

- 1.0धातु काटने के औजारों में सामान्य रूप से किस प्रकार की टूट-फूट होती है?
- 2.0धातु काटने वाले औजारों की घिसावट प्रक्रिया क्या है?
- 3.0धातु काटने वाले औजारों के घिसाव (कुंद होने) का मानदंड क्या है?
- 4.0धातु काटने वाले औजारों का जीवनकाल कितना होता है?
- 5.0धातु काटने वाले औजारों के जीवनकाल को कौन से कारक प्रभावित करते हैं?
- 6.0धातु काटने वाले औजारों की जीवन अवधि का उचित निर्धारण कैसे करें?
- 7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
परिचय
धातु की कटाई आधुनिक विनिर्माण की नींव है, और धातु काटने के उपकरण इस नींव के मूल तत्व हैं। ऑटोमोटिव घटकों से लेकर एयरोस्पेस संरचनाओं तक, सटीक सांचों से लेकर सामान्य यांत्रिक भागों तक, लगभग सभी धातु उत्पादों का उत्पादन कुशल और विश्वसनीय काटने के उपकरणों पर निर्भर करता है।
हालांकि, निरंतर कटाई प्रक्रियाओं के दौरान औजारों का घिसना अपरिहार्य है। यह सीधे तौर पर औजारों के जीवनकाल को निर्धारित करता है और परिणामस्वरूप उत्पादन क्षमता, मशीनिंग लागत और उत्पाद की गुणवत्ता की स्थिरता को प्रभावित करता है।
1.0धातु काटने के औजारों में सामान्य रूप से किस प्रकार की टूट-फूट होती है?
उपकरण विफलता वर्गीकरण:
औजार की खराबी को दो मुख्य श्रेणियों में विभाजित किया जा सकता है: सामान्य घिसाव और औजार का टूटना। सामान्य घिसाव में मुख्य रूप से निम्नलिखित प्रकार शामिल हैं।
1.1रेक फेस वियर:
उच्च गति और अधिक मोटाई में कटाई करते समय, विशेष रूप से स्टील जैसी उच्च गलनांक वाली नमनीय धातुओं की मशीनिंग के दौरान, रेक सतह पर तीव्र घर्षण के कारण अर्धचंद्राकार गड्ढे का निर्माण होता है।
