

- 1.0धातु काटने वाली मशीनों का वर्गीकरण और अनुप्रयोग
- 2.0पावर हैकसॉ: संरचना, ब्लेड और संचालन प्रक्रिया
- 3.0बैंडसॉ: ऊर्ध्वाधर और क्षैतिज प्रकारों की व्याख्या
- 4.0ब्लेड चयन और पहनने के संकेतक
- 5.0बैंडसॉ के लिए विशेष अनुलग्नक
- 6.0संचालन और सुरक्षा दिशानिर्देश
- 7.0शीतलक दिशानिर्देश
- 8.0निष्कर्ष:
- 9.0FAQ: धातु बैंडसॉ के बारे में सामान्य प्रश्न
आधुनिक धातुकर्म में धातु बैंडसॉ अपरिहार्य हैं, जो विभिन्न आकारों और कठोरता वाली धातुओं को काटने के लिए बेजोड़ सटीकता, बहुमुखी प्रतिभा और दक्षता प्रदान करते हैं। छोटी मरम्मत कार्यशालाओं से लेकर बड़े पैमाने पर औद्योगिक उत्पादन तक, बैंडसॉ के प्रकारों, उचित ब्लेड चयन, संचालन प्रक्रियाओं और रखरखाव प्रथाओं को समझना उत्पादकता को अधिकतम करने और उपकरणों के जीवनकाल को बढ़ाने के लिए महत्वपूर्ण है।
1.0धातु काटने वाली मशीनों का वर्गीकरण और अनुप्रयोग
पावर हैकसॉ
- विशेषताएँ: एक रेसिप्रोकेटिंग सॉइंग मशीन जो एक ही सीधे ब्लेड (4-14 TPI) का उपयोग करती है। इसका डिज़ाइन सरल है, जिसमें एक घूमने वाला वाइज़ है जो सीधे या कोणीय कट की अनुमति देता है।
- अनुप्रयोग: छोटे से मध्यम आकार के उत्पादन, सीधी या मेटर कटिंग कार्यों के लिए आदर्श। मरम्मत कार्यशालाओं और पुर्जों की रफ मशीनिंग के लिए अक्सर उपयोग किया जाता है।
- उपयुक्त सामग्री: मध्यम और कम कठोरता वाली धातुएँ जैसे 45# स्टील और एल्युमीनियम मिश्रधातुएँ। बैंडसॉ की तुलना में काटने की गति और दक्षता कम होती है।
बैंड देखा
- विशेषताएँ: निरंतर लूप ब्लेड से सुसज्जित, बैंडसॉ उच्च दक्षता, सटीक कट और बहुमुखी प्रदर्शन प्रदान करते हैं। धातुकर्म में ये सबसे व्यापक रूप से उपयोग की जाने वाली आरा मशीनें हैं।
