
यह ब्लॉग पोस्ट धातु मुद्रांकन में प्रयुक्त बुनियादी शब्दावली से परिचित कराता है और मुद्रांकन प्रक्रियाओं के मुख्य कार्यों की व्याख्या करता है। हम सामान्य डाई प्रकारों का भी पता लगाएंगे, विभिन्न स्ट्रिपर डिज़ाइनों की तुलना करेंगे, और निर्माण में प्रयुक्त आवश्यक डाई प्रक्रियाओं पर बारीकी से नज़र डालेंगे।
1.0धातु मुद्रांकन डाई: सरल, मिश्रित और प्रगतिशील प्रकार
छिद्रण आमतौर पर एक डाई में किया जाने वाला सबसे गंभीर ऑपरेशन है, क्योंकि पंच प्रेस कुछ टन से लेकर 1000 टन से ज़्यादा तक का बल लगाता है। उचित प्रेस संरेखण आवश्यक है। हालाँकि डाई सेट संचालन के दौरान संरेखण में कुछ हद तक योगदान देता है, लेकिन यह खराब प्रेस संरेखण की भरपाई नहीं कर सकता।
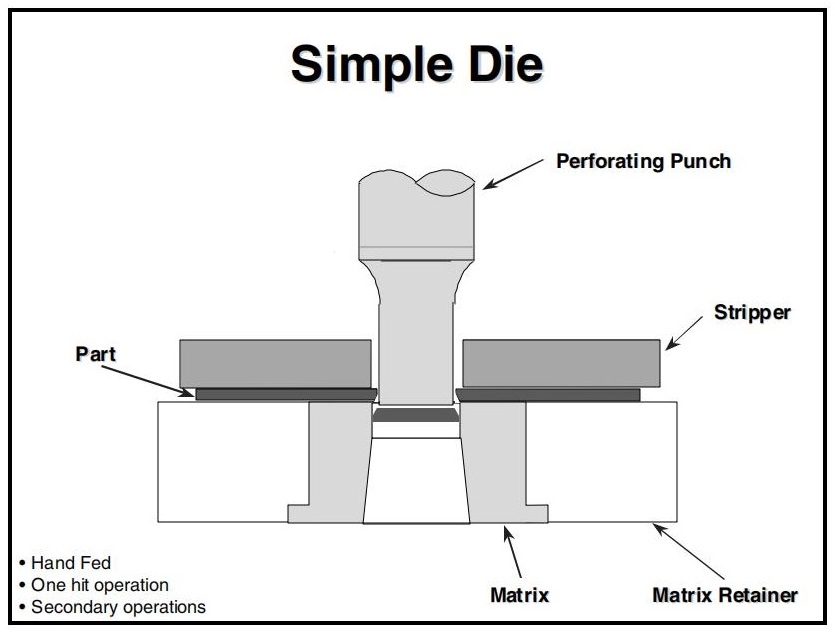
1.1सरल डाई
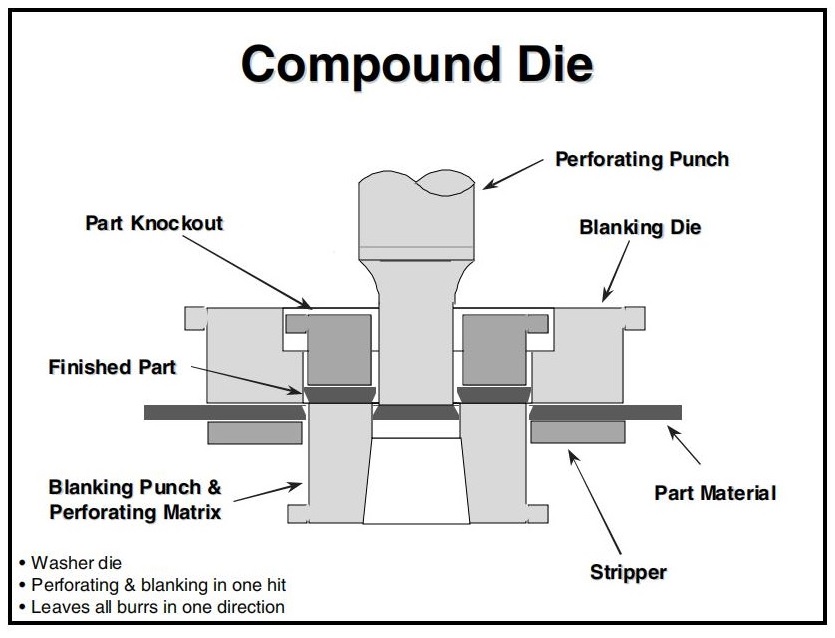
1.2यौगिक डाई
एक कंपाउंड डाई एक ही स्टेशन पर एक ही समय में एक पुर्ज़े को खाली और छिद्रित करती है। आमतौर पर, छेद नीचे की ओर किए जाते हैं जबकि पुर्ज़े को ऊपर की ओर खाली किया जाता है, जिससे स्लग डाई से होकर निकल जाते हैं। चूँकि पुर्ज़ा डाई में ही रहता है, इसलिए पुर्ज़े को निकालने की एक विधि आवश्यक है।
कंपाउंड डाइज़ आमतौर पर सिंगल-हिट डाइज़ होते हैं, हालाँकि अगर पार्ट रिमूवल का प्रबंधन ठीक से किया जाए, तो ये फीडर के साथ लगातार चल सकते हैं। ओपन बैक इनक्लाइनेबल (OBI) का उपयोग करना प्रेस झुकी हुई स्थिति में हवा के झोंके के साथ भाग को हटाने में सहायता मिलती है।
यौगिक डाई के लाभ:
- न्यूनतम प्रेस स्थान की आवश्यकता
- सभी बर्स एक दिशा का सामना करते हैं
- छेदों और ट्रिम किनारों के बीच उत्कृष्ट सटीकता
- प्रगतिशील डाइज़ की तुलना में निर्माण में अधिक किफायती
नुकसान:
- सीमित आंतरिक स्थान डाई घटकों को पतला और कमजोर बनाता है
- संकेन्द्रित भार और आघात से टूलींग विफलता (पंच और मैट्रिक्स क्षति) का जोखिम बढ़ जाता है
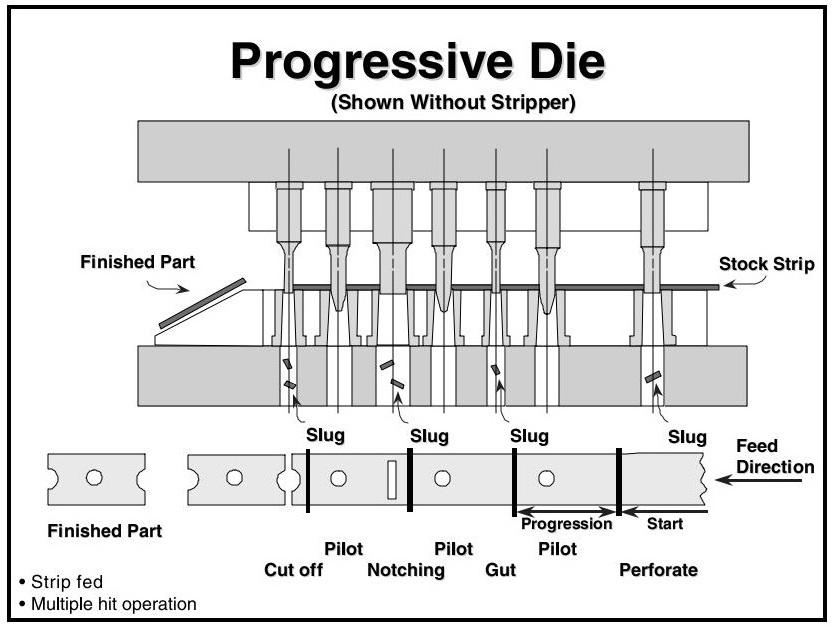
1.3प्रगतिशील डाई
प्रोग्रेसिव डाई कच्चे कॉइल स्टॉक को न्यूनतम हैंडलिंग के साथ तैयार भागों में बदलने की एक कुशल विधि है। जैसे-जैसे सामग्री डाई से होकर गुजरती है, यह धीरे-धीरे अंतिम उत्पाद में परिवर्तित होती जाती है। प्रोग्रेसिव डाई आमतौर पर दाईं से बाईं ओर चलती हैं, स्ट्रिप वाली डाई को आगे बढ़ाती हैं।
प्रत्येक प्रेस चक्र में प्रगति। प्रारंभिक स्टेशन आमतौर पर बाद के चरणों में उचित संरेखण सुनिश्चित करने के लिए पायलट छेद बनाते हैं।
