

- 1.0माइल्ड स्टील मानकों के आधार पर कतरनी क्षमता को समझना
- 2.0कतरनी बल को प्रभावित करने वाले प्रमुख कारक
- 3.0धातु कतरनी में रेक कोण की भूमिका
- 4.0सामग्री के गुण कतरनी प्रदर्शन को कैसे प्रभावित करते हैं
- 5.0कतरनी बल और धातु की मोटाई: क्या संबंध है?
- 6.0मशीन के प्रकार के अनुसार न्यूनतम कतरनी मोटाई
- 7.0शीट मेटल शियरिंग में चाकू की क्लीयरेंस क्यों मायने रखती है?
- 8.0कतरनी चाकू के प्रकार और उनके अनुप्रयोग
- 9.0चाकू के पहनने, निरीक्षण और रखरखाव की आवश्यक बातें
- 10.0धातु कतरनी में कार्य कठोरता को समझना
- 11.0कार्य कठोरता के प्रभाव
- 12.0बचने योग्य कार्य
- 13.0कतरनी क्षमता बनाम चाकू क्षमता: क्या अंतर है?
- 14.0सामान्य कतरनी क्षमता संदर्भ तालिका (अंश)
- 15.0स्टील कतरनी क्षमता संदर्भ तालिका
- 16.0वैकल्पिक कतरनी सुविधाएँ जो काटने की सटीकता में सुधार करती हैं
- 17.0अंतिम सारांश: सुरक्षित और कुशल बाल काटने के लिए सर्वोत्तम अभ्यास
औद्योगिक शीट कतरनी मशीनें शीट धातु और प्लेट सामग्री की सटीक कटाई के लिए आवश्यक हैं। इष्टतम प्रदर्शन और सुरक्षित संचालन सुनिश्चित करने के लिए, यह समझना महत्वपूर्ण है कि कतरनी क्षमता का मूल्यांकन कैसे किया जाता है और कौन से कारक काटने की दक्षता को प्रभावित करते हैं। यह मार्गदर्शिका कतरनी बल के मूल सिद्धांतों, रेक कोण, चाकू के चयन, सामग्री के गुणों और रखरखाव के सर्वोत्तम तरीकों का एक व्यापक अवलोकन प्रदान करती है।


1.0माइल्ड स्टील मानकों के आधार पर कतरनी क्षमता को समझना
कतरनी रेटिंग आमतौर पर एक निर्दिष्ट रेक कोण पर मृदु इस्पात की अधिकतम काटने की मोटाई पर आधारित होती है। मृदु इस्पात के मानक यांत्रिक गुणों में शामिल हैं:
| संपत्ति | कीमत |
