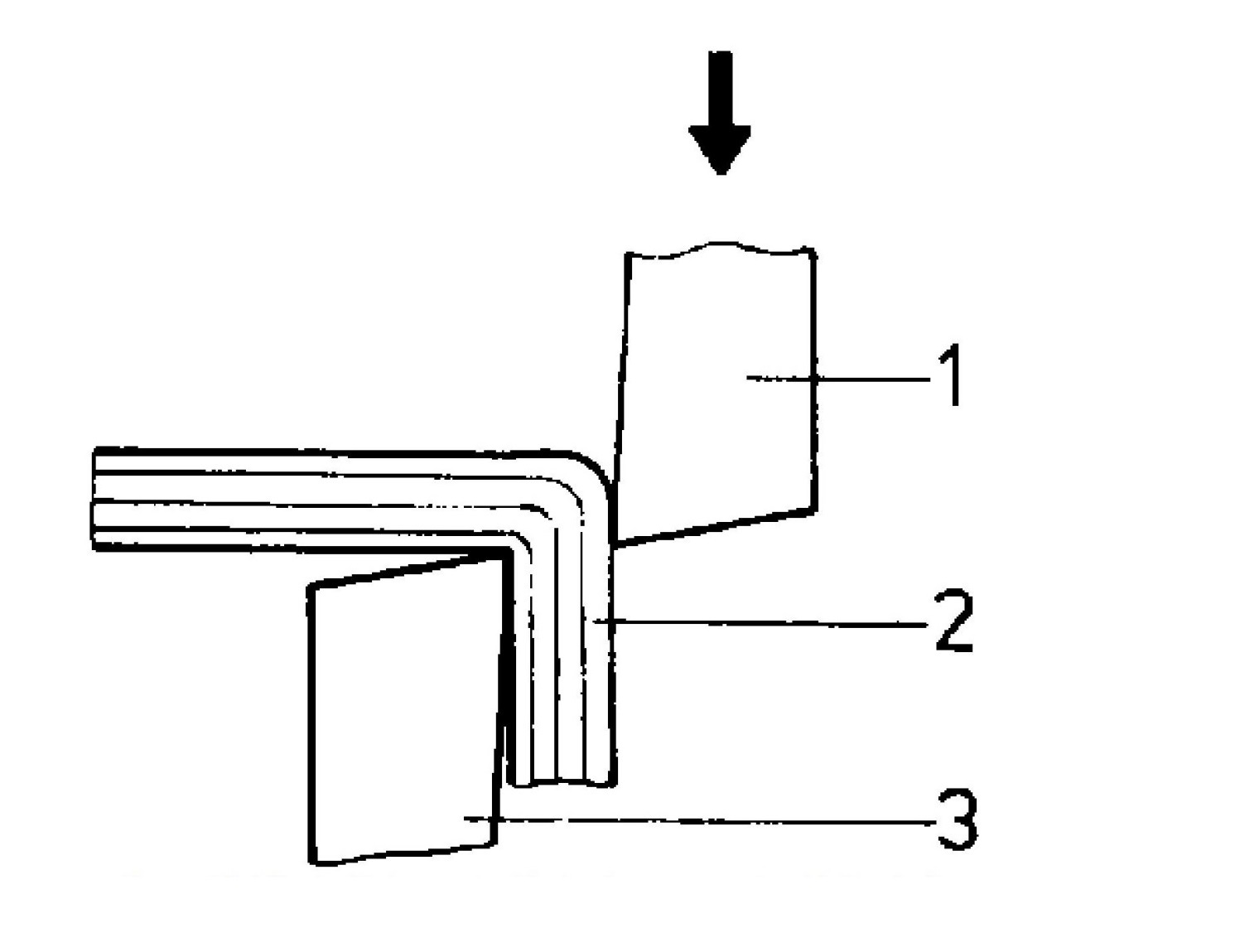
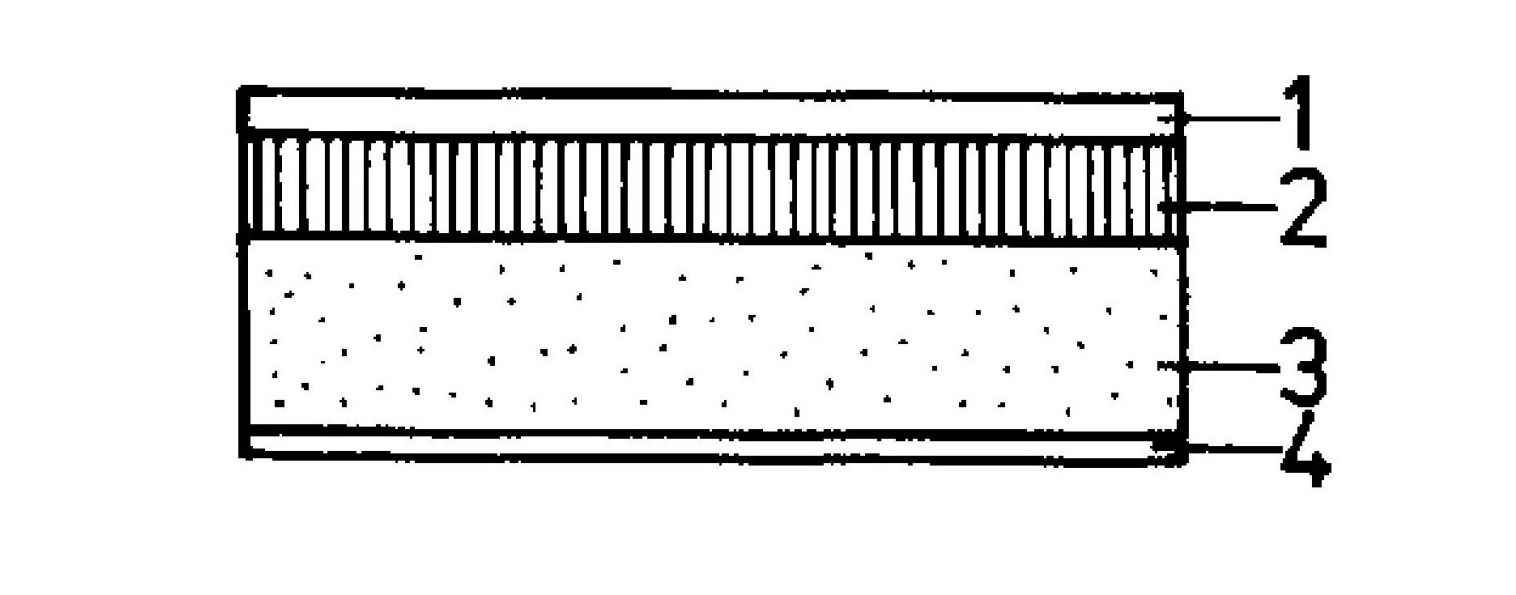
5.1कटिंग-इन
आंशिक गहराई वाले कट का उपयोग शीट को बाद में मोड़ने या मोड़ने के लिए तैयार करने के लिए किया जाता है। यह कट पूरी तरह से सामग्री के आर-पार नहीं जाता, बल्कि एक रेखा के साथ उसे कमज़ोर कर देता है जिससे सटीक और नियंत्रित विरूपण संभव हो पाता है।

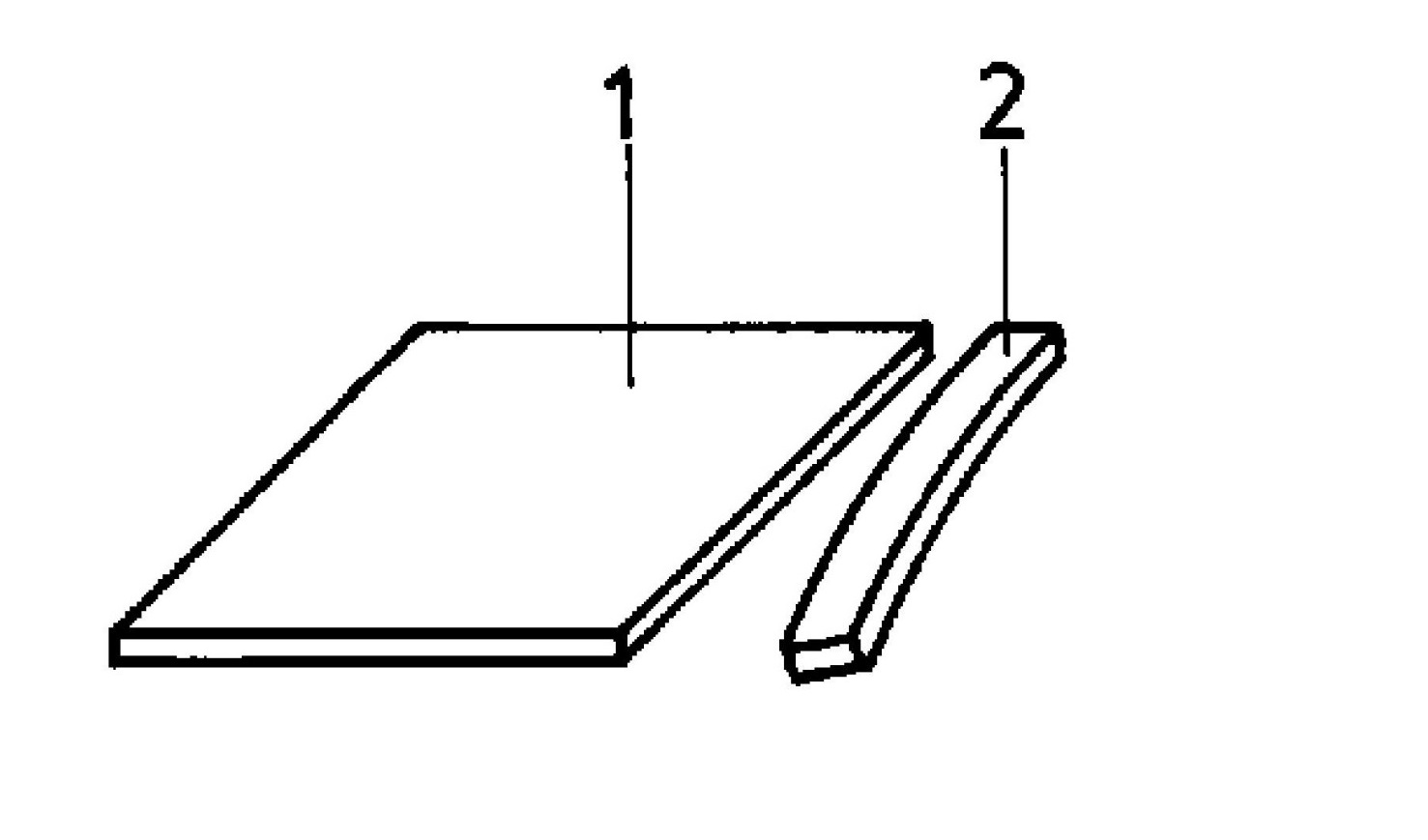
5.2काट देना
एक पूर्ण थ्रू-कट जो वर्कपीस को दो भागों में विभाजित करता है, आमतौर पर अवांछित सामग्री को स्क्रैप के रूप