

1.0पंच क्यों टूटते या टूटते हैं?
पंच एक उच्च-शक्ति वाला उपकरण घटक है जो स्टैम्पिंग उपकरण पर लगाया जाता है, जिसका उपयोग मुख्य रूप से धातु की चादरों या अन्य सामग्रियों को विशिष्ट आकार में ढालने के लिए किया जाता है। पंचिंग कार्यों के दौरान, इसे महत्वपूर्ण कतरनी बलों और प्रभाव भार का सामना करना पड़ता है, जिससे इसके भौतिक गुणों, संरचनात्मक डिज़ाइन और उपयोग की स्थितियों पर कड़ी माँगें आती हैं।
हालाँकि आधुनिक पंच आमतौर पर आघात-प्रतिरोधी टूल स्टील से बने होते हैं और इन्हें सटीक मशीनिंग और ऊष्मा-उपचारित किया जाता है, फिर भी वास्तविक उपयोग के दौरान विभिन्न कारक छिलने, कोनों के टूटने या दरार पड़ने का कारण बन सकते हैं। ये खराबी न केवल उत्पाद की गुणवत्ता और उपकरण के जीवनकाल को प्रभावित करती हैं, बल्कि गंभीर सुरक्षा खतरे भी पैदा कर सकती हैं।