प्रगतिशील डाई डिजाइन के कई रूप हैं; यहां दिखाया गया रूप सामान्य परिचालन और शब्दावली को दर्शाता है।
2.0 धातु मुद्रांकन स्ट्रिपर्स: स्थिर, यूरेथेन और स्प्रिंग प्रकार
छिद्रण के बाद पंच टिप से भाग को अलग करना आवश्यक है। सामान्य स्ट्रिपर प्रकारों में शामिल हैं:
- तय
- urethane
- वसंत
स्ट्रिपिंग बल सामग्री के प्रकार, मोटाई और पंच-टू-मैट्रिक्स क्लीयरेंस पर निर्भर करता है। यह लगभग शून्य से लेकर छिद्रण बल के 25% तक होता है। अधिकांश अनुप्रयोगों में 10% से अधिक की आवश्यकता नहीं होती है।
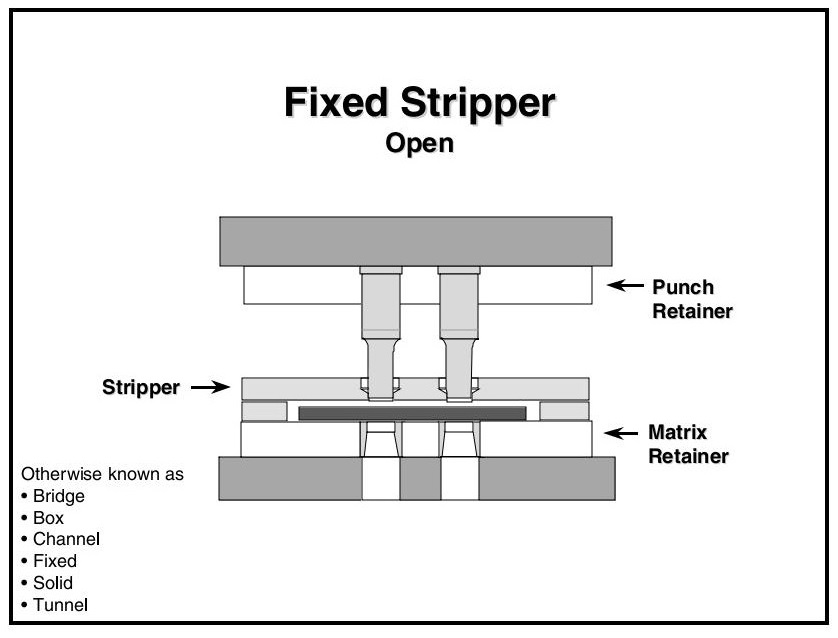
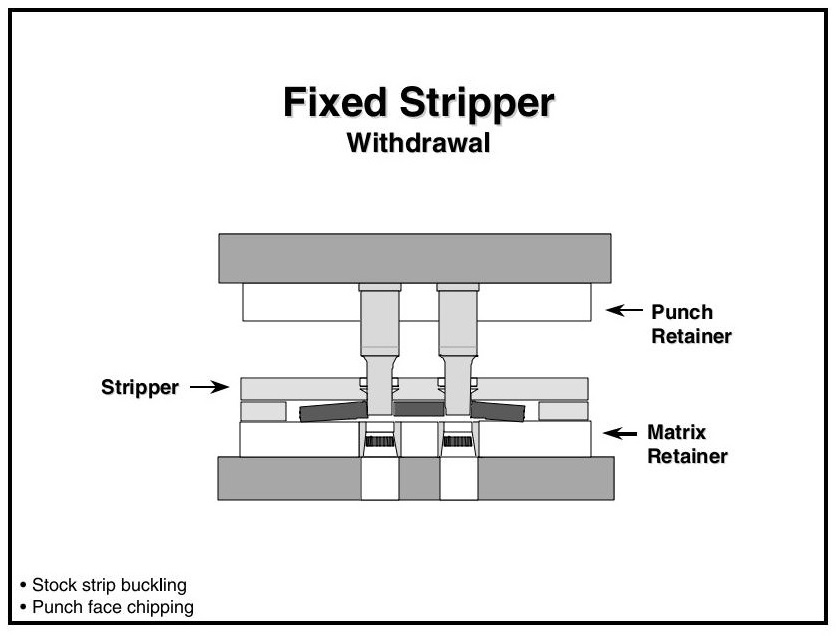
2.1फिक्स्ड स्ट्रिपर
के रूप में भी जाना जाता है:
- डिब्बा
- चैनल
- ठोस
- पुल
- सकारात्मक
- सुरंग
फिक्स्ड स्ट्रिपर एक स्टील प्लेट होती है जिसमें एक क्लीयरेंस स्लॉट होता है, जो डाई रिटेनर पर एक स्थिर स्थिति में लगा होता है। इसमें छेद होते हैं ताकि पंच बिना किसी रुकावट के उसमें से गुजर सकें। जैसे ही डाई खुलती है, स्ट्रिपर सामग्री को नीचे दबाकर रखता है और उसे पंच से बाहर निकालता है।
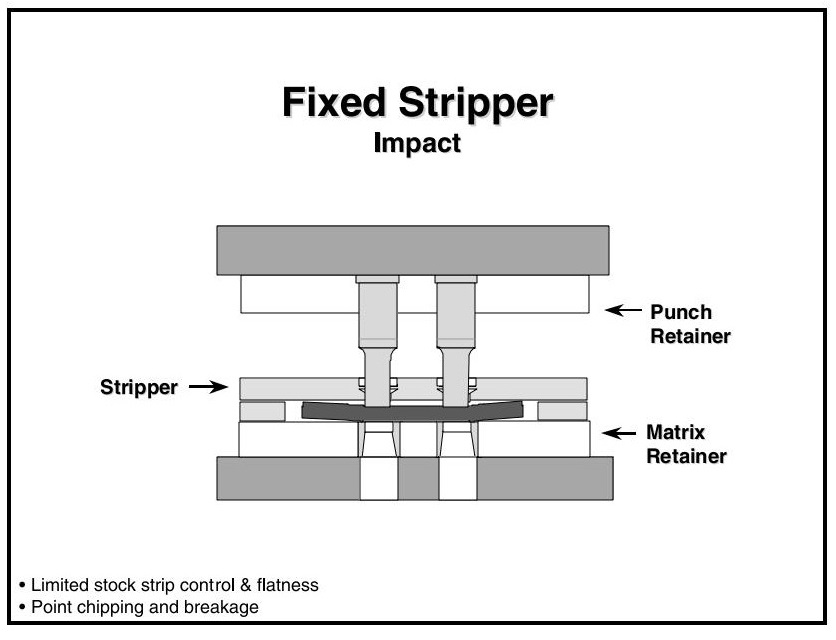
फिक्स्ड स्ट्रिपर्स की कमियां:
- स्टॉक स्ट्रिप को सपाट न पकड़ें
- स्नैप-थ्रू शॉक को अवशोषित नहीं कर सकता
- परिणामस्वरूप खराब भाग समतलता और समय से पहले पंच विफलता
- सामान्य निकासी 1.5× सामग्री मोटाई (आमतौर पर 1/16″–1/8″) है
- पंच बिंदु के नीचे सामग्री विरूपण के कारण निम्नलिखित हो सकता है:
- पंच चिपिंग
- भाग और पंच दोनों की पार्श्व गति
- खराब गुणवत्ता वाले भाग
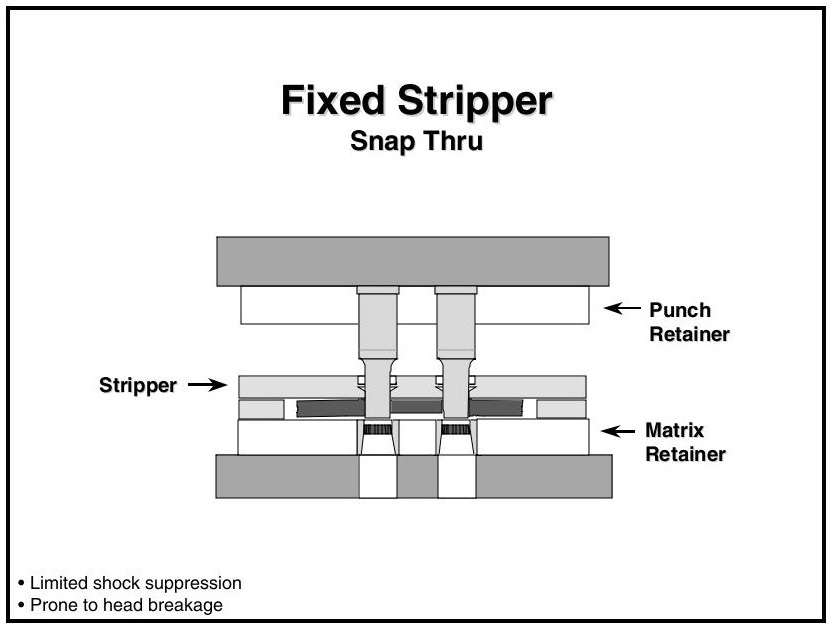
स्नैप-थ्रू के कारण अचानक अनलोडिंग होती है, जिससे झटका लगता है जिससे पंच हेड टूट सकते हैं। चक्र के दौरान सामग्री का मुड़ना पुर्ज़े को पंच सिरों से जकड़ देता है, जिससे स्ट्रिपिंग बल बढ़ जाता है और पंच फेस को नुकसान पहुँचने का खतरा रहता है।
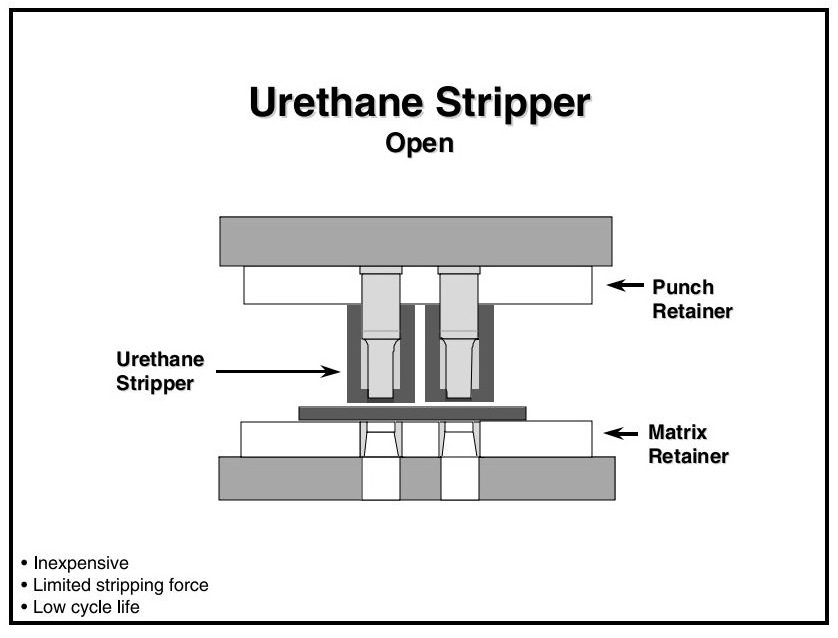
2.2यूरेथेन स्ट्रिपर
यूरेथेन स्ट्रिपर्स किफ़ायती और सरल होते हैं। ये पंचों पर दबाव से फिट हो जाते हैं ताकि वे डाई में न गिरें।
सावधानियाँ:
- यूरेथेन समय के साथ थक जाता है और ढीला हो सकता है
- डाई में गिरकर नुकसान हो सकता है
- ढाले गए सिर अवधारण और स्थायित्व में सुधार करते हैं
प्रदर्शन संबंधी विचार:
- यूरेथेन संपीड़ित होने के बजाय विकृत हो जाता है। यदि आयतन विस्थापन के लिए पर्याप्त जगह नहीं है, तो टूलींग घटक हिल सकते हैं या क्षतिग्रस्त हो सकते हैं।
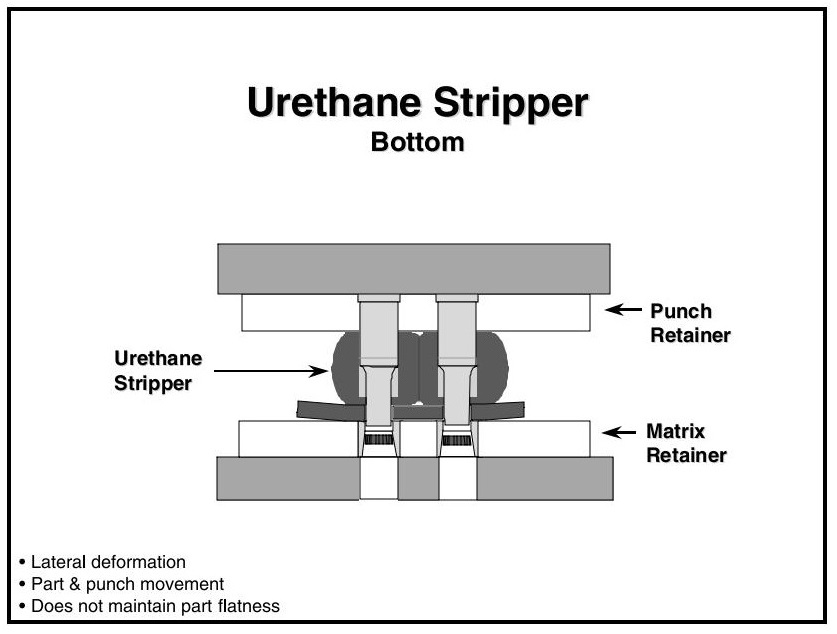
- पट्टी को सपाट नहीं रखा जा सकता
