

उच्च-प्रदर्शन बियरिंग्स का व्यापक रूप से ऑटोमोटिव, प्रिसिज़न मशीन टूल्स और पवन ऊर्जा जैसे महत्वपूर्ण औद्योगिक क्षेत्रों में उपयोग किया जाता है। प्रिसिज़न रिंग रोलिंग, एक उन्नत रोटरी फॉर्मिंग तकनीक, सीमलेस बियरिंग रिंग्स के उत्पादन में प्रयुक्त होती है, जिससे बियरिंग्स का समग्र सेवा जीवन बढ़ जाता है।
यह आलेख विभिन्न आकार श्रेणियों के बीयरिंगों के लिए डिज़ाइन की गई तीन परिशुद्धता रिंग रोलिंग विधियों की रूपरेखा प्रस्तुत करता है:
- कोल्ड रिंग रोलिंग: छोटे आकार के बीयरिंगों के उत्पादन के लिए लागू।
- हॉट रेडियल रिंग रोलिंगमध्यम आकार के बीयरिंगों के लिए उपयुक्त।
- हॉट रेडियल-एक्सियल रिंग रोलिंग: बड़े आकार के बीयरिंगों के लिए उपयोग किया जाता है।
0.1परिचय
बेयरिंग मूलभूत यांत्रिक घटक हैं जो भार वहन और शक्ति संचारित करने के लिए उत्तरदायी होते हैं, और मशीन टूल्स, ऑटोमोटिव, रेलवे, जहाज निर्माण, ऊर्जा और एयरोस्पेस जैसे उद्योगों में व्यापक रूप से उपयोग किए जाते हैं। उन्नत अनुप्रयोगों में—जिसमें सटीक सीएनसी मशीन टूल्स, हाई-स्पीड रेल, पवन ऊर्जा और विमान इंजन शामिल हैं—बेयरिंग को न केवल उच्च आयामी सटीकता प्राप्त करनी चाहिए, बल्कि उच्च गति, भारी भार, उच्च तापमान और प्रभाव बलों जैसी कठोर परिचालन स्थितियों में लंबी सेवा जीवन और विश्वसनीय प्रदर्शन भी सुनिश्चित करना चाहिए। इन बेयरिंग को सामान्यतः इस प्रकार परिभाषित किया जाता है: उच्च-प्रदर्शन बीयरिंगउच्च प्रदर्शन बीयरिंगों का तकनीकी स्तर न केवल बीयरिंग उत्पादों के मुख्य प्रदर्शन को दर्शाता है, बल्कि कुछ हद तक, एक विशिष्ट विनिर्माण क्षेत्र की औद्योगिक क्षमता को भी इंगित करता है।
संरचनात्मक रूप से, बियरिंग्स में आमतौर पर बियरिंग रिंग, रोलिंग एलिमेंट और केज होते हैं। इनमें से, बियरिंग रिंग एक आवश्यक आधार घटक के रूप में कार्य करती है, जो कुल असर भार और लागत का 60%–70%परिणामस्वरूप, बेयरिंग रिंगों की सटीकता और प्रदर्शन सीधे तौर पर बेयरिंग की समग्र गुणवत्ता निर्धारित करते हैं। बेयरिंग रिंगों के पारंपरिक निर्माण मार्ग—“फोर्जिंग ब्लैंक्स + मशीनिंग”—में उच्च ऊर्जा खपत, कम सामग्री उपयोग, कम उत्पादन क्षमता, खुरदरी और असमान सूक्ष्म संरचना, अपूर्ण कण प्रवाह और निम्न यांत्रिक गुण जैसी सामान्य कमियाँ होती हैं। ये सीमाएँ उच्च-प्रदर्शन बेयरिंगों की कठोर आवश्यकताओं को पूरा करना कठिन बना देती हैं।
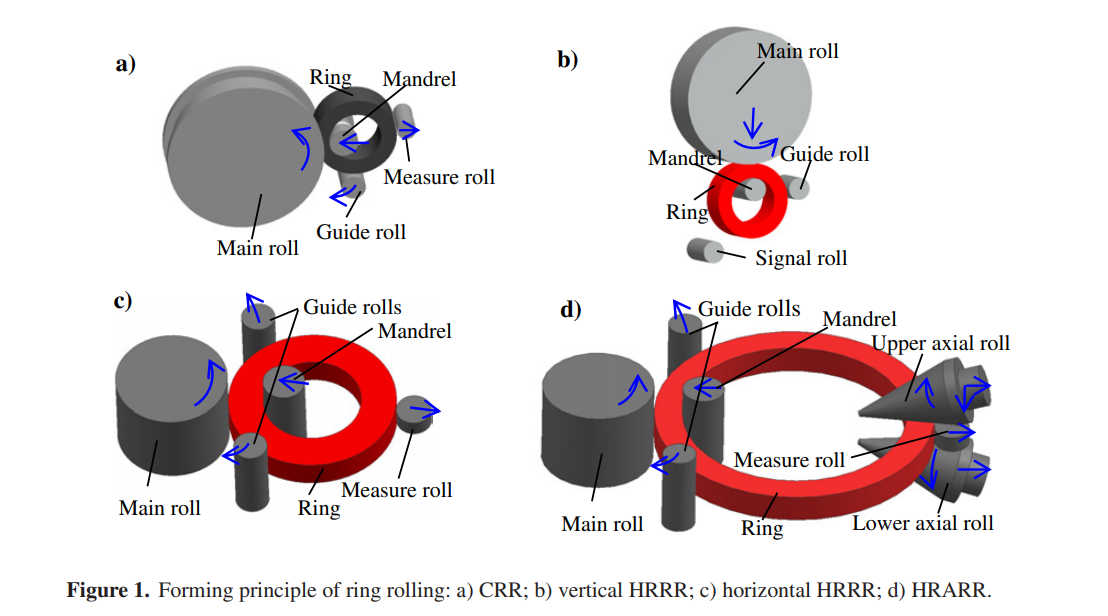
चित्र 1 - रिंग रोलिंग सिद्धांतों का योजनाबद्ध आरेख: क) कोल्ड रिंग रोलिंग (सीआरआर);ख) वर्टिकल हॉट रेडियल रिंग रोलिंग (एचआरआरआर);ग) हॉरिजॉन्टल हॉट रेडियल रिंग रोलिंग (एचआरआरआर);घ) हॉट रेडियल-एक्सियल रिंग रोलिंग (एचआरएआरआर)।