गड्ढे का केंद्र रेक सतह पर उच्चतम कटाई तापमान के अनुरूप होता है। गड्ढे और मुख्य कटाई किनारे के बीच एक छोटा सा भूभाग शेष रहता है। जैसे-जैसे कटाई जारी रहती है, गड्ढे की चौड़ाई और गहराई धीरे-धीरे बढ़ती जाती है, भूभाग संकरा होता जाता है, और अंततः किनारे से लकड़ी उखड़ने लगती है।
क्रेटर केंद्र से मुख्य कटिंग एज (\(K_M\)) तक की दूरी आमतौर पर लगभग 1-3 मिमी होती है, और घिसाव की मात्रा को अधिकतम क्रेटर गहराई \(K_T\) द्वारा व्यक्त किया जाता है।
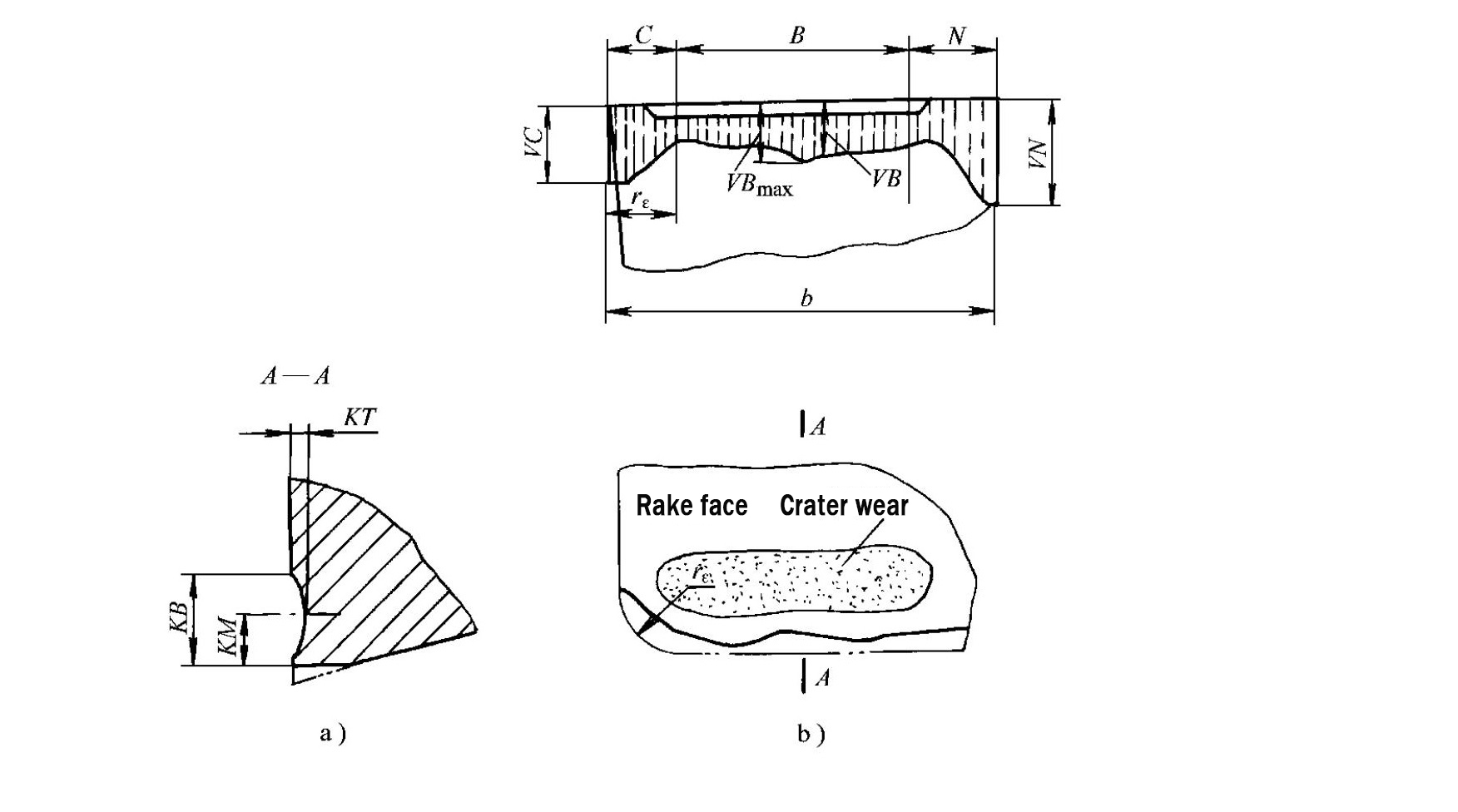
1.2पार्श्व चेहरे पर पहनने योग्य वस्तुएँ:
धातु काटने वाले उपकरण के पार्श्व भाग और मशीनीकृत सतह के बीच तीव्र घर्षण होता है, जिससे मुख्य काटने वाले किनारे के पास शून्य क्लीयरेंस कोण के साथ एक संकीर्ण घिसाव क्षेत्र तेजी से बन जाता है।
इस प्रकार का घिसाव कम कटिंग गति और कम कटिंग मोटाई पर होता है, चाहे भंगुर या लचीली धातुओं की मशीनिंग की जा रही हो।
पार्श्व भाग की घिसावट पट्टी की विशिष्ट विशेषताएं:
- टूल नोज क्षेत्र (ज़ोन सी): कमज़ोर शक्ति और खराब ऊष्मा अपव्यय के कारण सबसे अधिक घिसाव का अनुभव होता है; अधिकतम मान को \(V_C\) के रूप में व्यक्त किया जाता है।
- वर्कपीस की सतह के निकट पार्श्व भाग (ज़ोन N): गहरी खांचों (सीमा घिसाव) के लिए प्रवण; गहराई को \(V_N\) द्वारा दर्शाया गया है।
- वियर बैंड का मध्य भाग (ज़ोन बी): अपेक्षाकृत एकसमान घिसाव दर्शाता है; अधिकतम घिसाव की चौड़ाई को \(V_{B\text{max}}\) के रूप में दर्शाया गया है।
1.3रेक और फ्लैंक का एक साथ घिसाव:
मध्यम कटिंग गति और फीड दरों के तहत उच्च गलनांक वाले नमनीय धातुओं की मशीनिंग करते समय, रेक फेस पर क्रेटर घिसाव और फ्लैंक फेस पर घिसाव अक्सर एक साथ होता है।
2.0धातु काटने वाले औजारों की घिसावट प्रक्रिया क्या है?