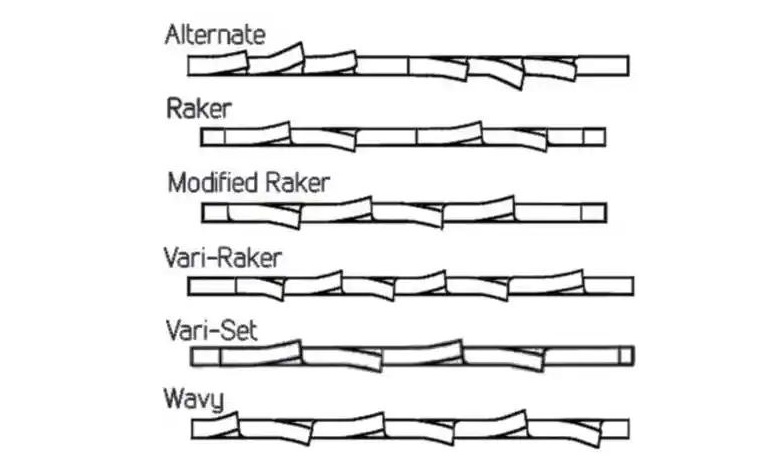
- ब्लेड विकल्प: 6-32 टीपीआई, रेकर, वेव या सीधे दांतों के साथ विभिन्न सामग्रियों और काटने की आवश्यकताओं के अनुरूप उपलब्ध।
- मुख्य प्रकार:
- क्षैतिज बैंडसॉ: बार और प्लेटों की कुशल, सीधी और निश्चित लंबाई वाली कटिंग के लिए हाइड्रोलिक-चालित। 98% से अधिक की उच्च सामग्री उपयोग दर प्रदान करता है।
- वर्टिकल बैंडसॉब्लेड को लंबवत रखा गया है, जिससे यह घुमावदार आकृतियों, अनियमित प्रोफाइल और आंतरिक कटों के लिए उपयुक्त है - आमतौर पर इसका उपयोग सांचों और कलात्मक कार्य-वस्तुओं के लिए किया जाता है।
- सीएनसी बैंडसॉ: बड़े पैमाने पर और जटिल कटिंग कार्यों के लिए स्वचालित प्रोग्रामिंग प्रदान करता है, जिसका ऑटोमोटिव और एयरोस्पेस उद्योगों में व्यापक रूप से उपयोग किया जाता है।
- विशेषताएँ: तेज़ गति से काटने के लिए एक घूर्णनशील गोलाकार ब्लेड का उपयोग करता है। काटने की सटीकता पावर हैकसॉ और बैंडसॉ के बीच स्थित है।
- मुख्य प्रकार:
- धातु परिपत्र आरी: पाइप और प्रोफाइल सहित स्टील, एल्यूमीनियम और स्टेनलेस स्टील को काटने के लिए डिज़ाइन किया गया।
- लकड़ी का काम करने वाला गोलाकार आरी: लकड़ी को सटीक रूप से काटने के लिए बारीक दांत या दांतेदार ब्लेड का उपयोग किया जाता है, फर्नीचर उत्पादन में व्यापक रूप से उपयोग किया जाता है।
- कट-ऑफ सर्कुलर आरी: सरिया और बेयरिंग ब्लैंक जैसी सामग्रियों की निश्चित लंबाई की कटिंग के लिए विशेषज्ञता।
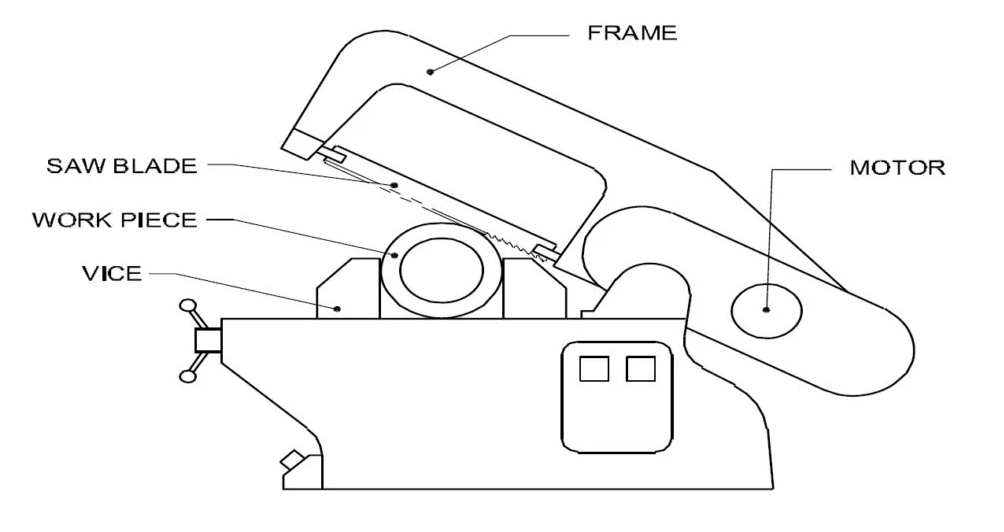
2.0पावर हैकसॉ: संरचना, ब्लेड और संचालन प्रक्रिया
कोर संरचना