रिंग रोलिंग तकनीकसीमलेस रिंगों के लिए एक सटीक रोटरी निर्माण विधि, रैखिक फ़ीड के साथ संयुक्त रोल के घूर्णन द्वारा संचालित स्थानीयकृत प्लास्टिक विरूपण के सिद्धांत पर आधारित है। यह प्रक्रिया दीवार की मोटाई को कम करने, व्यास को बढ़ाने और रिंग प्रोफाइल को आकार देने में सक्षम बनाती है, जिससे अंततः वांछित ज्यामिति और सूक्ष्म संरचनात्मक गुण प्राप्त होते हैं। बेयरिंग रिंग उत्पादन में रिंग रोलिंग को लागू करके, ऊर्जा की खपत और सामग्री की लागत को कम किया जा सकता है जबकि उत्पादन क्षमता और यांत्रिक प्रदर्शन में सुधार होता है, जिसके परिणामस्वरूप बेयरिंग का सेवा जीवन बढ़ जाता है। रिंग-रोल्ड बेयरिंग रिंग सघन सूक्ष्म संरचनाएं और रेसवे दिशा के साथ संरेखित अनाज प्रवाह प्रदर्शित करते हैं। आज, बेयरिंग रिंग निर्माण में रिंग रोलिंग को व्यापक रूप से अपनाया गया है, जो उच्च-प्रदर्शन बेयरिंग के लिए अपरिहार्य उन्नत निर्माण तकनीकों में से एक बन गया है।
1.0बेयरिंग रिंगों के लिए विशिष्ट रिंग रोलिंग तकनीकें
1.1छोटे आकार के बेयरिंग रिंगों के लिए कोल्ड रिंग रोलिंग (सीआरआर)
कोल्ड रिंग रोलिंग (सीआरआर) एक उन्नत रोटरी निर्माण प्रक्रिया है जो विशेष सीआरआर मिलों का उपयोग करके कमरे के तापमान पर की जाती है। रेडियल रोल पास की बाध्यता के तहत, रिंग निरंतर स्थानीयकृत संपीड़न से गुजरती है, जिसके परिणामस्वरूप रेडियल मोटाई में क्रमिक कमी, व्यास में एक साथ वृद्धि, और लक्षित अनुप्रस्थ काट आकार का क्रमिक निर्माण होता है।
सीआरआर मिल के प्रमुख घटकों में शामिल हैं: मुख्य रोल प्रणाली, मैंड्रेल प्रणाली, गाइड प्रणाली, मापन प्रणाली, मशीन फ्रेम, और शक्ति एवं नियंत्रण प्रणाली। रोलिंग के दौरान, मुख्य रोल सक्रिय घूर्णन प्रदान करता है, जबकि मैंड्रेल एक निर्धारित दिशा में रैखिक रूप से फ़ीड करता है। रिंग के व्यास के विस्तार के साथ गाइड रोल अपनी स्थिति समायोजित करते हैं, और मापन रोल व्यास में परिवर्तन की निरंतर निगरानी करता है। पूर्व निर्धारित व्यास तक पहुँचने पर, रोलिंग प्रक्रिया समाप्त हो जाती है।
आवेदन रेंज: सीआरआर मुख्यतः 250 मिमी से कम व्यास वाले छोटे बियरिंग रिंगों के उत्पादन के लिए उपयुक्त है।
1.2मध्यम आकार के बेयरिंग रिंगों के लिए हॉट रेडियल रिंग रोलिंग (HRRR)
हॉट रेडियल रिंग रोलिंग (HRRR) एक सटीक निर्माण प्रक्रिया है जो HRRR मिलों का उपयोग करके उच्च तापमान पर की जाती है। CRR की तरह, HRRR में भी स्थानीयकृत संपीड़न लागू करने, रेडियल मोटाई कम करने, व्यास बढ़ाने और अनुप्रस्थ काट को आकार देने के लिए रेडियल रोल पास का उपयोग किया जाता है।
रोल अक्षों के सापेक्ष अभिविन्यास और क्षैतिज दिशा के आधार पर, एचआरआरआर मिलों को निम्न में वर्गीकृत किया गया है:
- वर्टिकल एचआरआरआर मिल: रोल अक्ष क्षैतिज तल के समानांतर होते हैं। रोलिंग के दौरान, मुख्य रोल रैखिक फ़ीड के साथ सक्रिय घूर्णन करता है, जबकि मैंड्रेल निष्क्रिय रूप से घूमता है। गाइड रोल मुख्य रोल के आउटलेट की ओर स्थित होता है, और सिग्नल रोल गाइड रोल के विपरीत स्थित होता है। जब रिंग का व्यास सिग्नल रोल से संपर्क करने के लिए फैल जाता है, तो रोलिंग रुक जाती है।