| अधिकतम कतरनी शक्ति | 50,000 पीएसआई |
| परम तन्य शक्ति (UTS) | 55,000–70,000 पीएसआई |
| उपज शक्ति (YS) | 35,000–50,000 पीएसआई |
| बढ़ाव (2″ में) | 20–351टीपी3टी |
नोट: रेटिंग में सामान्य मोटाई की अधिक सहनशीलता के लिए भत्ते शामिल होते हैं। उदाहरण के लिए, 0.250 इंच की प्लेट वास्तव में 0.030 इंच तक मोटी हो सकती है और फिर भी निर्धारित क्षमता के भीतर आ सकती है।
2.0कतरनी बल को प्रभावित करने वाले प्रमुख कारक
कतरनी बल, इच्छित सामग्री को काटने के लिए आवश्यक बल से अधिक होना चाहिए। प्राथमिक प्रभावकारी कारकों में शामिल हैं:
- सामग्री कतरनी शक्ति
- रेक कोण और सामग्री की मोटाई
- लचीलापन और कार्य कठोरता
- चाकू की स्थिति और निकासी
- बैक पीस की गहराई और समर्थन प्रणालियाँ
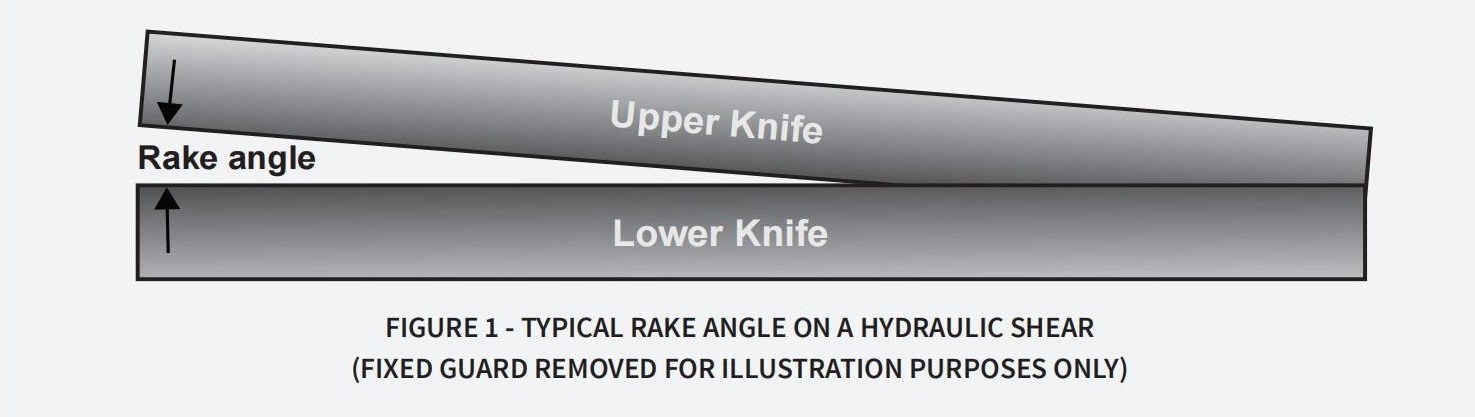
3.0धातु कतरनी में रेक कोण की भूमिका
रेक कोण ऊपरी और निचले चाकू के ब्लेड के बीच का झुकाव है। यह कतरनी के दौरान काटने की शक्ति और सामग्री के व्यवहार को बहुत प्रभावित करता है:
- ए बड़ा रेक कोण आवश्यक बल को कम करता है
- अधिक रेक से भाग में विकृति आ सकती है या चाकू का स्ट्रोक अधिक लंबा हो सकता है
3.1व्यवहार में रेक कोण: बल में कमी और गुणवत्ता प्रभाव:
यदि R₂ = 2R₁ → तो बल₂ = ½ बल₁
सर्वोत्तम अभ्यास: न्यूनतम रेक कोण का उपयोग करें जो मशीन की सीमाओं को पार किए बिना स्वीकार्य कट गुणवत्ता प्रदान करे। उच्च रेक कोण विशेष रूप से स्टेनलेस स्टील और उच्च-तन्यता वाली सामग्रियों के लिए लाभदायक होते हैं।
4.0सामग्री के गुण कतरनी प्रदर्शन को कैसे प्रभावित करते हैं
4.1सामग्री की शक्ति और कतरनी क्षमता पर इसका प्रभाव
हल्के स्टील (उच्च UTS/YS) से अधिक मजबूत सामग्री के लिए आवश्यक है अवमूल्यन क्षमता.