- आधार:अंतर्निर्मित शीतलक टैंक और पंप; ऊपरी कार्य-टेबल वाइस और वर्कपीस को सहारा देती है। आंतरिक अवरोधक चिप्स को जमने देते हैं।
- वाइस:विभिन्न आकारों या आकृतियों के वर्कपीस को क्लैंप करने के लिए समायोज्य। कुछ मॉडल मेटर कटिंग के लिए घूम सकते हैं।
- चौखटा:हैक्सॉ ब्लेड को सहारा देता है; वर्कपीस को केवल कटिंग स्ट्रोक पर ही संलग्न करता है (रिटर्न स्ट्रोक मुक्त होता है), जिससे ब्लेड का घिसाव कम होता है।
- गति परिवर्तन तंत्र:समायोज्य स्ट्रोक प्रति मिनट (एसपीएम), आमतौर पर विभिन्न धातु काटने की गति से मेल खाने के लिए तेज/मध्यम/धीमी सेटिंग्स के साथ।
- समायोज्य फ़ीड क्लच:इंच के हज़ारवें हिस्से में फ़ीड दर को नियंत्रित करता है। ब्लेड टूटने से बचाने के लिए ओवरलोड के तहत फिसलता है।
ब्लेड चयन दिशानिर्देश
- सामग्री:उच्च गति वाला स्टील या टंगस्टन स्टील; दांत कठोर होते हैं जबकि शरीर मजबूती बरकरार रखता है।
- दाँत के प्रकार:रेकर, वेव या स्ट्रेट; बंधन को रोकने के लिए कर्फ़ ब्लेड से थोड़ा चौड़ा होता है।
- टूथ पिच (टीपीआई):प्रति इंच 4-14 दांत होते हैं। मुलायम पदार्थों के लिए मोटे दांत; सख्त पदार्थों के लिए बारीक दांत।
- प्रतिस्थापन समय:सुस्त ब्लेड को सीधे बदल दें; पुनः तेज करने की अनुशंसा नहीं की जाती है।
संचालन प्रक्रिया
- अंकन और मापन:वर्कपीस की सतह पर कटिंग लाइन बनाएं।
- क्लैम्पिंग और संरेखण:वाइस और ब्लेड के वर्गाकारपन की जांच करें; माइटर कट के लिए वाइस को घुमाएं।
- स्ट्रोक समायोजन:स्ट्रोक के केन्द्र में होने की पुष्टि करने के लिए फ्रेम को मैन्युअल रूप से हिलाएं, जिससे ब्लेड का वर्कपीस से टकराव रोका जा सके।