यह लेख पंच के टूटने या टूटने के सामान्य कारणों का व्यवस्थित विश्लेषण प्रस्तुत करता है। विशिष्ट पंचिंग उपकरणों और कार्यस्थल पर संचालन विधियों के साथ, यह पंच की सेवा जीवन बढ़ाने और सुरक्षित, स्थिर उत्पादन सुनिश्चित करने में मदद करने के लिए व्यावहारिक सुझाव भी प्रदान करता है।


2.0पंच क्रैकिंग/चिपिंग के सामान्य कारण और अनुशंसित समाधान
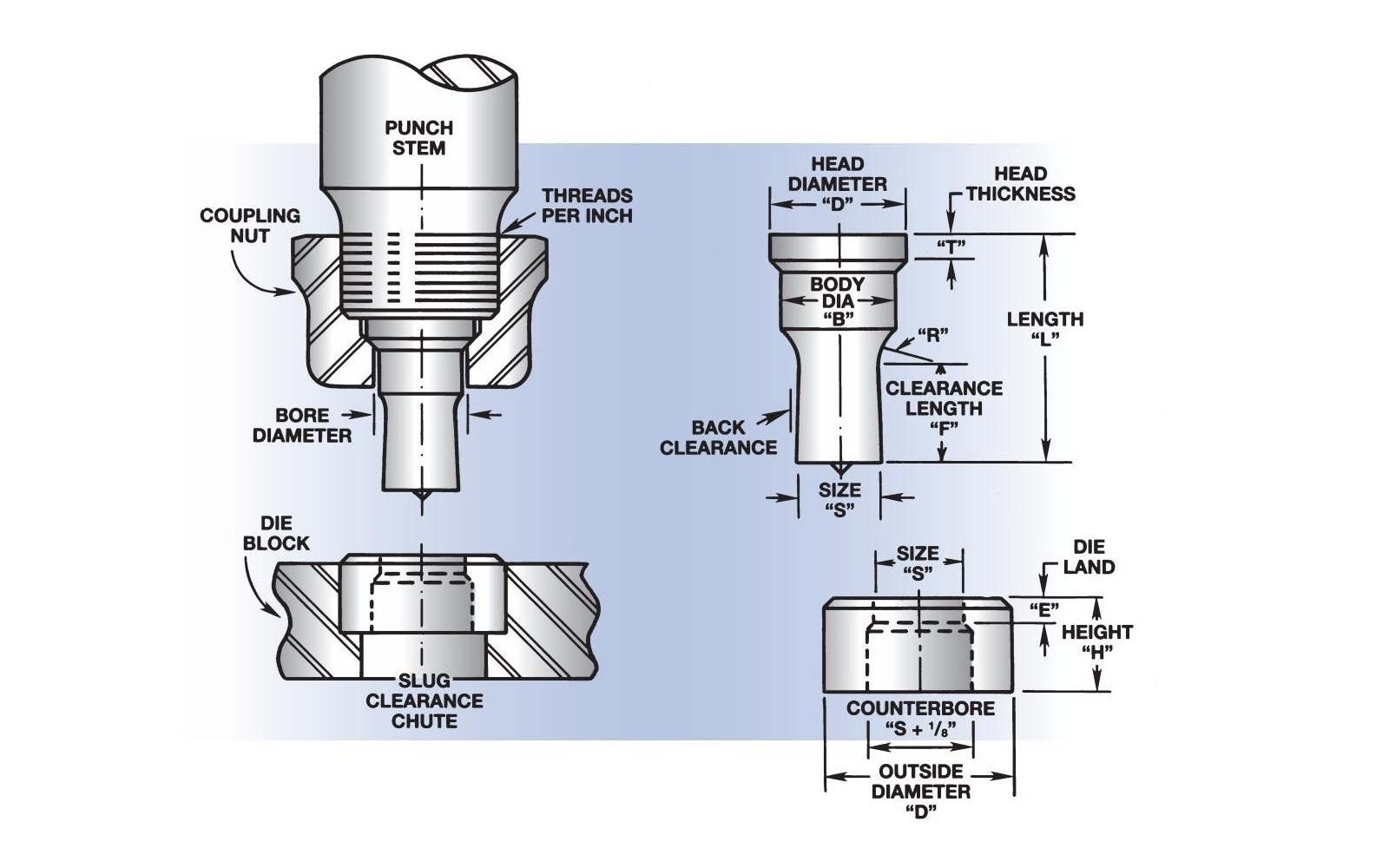
2.1ढीला कपलिंग नट
मुद्दा: छिद्रण के दौरान मामूली विस्थापन असमान बल वितरण का कारण बनता है
समाधान: यह सुनिश्चित करने के लिए कि पंच सुरक्षित रूप से स्थापित है, कपलिंग नट का नियमित रूप से निरीक्षण करें और उसे कसें
