

1.0कुंडलित शीट धातु क्या है और इसका उपयोग कैसे किया जाता है?
शीट मेटल स्टॉक का उत्पादन विभिन्न चौड़ाई और मोटाई में किया जाता है। कुशल संचालन, परिवहन और आगे की प्रक्रिया के लिए इस स्टॉक को आमतौर पर कुंडलित किया जाता है। कुंडलित शीट मेटल का प्रसंस्करण कई तरीकों से किया जाता है:
- इसे कम चौड़ाई के कई अलग-अलग कुंडलियों में विभाजित किया जा सकता है
- इसे आगे की प्रक्रिया के लिए आयताकार या अनियमित आकार के टुकड़ों में काटा जा सकता है
- इसे सीधे स्टैम्पिंग प्रेस या भागों के उत्पादन के लिए अन्य मशीनरी में डाला जा सकता है

2.0कॉइल स्लिटिंग क्या है?
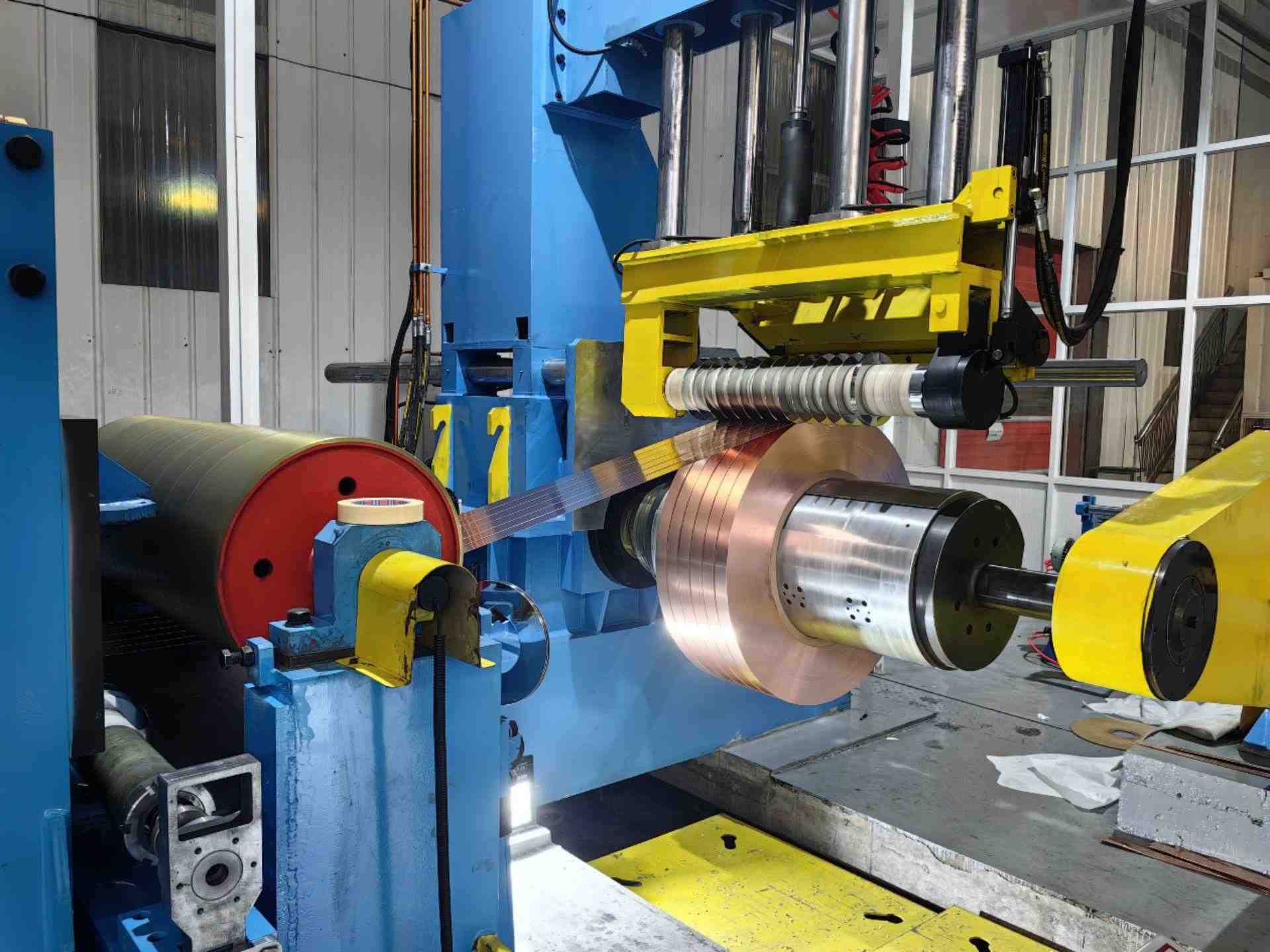
स्लिटिंग एक कतरनी प्रक्रिया है जिसमें मूल, या मास्टर, कॉइल की चौड़ाई को कई संकरी कॉइल में घटाया जाता है। पतली पन्नी से लेकर मोटी प्लेटों तक, विभिन्न प्रकार की सामग्रियों और मोटाई में स्लिटिंग की जा सकती है। आमतौर पर, मास्टर कॉइल के बाहरी किनारों को काट दिया जाता है। इससे एक सटीक रजिस्टर कट बनता है, जो एक संदर्भ बिंदु प्रदान करता है जिससे अन्य कट बनाए जा सकते हैं।