में हटाने के लिए। यह हाथ या मशीन कैंची का उपयोग करके की जाने वाली एक बुनियादी कतरनी क्रिया है।
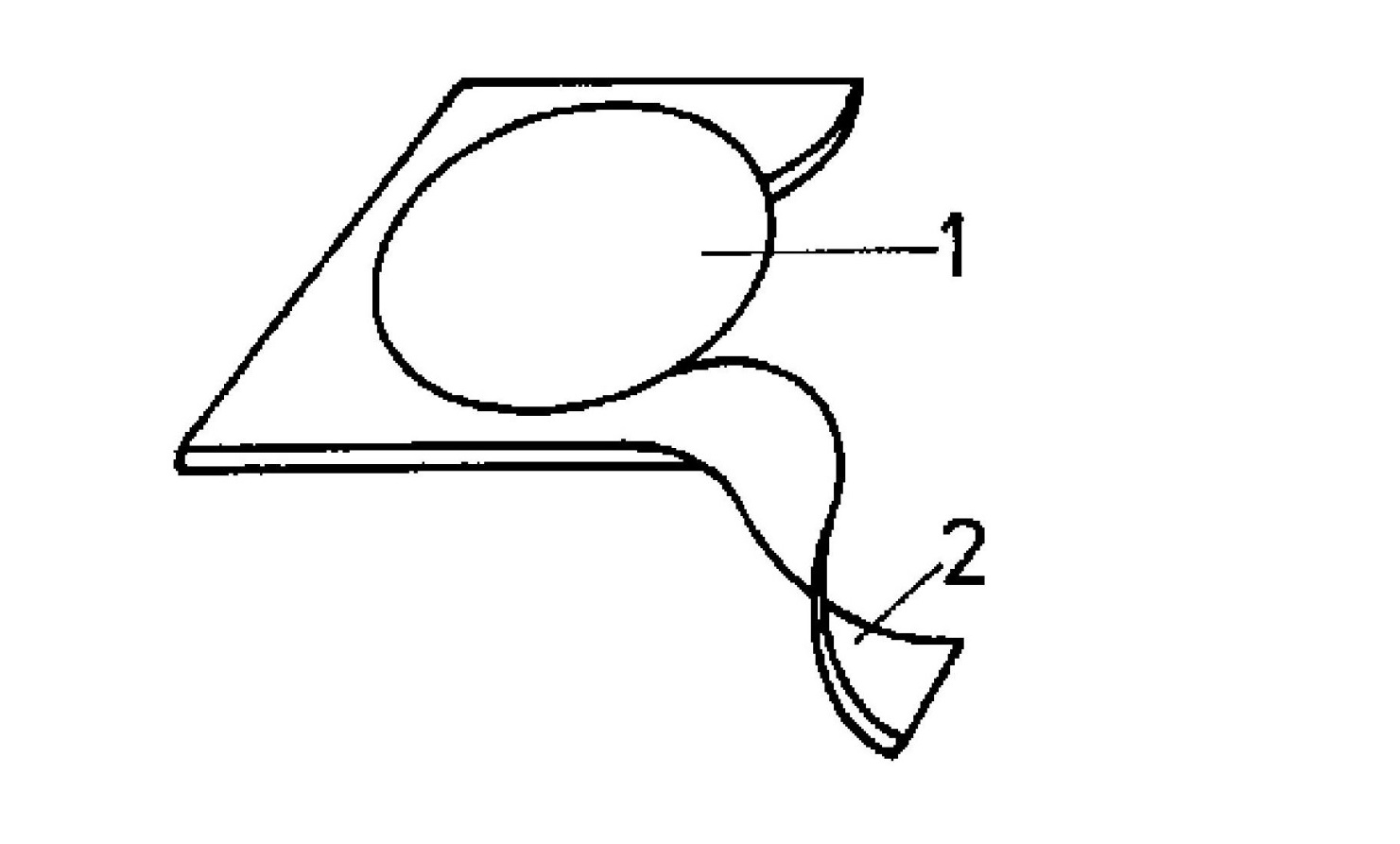
5.3में कटौती
इस तकनीक में एक बंद आकृति, जैसे कि एक वृत्त या आयत, के साथ काटना शामिल है, जहाँ आंतरिक भाग वांछित कार्य-वस्तु होता है और बाहरी भाग को हटा दिया जाता है। इसका उपयोग आमतौर पर शीट सामग्री से कार्यात्मक आकृतियाँ निकालने के लिए किया जाता है।
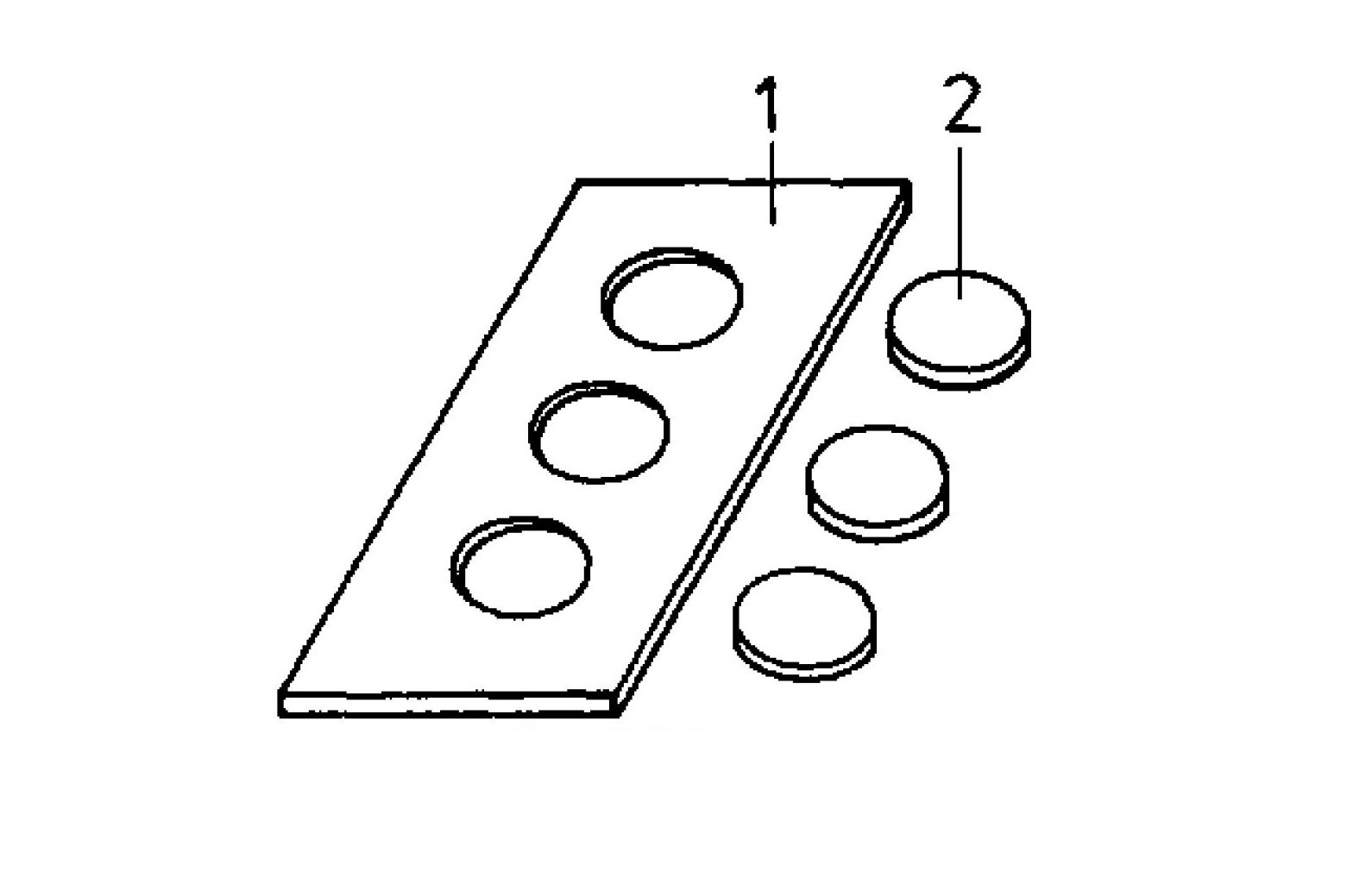
5.4छिद्रण