- क्षैतिज HRRR मिल: रोल अक्ष क्षैतिज तल के लंबवत होते हैं। मुख्य रोल सक्रिय रूप से घूमता है, जबकि मैंड्रेल रैखिक फ़ीड करता है। मुख्य रोल के दोनों ओर दो गाइड रोल सममित रूप से व्यवस्थित होते हैं, जो व्यास बढ़ने पर अपनी स्थिति समायोजित करते हैं। वास्तविक समय में व्यास की निगरानी के लिए सिग्नल रोल को मुख्य रोल के विपरीत रखा जाता है। पूर्व निर्धारित व्यास तक पहुँचने पर रोलिंग समाप्त हो जाती है।
आवेदन रेंज: एचआरआरआर का उपयोग मुख्य रूप से 50 मिमी और 1000 मिमी के बीच व्यास वाले मध्यम आकार के बेयरिंग रिंगों के निर्माण के लिए किया जाता है।
1.3बड़े आकार के बेयरिंग रिंगों के लिए हॉट रेडियल-एक्सियल रिंग रोलिंग (HRARR)
हॉट रेडियल-एक्सियल रिंग रोलिंग (HRARR) एक उन्नत रोटरी फॉर्मिंग प्रक्रिया है जो HRARR मिलों का उपयोग करके उच्च तापमान पर की जाती है। विशुद्ध रूप से रेडियल रोलिंग के विपरीत, HRARR रेडियल और एक्सियल दोनों रोल पास को जोड़ती है, जिससे रेडियल मोटाई और एक्सियल ऊँचाई में एक साथ कमी आती है और व्यास में वृद्धि होती है, जिससे अंततः वांछित क्रॉस-सेक्शनल प्रोफ़ाइल बनती है।
एचआरएआरआर और क्षैतिज एचआरआरआर मिलों के बीच मुख्य अंतर रिंग की ऊँचाई को समायोजित करने के लिए अक्षीय रोल की एक जोड़ी को जोड़ने में निहित है। रोलिंग के दौरान, ऊपरी अक्षीय रोल नीचे की ओर रैखिक फ़ीड के साथ संयुक्त सक्रिय रोटेशन करता है, जबकि निचला अक्षीय रोल बिना किसी फीडिंग के सक्रिय रूप से घूमता है। दोनों अक्षीय रोल अक्षीय फ्रेम पर लगे होते हैं और विस्तारित रिंग व्यास के साथ तालमेल बिठाते हुए बाहर की ओर गति करते हैं।
आवेदन रेंज: HRARR का उपयोग मुख्यतः 1000 मिमी से अधिक व्यास वाले बड़े बियरिंग रिंगों के उत्पादन के लिए किया जाता है।
2.0बेयरिंग रिंग निर्माण में सटीक रिंग रोलिंग प्रौद्योगिकी का विकास और अनुप्रयोग
वैश्विक दृष्टिकोण से, एशिया के कुछ क्षेत्र बियरिंग्स के लिए प्रमुख अंतरराष्ट्रीय बाज़ार और विनिर्माण केंद्र के रूप में कार्य करते हैं। इस क्षेत्र का बियरिंग बाज़ार लगभग वैश्विक कुल का 10%, वार्षिक उत्पादन के करीब पहुंचने के साथ 20 अरब इकाइयाँ और वार्षिक उत्पादन मूल्य से अधिक $30 बिलियनविनिर्माण में वैश्वीकरण और सतत विकास के रुझान के जवाब में, यह क्षेत्र अपने असर उद्योग को "पैमाने-उन्मुख" मॉडल से "प्रौद्योगिकी-उन्मुख" मॉडल में परिवर्तित कर रहा है, धीरे-धीरे उच्च अंत असर उत्पादन के लिए घरेलू क्षमता को बढ़ा रहा है।
इस पृष्ठभूमि में, स्थानीय बियरिंग निर्माताओं, विश्वविद्यालयों और अनुसंधान संस्थानों ने सहयोगात्मक अनुसंधान किया है, जो इस पर केंद्रित है स्वतंत्र रूप से परिशुद्धता रिंग रोलिंग प्रौद्योगिकियों का विकास उच्च-प्रदर्शन बियरिंग उत्पादन के लिए। प्रमुख क्षेत्रों में महत्वपूर्ण तकनीकी सफलताएँ हासिल की गई हैं, जिनमें शामिल हैं कोल्ड रिंग रोलिंग, हॉट रेडियल रिंग रोलिंग, और हॉट रेडियल-एक्सियल रिंग रोलिंगजिसके परिणाम पहले से ही व्यावहारिक उत्पादन में लागू किये जा चुके हैं।