- पंच बिंदुओं के आसपास हवा फंस सकती है, जिससे स्लग खींचने की समस्या हो सकती है
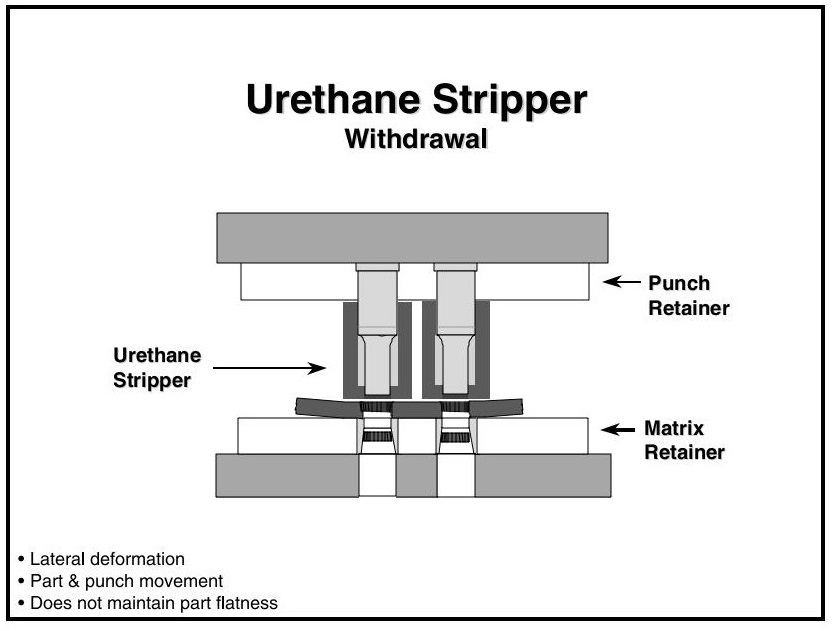
- विरूपण के दौरान पार्श्व गति से संरेखण संबंधी समस्याएँ हो सकती हैं। पीछे हटने के दौरान, यूरेथेन अपने आकार में वापस आ जाता है और भाग को अलग कर देता है, लेकिन इससे भाग विकृत हो सकता है।
- कुछ यूरेथेन स्ट्रिपर्स में विकृति कम करने के लिए स्टील वॉशर लगे होते हैं। हालाँकि, आकार वाले पंच या उच्च प्री-लोड के साथ यह खतरनाक हो सकता है, क्योंकि वॉशर के संपर्क में आने से पंच खराब हो सकता है।
अनुशंसित डिज़ाइन: दोहरे ग्रेड वाला यूरेथेन - चेहरे के लिए उच्च कठोरता, शरीर के लिए मध्यम कठोरता - समतलता और स्थायित्व का सर्वोत्तम संतुलन प्रदान करता है।
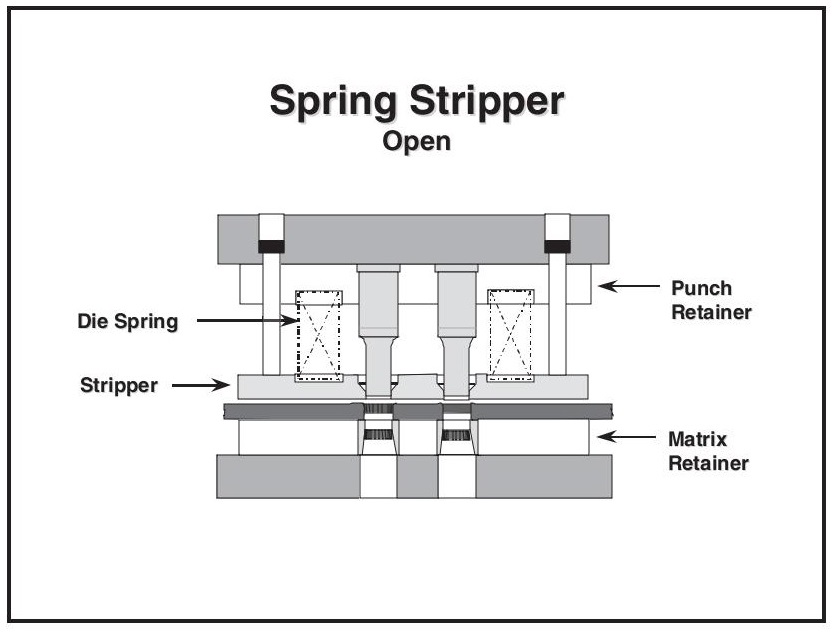
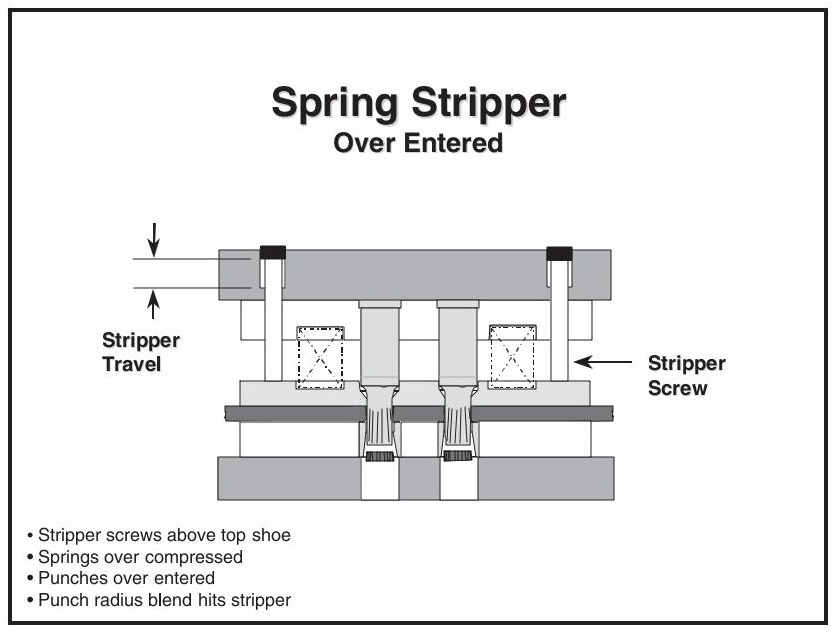
2.3स्प्रिंग स्ट्रिपर
स्प्रिंग स्ट्रिपर्स बेहतर प्रदर्शन प्रदान करते हैं। वे:
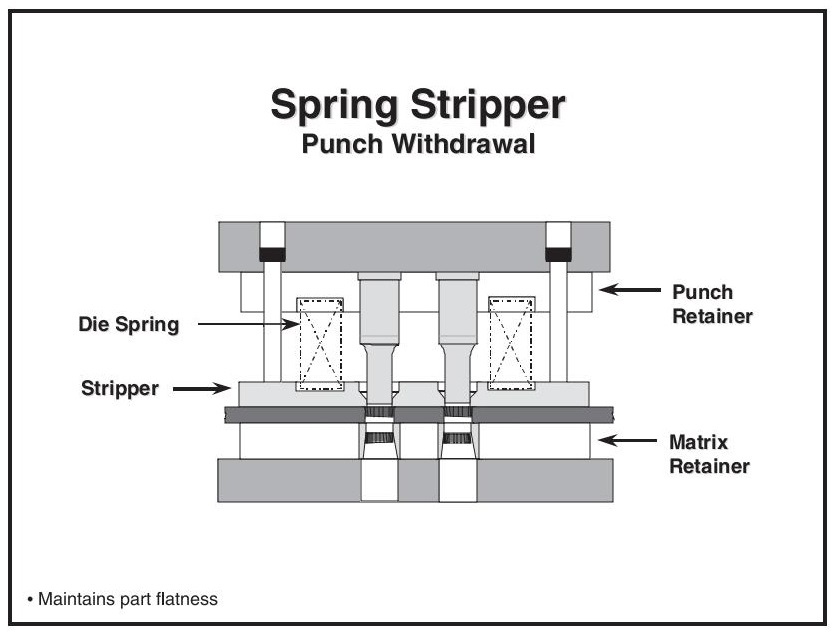
- छिद्रण के दौरान स्टॉक पट्टी या भाग को सपाट रखें
- मुक्कों पर उठाने या लटकने से रोकें
- प्रत्येक स्ट्रोक के बाद डाई प्रदर्शन की दृश्य निगरानी की अनुमति दें
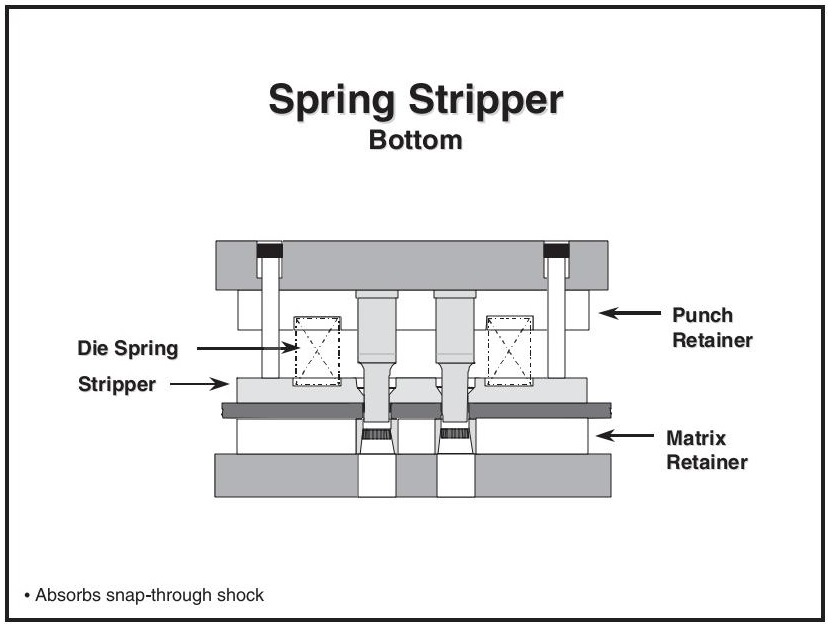
- स्नैप-थ्रू शॉक को अवशोषित करें और निकासी शॉक को समाप्त करें, उपकरण और प्रेस का जीवनकाल बढ़ाएं
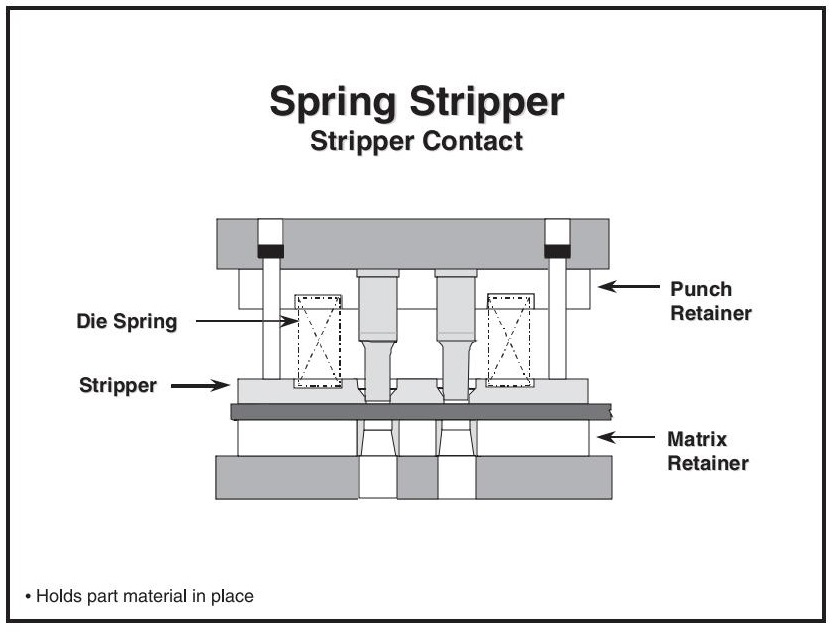
वे पंच टिप के नीचे लटकते हैं और भाग से संपर्क करने वाले पहले घटकों में से होते हैं, तथा पूरे चक्र के दौरान उसे स्थिर रखते हैं।
कार्यशील स्ट्रोक के दौरान निरंतर दबाव से निम्नलिखित में सुधार होता है:
- उपकरण विश्वसनीयता
- भाग की गुणवत्ता
- प्रेस की दीर्घायु
महत्वपूर्ण: ओवर-एंट्री (डाई को अनुशंसित बंद ऊंचाई से नीचे बंद करना) के कारण हो सकता है:
- स्ट्रिपर स्क्रू टूटने या मुड़ने के लिए
- डाई स्प्रिंग अति-संपीडन
- पंच रेडी के साथ स्ट्रिपर हस्तक्षेप
- गैलिंग और पंच पहनना
3.0धातु मुद्रांकन छिद्रण तकनीकें: छिद्रण, पायलटिंग, लांसिंग और अधिक
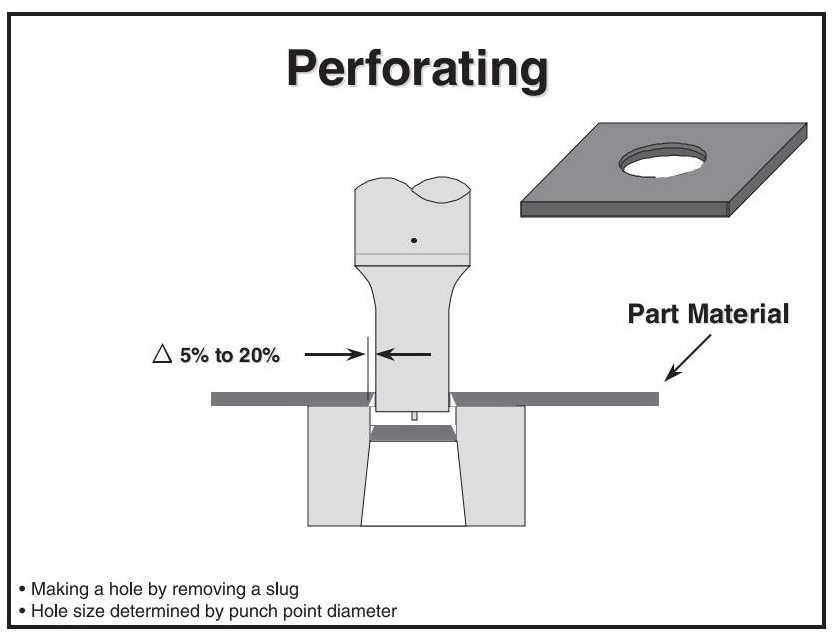
3.1छिद्रण
छिद्रण में एक स्लग को पंच करके एक छेद बनाया जाता है। पंच स्लग को काटकर उसे एक डाई छिद्र (मैट्रिक्स) से गुजारता है, जो पंच बिंदु से थोड़ा बड़ा होता है। पंच के चारों ओर एकसमान निकासी सटीक परिणाम सुनिश्चित करती है।
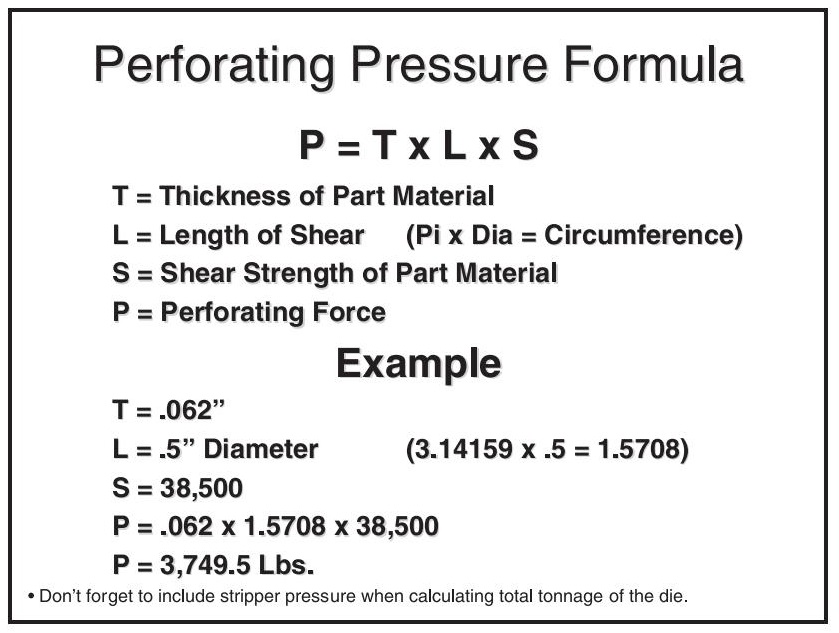
टन भार आवश्यकताएँ:
सामग्री की मोटाई × कट लंबाई (या छेद परिधि) × सामग्री कतरनी शक्ति को गुणा करें