2.2पंच और डाई के बीच गलत संरेखण
मुद्दा: पंच को डाई होल के साथ ठीक से संरेखित नहीं किया गया है, जिसके कारण असममित भार उत्पन्न होता है
समाधान: पंच और डाई के बीच संकेंद्रित संरेखण सुनिश्चित करने के लिए डाई की स्थिति को समायोजित करें
2.3अनुचित क्लीयरेंस सेटिंग
मानक निकासी संदर्भ:
- सामग्री की मोटाई 1/8″–1/2″: 1/32″ कुल निकासी
- सामग्री की मोटाई 1/2″–3/4″: 1/16″ कुल निकासी
- 3/4″ से अधिक मोटी सामग्री: 3/32″ कुल निकासी
समाधान: पंच या डाई को नुकसान से बचाने के लिए सामग्री की मोटाई के आधार पर उचित क्लीयरेंस का चयन करें
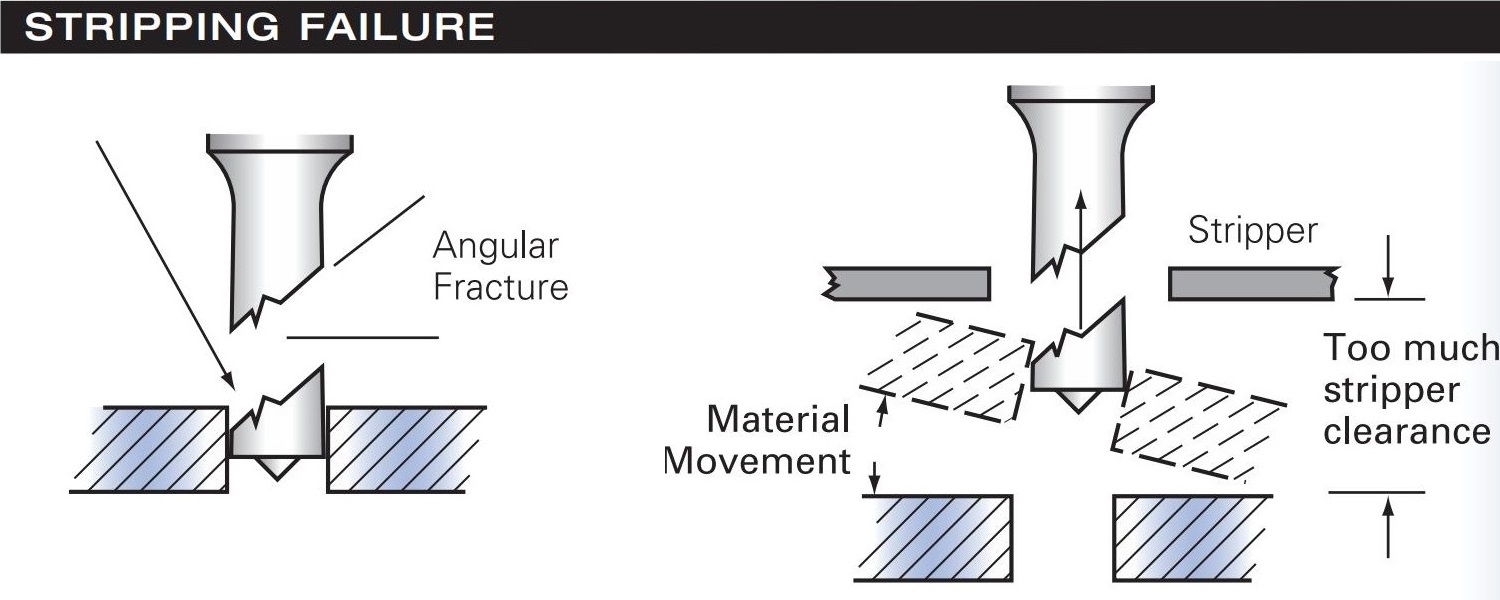
2.4असमान स्ट्रिपिंग
मुद्दा: ऊपर की ओर स्ट्रोक के दौरान, शीट को ठीक से नीचे नहीं रखा जाता है, जिससे तनाव एक तरफ केंद्रित हो जाता है