2.1छोटे और मध्यम आकार के बेयरिंग रिंगों के लिए सटीक कोल्ड रिंग रोलिंग तकनीक
सटीक कोल्ड रिंग रोलिंग प्रक्रिया
अंतरराष्ट्रीय अर्ध-परिशुद्धता कोल्ड रिंग रोलिंग प्रौद्योगिकी के आधार पर, अनुसंधान टीमों ने अभिनव रूप से एक विकसित किया है सटीक कोल्ड रिंग रोलिंग प्रक्रिया बेयरिंग रिंग उत्पादन के लिए अनुकूलित। मुख्य प्रक्रिया प्रवाह इस प्रकार है:
बार कटिंग → ब्लैंक की हॉट फोर्जिंग → प्री-ट्रीटमेंट → रफ टर्निंग → प्रिसिजन कोल्ड रिंग रोलिंग → क्वेंचिंग → ग्राइंडिंग
यह प्रक्रिया निर्माण गुणवत्ता में सुधार करने के लिए रिक्त सटीकता के सख्त नियंत्रण पर जोर देती है, अंततः प्राप्त करती है निकट-नेट-आकार वाले असर वाले छल्लेइस प्रक्रिया के तकनीकी लाभों में शामिल हैं:
- बेहतर गठन सटीकता: रिंग ज्यामिति ग्रेड 7-8 तक पहुंच सकती है, सतह खुरदरापन नियंत्रित किया जा सकता है रा 0.8–1.6 μm, जो पारंपरिक अर्ध-परिशुद्धता कोल्ड रिंग रोलिंग पर 1-2 ग्रेड सुधार का प्रतिनिधित्व करता है।
- अनुकूलित संसाधन दक्षता: रेसवे को बिना किसी मोड़ के सीधे रिंग रोलिंग द्वारा बनाया जा सकता है, जिससे सामग्री की बर्बादी और मशीनिंग समय में प्रभावी रूप से कमी आती है।
- उन्नत यांत्रिक प्रदर्शन: परिशुद्ध शीत वलय रोलिंग द्वारा निर्मित रेसवे सघन सूक्ष्म संरचनाओं और सतत धातु प्रवाह रेखाओं को बनाए रखते हैं, जिससे टर्निंग के कारण होने वाले यांत्रिक गुणों में गिरावट से बचा जा सकता है।


चित्र 2. a) एक नया इलेक्ट्रोमैकेनिकल सर्वो एनसी परिशुद्धता सीआरआर मिल; b) मशीन टूल और ऑटोमोबाइल बेयरिंग रिंग्स
सटीक कोल्ड रिंग रोलिंग उपकरण
अनुसंधान टीमों ने स्वतंत्र रूप से विकसित किया है नई सीएनसी परिशुद्धता कोल्ड रिंग रोलिंग मिलों, एक अभिनव विशेषता "सर्वो मोटर - रिड्यूसर - उच्च-शक्ति बॉल स्क्रू" ड्राइव-फीड सिस्टम जो मुख्य ड्राइव-फीड तंत्र के रूप में पारंपरिक हाइड्रोलिक सर्वो प्रणालियों की जगह लेता है। यह डिज़ाइन सक्षम बनाता है 50-टन भार की स्थिति में सटीक फीडिंग, फ़ीड सटीकता प्राप्त करना 0.005 मिमी और मशीनिंग सटीकता φ100 ± 0.02 मिमी, कई तुलनीय अंतरराष्ट्रीय परिशुद्धता कोल्ड रिंग रोलिंग मशीनों (आमतौर पर φ100 ± 0.1 मिमी) को पार कर गया।
नई कोल्ड रिंग रोलिंग मिल पारंपरिक मिलों की सीमाओं को दूर करती है जो मुख्य रूप से ड्राइव-फीड के लिए हाइड्रोलिक सिलेंडरों पर निर्भर करती हैं, यह सुनिश्चित करती है सटीक शीत रिंग रोलिंग के दौरान स्थिर गठन और मिल के संरचनात्मक डिज़ाइन और निर्माण विधियों में उन्नयन को बढ़ावा दे रहा है। इस तकनीक और उपकरणों के आधार पर, कंपनियों ने बॉल बेयरिंग रिंग, रोलर बेयरिंग रिंग और जॉइंट बेयरिंग रिंग का बड़े पैमाने पर उत्पादन, उत्पादों का व्यापक रूप से उपयोग किया जाता है उच्च-प्रदर्शन मशीन टूल बेयरिंग और ऑटोमोटिव बेयरिंग, और जैसे अग्रणी अंतरराष्ट्रीय असर निर्माताओं को निर्यात किया एसकेएफ, एफएजी, एनएसके, और टिमकेन.