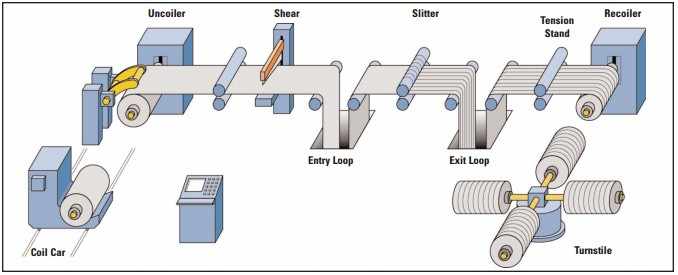
स्लिटिंग स्लिटिंग लाइनों पर की जाती है, जिसमें चार बुनियादी उपकरण होते हैं:
- अनकॉइलर, या डेकोइलर मशीनएक विस्तारणीय मैंड्रेल की मदद से मास्टर कॉइल को उसके अंदरूनी व्यास पर कसकर पकड़ता है। मैंड्रेल को घुमाकर या हिलाकर कॉइल को स्लिटर में डाला जाता है।
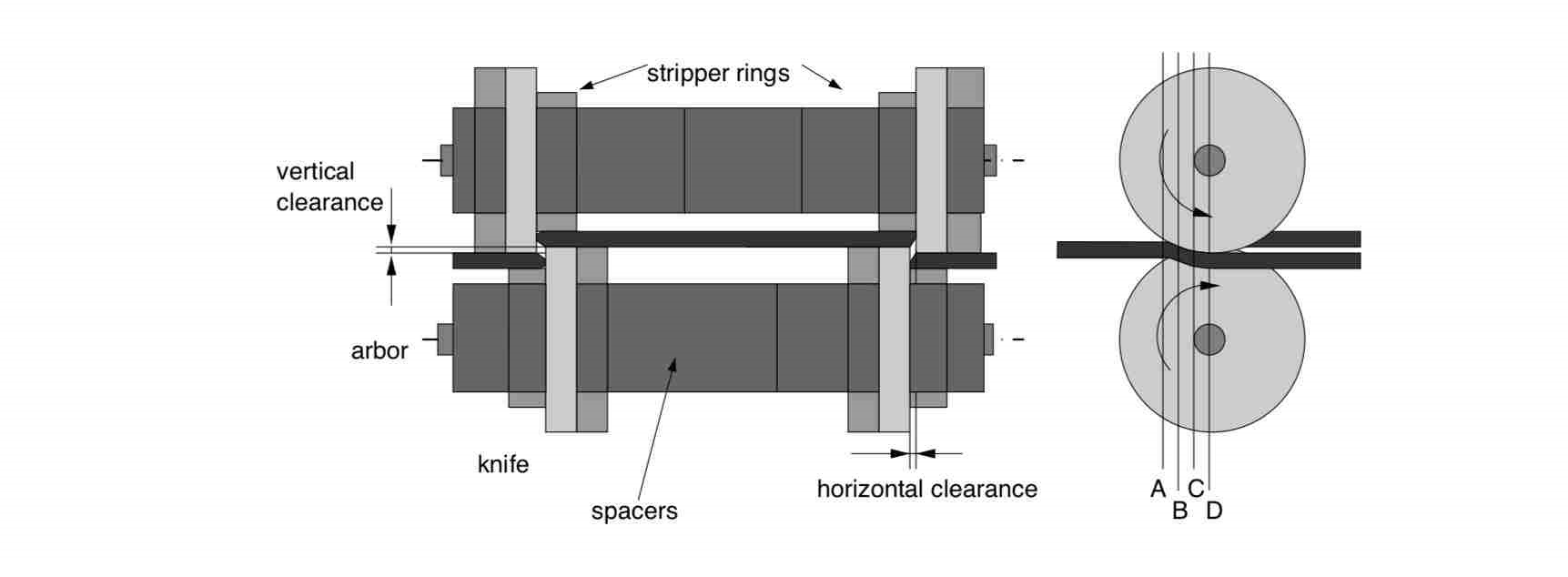
- स्लिटर इसमें दो समानांतर आर्बर लगे होते हैं जिन पर घूमने वाले काटने वाले चाकू लगे होते हैं। ये चाकू कॉइल स्टॉक में आंशिक रूप से छेद कर देते हैं, जिससे स्टॉक के दोनों ओर दरार या फ्रैक्चर हो जाता है, जिससे सामग्री अलग हो जाती है।
- एक तनाव उपकरण स्लिटर और उसके बाद के रिकॉइलर के बीच रखा जाता है। एक तनाव उपकरण की आवश्यकता होती है क्योंकि मास्टर कॉइल किनारों की तुलना में अपनी चौड़ाई के केंद्र में क्राउन या व्यास में बड़ा होता है। तनाव उपकरण के बिना, मास्टर कॉइल के केंद्र से स्लिट सामग्री अधिक तेज़ी से ऊपर उठ जाएगी, जबकि आउटबोर्ड पट्टियाँ ढीली लटकी रहेंगी।