पहनने के चरण का विभाजन:
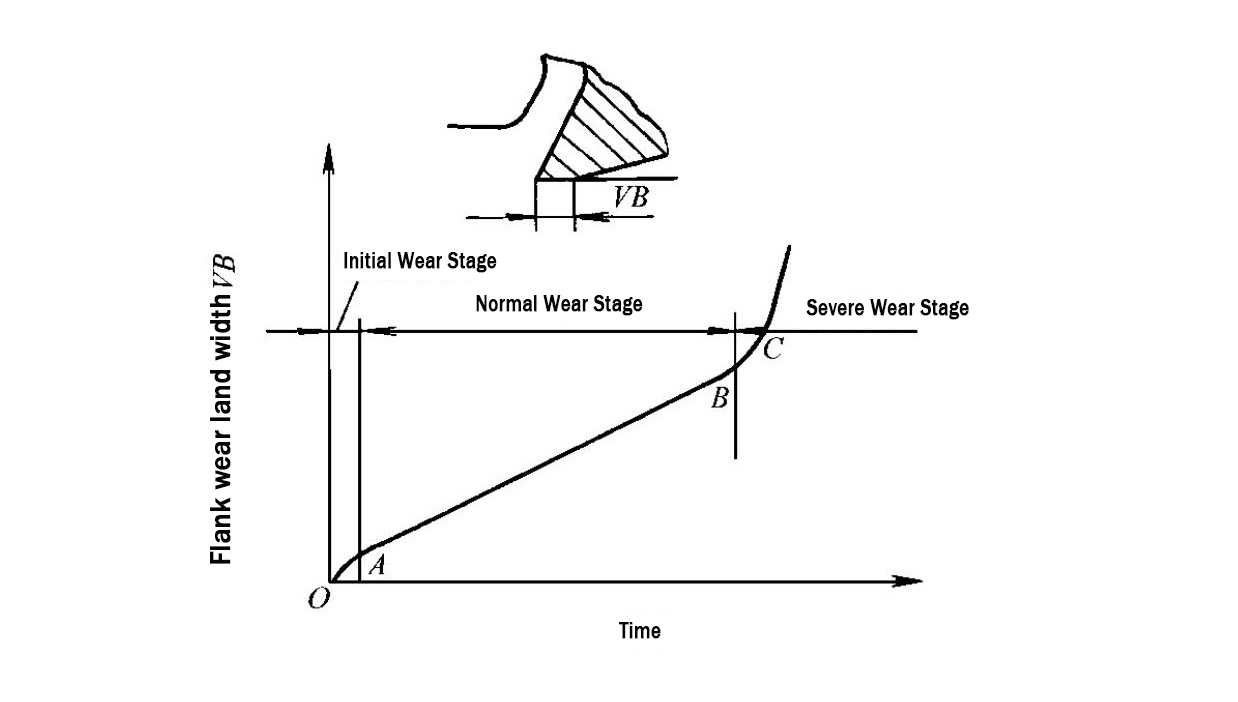
दी गई कटाई स्थितियों के तहत, घिसाव के प्रकार की परवाह किए बिना, उपकरण का घिसाव कटाई के समय के साथ बढ़ता है और आम तौर पर तीन चरणों से गुजरता है।
2.1प्रारंभिक घिसावट चरण:
नए सिरे से तैयार किए गए धातु काटने वाले औजारों की सतह खुरदरी होती है और पार्श्व भाग पर सूक्ष्म दरारें जैसी सूक्ष्म खामियां होती हैं। काटने वाला किनारा तेज होता है, और पार्श्व भाग तथा मशीनीकृत सतह के बीच संपर्क क्षेत्र छोटा होता है।
परिणामस्वरूप, संपीड़न तनाव और काटने का तापमान काटने वाले किनारे पर अत्यधिक केंद्रित होता है, जिससे अपेक्षाकृत उच्च घिसाव दर होती है।
2.2सामान्य घिसाव अवस्था:
प्रारंभिक घिसावट की अवधि के बाद, पार्श्व सतह की खुरदरी सतह चिकनी हो जाती है, भार वहन क्षेत्र बढ़ जाता है, संपीडन तनाव कम हो जाता है, और घिसावट दर में काफी कमी आती है और वह स्थिर हो जाती है। इसके बाद धातु काटने का उपकरण सामान्य घिसावट अवस्था में प्रवेश कर जाता है।
2.3अत्यधिक घिसावट की अवस्था:
जब पार्श्व घिसाव की चौड़ाई (V_B) एक निश्चित सीमा तक पहुँच जाती है, तो घर्षण में तीव्र वृद्धि होती है, काटने के बल और तापमान में तेजी से वृद्धि होती है, और घिसाव की दर में नाटकीय रूप से वृद्धि होती है। धातु काटने का उपकरण जल्दी ही खराब हो जाता है और अपनी काटने की क्षमता खो देता है।
3.0धातु काटने वाले औजारों के घिसाव (कुंद होने) का मानदंड क्या है?