सटीक कोल्ड रिंग रोलिंग में प्रमुख प्रौद्योगिकियां
उच्च प्रदर्शन वाले बेयरिंग रिंगों की सटीक कोल्ड रिंग रोलिंग के लिए मुख्य प्रौद्योगिकियों में शामिल हैं:
- बियरिंग स्टील के कमरे के तापमान पर ठंडे विरूपण के लिए उच्च प्लास्टिसिटी पूर्व उपचार।
- दीर्घ-आयु रोल पास प्रोफाइल का डिजाइन और विनिर्माण।
- परिशुद्ध शीत रिंग रोलिंग के लिए अनुकूलित प्रक्रिया पैरामीटर डिजाइन।
- कोल्ड रिंग रोलिंग के दौरान ऑनलाइन परिशुद्धता मापन और बंद-लूप नियंत्रण.
2.2बड़े आकार के विशेष बियरिंग रिंगों के लिए सटीक हॉट रेडियल रिंग रोलिंग तकनीक
सटीक हॉट रेडियल रिंग रोलिंग प्रक्रिया
उच्च गति वाले रेलवे इंजनों और भारी मालवाहक डिब्बों में इस्तेमाल होने वाले बड़े टेपर्ड रोलर बेयरिंग रिंगों के लिए, पारंपरिक हॉट रिंग रोलिंग प्रक्रियाओं में शुरुआत में रिंग को एक सरलीकृत क्रॉस-सेक्शन में रोल करना पड़ता है, और फिर पूरी प्रोफ़ाइल प्राप्त करने के लिए मशीनिंग की जाती है, जिसके परिणामस्वरूप तकनीकी और आर्थिक दक्षता कम हो जाती है। इस समस्या का समाधान करने के लिए, अनुसंधान टीमों ने एक विकसित किया है। परिशुद्धता गर्म रेडियल रिंग रोलिंग (HRRR) प्रक्रिया विशेष रूप से ऐसे छल्लों के लिए। मुख्य प्रक्रिया प्रवाह इस प्रकार है:
बार कटिंग → ब्लैंक का हॉट एक्सट्रूज़न → सटीक हॉट रेडियल रिंग रोलिंग → मशीनिंग → हीट ट्रीटमेंट → ग्राइंडिंग
रिक्त आयामी सटीकता में सुधार और गर्म रेडियल रिंग रोलिंग प्रक्रिया के नियंत्रण को अनुकूलित करके, यह विधि सक्षम बनाती है जटिल क्रॉस-सेक्शन का प्रत्यक्ष निर्माण, बाद की मशीनिंग को महत्वपूर्ण रूप से कम करता है और उत्पाद के प्रदर्शन को बेहतर बनाता है। पारंपरिक हॉट रेडियल रिंग रोलिंग की तुलना में, इस प्रक्रिया से निम्नलिखित प्राप्त होते हैं:
- सामग्री उपयोग में सुधार:15%–20% वृद्धि.
- उत्पादन क्षमता:3× अधिक.
- उत्पादन लागत में कमी: लगभग 20%.


चित्र 3. a) एक नया इलेक्ट्रोमैकेनिकल सर्वो NC परिशुद्धता HRRR मिल; b) परिशुद्धता HRRR द्वारा निर्मित उच्च गति रेल बेयरिंग रिंग
सटीक हॉट रेडियल रिंग रोलिंग उपकरण
सीएनसी परिशुद्धता कोल्ड रिंग रोलिंग मिलों के अनुसंधान के आधार पर, टीम ने आगे विकास किया सीएनसी परिशुद्धता गर्म रेडियल रिंग रोलिंग मिलोंप्रमुख नवाचारों में शामिल हैं:
- पारंपरिक हाइड्रोलिक सर्वो प्रणालियों के प्रतिस्थापन इलेक्ट्रोमैकेनिकल सर्वो सिस्टम मुख्य ड्राइव-फीड तंत्र के रूप में, प्राप्त करना 0.01 मिमी की फ़ीड सटीकता और सटीकता को नियंत्रित करना φ100 ± 0.25 मिमी.