गोल छेद के लिए:
परिमाप = π × व्यास
विशिष्ट सामग्री कतरनी ताकतें:
- एल्युमीनियम: ~50% तन्य शक्ति
- कोल्ड-रोल्ड स्टील: ~80% तन्य शक्ति
- स्टेनलेस स्टील: ~90% तन्य शक्ति
खाल उधेड़नेवाला दबाव
डाई टन भार की गणना करते समय स्ट्रिपर दबाव को शामिल किया जाना चाहिए।
- न्यूनतम = 8% छिद्रण बल
- कुछ टूलींग निर्माताओं को 25% तक की आवश्यकता होती है
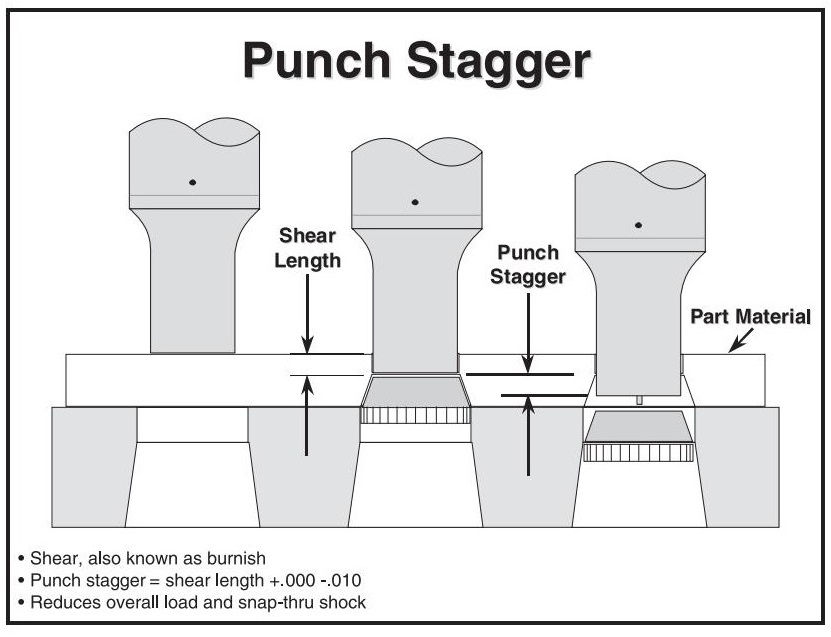
3.2पंच चौंका देने वाला
प्रभाव और झटके को कम करने के लिए पंच की लंबाई अलग-अलग रखें। पंचों को 2-3 समूहों में विभाजित करें:
- प्रत्येक समूह आघात को आधे या एक तिहाई तक कम करता है
- विशिष्ट चौंका देने वाली मात्रा = स्टॉक मोटाई
बेहतर तरीका: चमकीली लंबाई का उपयोग करें
- बर्निश लंबाई के बराबर या उससे थोड़ा कम स्टैगिंग प्रभाव और स्नैप-थ्रू शॉक दोनों को बहुत कम कर देता है
- अगला पंच समूह पहले समूह के अंदर घुसने से पहले ही सामग्री से संपर्क कर लेता है
- पहले समूह की स्नैप-थ्रू ऊर्जा दूसरे समूह की सहायता करती है
यह विशेष रूप से उच्च गति मुद्रांकन के लिए महत्वपूर्ण है:
- पंच प्रविष्टि को कम करता है
- घिसाव और स्लग खींचने को न्यूनतम करता है
- फ़ीड समय बढ़ाता है
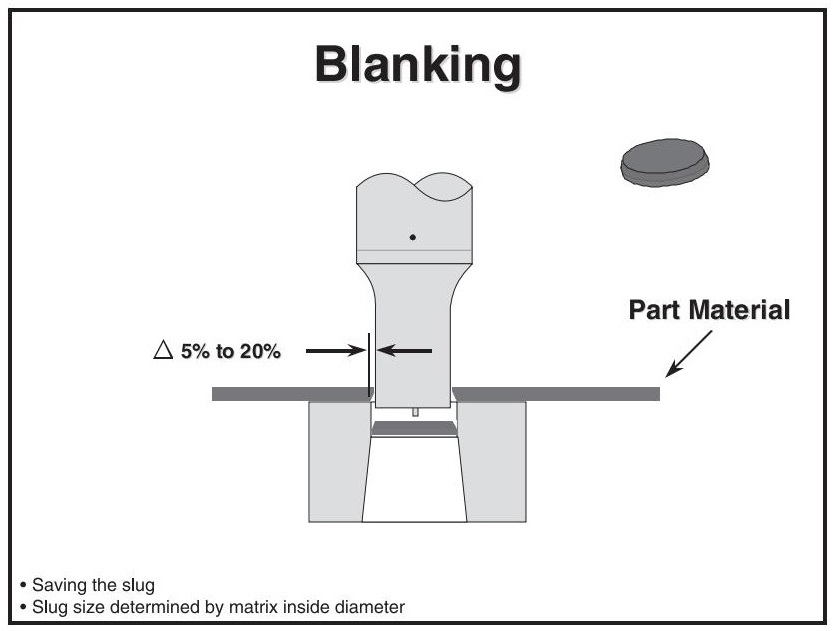
3.3रिक्त
- ब्लैंकिंग में एक ही ऑपरेशन में किसी भाग की पूरी बाहरी प्रोफाइल को काट दिया जाता है।
- छिद्रण के समान, लेकिन स्लग तैयार उत्पाद बन जाता है
- गड़गड़ाहट की दिशा आंतरिक छिद्रों/खांचों के विपरीत होती है (जब तक कि मिश्रित ब्लैंक डाई में ब्लैंकिंग ऊपर की ओर न हो)
- टन भार की गणना छिद्रण के समान ही है
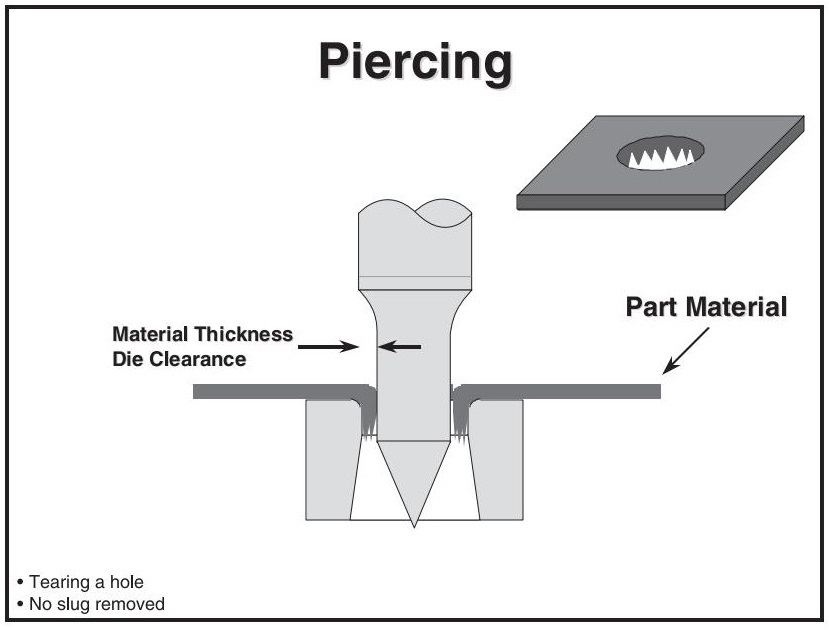
3.4पियर्सिंग
- छेद करने से स्लग को हटाए बिना छेद बन जाता है
- पंच सामग्री को फाड़ देता है, जिससे एक खुरदुरा किनारा बन जाता है
- दिखने में यह खाने की कद्दूकस करने वाली मशीन में लगे छेद जैसा है
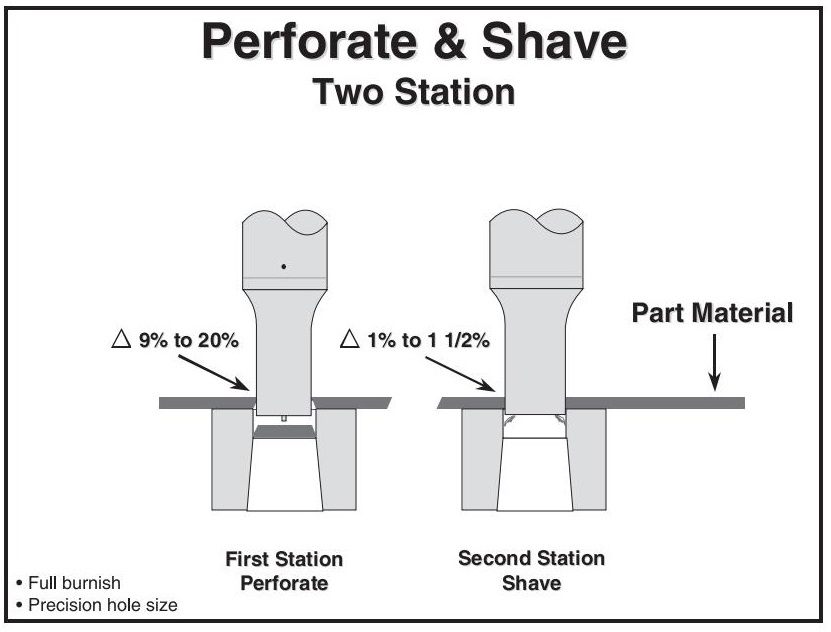
3.5छिद्रित करें और शेव करें
शेविंग से छेद के अंदर एक उच्च चमकीला (शीयर) क्षेत्र बनता है। इसमें दो स्टेशनों का उपयोग होता है:
- प्रथम स्टेशन: उपकरण जीवन और कम कार्य कठोरता के लिए अनुकूलित निकासी के साथ मानक छिद्रण
- दूसरा स्टेशन: तंग निकासी का उपयोग करके अंतिम आकार में एक छेद काटता है
- प्रति पक्ष निकासी: 1–1.5% सामग्री मोटाई (कुल 2–3%)
- बहुत अधिक निकासी = छेद का कटना और पुनः टूटना
उपकरण का आकार:
- शेव पंच = अंतिम छेद का आकार
- शेव मैट्रिक्स = पंच से 2–3% बड़ा