समाधान: कार्य सतह पर समान दबाव सुनिश्चित करने के लिए स्ट्रिपर तंत्र का निरीक्षण और समायोजन करें
3.0सामान्य पंच विफलताएँ, कारण और समाधान
3.1फ्रैक्चर्ड पंच टिप
- असफलतापंच का एक हिस्सा टूट जाता है और सामग्री में रह जाता है।
- संभावित कारण: अत्यधिक स्ट्रिपर क्लीयरेंस.
- समाधान: समान दबाव लागू करने के लिए स्ट्रिपर को सामग्री की सतह के करीब समायोजित करें।
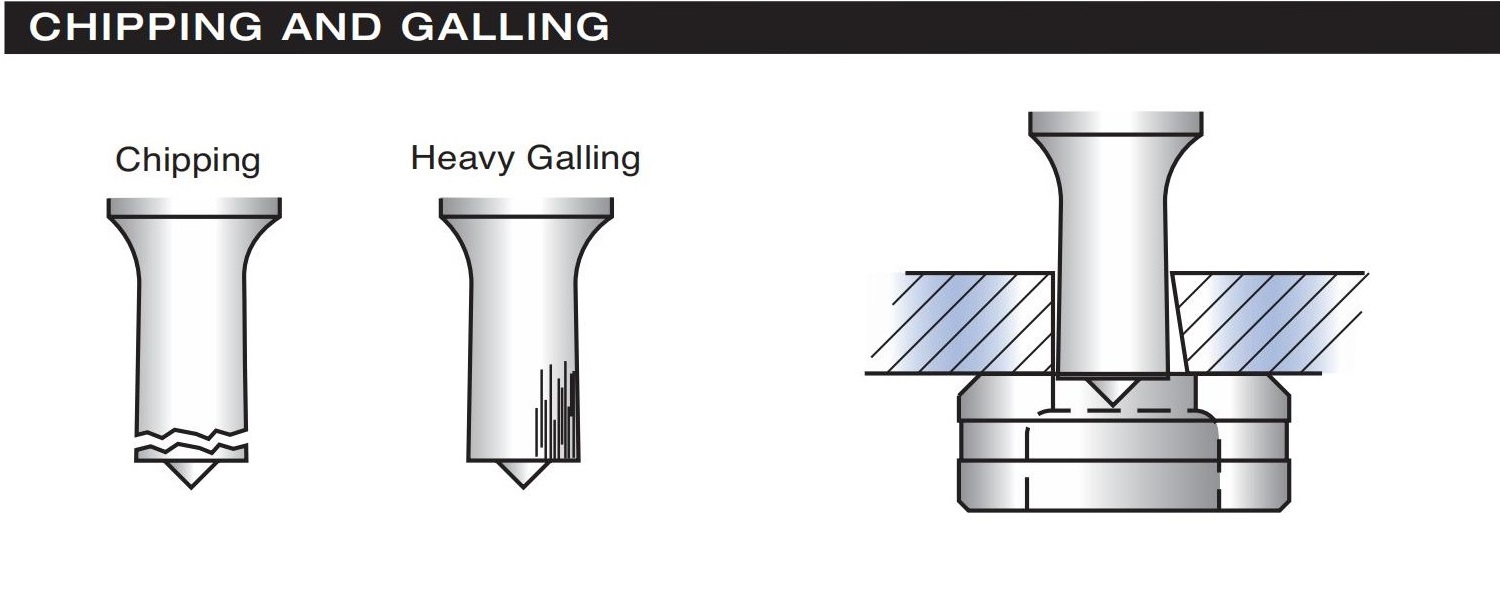
3.2पंच फेस पर चिपिंग या गैलिंग
- असफलता: पंच फेस पर स्थानीय स्तर पर छिलन या भारी गलन दिखाई देती है।
- संभावित कारणपंच और डाई के बीच गलत संरेखण, जिसके कारण खिंचाव उत्पन्न होता है।