- उन्नत स्वचालित माप और नियंत्रण कार्य, अर्ध-सीएनसी मिलों में प्रयुक्त मैनुअल संचालन की जगह, स्थिर रिंग आयामी सटीकता सुनिश्चित करना और हॉट रिंग रोलिंग प्रक्रिया के स्वचालन को बढ़ाना।
इस तकनीक और उपकरणों के आधार पर, कंपनियों ने महसूस किया है टेपर्ड रोलर बेयरिंग, बेलनाकार रोलर बेयरिंग और बॉल बेयरिंग का बड़े पैमाने पर उत्पादन, उच्च प्रदर्शन असर विनिर्माण में अनुप्रयोगों के साथ उच्च गति रेल, सटीक मशीन उपकरण, और भारी-भरकम धातुकर्म रोलिंग मिलें.
सटीक हॉट रेडियल रिंग रोलिंग में प्रमुख प्रौद्योगिकियां
उच्च प्रदर्शन वाले बेयरिंग रिंगों की सटीक हॉट रेडियल रिंग रोलिंग के लिए मुख्य प्रौद्योगिकियों में शामिल हैं:
- परिशुद्धता ब्लैंकिंग प्रक्रिया और गर्म रेडियल रिंग रोलिंग प्रक्रिया का मिलान डिजाइन।
- गर्म रिंग रोलिंग प्रक्रिया के दौरान सटीक शीतलन नियंत्रण।
- गर्म रेडियल रिंग रोलिंग प्रक्रिया का ऑनलाइन सटीक माप और गतिशील नियंत्रण।
2.3अल्ट्रा-लार्ज बेयरिंग रिंग्स के लिए सटीक हॉट रेडियल-एक्सियल रिंग रोलिंग तकनीक
सटीक गर्म रेडियल-अक्षीय रिंग रोलिंग प्रक्रिया
1 मीटर से अधिक व्यास वाले अति-बड़े पवन टरबाइन बीयरिंगों के लिए, पारंपरिक विनिर्माण प्रक्रिया में आमतौर पर शामिल हैं:
बार कटिंग → बार हीटिंग → ब्लैंक की फ्री फोर्जिंग → मैंड्रेल एक्सपेंशन → मशीनिंग
मैंड्रेल विस्तार चरण में कई हीटिंग चक्रों की आवश्यकता होती है, जिसके परिणामस्वरूप उच्च ऊर्जा खपत, महत्वपूर्ण सामग्री हानि, और लंबे उत्पादन चक्रइसके अलावा, यह पूरी तरह से बेयरिंग रेसवे नहीं बना सकता है, जिसके कारण व्यापक अनुवर्ती मशीनिंग और उत्पाद प्रदर्शन सुनिश्चित करने में कठिनाई.
इन मुद्दों को संबोधित करने के लिए, अनुसंधान टीमों ने एक विकसित किया परिशुद्धता गर्म रेडियल-अक्षीय रिंग रोलिंग (HRARR) प्रक्रिया अति-बड़े बेयरिंग रिंगों के लिए। प्रारंभिक चरणों को बनाए रखते हुए बार कटिंग → बार हीटिंग → ब्लैंक की फ्री फोर्जिंगयह प्रक्रिया पारंपरिक मैंड्रेल विस्तार को प्रतिस्थापित करती है सटीक गर्म रेडियल-अक्षीय रिंग रोलिंग, सक्षम करना एकल-हीटिंग रोलिंग और प्रत्यक्ष रेसवे निर्माणइस प्रक्रिया के अनुप्रयोग से प्राप्त होता है:
- ऊर्जा बचत: 30%–40% कमी.
- सामग्री बचत: 25%–30% कमी.
- उत्पादन क्षमता: 5× से अधिक वृद्धि.
- उत्पादन लागत में कमी: लगभग 30%.
इसके अतिरिक्त, यह प्रक्रिया मैंड्रेल विस्तार की आकार सीमाओं पर काबू पाती है, जिससे अल्ट्रा-बड़े असर वाले छल्ले का निर्माण संभव हो जाता है जिनका व्यास 1000 मिमी से अधिक होता है। 5 मीटर.


चित्र 4. क) एक अति बड़े पैमाने पर HRARR मिल RAM 9000; ख) परिशुद्ध HRARR द्वारा निर्मित अति बड़े पैमाने पर पवन ऊर्जा बेयरिंग रिंग।
सटीक हॉट रेडियल-एक्सियल रिंग रोलिंग मशीन
टीम ने स्वतंत्र रूप से विकसित किया अल्ट्रा-बड़े सीएनसी परिशुद्धता गर्म रेडियल-अक्षीय रिंग रोलिंग मशीन(उदाहरण के लिए, RAM 9000)। प्रमुख तकनीकी विशिष्टताएँ अल्ट्रा-बड़े बेयरिंग रिंग्स की आवश्यकताओं को पूरा करती हैं:
- अधिकतम रिंग व्यास: 10 मीटर
- अधिकतम रिंग ऊंचाई: 1.7 मीटर
- रेडियल रोलिंग बल: 800 टन
- अक्षीय रोलिंग बल: 600 टन
इस तकनीक और उपकरणों के आधार पर, कंपनियों ने हासिल किया है बॉल बेयरिंग रिंग, व्हील बेयरिंग रिंग और 1 मीटर या उससे अधिक व्यास वाले अन्य अति-बड़े बेयरिंग रिंग का बड़े पैमाने पर उत्पादन, व्यापक रूप से लागू उच्च प्रदर्शन पवन टरबाइन बीयरिंग, और अग्रणी वैश्विक पवन ऊर्जा कंपनियों को निर्यात किया जाता है जैसे जनरल इलेक्ट्रिक (जीई, यूएसए) और वेस्टास (डेनमार्क).