कटिंग-आउट की तरह, पंचिंग भी एक बंद-रेखा पथ का अनुसरण करती है। हालाँकि, पंचिंग में, हटाए गए आंतरिक भाग को अपशिष्ट माना जाता है, और शेष आसपास की शीट वास्तविक वर्कपीस बनाती है। औद्योगिक शीट प्रसंस्करण में यह सबसे आम प्रक्रियाओं में से एक है।
5.5आधुनिक विनिर्माण में एकीकृत प्रेसिंग
आधुनिक निर्माण प्रक्रियाओं में, प्रेस मशीनें अनुकूलित पंच और डाई सेट का उपयोग करके उपरोक्त सभी कतरनी तकनीकों—कटिंग-इन, कटिंग-ऑफ, कटिंग-आउट और पंचिंग—को करने में सक्षम हैं। ये मशीनें आमतौर पर प्रगतिशील डाई स्टैम्पिंग में पाई जाती हैं, हाइड्रोलिक प्रेस, और सी-फ्रेम प्रेस बड़े पैमाने पर उत्पादन में उपयोग किया जाता है।
प्रेस मशीनें प्रदान करती हैं:
- उच्च दोहराव और स्थिरता
- कम चक्र समय
- एक ही झटके में जटिल बहु-चरणीय कटिंग
- फीडिंग और स्वचालन प्रणालियों के साथ एकीकरण
इस एकीकरण ने उन्हें ऑटोमोटिव, उपकरण और इलेक्ट्रॉनिक्स विनिर्माण जैसे क्षेत्रों में आवश्यक उपकरण बना दिया है।
6.0संचालन प्रक्रियाएँ: कतरनी कार्य करना
6.1टिनर्स स्निप के साथ कटिंग-इन
- शीट को सटीक रूप से चिह्नित करें
- जबड़े को लगभग 15° पर खोलें, रेखा के साथ संरेखित करें