निर्णय के आधार को कमजोर करना:
जब धातु काटने का औजार एक निश्चित सीमा तक घिस जाता है, तो निम्नलिखित घटनाएं घटित होती हैं:
- काटने की ताकत और काटने का तापमान काफी बढ़ जाता है।
- मशीनिंग के बाद सतह खुरदरी हो जाती है और आयामी सटीकता सहनशीलता सीमा से बाहर हो जाती है।
- चिप का रंग और आकार असामान्य हो जाता है, साथ ही कंपन या शोर भी हो सकता है।
ये लक्षण संकेत देते हैं कि उपकरण की धार कुंद हो गई है।
सुस्ती मानदंड की परिभाषा:
मशीनिंग आवश्यकताओं के अनुसार अधिकतम स्वीकार्य घिसावट मान निर्दिष्ट किया जाना चाहिए—इस मान को उपकरण घिसावट (सुस्त होने) मानदंड के रूप में जाना जाता है।
मानदंड चयन का कारण:
चूंकि पार्श्व सतह का घिसाव सबसे आम और मापने में सबसे आसान है, इसलिए पार्श्व सतह के मध्य भाग पर औसत घिसाव मान, \(V_B\), को आमतौर पर धातु काटने के औजारों के लिए घिसाव मानदंड के रूप में उपयोग किया जाता है।
3.1विभिन्न मशीनिंग स्थितियों के अंतर्गत अनुशंसित \(V_B\) मान
| मशीनिंग की स्थितियाँ | अनुशंसित VB मान (मिमी) |
|---|---|
| घुमाना समाप्त करें | 0.1–0.3 |
| मिश्रधातु इस्पात की रफ टर्निंग, या कम कठोरता वाले वर्कपीस की रफ टर्निंग | 0.4–0.5 |
| कार्बन स्टील की रफ टर्निंग | 0.6–0.8 |
| ढलवां लोहे के पुर्जों की खुरदरी खराद | 0.8–1.2 |
| बड़े स्टील और कास्ट आयरन वर्कपीस की कम गति वाली रफ टर्निंग | 1.0–1.5 |

4.0धातु काटने वाले औजारों का जीवनकाल कितना होता है?
उपकरण के जीवनकाल की परिभाषा:
टूल लाइफ से तात्पर्य टूल ग्राइंडिंग के बाद कटिंग शुरू होने से लेकर घिसावट के निर्धारित स्तर तक पहुंचने तक के कुल प्रभावी कटिंग समय से है। टूल सेटिंग, माप, रैपिड ट्रैवर्स और रिटर्न स्ट्रोक जैसे गैर-कटिंग समय इसमें शामिल नहीं हैं।
उपकरण के जीवनकाल को \(T\) से दर्शाया जाता है और इसे मिनटों में मापा जाता है।
उपकरण जीवनकाल का वर्गीकरण:
- पुनः पीसने योग्य धातु काटने के उपकरण: टूल लाइफ से तात्पर्य दो लगातार रीग्राइंडिंग प्रक्रियाओं के बीच वास्तविक कटिंग समय से है; कुल टूल लाइफ पहले उपयोग से लेकर पूरी तरह से स्क्रैप होने तक का कटिंग समय है।
- नॉन-रीग्राइंडेबल मेटल कटिंग टूल्स: कुल टूल लाइफ, टूल लाइफ के बराबर होती है।
5.0धातु काटने वाले औजारों के जीवनकाल को कौन से कारक प्रभावित करते हैं?