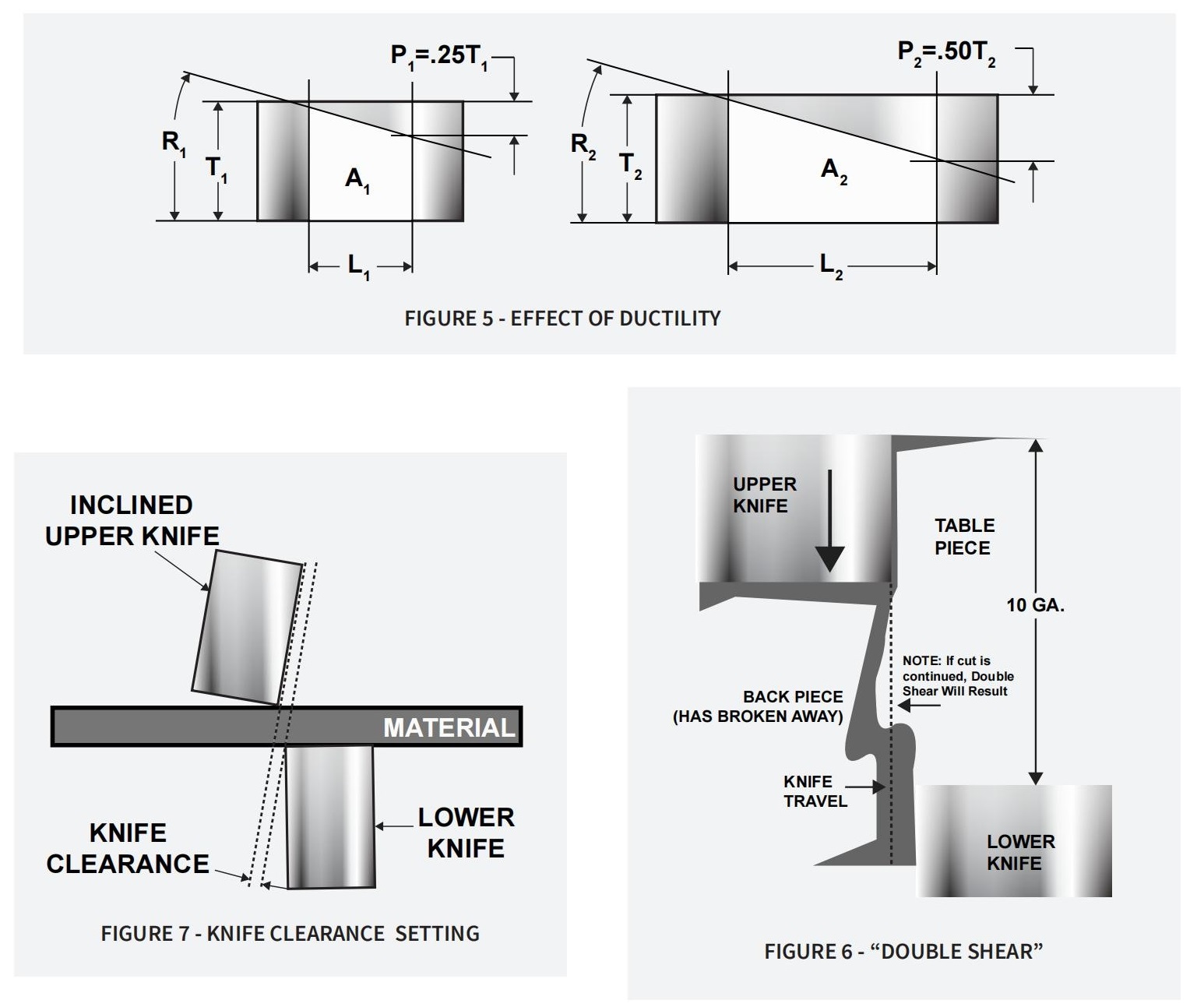
4.2शीट धातु काटने में लचीलापन और चाकू प्रवेश
35% से अधिक बढ़ाव वाली सामग्री गहरी चाकू पैठ के कारण कतरनी प्रदर्शन को कम करती है।
उदाहरणों में शामिल हैं:
- 1006, 1008, और कभी-कभी 1010/1012 कार्बन स्टील
- ASTM A283 ग्रेड A, A285 ग्रेड A, A570 ग्रेड 30 (जब बढ़ाव 35% से अधिक हो)
5.0कतरनी बल और धातु की मोटाई: क्या संबंध है?
कतरनी बल मोटाई के साथ द्विघात रूप से बढ़ता है:
बल ∝ मोटाई²
→ यदि T₂ = 2T₁ → बल₂ = 4 × बल₁
6.0मशीन के प्रकार के अनुसार न्यूनतम कतरनी मोटाई
न्यूनतम सीमाएँ चाकू की निकासी और तीखेपन पर निर्भर करती हैं। उदाहरण:
| नमूना | गेज | इंच | मिमी |
| 375 एचएस | 26 जीए | 0.018″ | 0.45 |
| 500 एचएस | 22 जीए | 0.030″ | 0.76 |
| 750 एचएस | 20 जीए | 0.036″ | 0.91 |
| एसई सीरीज | 16 जीए | 0.060″ | 1.52 |
7.0शीट मेटल शियरिंग में चाकू की क्लीयरेंस क्यों मायने रखती है?