- स्निप को आंशिक रूप से बंद करें, फटने से बचें
- चरण-दर-चरण पूर्ण लंबाई तक प्रगति
6.2लीवर शियर से काटना
- शीट को चिह्नित और संरेखित करें
- यदि आवश्यक हो तो ब्लेड क्लीयरेंस समायोजित करें
- होल्ड-डाउन बार को संलग्न करें और लीवर को अनलॉक करें
- ब्लेड को आराम से नीचे करें, टूटने से बचाने के लिए पूरा स्ट्रोक न लें
- काटने के बाद लीवर को लॉक करें, और स्क्रैप को हटा दें
स्क्रैप वाले भाग को हमेशा अपनी दृष्टि रेखा के दाईं ओर रखें।
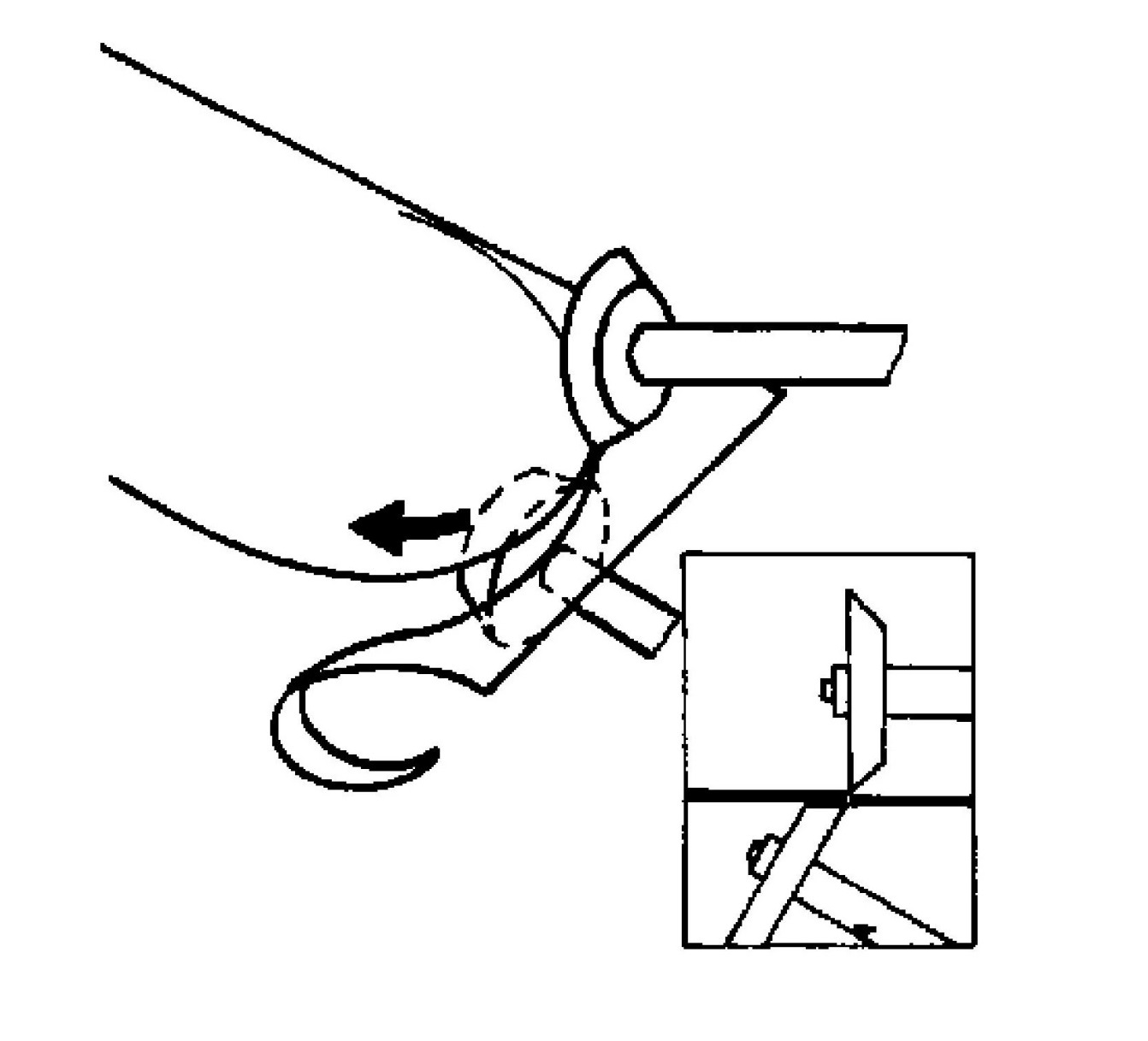
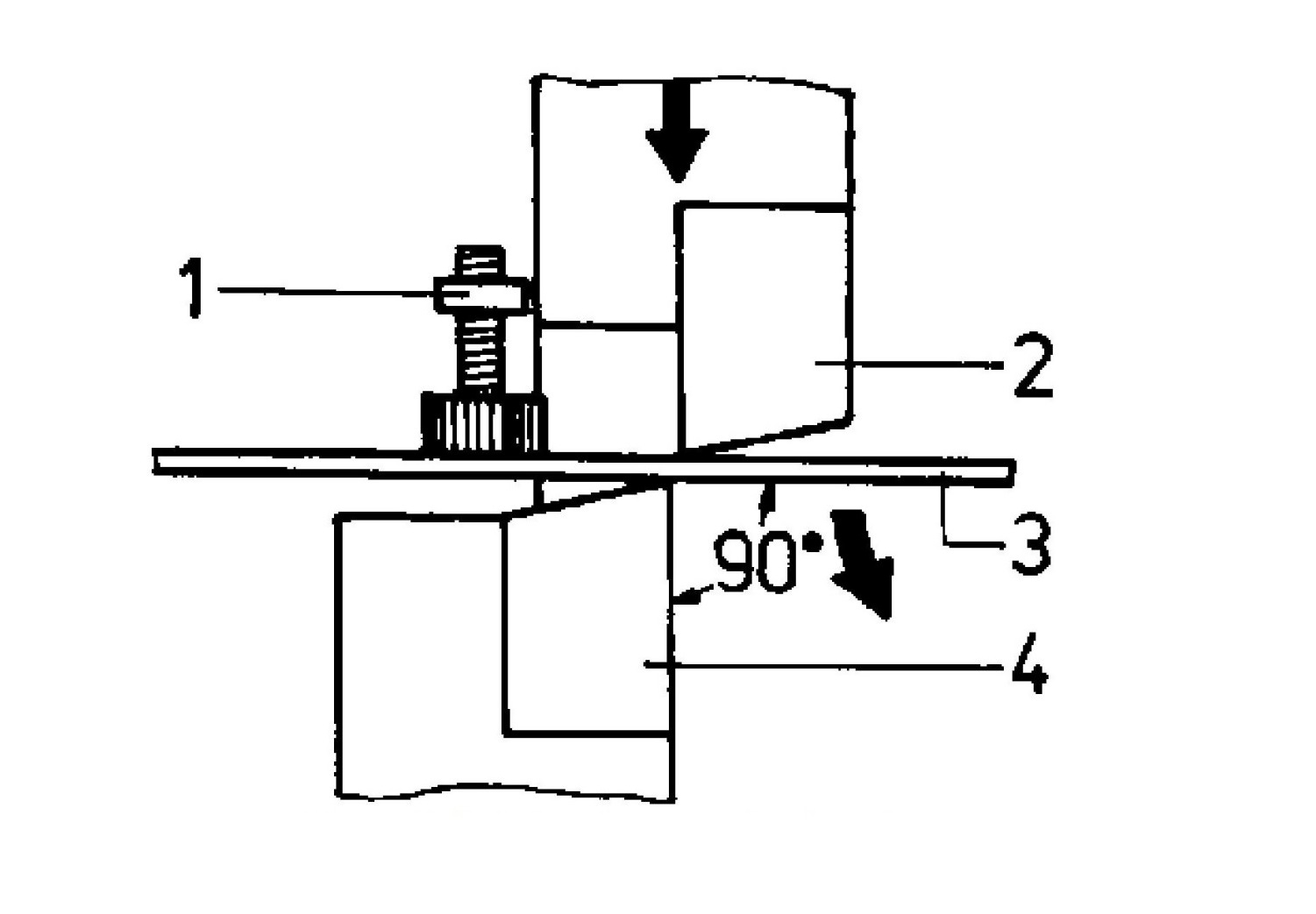