5.1कटिंग पैरामीटर:
कटिंग पैरामीटर सबसे महत्वपूर्ण कारकों में से हैं। टूल लाइफ (T) और कटिंग पैरामीटर के बीच सामान्य संबंध इस प्रकार है:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
कहाँ:
- \(C_T\): उपकरण जीवन स्थिरांक जो उपकरण सामग्री, वर्कपीस सामग्री और कटिंग स्थितियों से संबंधित है।
- \(x, y, z\): अनुभवजन्य घातांक, आमतौर पर \(x > y > z\) के साथ
उदाहरण:
जब कार्बाइड टर्निंग टूल का उपयोग करके कार्बन स्टील को टर्न किया जाता है, जिसका घनत्व \(\sigma_b = 0.637\ \text{GPa}\) होता है:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
नियम:
जैसे-जैसे \(v_c\), \(f\), और \(a_p\) बढ़ते हैं, टूल लाइफ \(T\) घटती जाती है। कटिंग स्पीड \(v_c\) का प्रभाव सबसे अधिक होता है, उसके बाद फीड रेट \(f\) का और कट की गहराई \(a_p\) का सबसे कम।
उत्पादकता में सुधार करने के साथ-साथ उपकरण के जीवनकाल को सुनिश्चित करने के लिए, पहले एक बड़ा \(a_p\) चुनें, फिर एक बड़ा \(f\) चुनें, और अंत में एक उचित \(v_c\) चुनें।
5.2टूल ज्योमेट्री पैरामीटर:
- रेक कोण (\(\gamma_o\)): इसे बढ़ाने से काटने का बल और तापमान कम हो जाता है, जिससे उपकरण का जीवनकाल बढ़ जाता है। अत्यधिक रेक कोण उपकरण की मजबूती और ऊष्मा अपव्यय को कमजोर करता है, जिससे टूटने का खतरा बढ़ जाता है।
- मुख्य काटने का किनारा कोण (\(\kappa_r\)): इसे कम करने से टूल टिप की मजबूती और ऊष्मा अपव्यय में सुधार होता है। अत्यधिक कम \(\kappa_r\) से रेडियल बल बढ़ता है और कम कठोरता वाली प्रणालियों में कंपन उत्पन्न हो सकता है।
- अतिरिक्त कारक: कटिंग एज के छोटे कोण (kappa_r) को कम करने और टूल नोज त्रिज्या (r_varepsilon) को बढ़ाने से टूल के जीवनकाल पर समान सकारात्मक प्रभाव पड़ता है।
5.3उपकरण सामग्री:
उच्च तापमान पर बेहतर मजबूती और घिसाव प्रतिरोध से औजारों का जीवनकाल बढ़ता है। प्रभाव, भारी कार्य या कठिन मशीनिंग परिस्थितियों में, प्रभाव सहनशीलता और झुकने की क्षमता प्रमुख कारक बन जाते हैं।
5.4वर्कपीस सामग्री:
- उच्च शक्ति और कठोरता से कटाई का तापमान बढ़ता है और उपकरण का जीवनकाल कम हो जाता है।
- अधिक लचीलापन और मजबूती के साथ-साथ कम तापीय चालकता भी काटने के तापमान को बढ़ाती है और उपकरण के जीवनकाल को कम करती है।
6.0धातु काटने वाले औजारों की जीवन अवधि का उचित निर्धारण कैसे करें?