- बैच कटिंग:विभिन्न टुकड़ों में एकसमान लंबाई सुनिश्चित करने के लिए स्टॉप गेज का उपयोग करें।
- पैरामीटर सेटिंग्स:सामग्री की कठोरता के अनुसार स्ट्रोक गति और फ़ीड दर को समायोजित करें, फिर काटना शुरू करें।

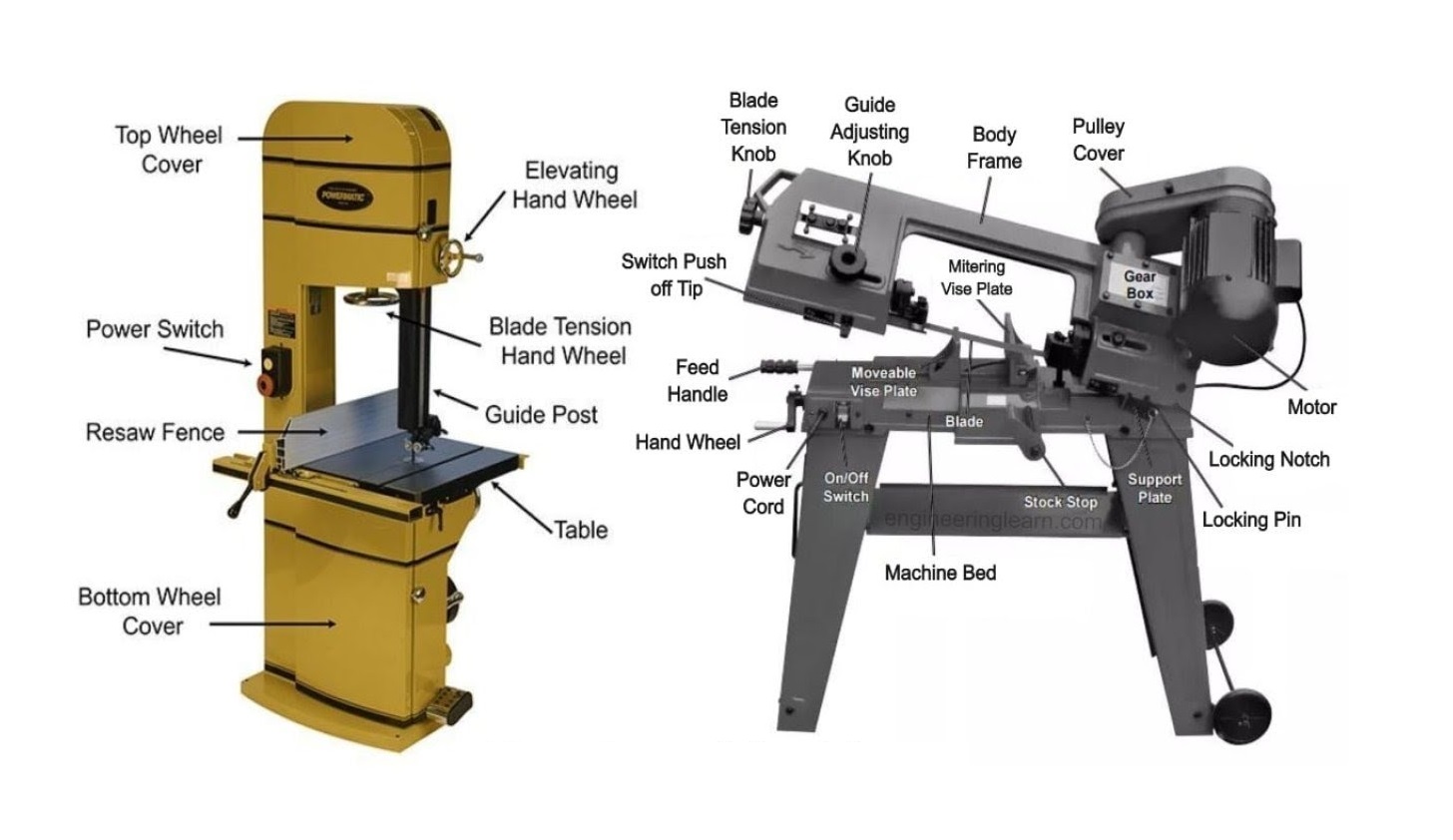
3.0बैंडसॉ: ऊर्ध्वाधर और क्षैतिज प्रकारों की व्याख्या
(1) सामान्य विशेषताएँ
निरंतर लूप ब्लेड तेजी से चिप हटाने को सुनिश्चित करता है।
ब्लेड के प्रकार: या तो कुंडल रूप में आपूर्ति की जाती है (50-500 फीट, लूप में वेल्डिंग की आवश्यकता होती है) या पूर्व-वेल्डेड लूप (वेल्डिंग के बिना उपयोग के लिए तैयार)।
(2) वर्टिकल बैंडसॉ (कंटूर और कर्व कटिंग)
- सिर:इसमें आइडलर व्हील, ड्राइव मोटर, टेंशन समायोजन, एयर नोजल और ऊपरी गाइड पोस्ट शामिल हैं।
- स्तंभ:गति सूचक डायल और ब्लेड वेल्डर से सुसज्जित।
- आधार:इसमें ड्राइव व्हील, मोटर, गियरबॉक्स, लोअर गाइड और पावर फीड मैकेनिज्म होता है।
- मुख्य विशेषताएं:
- गले की गहराई अधिकतम वर्कपीस आकार निर्धारित करती है जिसे काटा जा सकता है।
- समोच्च और वक्र काटने के लिए उपयुक्त; सामग्री फ़ीड मैनुअल या पावर-सहायता प्राप्त हो सकती है।
- बड़े वर्कपीस को टकराव से बचने के लिए योजनाबद्ध काटने के पथ की आवश्यकता होती है।
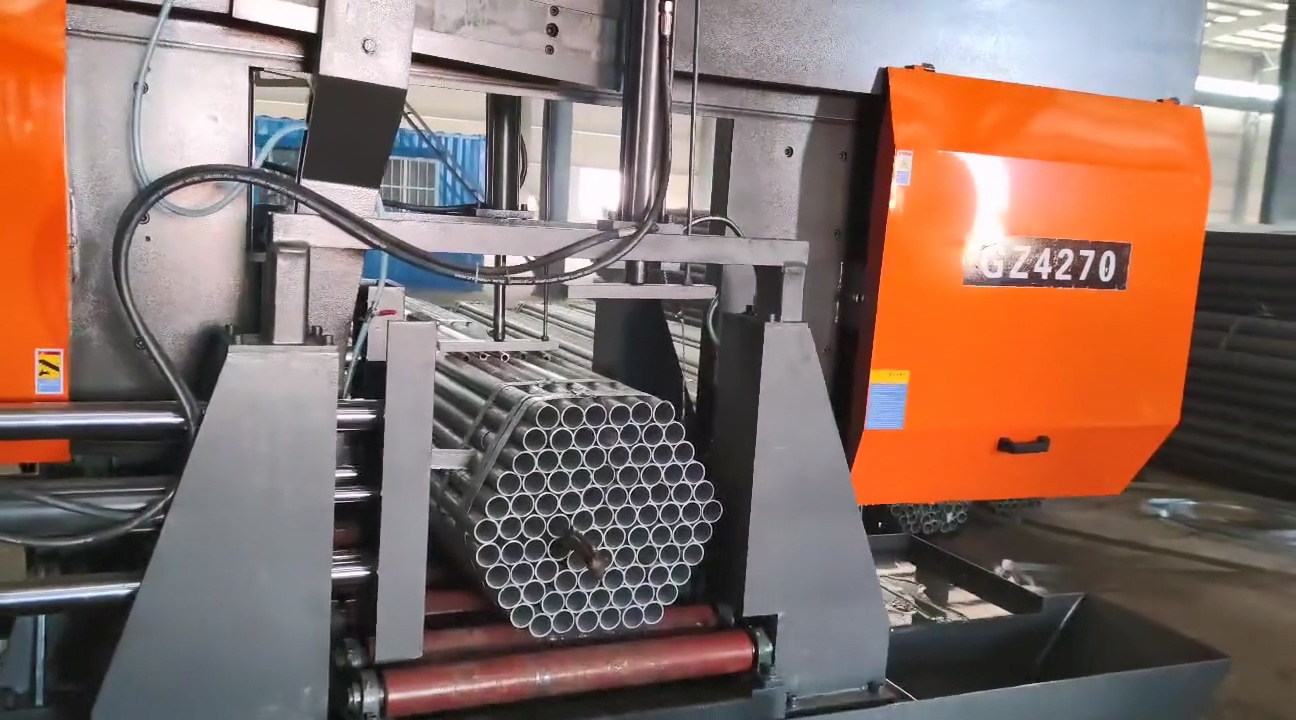
(3) क्षैतिज बैंडसॉ (कुशल सीधी कटिंग)
- ब्लेड सिस्टम:आरी ब्लेड ड्राइव और आइडलर पहियों पर चलती है, तथा सीधी काटने की सटीकता बनाए रखने के लिए रोलर गाइड का उपयोग किया जाता है।
- वाइस:स्थिर जबड़े को किसी कोण पर सेट किया जा सकता है; चल जबड़े को स्वचालित रूप से संरेखित किया जा सकता है।