- छिद्रण पंच = शेव पंच से छोटा, अत्यधिक गड़गड़ाहट के बिना अधिकतम निकासी
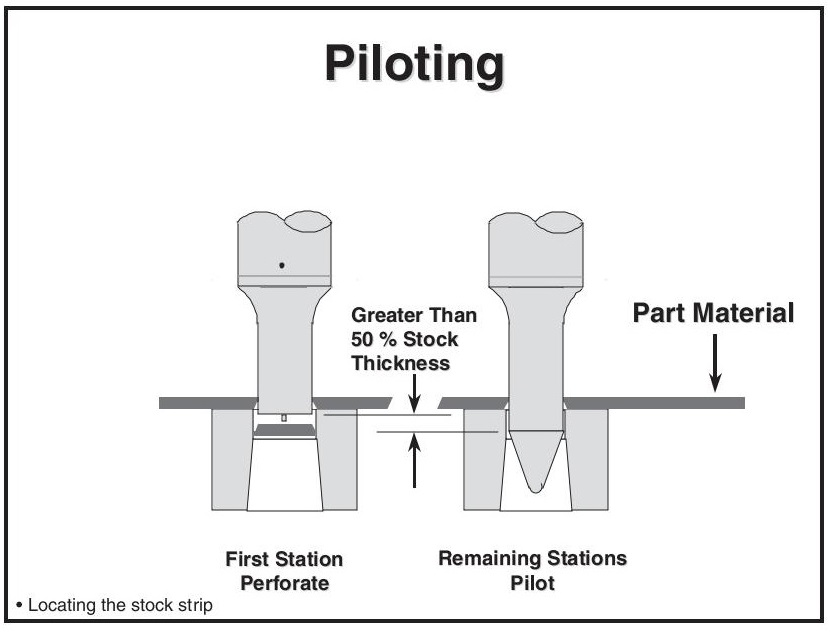
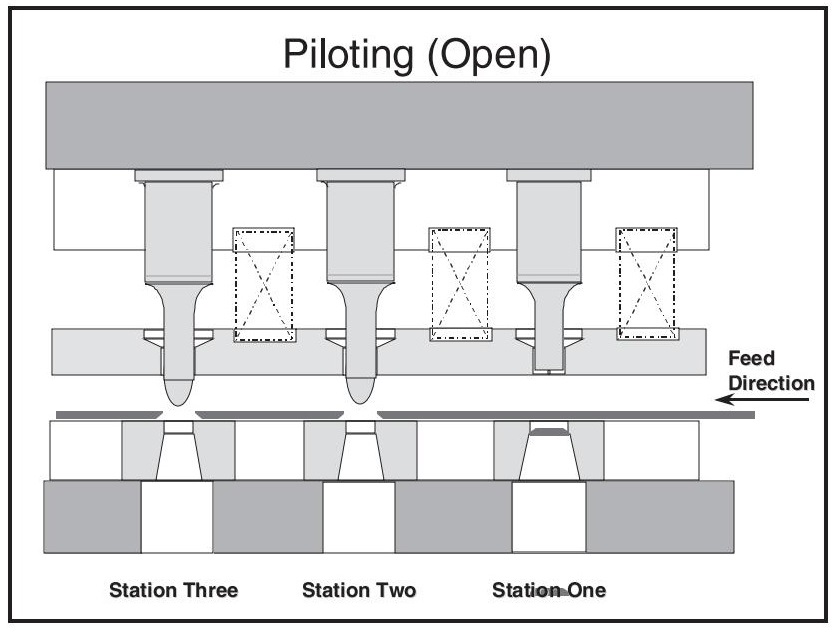
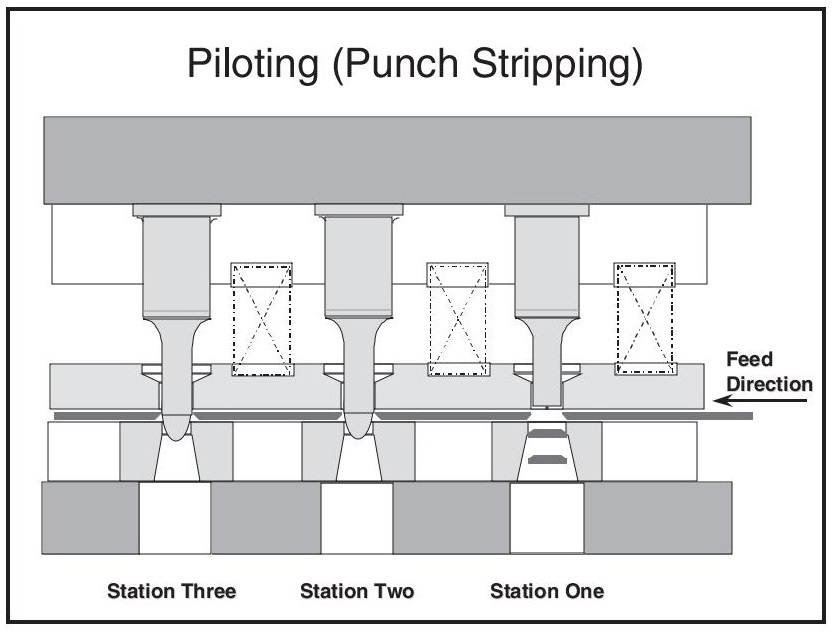
3.6प्रयोग करने
स्टैम्पिंग टूल के अंदर स्टॉक स्ट्रिप या पार्ट मटेरियल का सटीक स्थान निर्धारित करने के लिए पायलट महत्वपूर्ण होते हैं। वे प्रत्येक ऑपरेशन शुरू होने से पहले उचित संरेखण सुनिश्चित करते हैं।
कार्य और समय:
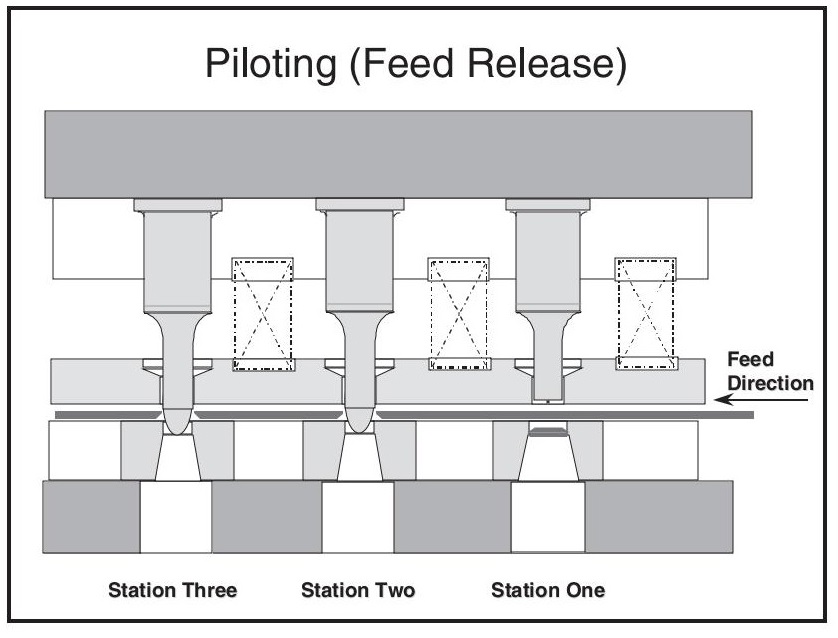
- पायलट स्ट्रिपर के संपर्क में आने से पहले स्ट्रिप या भाग में पहले से मौजूद छेदों को बंद कर देते हैं
- एक बार जब पायलट नाक प्रवेश शुरू करता है, तो फीडर सामग्री को छोड़ देता है, जिससे पायलट स्टॉक को उचित स्थिति में खींच सकता है
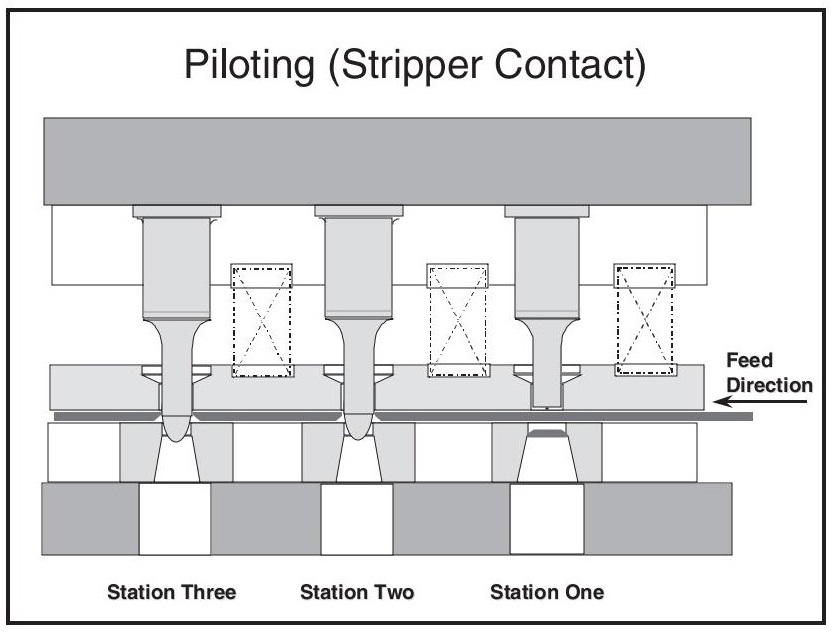
- इसके बाद स्ट्रिपर सामग्री को जकड़ लेता है और उसे अपनी जगह पर लॉक कर देता है
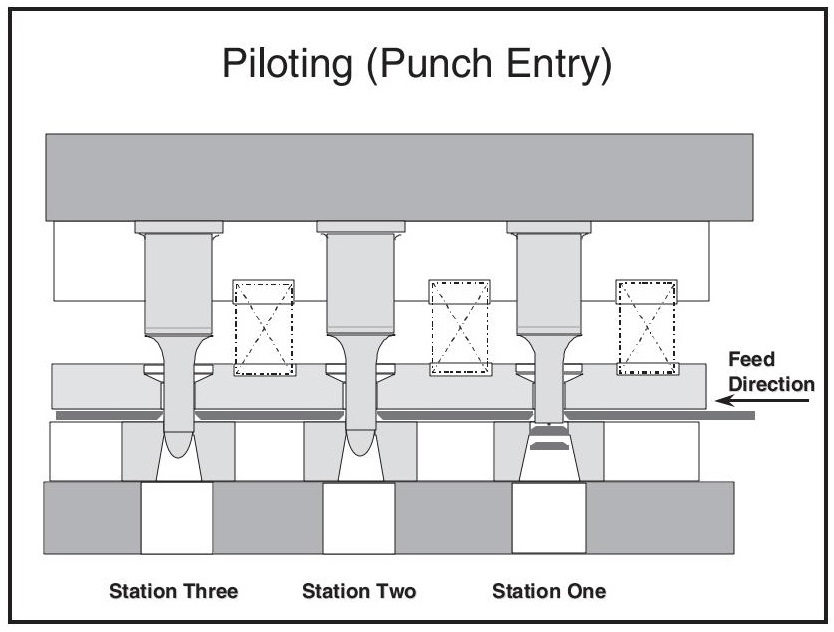
- पायलट और स्ट्रिपर के बाद छिद्रण पंच, सामग्री से संपर्क करने वाले अंतिम घटक होने चाहिए
पायलट डिज़ाइन:
पायलटों की नाक आमतौर पर गोल या पतली होती है ताकि सामग्री को विकृत किए बिना प्रवेश का मार्गदर्शन किया जा सके
पायलट बिंदु का व्यास आमतौर पर प्रवेश के दौरान चिपकने से रोकने के लिए लोकेटिंग छेद बनाने के लिए उपयोग किए जाने वाले पंच व्यास से 0.001" छोटा होता है
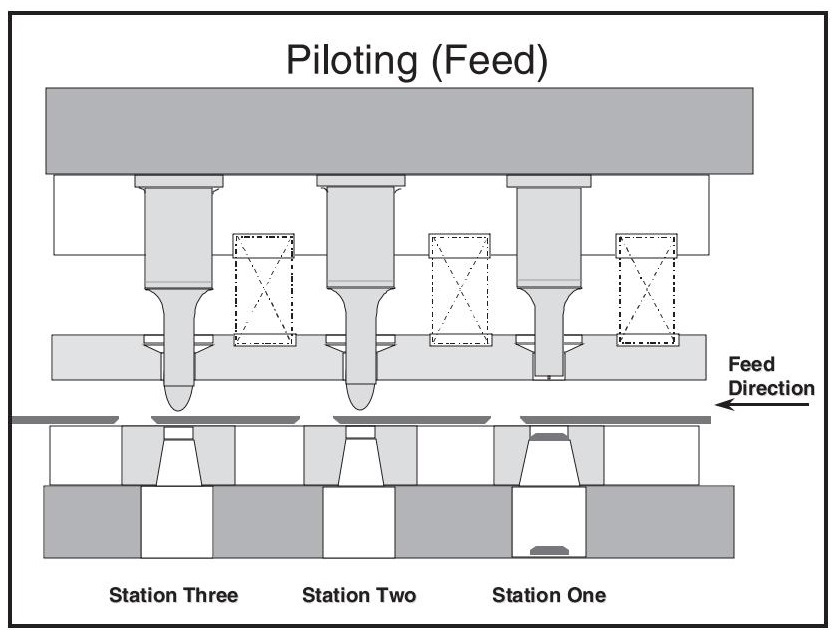
कार्य अवधि:
अधिकांश सरल डाई अनुप्रयोगों में, पायलट कार्यशील लंबाई छिद्रण पंचों की तुलना में 0.080” से 0.125” तक लंबी होती है
डाई प्रविष्टि और निकासी:
डिज़ाइनरों की निकासी रणनीति पर मतभेद:
- भाग के नीचे तंग निकासी (≤ 0.0005″) पार्श्व समर्थन और सटीक स्थान प्रदान करती है - गठन या मोटी सामग्री के लिए आदर्श
- खामी: मिसफीड के मामले में, तंग क्लीयरेंस अत्यधिक स्ट्रिपिंग बल, गैलिंग, या यहां तक कि पायलट को बाहर खींच सकता है, विशेष रूप से बॉल-लॉक पायलटों में
- प्रति पक्ष सामग्री की मोटाई: पायलट को पकड़े बिना सामग्री को नीचे की ओर निकलने के लिए जगह प्रदान करती है
- दोष: स्प्रिंगबैक एक्सट्रूज़न के बाद स्ट्रिपिंग बल को बढ़ा सकता है
यदि गलत फीडिंग बार-बार हो रही हो तो इसकी अनुशंसा करें: समर्थन और रिलीज को संतुलित करने के लिए मानक छिद्रण निकासी का उपयोग करें
स्ट्रिपिंग संबंधी विचार:
- चूंकि पायलट पूरी तरह से विस्तारित स्ट्रिपर से आगे बढ़ते हैं, वे भाग स्ट्रिपिंग में हस्तक्षेप कर सकते हैं