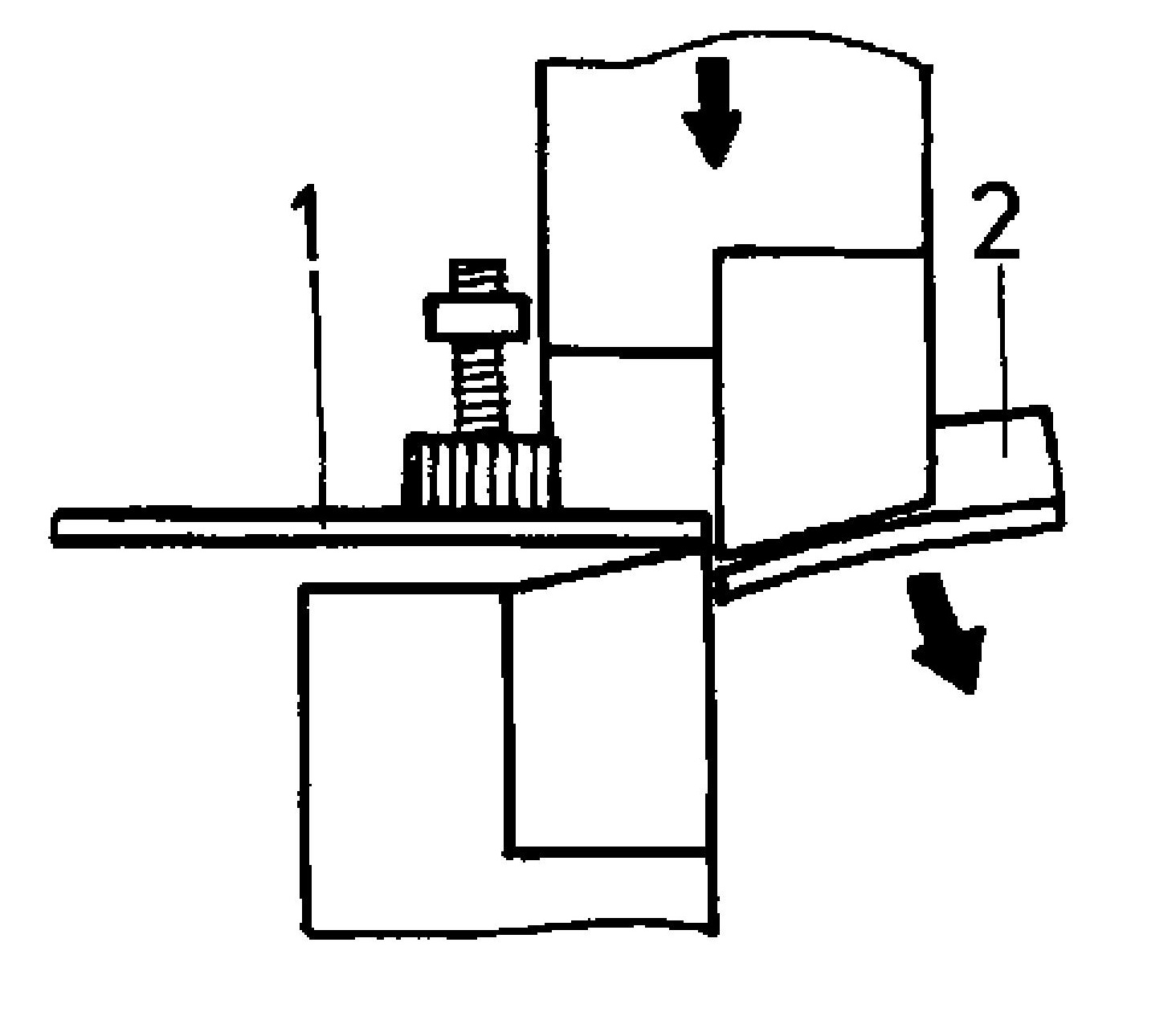
6.3लीवर शियर से कोणीय खंडों को काटना
- अंदर की सतह को चिह्नित करें
- प्रोफाइल वाले भाग में ब्लेड होल्डर डालें
- अत्याधुनिक तकनीक के साथ संरेखित करें
- लीवर को खोलें और बलपूर्वक नीचे खींचें
- कचरे को तुरंत फेंक दें

7.0कतरनी कार्यों के लिए सुरक्षा दिशानिर्देश
- शीट धातु को संभालते समय दस्ताने पहनें
- अपने हाथों को ब्लेड वाले क्षेत्र से दूर रखें
- केवल उचित रखरखाव वाले उपकरणों का ही उपयोग करें
- काटने के बाद हैंड लीवर को सुरक्षित करें