- रिकॉइलर, जो एक संचालित, विस्तारणीय मैंड्रेल पर स्लिट कॉइल्स को ऊपर उठाता है। रिकॉइलर मैंड्रेल में विभाजक डिस्क लगे होते हैं जो संकरी कॉइल चौड़ाई को आपस में फैलने से रोकते हैं।
अतिरिक्त स्लिटिंग लाइन उपकरण में निम्नलिखित शामिल हो सकते हैं:
- स्क्रैप निपटान मशीनरी
- एज कंडीशनिंग उपकरण
- पैकेजिंग उपकरण
इसके दो मूल प्रकार हैं स्लिटिंग लाइनें:
- पुल-थ्रू स्लिटिंग लाइन
- लूप स्लिटिंग लाइन
3.0कॉइल स्लिटिंग लाइन के प्रकार क्या हैं?
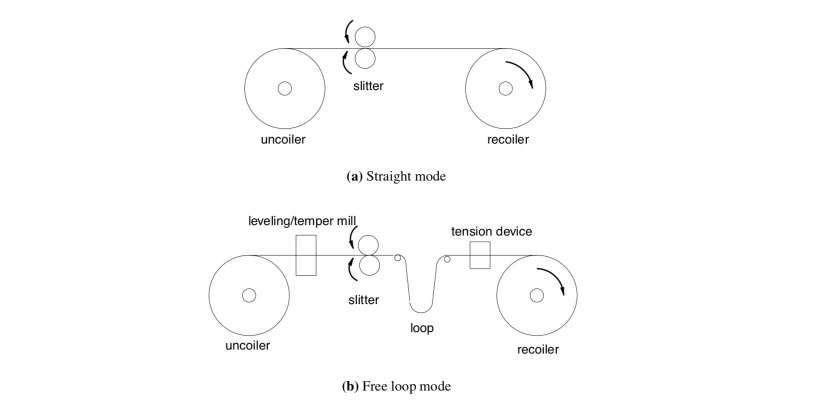
पर पुल-थ्रू स्लिटिंग लाइनेंरिकॉइलर, स्लीटर के माध्यम से अनकॉइलर रील से कॉयल सामग्री को खींचने और संसाधित स्ट्रिप्स को रिकॉइल करने की शक्ति प्रदान करता है।
में लूप स्लिटिंग लाइनेंलाइन में एक गड्ढा बनाया जाता है। संसाधित कॉइल स्ट्रिप्स को गड्ढे में लूप किया जाता है, जो स्लिट कॉइल्स के भीतर स्ट्रिप की लंबाई के अंतर को अवशोषित करने में मदद करता है। स्लिटर आमतौर पर सामग्री को खोलने और स्लिट करने की शक्ति प्रदान करता है, जबकि रिकॉइलर सामग्री को रिवाइंड करने की शक्ति प्रदान करता है।


4.0कॉइल ब्लैंकिंग क्या है?