- समाधान: परिधि के चारों ओर समान निकासी सुनिश्चित करने के लिए पंच और डाई को पुनः संरेखित करें।
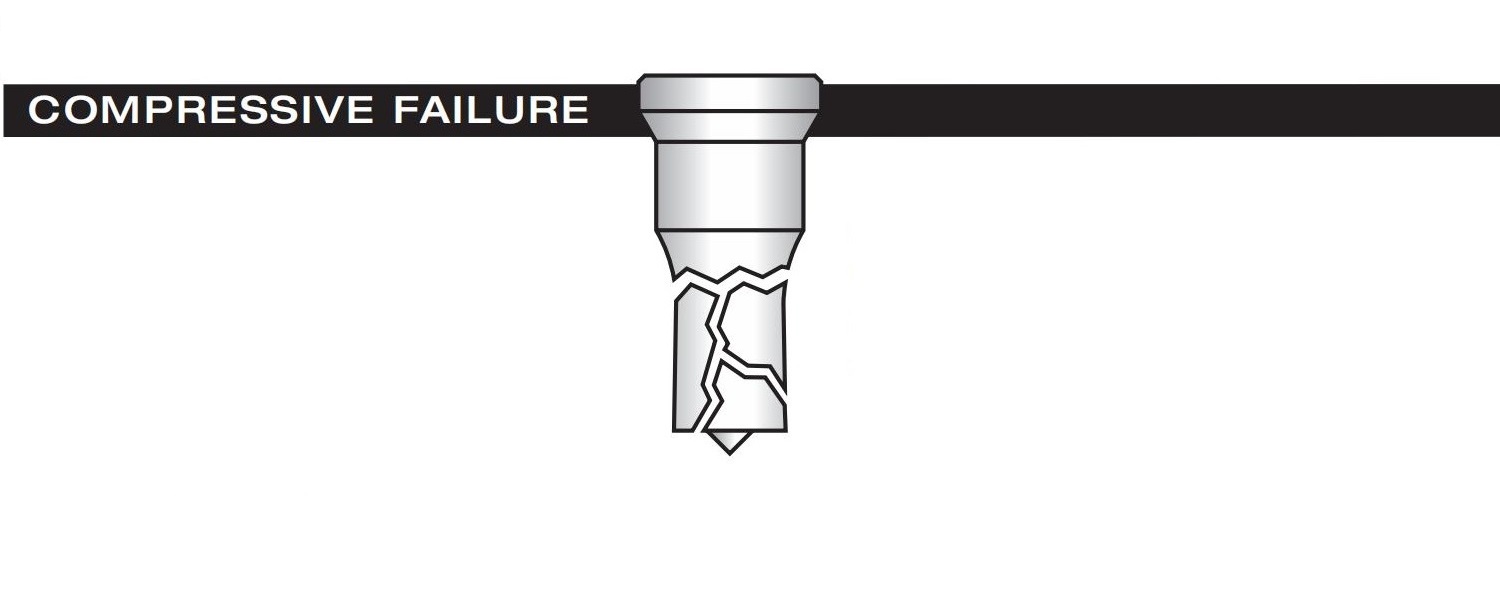
3.3संपीड़न विफलता
- असफलतापंच का पूरा कार्यशील सिरा टूट जाता है।
- संभावित कारण: अत्यंत कठोर या मोटी सामग्री को छिद्रित करना, या पंच-डाई का पूर्णतः गलत संरेखण।
- समाधान: मांग वाले अनुप्रयोगों के लिए उच्च-दृढ़ता वाले पंचों का उपयोग करें।
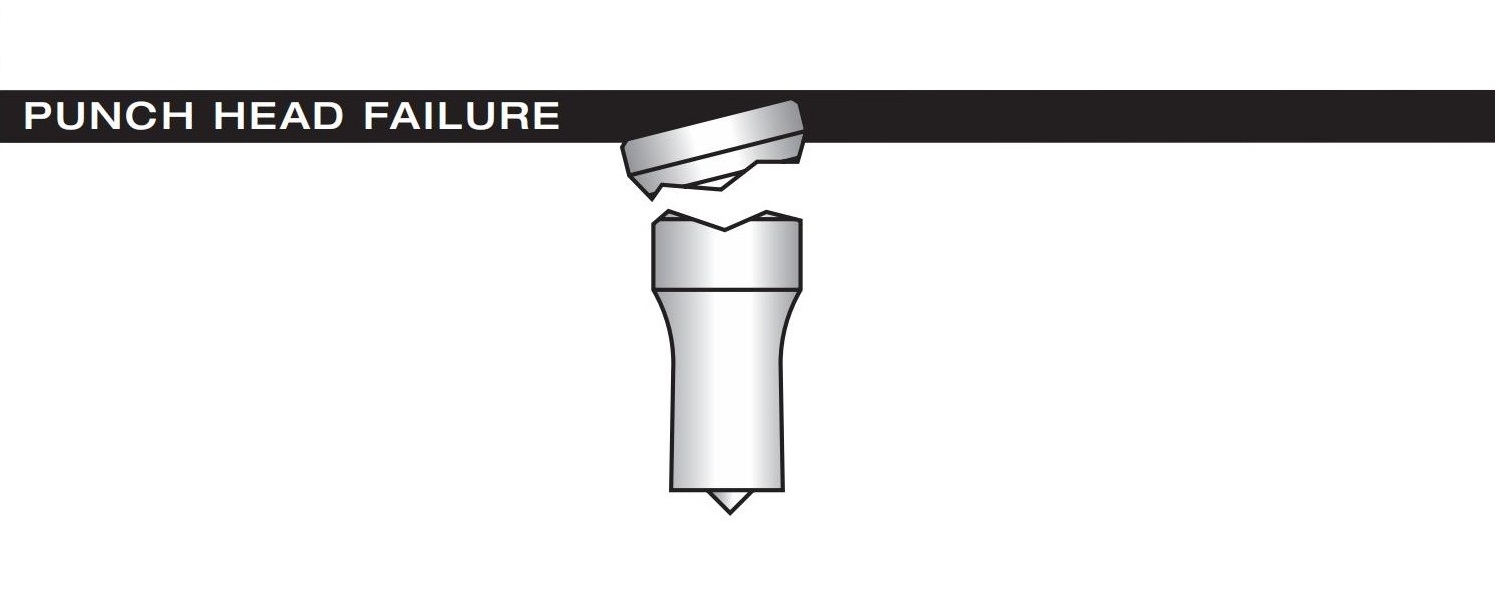
3.4पंच हेड टूटना
- असफलतापंच का सिर टूट जाता है या टूट जाता है।
- संभावित कारण: ढीला या घिसा हुआ कपलिंग नट या असमान पंच स्टेम संपर्क।
- समाधान: नियमित रूप से कपलिंग नट की जांच करें और उसे पुनः कसें; सुनिश्चित करें कि पंच स्टेम का चेहरा चिकना और सपाट हो।