- संरचनात्मक प्रोफाइल के लिए सेक्शन चाकू का उपयोग करें
- उपकरण निर्माताओं के सभी निर्देशों का पालन करें
- चोट से बचने के लिए मुड़े हुए या नुकीले स्क्रैप का तुरंत निपटान करें
8.0अक्सर पूछे जाने वाले प्रश्नों
यदि ब्लेड क्लीयरेंस बहुत अधिक चौड़ा हो तो क्या होगा?
खराब सतह गुणवत्ता, गड़गड़ाहट, और शीट झुकना।
ब्लेड वेज कोण इतना बड़ा क्यों है?
काटने वाले किनारे की स्थिरता और स्थायित्व सुनिश्चित करने के लिए।
काटने और छिद्रण में क्या अंतर है?
काटने में भीतरी टुकड़ा रखा जाता है; छिद्रण में भीतरी टुकड़ा बेकार हो जाता है।
15° रेक कोण क्यों महत्वपूर्ण है?
यह आवश्यक काटने वाले बल को कम करता है और काटने की गुणवत्ता में सुधार करता है।
संरचनात्मक खंडों को सेक्शन चाकू से क्यों काटा जाना चाहिए?
ठोस भागों को काटते समय सपाट ब्लेड टूट या छिल सकते हैं।
9.0निष्कर्ष
शीट मेटल और स्टील सेक्शन के प्रसंस्करण के लिए शियरिंग एक तेज़, कुशल और विश्वसनीय विधि है। उपकरण चयन, मशीन समायोजन और सुरक्षा प्रक्रियाओं में निपुणता, धातु निर्माण में गुणवत्तापूर्ण परिणाम सुनिश्चित करती है और जोखिम को कम करती है।