- इस जोखिम को कम करने के लिए, पायलटों को स्ट्रिपर से 1/3 से 1/2 मोटाई से अधिक सामग्री को बाहर नहीं निकालना चाहिए
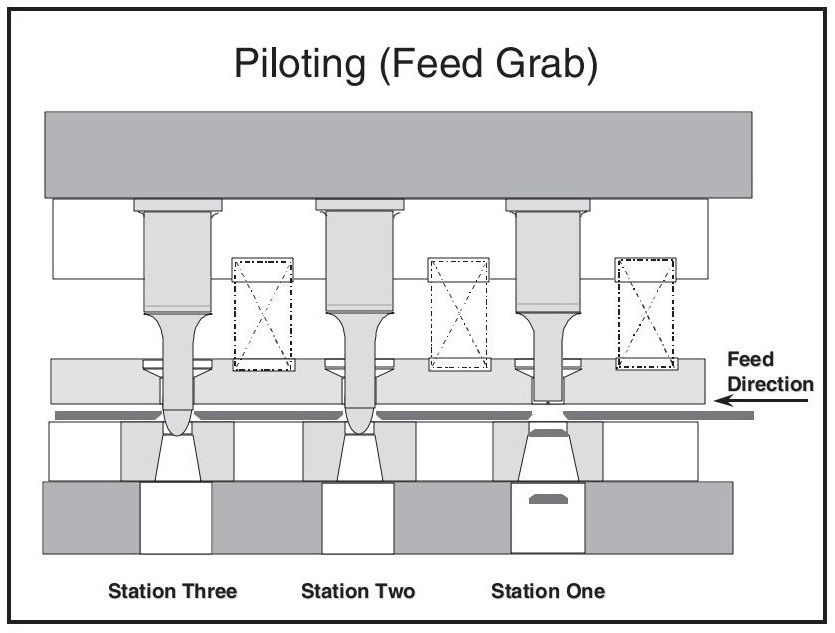
भोजन क्रम:
- पायलट लोकेटिंग होल में प्रवेश करता है
- फीडर सामग्री जारी करता है
- पायलट भाग को संरेखित करता है
- स्ट्रिपर भाग को जगह पर जकड़ लेता है
- पंच सामग्री को संलग्न करते हैं
- पायलट के पूरी तरह से पीछे हटने के बाद, फीडर सामग्री को अगले स्टेशन तक ले जाता है।
- चक्र दोहराता है
प्रो टिप: स्ट्रिपर के सामग्री से ऊपर उठने से पहले फीडर को स्ट्रिप से जुड़ने के लिए हमेशा समय दें। इससे सुचारू प्रगति सुनिश्चित होती है और गलत फीडिंग या भाग के खिसकने का जोखिम कम होता है।
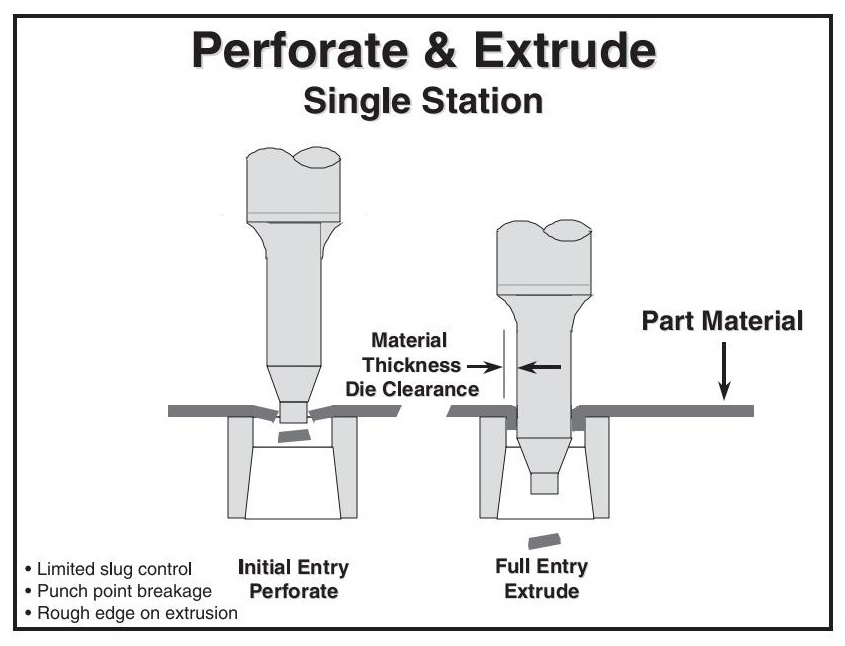
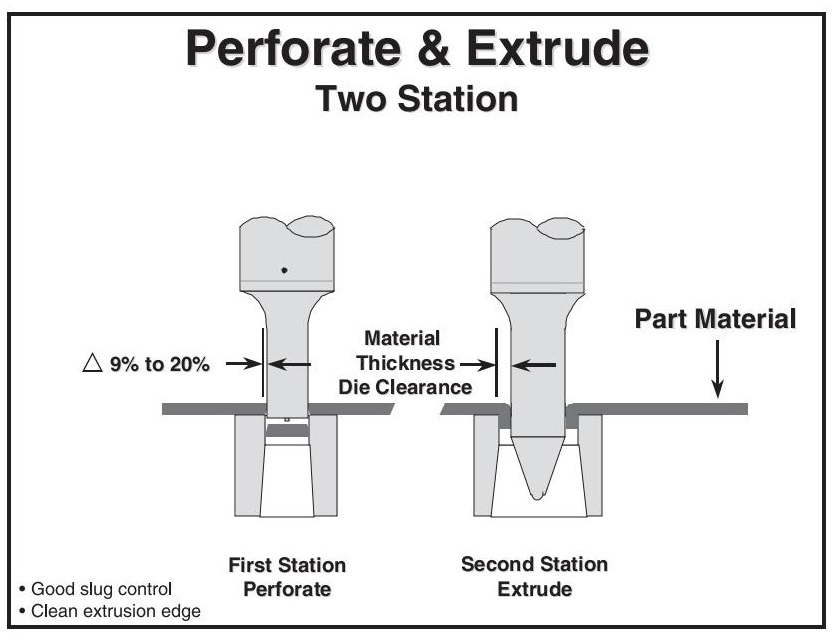
3.7छिद्रित करना और बाहर निकालना
एकल-स्टेशन (अनुशंसित नहीं):
- खुरदुरा एक्सट्रूज़न किनारा
- पंच से नाक टूटना
- स्लग का लुढ़कना या जाम होना
दो-स्टेशन (अनुशंसित):
- पहला स्टेशन: छिद्र
- दूसरा स्टेशन: एक्सट्रूड्स
लाभ:
- एक्सट्रूज़न किनारे साफ़ करें
- अच्छा स्लग नियंत्रण
- बेहतर उपकरण विश्वसनीयता
नोट: मानक पायलट एक्सट्रूज़न पंच के रूप में काम कर सकते हैं। सर्वोत्तम प्रदर्शन के लिए उन्हें स्टोन और पॉलिश करें।
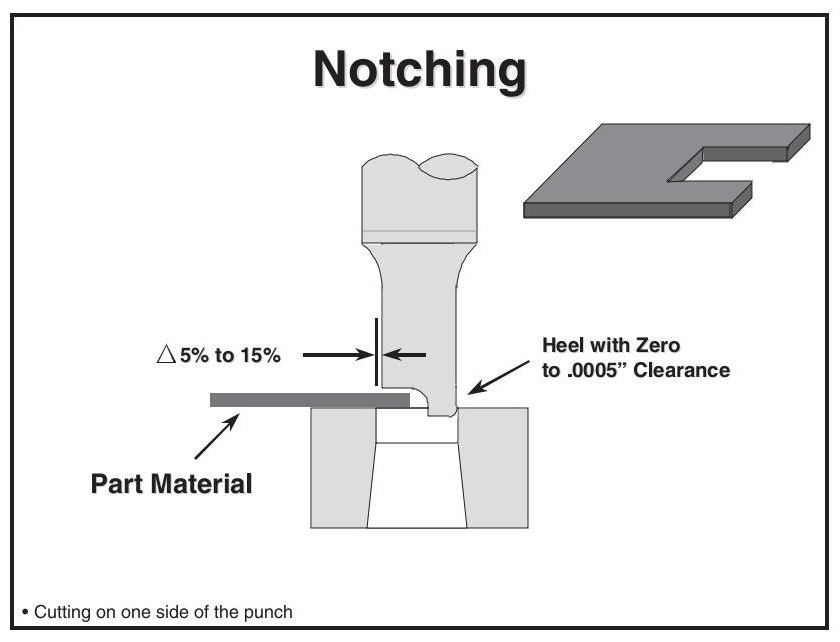
3.8निशाना साधना
नोचिंग से किसी भाग के किनारे पर बने छेद का एक हिस्सा हट जाता है।
- पंच के केवल एक तरफ ही कटिंग होती है
- पार्श्व विक्षेपण का कारण बनता है → काटने वाले किनारे के विपरीत एड़ी की आवश्यकता होती है
- एड़ी को पहले मैट्रिक्स से जुड़ना चाहिए
- एड़ी पर छोटा त्रिज्या मैट्रिक्स क्षति से बचाता है
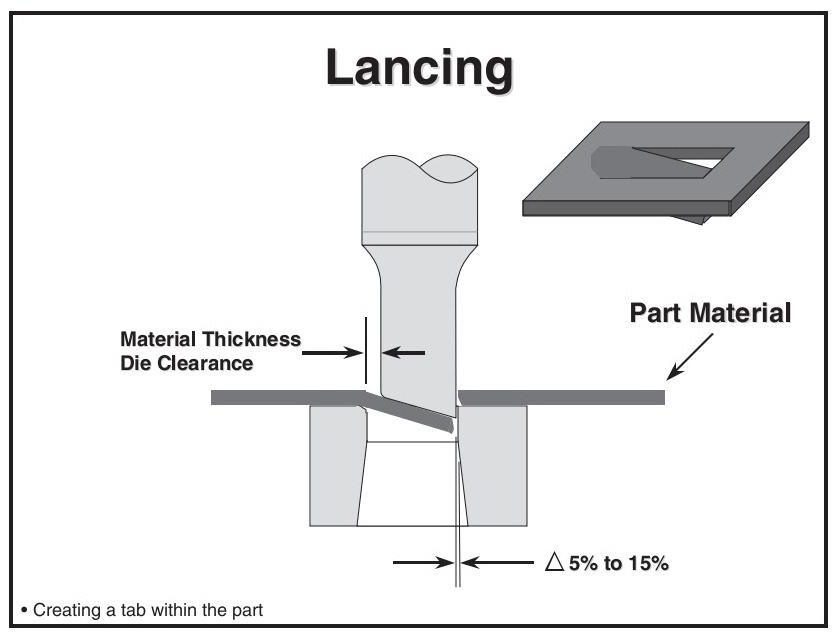
3.9लैंसिंग
लैंसिंग से स्लग को हटाए बिना ही भाग के भीतर एक टैब बन जाता है।
- इसमें आमतौर पर एकल कतरनी कोण शामिल होता है
- कटे हुए किनारों के लिए सामान्य निकासी का उपयोग किया जाता है
- जुड़ा हुआ किनारा मैट्रिक्स पर मुड़ा हुआ है
- मोड़ त्रिज्या के अंतर्गत निकासी = सामग्री की मोटाई
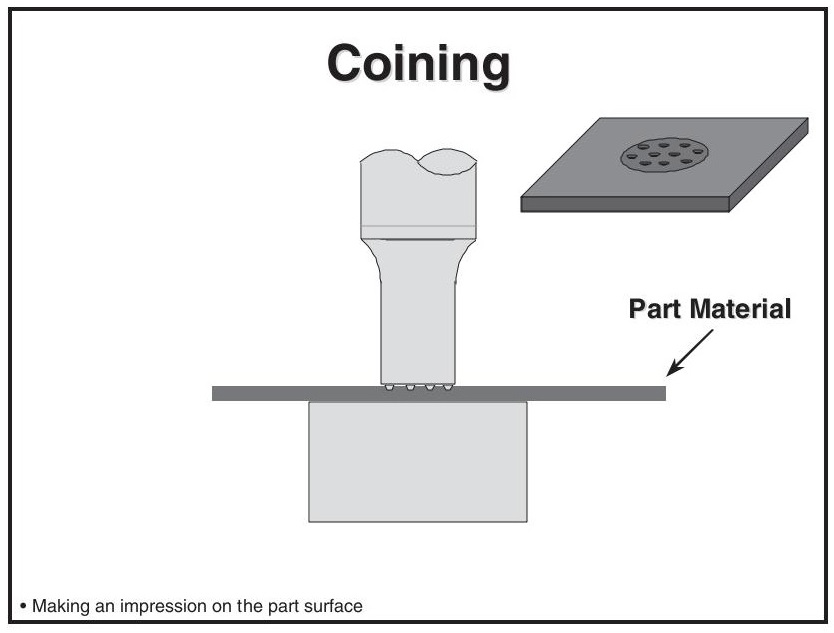
3.10गढ़ने
सिक्का बनाने से भाग की सतह पर एक या दोनों तरफ छाप बनती है।
अक्सर इसका उपयोग किया जाता है:
- पतले स्थानीय क्षेत्र
- सामग्री को विस्थापित करें (कोई स्लग नहीं हटाया जाता)
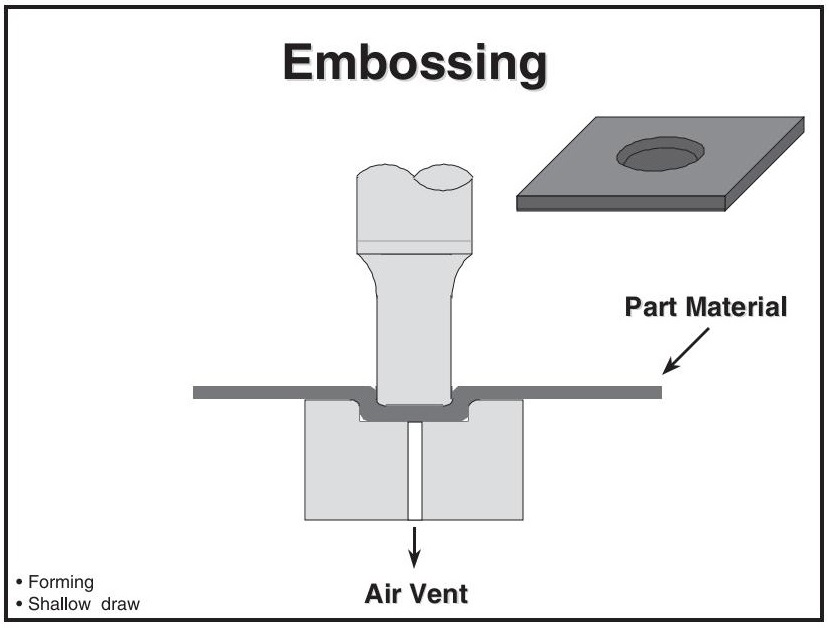
3.11एम्बॉसिंग
एम्बॉसिंग से सामग्री को पतला किए बिना उसमें आकृतियाँ बनाई जाती हैं।
- एक अंधी गुहा बनाने के लिए एक पंच का उपयोग करता है