मध्यम से बड़े आकार के शीट धातु के पुर्जे स्टैम्पिंग प्रेस में डाले गए ढेरों ब्लैंक से बनाए जाते हैं। ये ब्लैंक कुंडलित स्टॉक से या तो लंबाई के अनुसार काटने वाली कतरनी रेखाएँ या ब्लैंकिंग प्रेस.
- आगामी प्रसंस्करण के लिए महत्वपूर्ण है कि स्वाभाविक रूप से होने वाली वक्रता को समतल करें, या तय करना मास्टर कॉइल स्टॉक का। इसे प्राप्त करने के लिए, कुंडलित सामग्री को एक के माध्यम से खिलाया जाता है सीधा करने वाला या समतल करने वालाजैसे ही शीट मेटल सामग्री स्ट्रेटनर या लेवलर से गुज़रती है, वह विपरीत, समायोज्य रोलर्स के बीच मुड़ जाती है। इस मोड़ के परिणामस्वरूप सामग्री चपटी हो जाती है।
- स्ट्रेटनर्स केवल कॉइल सेट को हटाएँ
- लेवलर्स कॉइल सेट को हटाएँ और सामान्य दोषों को ठीक करें जैसे:
- लहरदार किनारे, जहां बाहरी पट्टी के किनारे केंद्र पट्टी के किनारों से लंबे होते हैं
- केंद्र बकलिंग(तेल-डिब्बाबंदी), जहां पट्टी का केंद्र किनारों से लंबा होता है
सीधा करने और समतल करने के बाद, खाली जगहों को आकार के अनुसार काटा जाता है। यह आमतौर पर निम्न तरीकों से किया जाता है:
- स्थिर-कतरनी या लूप-प्रकार की कट-टू-लेंथ रेखाएँ, जहां कतरनी के दौरान कुंडली को रोक दिया जाता है
- फ्लाइंग-शीयर कट-टू-लेंथ लाइनें, जहां कतरनी यात्रा करती है और लगातार चलती कुंडल सामग्री को काटती है
नियमित आकार के रिक्त स्थान प्रत्यक्ष कतरनी संचालन द्वारा उत्पादित किए जाते हैं, जबकि जटिल और अनियमित आकार के साथ उत्पादित होते हैं ब्लैंकिंग प्रेस, जो उच्च गति वाला सनकी या हाइड्रोलिक हो सकता है, जिसमें प्रति मिनट अधिकतम 80 स्ट्रोक हो सकते हैं। छेद और स्लॉट मूल ब्लैंकिंग ऑपरेशन के दौरान भी इसका उत्पादन किया जा सकता है।
5.0कॉइल प्रोसेसिंग लाइनें क्या हैं?
कॉइल प्रसंस्करण शीट मेटल स्टैम्पिंग संचालन के साथ-साथ अन्य प्रसंस्करण लाइनों की दक्षता में काफी सुधार करता है, जैसे रोल-फॉर्मिंग और डक्टवर्क निर्माणचूँकि कॉइल को सिस्टम के माध्यम से लगातार खिलाया जाता है, उत्पादन निर्बाध है.
इसके अलावा, कॉइल प्रसंस्करण लाइनें अलग ब्लैंकिंग प्रेस की आवश्यकता को समाप्त करना और भंडारण और हैंडलिंग आवश्यकताओं को कम करना।
कॉइल प्रसंस्करण लाइन के मूल घटकों में शामिल हैं:
- ए डिकोइलर, स्ट्रेटनर और फीडर इकाई, जो कुंडल खोलने, समतल करने और खिलाने को एक एकीकृत प्रणाली में जोड़ती है।
- सीधा करने या समतल करने के उपकरण यह सुनिश्चित करने के लिए कि कॉइल स्टॉक समतल है।
- स्वचालित कॉइल स्टॉक फीड तंत्र, जैसे स्लाइड, रोल या ग्रिपर फीडर मशीनें, कॉइल स्टॉक को प्रेस या स्लिटिंग सिस्टम में ले जाने के लिए उपयोग किया जाता है
- डिजिटल रूप से नियंत्रित सर्वोमोटर्स द्वारा संचालित स्वतंत्र रूप से संचालित फीड रोल.
6.0निरंतर प्रसंस्करण के लिए कॉइल्स को कैसे वेल्ड किया जाता है?