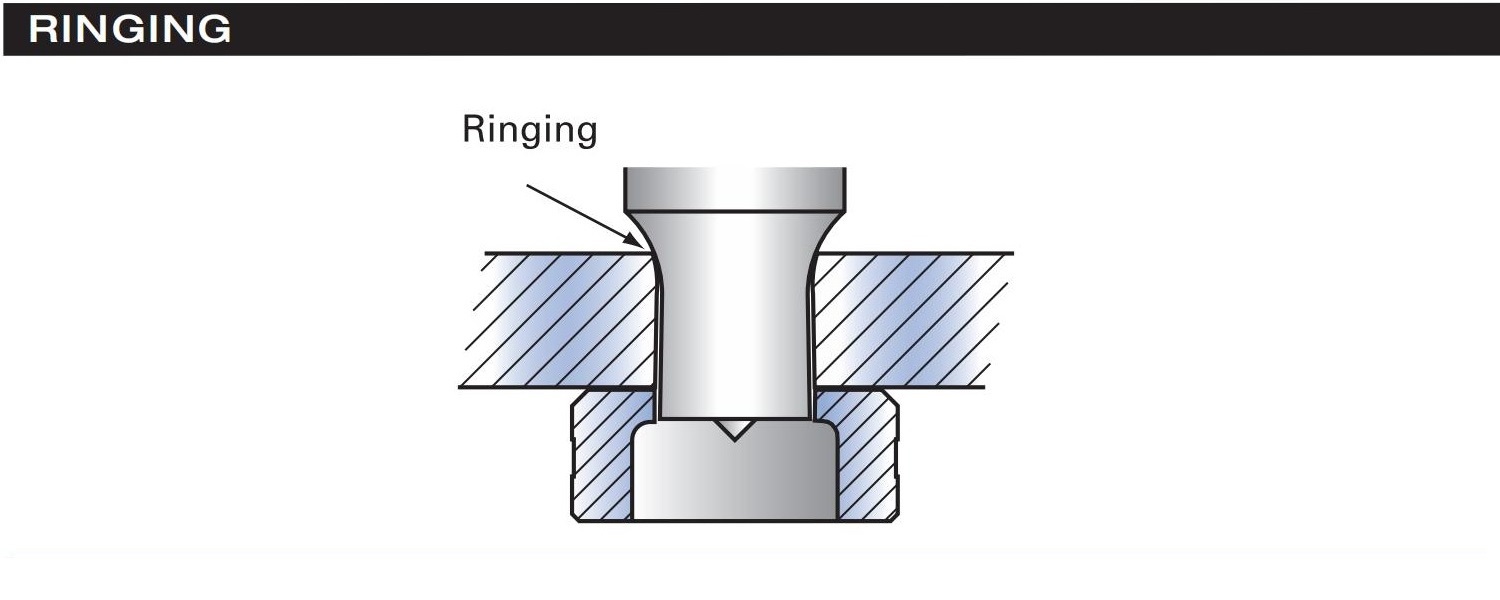
3.5सामग्री विरूपण (रिंगिंग)
- असफलता: प्रत्येक स्ट्रोक के साथ सामग्री में विकृति या उभार के लक्षण दिखाई देते हैं।
- संभावित कारणपंच डाई में बहुत गहराई तक प्रवेश कर जाता है, या सामग्री पंच की लंबाई के लिए बहुत मोटी होती है।
- समाधान: डाई में पंच प्रवेश को 1/16″ से अधिक न करने के लिए स्ट्रोक की गहराई को समायोजित करें।
4.0स्लग का उचित स्वरूप और सामान्य विफलता संकेतक
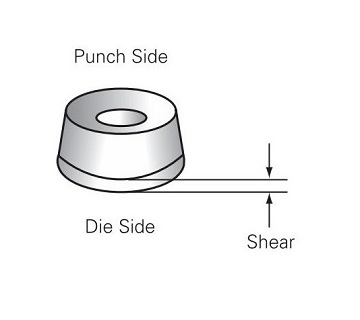
4.1स्लग का सही स्वरूप (मानक सेटअप)
- पंच साइड: एक केंद्र बिंदु इंडेंटेशन और एक मामूली गड़गड़ाहट प्रदर्शित करना चाहिए।
- डाई साइड (जब हल्के स्टील को 1/8” या अधिक मोटा छिद्रित किया जाता है): आम तौर पर आकार में पकवान.