- समतल सतह बनाने के लिए नीचे की ओर
- किसी भाग के उभरने या उपकरण के टूटने से बचने के लिए वायु वेंट छेद आवश्यक हैं
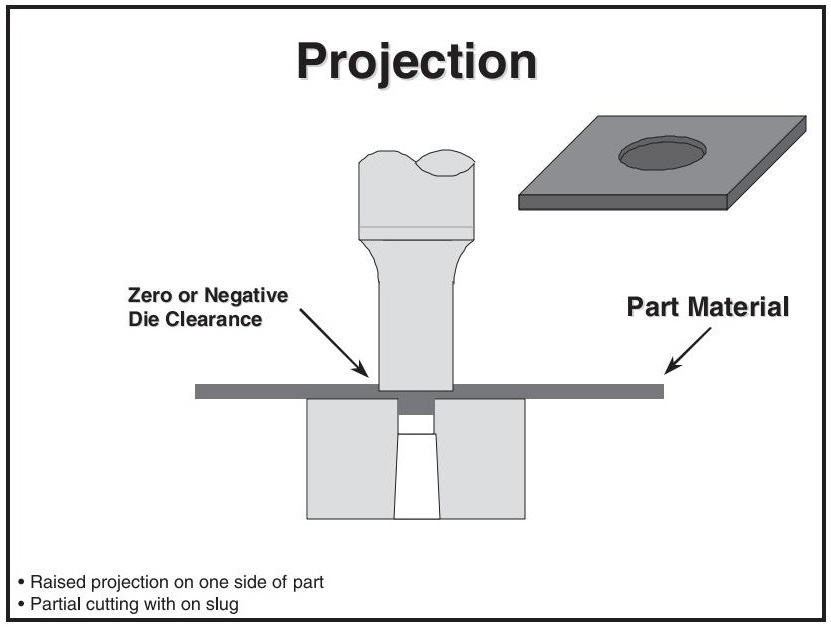
3.12प्रक्षेपण
प्रक्षेपण सामग्री के मैट्रिक्स पक्ष पर एक उभरी हुई आकृति बनाता है।
शून्य या नकारात्मक निकासी के माध्यम से प्राप्त
के लिए इस्तेमाल होता है:
- वेल्डिंग संपर्क
- मेटिंग भागों के लिए लोकेटर
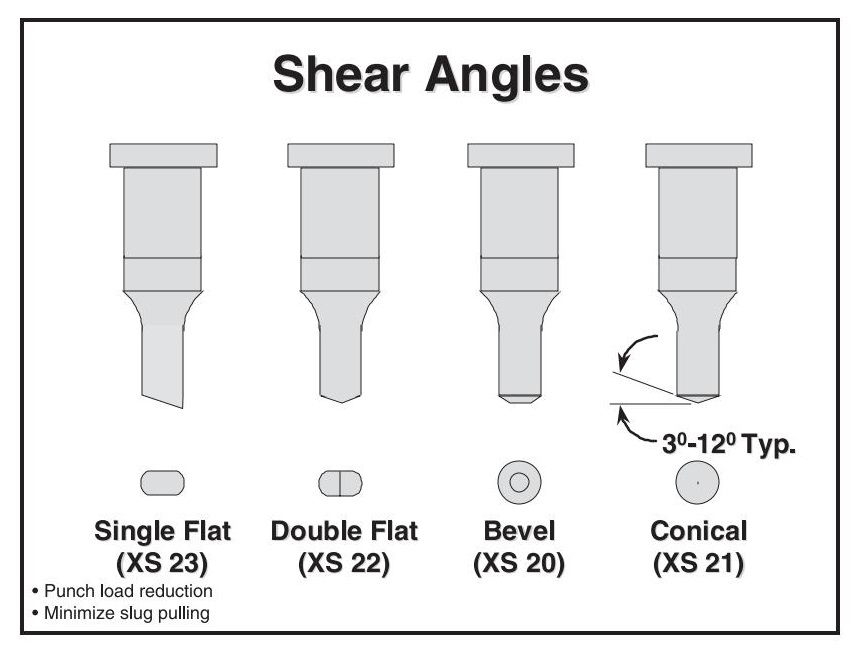
3.13कतरनी कोण
कतरनी कोण पंच लोड को कम करते हैं और स्लग नियंत्रण में सुधार करते हैं।
| प्रकार | उपयोग केस और नोट्स |
| सिंगल फ्लैट | भार कम करता है लेकिन पार्श्व पंच विक्षेपण, घिसाव और टूट-फूट का कारण बन सकता है; आकार वाले पंचों पर उपयोग किया जाता है |
| डबल फ्लैट (छत पर) | आयताकार/आयताकार पंचों के लिए सर्वोत्तम; अवतल आकृतियों से बचें |
| झुकना | अच्छा भार न्यूनीकरण और चिप प्रतिरोध; अधिक घिसाव की संभावना |
| चोटीदार | गोल पंचों के लिए सर्वोत्तम; घिसाव को समान रूप से वितरित करता है और स्लग खींचने को न्यूनतम करता है |
4.0सारांश
आधुनिक विनिर्माण में धातु मुद्रांकन एक आधारभूत प्रक्रिया है, जो धातु के पुर्जों के उच्च-गति और उच्च-परिशुद्धता उत्पादन को संभव बनाती है। इस लेख में, हमने इस प्रक्रिया को संचालित करने वाली मुख्य अवधारणाओं और प्रक्रियाओं पर चर्चा की है:
- विभिन्न प्रकार के डाई की भूमिकाएं - सरल, मिश्रित और प्रगतिशील - तथा प्रत्येक का उपयोग कब करना है।
- का महत्व पंच प्रेस और सुसंगत परिणाम प्राप्त करने में उचित संरेखण।
- विभिन्न स्ट्रिपर प्रकारों का कार्य और डिजाइन: फिक्स्ड, यूरेथेन और स्प्रिंग स्ट्रिपर्स।
- प्रमुख मुद्रांकन कार्यों में छिद्रण, ब्लैंकिंग, शेविंग, नोचिंग, लैंसिंग, सिक्काकरण, एम्बॉसिंग आदि शामिल हैं।
- शब्दावली और सर्वोत्तम प्रथाएँ, जैसे टन भार गणना, पंच स्टैगिंग और पायलट डिज़ाइन।
इन सिद्धांतों को समझने से न केवल उत्पादन की गुणवत्ता बेहतर बनाने में मदद मिलती है, बल्कि टूलिंग का जीवनकाल भी बढ़ता है और लागत कम होती है। चाहे आप अभी शुरुआत कर रहे हों या अपने ज्ञान को और गहरा करना चाहते हों, मेटल स्टैम्पिंग की बुनियादी बातों में महारत हासिल करने से उन्नत डाई डिज़ाइन और सटीक निर्माण के लिए एक ठोस आधार तैयार होता है।
5.0सामान्य प्रश्न
सरल, मिश्रित और प्रगतिशील डाई के बीच क्या अंतर है?
- सरल डाई: प्रति प्रेस स्ट्रोक एक ऑपरेशन निष्पादित करता है (जैसे, छिद्रण या ब्लैंकिंग)।
- यौगिक डाई: एक ही बार में एक स्टेशन पर कई ऑपरेशन करता है।