मूल सिद्धांत:
उचित टूल लाइफ का चयन उत्पादकता बढ़ाता है और लागत कम करता है। अत्यधिक लंबी टूल लाइफ के लिए कटिंग पैरामीटर छोटे रखने पड़ते हैं और धातु हटाने की दर कम हो जाती है। अत्यधिक छोटी टूल लाइफ से टूल बदलने और रीग्राइंडिंग का समय बढ़ जाता है, जिससे कुल लागत बढ़ जाती है।
6.1सामान्य उपकरणों के लिए अनुशंसित उपकरण जीवनकाल मान
| उपकरण का प्रकार | अनुशंसित उपकरण जीवनकाल (मिनट) |
|---|---|
| उच्च गति इस्पात मोड़ने वाले उपकरण | 60–90 |
| हाई-स्पीड स्टील ड्रिल | 80–120 |
| ब्रेज़्ड कार्बाइड टर्निंग टूल्स | 60 |
| इंडेक्सेबल कार्बाइड टर्निंग टूल्स | 15–30 |
| कार्बाइड फेस मिलिंग कटर | 120–180 |
| गियर काटने के उपकरण | 200–300 |
| स्वचालित मशीनों के लिए उच्च गति वाले स्टील टर्निंग टूल | 180–200 |
6.2अतिरिक्त मुद्दो पर विचार करना:
- उपकरण की जटिलता और सटीकता: जटिल, उच्च परिशुद्धता वाले, बहु-धार वाले औजारों का जीवनकाल सरल, कम परिशुद्धता वाले, एकल-धार वाले औजारों की तुलना में अधिक होता है।
- अनुक्रमणीय उपकरण: तेजी से इंसर्ट बदलने से कम समय में भी तेज धार बनाए रखने में मदद मिलती है।
- फिनिशिंग बनाम रफिंग: कम कटिंग लोड और उच्च सटीकता की आवश्यकताओं के कारण फिनिशिंग टूल्स को अधिक जीवनकाल की आवश्यकता होती है।
- बड़े वर्कपीस को अंतिम रूप देना: टूल की लंबी आयु से प्रक्रिया के दौरान टूल बदलने की आवश्यकता नहीं रहती।
- सीएनसी मशीनिंग: टूल का जीवनकाल एक कार्य शिफ्ट से अधिक होना चाहिए और एक भाग को काटने में लगने वाले समय से अधिक होना चाहिए।
7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
प्रश्न: उपकरण की सतह पर घिसावट को औजार की धार कम होने का सबसे आम मापदंड क्यों माना जाता है?
ए: धातु काटने में सबसे आम घिसाव का प्रकार पार्श्व सतह का घिसाव है, जो कम से मध्यम काटने की गति पर भंगुर और तन्य दोनों धातुओं पर लागू होता है। इसका घिसाव बैंड नियमित आकार का होता है, जिसमें मध्य भाग (ज़ोन B) में एकसमान घिसाव होता है, और औसत घिसाव मान (V_B) को मापना और नियंत्रित करना आसान होता है। इसलिए, (V_B) को मानक सुस्ती मानदंड के रूप में व्यापक रूप से अपनाया जाता है।
प्रश्न: उपकरण के जीवनकाल पर सबसे अधिक प्रभाव डालने वाला कटिंग पैरामीटर कौन सा है?
ए: काटने की गति (v_c) का सबसे अधिक प्रभाव होता है, उसके बाद फ़ीड दर (f) का, जबकि कटाई की गहराई (a_p) का सबसे कम प्रभाव होता है। इसकी पुष्टि टूल लाइफ समीकरण से होती है, जहाँ बड़े घातांक अधिक प्रभाव दर्शाते हैं।
प्रश्न: फिनिशिंग और रफिंग प्रक्रियाओं के बीच टूल लाइफ का चयन किस प्रकार भिन्न होता है?
ए: फिनिशिंग प्रक्रियाओं में कटिंग लोड कम होता है और सतह की गुणवत्ता और आयामी सटीकता सुनिश्चित करने के लिए टूल की लाइफ लंबी होती है। वहीं, रफिंग प्रक्रियाओं में तेजी से मटेरियल हटाने पर ध्यान केंद्रित किया जाता है और इनमें कम टूल लाइफ के साथ कटिंग पैरामीटर बड़े होते हैं।
प्रश्न: इंडेक्सेबल टूल्स की टूल लाइफ ब्रेज़्ड टूल्स की तुलना में कम क्यों होती है?
ए: इंडेक्सेबल टूल्स रीग्राइंडिंग के बिना तेजी से इंसर्ट बदलने की सुविधा देते हैं, जिससे कटिंग एज तेज बनी रहती है। कम टूल लाइफ से कटिंग एफिशिएंसी बढ़ती है और साथ ही टूलिंग कॉस्ट भी संतुलित रहती है।
प्रश्न: क्या सीएनसी मशीनिंग में टूल लाइफ के लिए कोई विशेष आवश्यकताएं होती हैं?
ए: जी हाँ। सीएनसी मशीनिंग आमतौर पर स्वचालित और निरंतर होती है। स्थिर और निर्बाध उत्पादन सुनिश्चित करने के लिए टूल का जीवनकाल एक कार्य-शिफ्ट से अधिक और एक पुर्जे को काटने में लगने वाले समय से अधिक होना चाहिए।