चाकू की उचित निकासी से साफ, सुसंगत कट सुनिश्चित होता है।
- बहुत छोटी: दोहरा कतरनी, गड़गड़ाहट, तेजी से घिसाव
- बहुत अधिक: गलत कट, तह
7.1कतरनी प्रकार के अनुसार अनुशंसित चाकू निकासी सेटिंग्स:
- यांत्रिक कैंची: 7%सामग्री की मोटाई
- हाइड्रोलिक कैंची: 7–151टीपी3टी, टेबल शिम के साथ समायोज्य
स्टेनलेस स्टील के लिए, गड़गड़ाहट और कठोरता को रोकने के लिए न्यूनतम निकासी बनाए रखें।
8.0कतरनी चाकू के प्रकार और उनके अनुप्रयोग
चाकू की सही सामग्री का चयन संतुलन बनाता है प्रतिरोध पहन और आघात प्रतिरोध.
| प्रकार | प्रतिरोध पहन | आघात प्रतिरोध | आदर्श उपयोग |
| ए | उच्चतम | सबसे कम | पतला हल्का/स्टेनलेस स्टील |
| बी | उच्च | कम | हल्के स्टेनलेस या एल्यूमीनियम |
| सी | मध्यम | मध्यम | सामान्य प्रयोजन काटने |
| डी | कम | उच्च | उच्च-झटका अनुप्रयोगों |
| ई | सबसे कम | उच्चतम | घर्षणकारी, भंगुर, या उच्च-प्रभाव वाली सामग्री |
| एस | मध्यम | बहुत ऊँचा | स्टेनलेस, इनकोनेल, हेस्टेलॉय, तन्य मिश्रधातु |
बार-बार स्टेनलेस स्टील काटने के लिए (विशेष रूप से >50% उपयोग) टाइप S की सिफारिश की जाती है।
हल्के गेज वाले स्टेनलेस स्टील (≤10 GA) के लिए, टाइप A पर्याप्त हो सकता है।
9.0चाकू के पहनने, निरीक्षण और रखरखाव की आवश्यक बातें
कुंद या क्षतिग्रस्त चाकू काटने की शक्ति बढ़ा देते हैं और मशीनों को नुकसान पहुंचा सकते हैं।
9.1चाकू के सामान्य घिसाव के संकेतक
- कपिंग
- उज्ज्वल क्षेत्र (दोहरे कतरनी को इंगित करें)
- खराब किनारा खत्म
9.2चाकू के घिसने में तेजी लाने वाले कारक:
- ज्वाला-कट या कठोर सामग्री
- पैटर्न वाली चादरें (जैसे, ट्रेड प्लेट)
- अनुचित निकासी
- कटिंग सामग्री >300 BHN
9.3कतरनी बल पर बैक पीस की गहराई का प्रभाव:
- चाकू को नियमित रूप से घुमाएं और तेज करें
- चौकोर भुजाओं के पास मॉनिटर का घिसाव
- 360 BHN से अधिक ऊँची AR प्लेटों को काटने से बचें

10.0धातु कतरनी में कार्य कठोरता को समझना
बैक पीस की गहराई ब्लेड से सामग्री के पीछे वाले किनारे तक की दूरी है:
- अधिक गहराई → अधिक आवश्यक बल
- भारी या लचीली सामग्री के समर्थन के लिए वायवीय टेबल या कोने वाले आर्म का उपयोग करें
11.0कार्य कठोरता के प्रभाव
स्टेनलेस स्टील और निकल मिश्र धातुओं जैसी कठोर सामग्री को सतह की बढ़ी हुई कठोरता के कारण कतरने के लिए अधिक बल की आवश्यकता होती है। इसे कम करने के लिए उच्च आघात-प्रतिरोधी और उपयुक्त रेक सेटिंग्स वाले चाकू का उपयोग करें।