- स्लग साइडवॉल: सामग्री की मोटाई के 10%–20% पर एक साफ, चमकदार कतरनी सतह दिखाई देनी चाहिए।
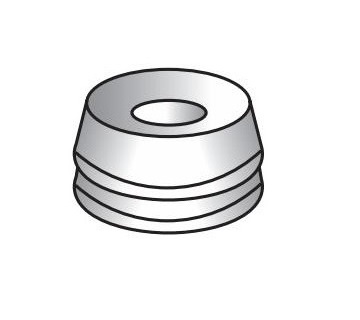
4.2डबल शियर
- विफलता संकेत: स्लग पर दो कतरनी विमान.
- कारण: पंच और डाई के बीच अपर्याप्त निकासी।
- समाधान: पंच-टू-डाई क्लीयरेंस बढ़ाएँ।
4.3असमान गड़गड़ाहट
- विफलता संकेत: स्लग के चारों ओर गड़गड़ाहट अनियमित या असंगत दिखाई देती है।
- कारण: घिसी हुई टूलिंग या पंच और डाई का गलत संरेखण।
- समाधान: टूलींग की स्थिति का निरीक्षण करें; घिसे हुए घटकों को पुनः संरेखित करें या बदलें।
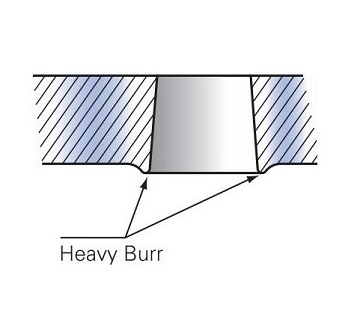
4.4भारी गड़गड़ाहट
- विफलता संकेत: स्लग के डाई पक्ष पर बड़ा गड़गड़ाहट।
- कारणपंच और डाई के बीच अत्यधिक निकासी।
- समाधान: सामग्री की मोटाई से मेल खाने के लिए डाई क्लीयरेंस घटाएं।
5.0पंचों के लिए सामान्य उपकरण प्रकार
पंचों का व्यापक रूप से निम्नलिखित प्रकार के उपकरणों में उपयोग किया जाता है:
- पंच प्रेस
सामान्य मुद्रांकन कार्यों के लिए पारंपरिक यांत्रिक या हाइड्रोलिक पंच प्रेस का उपयोग किया जाता है। - सीएनसी बुर्ज पंच प्रेस
जटिल आकृतियों और बहु-छिद्र छिद्रण के लिए उपयुक्त, उच्च दक्षता के लिए स्वचालित उपकरण परिवर्तन की सुविधा। - प्रोग्रेसिव डाई प्रेस
कई स्टेशनों के साथ प्रगतिशील मुद्रांकन के लिए आदर्श, जहां प्रत्येक चरण निरंतर गठन के लिए स्वचालित रूप से जुड़ा हुआ है। - हाइड्रोलिक पंचिंग मशीन
आमतौर पर इस्पात संरचनाओं, कोणीय इस्पात और विद्युत बाड़ों जैसे उद्योगों में छिद्रण अनुप्रयोगों के लिए उपयोग किया जाता है। - आयरनवर्कर मशीन
धातु निर्माण की दुकानों में स्टील प्लेटों और प्रोफाइलों को छिद्रित करने, कतरने, काटने और मोड़ने के लिए इस्तेमाल की जाने वाली एक बहुमुखी मशीन। संरचनात्मक स्टीलवर्क और छोटे बैच उत्पादन कार्यों के लिए विशेष रूप से उपयोगी।
6.0सुरक्षा अनुस्मारक
ऑपरेटर OSHA नियमों का पालन करने के लिए जिम्मेदार हैं और एएनएसआई बी11.5 व्यक्तिगत और उपकरण सुरक्षा सुनिश्चित करने के लिए उचित टूलींग का उपयोग करके और मानक संचालन प्रक्रियाओं का पालन करके सुरक्षा मानकों को सुनिश्चित करना।