- नियंत्रण प्रणाली:हाइड्रोलिक लिफ्टिंग तंत्र फ़ीड दबाव और ब्लेड तनाव को समायोजित करता है। कुछ मॉडलों में ऑपरेटर के संदर्भ के लिए फ़ीड दर चार्ट शामिल होते हैं।
- शीतलक प्रणाली:बेस में एक शीतलक टैंक और पंप एकीकृत है, जो चिप्स को बहाते समय ब्लेड को ठंडा करता है।
- लाभ:
- उच्च दक्षता, बैच और निश्चित-लंबाई काटने के लिए आदर्श।
- स्टॉप गेज का उपयोग कई कटों में एकसमान कार्य-वस्तु लंबाई सुनिश्चित करने के लिए किया जा सकता है।


4.0ब्लेड चयन और पहनने के संकेतक
चयन सिद्धांत
- सामग्री:विशेष मिश्र धातु इस्पात; दांतों को कठोर बनाया जाता है जबकि ब्लेड बॉडी को मजबूती के लिए तापानुशीतित किया जाता है।
- दाँत का आकार:रेकर दांत सामान्य प्रयोजन के होते हैं; पतली दीवार वाली सामग्रियों के लिए तरंग दांत को प्राथमिकता दी जाती है।
- टूथ पिच (टीपीआई):6-32 दांत प्रति इंच, सामग्री के प्रकार और वर्कपीस के आयामों के अनुसार चयनित।
- ब्लेड की चौड़ाई:सीधी कटाई के लिए चौड़े ब्लेड की सिफारिश की जाती है; समोच्च और वक्र कटाई के लिए संकीर्ण ब्लेड आदर्श होते हैं।
ब्लेड घिसने के संकेत
- काटने पर अंकित रेखा से विचलन होता है।
- चिप्स छोटे कणों के रूप में दिखाई देते हैं (कच्चे लोहे को काटते समय को छोड़कर)।
- मैन्युअल फीडिंग धीमी हो जाती है या प्रभावी रूप से काटने में विफल हो जाती है।
- दांत अपनी तीक्ष्णता और काटने की क्षमता खो देते हैं।
5.0बैंडसॉ के लिए विशेष अनुलग्नक
- फ़ाइल बैंड:फाइलिंग कार्यों के लिए आरी ब्लेड बदलें; मोटे, मध्यम और महीन दांतों में उपलब्ध है।
- पॉलिशिंग बेल्ट:मोटे, मध्यम या महीन ग्रिट वाला कपड़ा-आधारित; औजारों के निशानों को हटाने या उच्च चमक वाली फिनिश प्राप्त करने के लिए उपयोग किया जाता है।