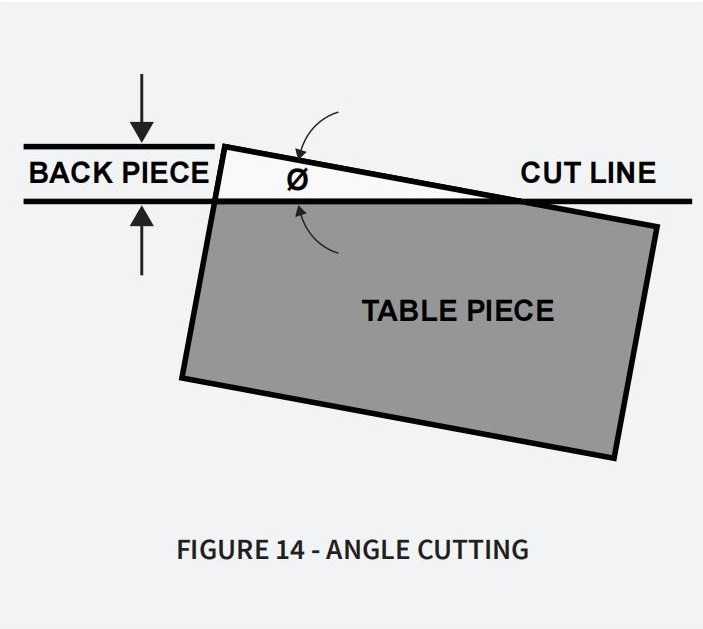
12.0बचने योग्य कार्य
| अभ्यास | जोखिम |
| ट्रिम कट < 0.125″ | बढ़ा हुआ भार, सामग्री फँसना |
| पतली चादरों पर चाकू की बड़ी निकासी | साफ कट के बजाय पोंछना |
| बहु-परत काटने | खराब कट गुणवत्ता, मशीन ओवरलोड |
| कोण कट < 20° | स्लिवर्स, कतरनी विफलता |
13.0कतरनी क्षमता बनाम चाकू क्षमता: क्या अंतर है?
इस अंतर को समझने से समयपूर्व विफलता से बचा जा सकता है:
| पैरामीटर | को नियंत्रित करता है | पर निर्भर करता है |
| कतरनी क्षमता | मशीन | मोटाई² × कतरनी शक्ति × रेक कोण |
| चाकू की क्षमता | चाकू की सामग्री | मोटाई × कतरनी शक्ति (रेक से स्वतंत्र) |
हाइड्रोलिक मॉडल में अक्सर ओवरलोड सुरक्षा होती है। हालाँकि, रुकने से चाकू का घिसाव बढ़ जाता है।
14.0सामान्य कतरनी क्षमता संदर्भ तालिका (अंश)
| एएसटीएम ग्रेड | तन्य शक्ति (ksi) | उपज शक्ति (ksi) | न्यूनतम विस्तार (2″ में %) | रेटेड माइल्ड स्टील मोटाई | समतुल्य अधिकतम क्षमता (इंच में) |
|---|---|---|---|---|---|
| ए36 | 58–80 | 36–51 | 23 | 0.188″ (लगभग 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| ए514 | 110–130 | ≥110 | 18 | 0.188″ (लगभग 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 ग्रेड 50 | ≥65 | ≥50 | 21 | 0.188″ (लगभग 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
उपयोग नोट:
यह चार्ट हाइड्रोलिक शियर, मैकेनिकल शियर और सीएनसी-नियंत्रित शियरिंग प्रणालियों सहित धातु शियरिंग मशीनों पर विभिन्न ASTM स्टील ग्रेड के लिए अधिकतम शियरेबल मोटाई का अनुमान लगाने के लिए है।
"समतुल्य अधिकतम क्षमता" आधार रेखा सामग्री के रूप में हल्के स्टील पर आधारित विशिष्ट कतरनी रेटिंग को दर्शाती है।
14.1उदाहरण:
- 250″ A572 ग्रेड 65→ इसके लिए कतरनी रेटेड की आवश्यकता है 0.375″ माइल्ड स्टील
- टी-1 (एएसटीएम ए514)एक पर 750″ कतरनी → अधिकतम क्षमता: 0.625″
15.0स्टील कतरनी क्षमता संदर्भ तालिका
| इस्पात श्रेणी | तन्य शक्ति (ksi) | उपज शक्ति (ksi) | न्यूनतम बढ़ाव (%) | 12 जीए (0.1046″) | 10 जीए (0.1345″) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS प्रकार A/B/C | एन एस | 20–40 | 30 | 12 जीए | 10 जीए | 7 जीए | 0.250 | – | – | – | – | – | – | – |