सभी कॉइल उत्पादन से कुछ मात्रा में स्क्रैप उत्पन्न होगा। कुछ मामलों में, स्क्रैप प्रसंस्करण एक कार्य हो सकता है मुद्रांकन डाई स्वयं। अधिकांशतः, स्क्रैप का प्रसंस्करण अलग तंत्र, जो हो सकता है प्रेस-संचालित या स्वतंत्र रूप से संचालित.
के लिए उच्च उत्पादन कुंडल संचालन, कॉइल स्टॉक का निरंतर और निर्बाध प्रवाह आवश्यक है। इसे प्राप्त करने के लिए, कॉइल-टू-कॉइल वेल्डिंग स्टेशन इस प्रकार रखा जाता है कि नई कुंडली के अग्रणी किनारे को पिछली कुंडली के अनुगामी किनारे से वेल्ड किया जा सके, लाइन में नया कॉइल डालने की आवश्यकता समाप्त हो जाती है.
वेल्डिंग की सुविधा के लिए, कुंडल या पट्टी संचायक वेल्डिंग के दौरान लाइन को चालू रखने के लिए पर्याप्त कॉइल को पकड़ने के लिए इसका उपयोग किया जाता है।
निष्कर्षकॉइल प्रोसेसिंग लाइनें औद्योगिक विनिर्माण परिवेशों में शीट मेटल के संचालन के लिए एक अनुकूलित, कुशल और स्केलेबल विधि प्रदान करती हैं। स्लिटिंग और ब्लैंकिंग से लेकर वेल्डिंग और फीडिंग सिस्टम तक, हर भाग अधिकतम उत्पादकता और परिशुद्धता सुनिश्चित करने में महत्वपूर्ण भूमिका निभाता है।
7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न 1: कॉइल स्लिटिंग और कॉइल ब्लैंकिंग में क्या अंतर है?
उत्तर: कॉइल स्लिटिंग में एक चौड़ी मास्टर कॉइल को कई संकरी कॉइल में काटा जाता है, जबकि कॉइल ब्लैंकिंग में कॉइल स्टॉक को स्टैम्पिंग के लिए अलग-अलग सपाट ब्लैंक या आकृतियों में काटा जाता है। स्लिटिंग में चौड़ाई कम की जाती है, और ब्लैंकिंग में भाग के आकार के टुकड़े बनाए जाते हैं।
प्रश्न 2: कॉयल प्रसंस्करण में लेवलिंग क्यों महत्वपूर्ण है?
उत्तर: लेवलिंग से कॉइल सेट हट जाता है और लहरदार किनारों या बीच में बकलिंग जैसे आकार संबंधी दोष ठीक हो जाते हैं। इससे यह सुनिश्चित होता है कि सामग्री समतल रहे, जो उच्च-परिशुद्धता वाली स्टैम्पिंग और फॉर्मिंग कार्यों के लिए महत्वपूर्ण है।
प्रश्न 3: कॉइल प्रसंस्करण लाइनों का उपयोग करने के क्या फायदे हैं?
उत्तर: कॉइल प्रसंस्करण लाइनें निरंतर फीडिंग की अनुमति देकर, सामग्री की बर्बादी को कम करके, मैनुअल हैंडलिंग को न्यूनतम करके, तथा एक सुव्यवस्थित प्रणाली में स्लिटिंग, लेवलिंग और फीडिंग को एकीकृत करके उत्पादन दक्षता में सुधार करती हैं।
प्रश्न 4: स्लिटिंग लाइनों पर किस प्रकार की सामग्रियों को संसाधित किया जा सकता है?
उत्तर: स्लिटिंग लाइनें विभिन्न प्रकार की सामग्रियों को संभाल सकती हैं, जिनमें एल्युमीनियम, स्टेनलेस स्टील, कार्बन स्टील, तांबा और लेपित धातुएं, पतली पन्नी से लेकर मोटी प्लेट स्टॉक तक शामिल हैं।
प्रश्न 5: क्या लाइन को रोके बिना कॉइल्स को संसाधित किया जा सकता है?
उत्तर: हाँ। कॉइल-टू-कॉइल वेल्डिंग स्टेशन और एक्यूमुलेटर का उपयोग करने से लाइन को रोके बिना नए कॉइल जोड़े जा सकते हैं, जिससे निरंतर और निर्बाध उत्पादन संभव होता है।