- ऑपरेशन से पहले हमेशा जांच लें कि पंच और डाई सुरक्षित रूप से स्थापित हैं।
- मशीन चालू होने पर कभी भी डाई क्षेत्र के अंदर हाथ न रखें।
- कार्य के दौरान सुरक्षा चश्मा, सुरक्षा जूते और सुरक्षात्मक दस्ताने पहनें।
- उपयोग से पहले यह सुनिश्चित कर लें कि सुरक्षा उपकरण (जैसे, प्रकाश पर्दे) ठीक से काम कर रहे हैं।
- पंचों को बदलने या उनकी सर्विसिंग करने से पहले बिजली काट दें।
- कपलिंग नट, स्ट्रिपिंग डिवाइस और पंच-टू-डाई क्लीयरेंस का नियमित रूप से निरीक्षण करें।
- केवल प्रशिक्षित कर्मियों को ही पंचिंग उपकरण चलाने की अनुमति है।
- किसी भी असामान्य आवाज या खराब पंचिंग गुणवत्ता की जांच के लिए मशीन को तुरंत बंद कर दें।
7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न 1: पंच क्यों टूटते या टूटते हैं?
A1: पंच का छिलना या टूटना आमतौर पर ढीले कपलिंग नट, डाई के साथ गलत संरेखण, अनुचित क्लीयरेंस या असमान स्ट्रिपिंग के कारण होता है, जिससे पंच पर असमान बल उत्पन्न होता है।
प्रश्न 2: मैं पंच को टूटने और टूटने से कैसे रोक सकता हूँ?
A2: कपलिंग नट को नियमित रूप से कसें, उचित पंच-टू-डाई संरेखण सुनिश्चित करें, सामग्री की मोटाई के आधार पर सही क्लीयरेंस सेट करें, और समान दबाव लागू करने के लिए स्ट्रिपर को समायोजित करें।
प्रश्न 3: पंच-टू-डाई क्लीयरेंस क्या है, और इसे कैसे सेट किया जाना चाहिए?
A3: क्लीयरेंस पंच और डाई के बीच का अंतर है। अनुशंसित मानक हैं: 1/8″–1/2″ मोटी सामग्री के लिए 1/32″ कुल क्लीयरेंस, 1/2″–3/4″ के लिए 1/16″, और 3/4″ से अधिक मोटी सामग्री के लिए 3/32″।
प्रश्न 4: यदि पंच बार-बार टूट जाते हैं तो मुझे क्या करना चाहिए?
A4: टूटे हुए पंच और सामग्री के नमूने एकत्र करें, उन्हें विश्लेषण के लिए अपने आपूर्तिकर्ता या निर्माता को भेजें, और मजबूत पंच का उपयोग करने या प्रक्रिया मापदंडों को समायोजित करने पर विचार करें।
प्रश्न 5: छिद्रण उपकरण का संचालन करते समय कौन सी सुरक्षा सावधानियाँ अपनाई जानी चाहिए?
A5: सुनिश्चित करें कि टूलींग सुरक्षित रूप से स्थापित है, उचित PPE पहनें, संचालन के दौरान हाथों को डाई क्षेत्र से दूर रखें, नियमित रूप से सुरक्षा उपकरणों की जांच करें, और रखरखाव से पहले बिजली काट दें।