| ए1008 डीडीएस | एन एस | 17–29 | 38 | 14 जीए | 12 जीए | 10 जीए | 0.250 | – | – | – | – | – | – | – |
| A1008 एसएस ग्रेड 40 | 52 मिनट | 40 मिनट | 20 | 12 जीए | 10 जीए | 7 जीए | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS ग्रेड 50 Cl. 1 | 65 मिनट | 50 मिनट | 20 | 13 जीए | 11 जीए | 8 जीए | 5 जीए | – | – | – | – | – | – | – |
| A1011 एसएस ग्रेड 36 टाइप 2 | 58–80 | 36–51 | 21 | 12 जीए | 10 जीए | 7 जीए | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS ग्रेड 70 Cl. 1 | 85 मिनट | 70 मिनट | 14 | 14 जीए | 12 जीए | 9 जीए | 7 जीए | – | – | – | – | – | – | – |
| A1011 HSLAS-F ग्रेड 80 | 90 मिनट | 80 मिनट | 18 | 14 जीए | 12 जीए | 10 जीए | 7 जीए | 0.281 | 0.375 | 0.500 | – | – | – | – |
नोट्स:
यह तालिका सामग्री के यांत्रिक गुणों के आधार पर अनुमानित कतरनी मोटाई के लिए सामान्य दिशानिर्देश प्रदान करती है।
मान नाममात्र हैं और इन्हें विशिष्ट कटिंग मशीन की क्षमता और ब्लेड विन्यास के आधार पर सत्यापित किया जाना चाहिए।
GA (गेज) संदर्भ अनुमानित हैं और मानक के अनुसार भिन्न हो सकते हैं (उदाहरण के लिए, यूएस स्टील गेज बनाम निर्माता विनिर्देश)।
कतरनी प्रदर्शन रेक कोण, ब्लेड क्लीयरेंस, ब्लेड की स्थिति और सामग्री की कठोरता से प्रभावित होता है।
16.0वैकल्पिक कतरनी सुविधाएँ जो काटने की सटीकता में सुधार करती हैं
- कैप्टिव टेबल शिम्स तेजी से चाकू निकासी समायोजन के लिए
- पावर नाइफ क्लीयरेंस(स्वचालित मॉडल)
- वायवीय शीट का समर्थन करता है बड़ी या लचीली सामग्रियों को संभालने के लिए
- पीछे का कोना का समर्थन करता है मोटे या नमनीय स्टॉक पर विरूपण को रोकने के लिए
17.0अंतिम सारांश: सुरक्षित और कुशल बाल काटने के लिए सर्वोत्तम अभ्यास
- अधिकतम रेक कोण से शुरू करें, फिर कट की गुणवत्ता के आधार पर इसे कम करें
- चाकू के प्रकार का मिलान हमेशा सामग्री और मोटाई से करें
- चाकूओं के घिसाव पर नज़र रखें, निकासी बनाए रखें, और चाकूओं को नियमित रूप से घुमाएँ
- कभी भी निर्धारित कतरनी या चाकू क्षमता से अधिक न करें
इन सिद्धांतों को लागू करके और कतरनी के पीछे की भौतिकी को समझकर, ऑपरेटर अपने काटने वाले उपकरणों का सुरक्षित, सटीक और दीर्घकालिक प्रदर्शन सुनिश्चित कर सकते हैं।