- प्रगतिशील मरो: जैसे-जैसे पट्टी आगे बढ़ती है, यह कई स्टेशनों पर अनुक्रमिक संचालन करता है।
क्यों क्या मुद्रांकन में पंच प्रेस संरेखण इतना महत्वपूर्ण है?
खराब संरेखण के कारण उपकरण समय से पहले घिस सकता है, पुर्जों में खराबी आ सकती है, या प्रेस को भी नुकसान पहुँच सकता है। डाई सेट प्रेस में होने वाली गलत संरेखण समस्याओं को पूरी तरह से ठीक नहीं कर सकता।
यौगिक डाई के फायदे और नुकसान क्या हैं?
- पेशेवरों: कॉम्पैक्ट, किफायती, सटीक, और सभी गड़गड़ाहट एक तरफ का सामना करते हैं।
- दोष: सीमित आंतरिक स्थान, संकेन्द्रित आघात भार के कारण उपकरण विफलता का जोखिम।
क्या है स्टैम्पिंग डाई में स्ट्रिपर की भूमिका क्या है?
छिद्रण के बाद, एक स्ट्रिपर, पंच टिप से पुर्ज़े को हटा देता है। यह स्ट्रिपिंग बल, पुर्ज़े की चपटीपन और उपकरण के समग्र प्रदर्शन को नियंत्रित करने में मदद करता है।
कौन खाल उधेड़नेवाला कौन सा प्रकार सर्वोत्तम है: स्थिर, यूरेथेन, या स्प्रिंग?
- तय: कम लागत लेकिन कम नियंत्रण; झटका और सपाटपन की समस्या से ग्रस्त।
- urethane: लागत प्रभावी लेकिन समय के साथ खराब हो जाता है; गलत संरेखण का कारण हो सकता है।
- वसंत: सर्वोत्तम प्रदर्शन और विश्वसनीयता; झटके को अवशोषित करता है और भाग को सपाट रखता है।
कैसे करें मैं छिद्रण बल (टन भार) की गणना कैसे करें?
सूत्र का प्रयोग करें:
सामग्री की मोटाई × कट की लंबाई (या छेद की परिधि) × कतरनी शक्ति
गोल छेद के लिए उदाहरण:
परिमाप = π × व्यास
क्या क्या पंच चौंका देने वाला है, और यह महत्वपूर्ण क्यों है?
पंच की असमान लम्बाई स्नैप-थ्रू शॉक को कम करती है, टूलींग की सुरक्षा करती है, तथा उच्च गति स्टैम्पिंग प्रदर्शन में सुधार करती है।
क्या है छिद्रण, ब्लैंकिंग और छेदन के बीच अंतर क्या है?
- छिद्रण: छेद बनाने के लिए स्लग को हटाता है।
- रिक्त: बाहरी प्रोफाइल को काटता है; स्लग अंतिम भाग है।
- पियर्सिंग: सामग्री हटाए बिना छेद बनाता है (फाड़ता है या धक्का देकर खोलता है)।
क्या क्या स्टैम्पिंग डाई में पायलटिंग का उद्देश्य यही है?
पायलट पंचिंग से पहले स्ट्रिप की सटीक स्थिति सुनिश्चित करते हैं। वे प्रत्येक प्रेस चक्र के लिए सामग्री को सटीक रूप से संरेखित करने के लिए छेदों का पता लगाकर प्रवेश करते हैं।
क्या क्या सिक्का बनाना बनाम उभारना एक अंतर है?
- गढ़ने: सतह पर बारीक विवरण बनाने या मोटाई कम करने के लिए सामग्री को विस्थापित करता है।
- एम्बॉसिंग: सामग्री को पतला किए बिना उभरी हुई या धंसी हुई आकृतियाँ बनाना।