सटीक हॉट रेडियल-एक्सियल रिंग रोलिंग में प्रमुख प्रौद्योगिकियां
परिशुद्धता गर्म रेडियल-अक्षीय रिंग रोलिंग द्वारा उत्पादित उच्च-प्रदर्शन बेयरिंग रिंगों के लिए मुख्य प्रौद्योगिकियों में शामिल हैं:
- छल्लों के रेडियल और अक्षीय विरूपण का मिलानित डिजाइन।
- एचआरएआरआर प्रक्रिया योजना और संक्रमण चरणों का अनुकूलन।
- HRARR प्रक्रिया का स्थिरता नियंत्रण।
3.0बेयरिंग रिंग निर्माण में सटीक रिंग रोलिंग प्रौद्योगिकी के विकास के रुझान
उन्नत प्रमुख उपकरणों के मुख्य घटक के रूप में, उच्च-प्रदर्शन बियरिंग्स, वैश्विक बियरिंग उद्योग में एक प्रमुख विकास दिशा का प्रतिनिधित्व करते हैं। उच्च-प्रदर्शन बियरिंग उत्पादों, प्रौद्योगिकी और बाज़ारों की उभरती माँगों को पूरा करने के लिए, बियरिंग रिंग निर्माण में परिशुद्धता रिंग रोलिंग प्रौद्योगिकी के विकास रुझानों में मुख्य रूप से निम्नलिखित तीन पहलू शामिल हैं:
3.1बड़े बियरिंग रिंगों के लिए कोल्ड रिंग रोलिंग प्रौद्योगिकी का विस्तार:
उच्च कार्बन क्रोमियम-बेयरिंग स्टील (GCr15) के कमरे के तापमान के गुणों के कारण, वर्तमान में कोल्ड रिंग रोलिंग द्वारा निर्मित बेयरिंग रिंगों का व्यास आम तौर पर इससे कम होता है φ250 मिमीभविष्य में, अनुसंधान को विकास पर ध्यान केंद्रित करना चाहिए 250 मिमी से 500 मिमी तक के व्यास वाले बड़े बेयरिंग रिंगों के लिए कोल्ड रिंग रोलिंग तकनीक और विशेष उपकरण, जबकि विभिन्न प्रकार के बेयरिंग रिंगों के लिए कोल्ड रिंग रोलिंग के अनुप्रयोग परिदृश्यों का और विस्तार किया गया है।
3.2हॉट रिंग रोलिंग प्रक्रियाओं में सटीक नियंत्रण प्रौद्योगिकी:
वर्तमान में, हॉट रिंग रोलिंग के दौरान प्रमुख प्रक्रिया स्थितियाँ - जैसे ब्लैंक तैयारी, रोलिंग और शीतलन - उतार-चढ़ाव के लिए प्रवण होती हैं, जिसके परिणामस्वरूप खराब स्थिरता होती है ज्यामितीय आयाम और सूक्ष्म संरचनात्मक गुण हॉट-रोल्ड बेयरिंग रिंग्स का। भविष्य के शोध से और मज़बूती मिलेगी हॉट रिंग रोलिंग के लिए नियंत्रण प्रौद्योगिकियां, प्राप्त करना रिंग ज्यामिति और सूक्ष्म संरचना का समन्वित नियंत्रण प्री-हीटिंग स्थितियों, रोलिंग के दौरान विरूपण मापदंडों और रोलिंग के बाद शीतलन दरों को सटीक रूप से विनियमित करके, लगातार उत्पाद प्रदर्शन सुनिश्चित करना।
3.3बेयरिंग रिंगों के लघु-प्रक्रिया विनिर्माण में नवाचार:
वर्तमान में, बड़े बियरिंग रिंगों के लिए ब्लैंक की तैयारी में आमतौर पर कई चरण शामिल होते हैं: गलाना → पिंड ढलाई → पिंड काटना → उलटना → छिद्रणजिसके परिणामस्वरूप उत्पादन चक्र लंबा हो जाता है। अपसेटिंग और पंचिंग से सामग्री का महत्वपूर्ण नुकसान होता है, और पूरी प्रक्रिया के दौरान बार-बार गर्म करने से उत्पादन चक्र बढ़ जाता है। ऊर्जा खपत और सामग्री का जलना, जबकि आंतरिक रिक्त गुणवत्ता को संभावित रूप से प्रभावित कर सकता है। इस समस्या का समाधान करने के लिए, “कास्टिंग-रोलिंग कम्पोजिट” प्रक्रिया प्रस्तावित किया गया है, जिससे कास्ट ब्लैंक का सीधा रोलिंगउत्पादन प्रक्रिया को महत्वपूर्ण रूप से छोटा करने, ब्लैंक लॉस को कम करने और उत्पादन दक्षता में सुधार करने के लिए कास्टिंग-रोलिंग कम्पोजिट तकनीक का उपयोग किया जा सकता है। अपने व्यापक तकनीकी लाभों के साथ, उम्मीद है कि कास्टिंग-रोलिंग कम्पोजिट तकनीक भविष्य में बेयरिंग रिंगों के लिए रिंग रोलिंग निर्माण में एक महत्वपूर्ण दिशा बनेगी।
4.0निष्कर्ष
उच्च-प्रदर्शन बियरिंग रिंगों के निर्माण में परिशुद्धता रिंग रोलिंग तकनीक एक आधारशिला बन गई है, जो निर्माण सटीकता, सामग्री उपयोग, यांत्रिक गुणों और उत्पादन दक्षता में महत्वपूर्ण लाभ प्रदान करती है। छोटे से लेकर अति-बड़े बियरिंग रिंगों तक, उन्नत प्रक्रियाएँ जैसे कोल्ड रिंग रोलिंग, हॉट रेडियल रिंग रोलिंग, और हॉट रेडियल-एक्सियल रिंग रोलिंग जटिल अनुप्रस्थ काटों को सीधे आकार देने में सक्षम बनाता है और साथ ही बाद में मशीनिंग की आवश्यकता को कम करता है। सीएनसी उपकरण, स्वचालित नियंत्रण और प्रक्रिया अनुकूलन में नवाचारों के साथ, सटीक रिंग रोलिंग न केवल बेयरिंग निर्माताओं की वैश्विक प्रतिस्पर्धात्मकता को बढ़ा रही है, बल्कि ऑटोमोटिव, एयरोस्पेस, पवन ऊर्जा, रेल और अन्य महत्वपूर्ण औद्योगिक क्षेत्रों में उच्च-प्रदर्शन बेयरिंग के विकास को भी गति दे रही है। भविष्य में, एकीकरण परिशुद्धता नियंत्रण, लघु-प्रक्रिया विनिर्माण, और कास्टिंग-रोलिंग समग्र प्रौद्योगिकियां रिंग रोलिंग की प्रयोज्यता और दक्षता का विस्तार करना जारी रखेगा, जिससे अगली पीढ़ी के बेयरिंग उत्पादन में एक आवश्यक प्रौद्योगिकी के रूप में इसकी भूमिका मजबूत होगी।
5.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न 1: परिशुद्ध रिंग रोलिंग क्या है?
A1: परिशुद्धता रिंग रोलिंग एक रोटरी बनाने की प्रक्रिया है जो दीवार की मोटाई को कम करने, व्यास को बढ़ाने और सीमलेस रिंगों के क्रॉस-सेक्शन को आकार देने के लिए घूर्णन रोल और रैखिक फ़ीड का उपयोग करती है, जिससे घने माइक्रोस्ट्रक्चर और अनुकूलित यांत्रिक गुणों के साथ उच्च गुणवत्ता वाले असर वाले रिंग का उत्पादन होता है।
प्रश्न 2: परिशुद्धता रिंग रोलिंग का उपयोग करके किस प्रकार के बेयरिंग रिंग का निर्माण किया जा सकता है?
A2: सटीक रिंग रोलिंग से छोटे, मध्यम, बड़े और अल्ट्रा-बड़े बेयरिंग रिंग का उत्पादन किया जा सकता है, जिसमें बॉल बेयरिंग रिंग, बेलनाकार और पतला रोलर बेयरिंग रिंग, और हाई-स्पीड रेल, पवन टर्बाइन और भारी मशीनरी अनुप्रयोगों के लिए विशेष रिंग शामिल हैं।
प्रश्न 3: परिशुद्धता रिंग रोलिंग के प्रमुख लाभ क्या हैं?
A3: प्रमुख लाभों में शामिल हैं:
- उच्च निर्माण सटीकता और निकट-शुद्ध-आकार उत्पादन
- बेहतर सामग्री उपयोग और कम मशीनिंग
- संरक्षित सूक्ष्म संरचना और निरंतर धातु प्रवाह के कारण उन्नत यांत्रिक प्रदर्शन
- उत्पादन क्षमता में वृद्धि और ऊर्जा खपत में कमी
प्रश्न 4: सटीक रिंग रोलिंग के साथ असर रिंग निर्माण में भविष्य के रुझान क्या हैं?
A4: प्रमुख प्रवृत्तियों में शामिल हैं:
- शीत वलय रोलिंग का बड़े व्यास तक विस्तार
- हॉट रिंग रोलिंग में सटीक नियंत्रण प्रौद्योगिकियां
- दक्षता में सुधार, सामग्री की हानि को कम करने और उत्पाद की निरंतर गुणवत्ता बनाए रखने के लिए लघु-प्रक्रिया विनिर्माण और कास्टिंग-रोलिंग समग्र तकनीकें
संदर्भ
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