- परिपत्र काटने अनुलग्नक:आंतरिक और बाहरी वृत्तों को काटने की अनुमति देता है; स्थिति निर्धारण के लिए एक ड्रिल किए गए केंद्र छेद की आवश्यकता होती है।
- कोण देखा गाइड:लंबे वर्कपीस को काटने के लिए ब्लेड को 30° घुमाता है।
- मेटर कटिंग गाइड:कोणीय कटिंग के लिए वर्कपीस को माइटर हेड के सामने रखता है।
- त्रिज्या/समोच्च काटना:ब्लेड को आपस में जुड़ने से रोकने के लिए शुरुआती छेद ड्रिल करना ज़रूरी है। आंतरिक आकृति के लिए, काटने से पहले ब्लेड को एक लूप में वेल्ड किया जाना चाहिए।
6.0संचालन और सुरक्षा दिशानिर्देश
गति और फ़ीड चयन
नरम सामग्री (एल्यूमीनियम, तांबा): उच्च गति (उच्च एफपीएम) का उपयोग करें और कटाई स्थिर होने पर धीरे-धीरे फीड दबाव बढ़ाएं।
- कठोर सामग्री (टूल स्टील):हल्के फीड के साथ कम गति (कम एफपीएम) का उपयोग करें; कठिन स्थानों का सामना करते समय फीड दबाव कम करें।
- स्टार्ट-अप चरण:सामग्री के अनुसार गति का चयन करें; हल्के फ़ीड से शुरू करें, फिर प्रारंभिक प्रविष्टि के बाद बढ़ाएँ।
- वर्कपीस चौड़ाई:चौड़े वर्कपीस के लिए भारी फीड की आवश्यकता होती है; संकीर्ण वर्कपीस के लिए हल्के फीड की आवश्यकता होती है।
सुरक्षा अभ्यास
- ब्लेड से हाथ दूर रखें; संचालन से पहले सुरक्षा की पुष्टि कर लें।
- ब्लेड लगाने या हटाने से पहले हमेशा बिजली काट दें।
- ऊर्ध्वाधर बैंडसॉ पर सामग्री डालते समय पुश ब्लॉक, जिग्स या लकड़ी के ब्लॉक का उपयोग करें।
- चोट से बचने के लिए ब्लेड के तनाव और लचीलेपन का ध्यान रखें।
- शीतलक में जंग अवरोधक होते हैं; उचित सुरक्षा के साथ संभालें।
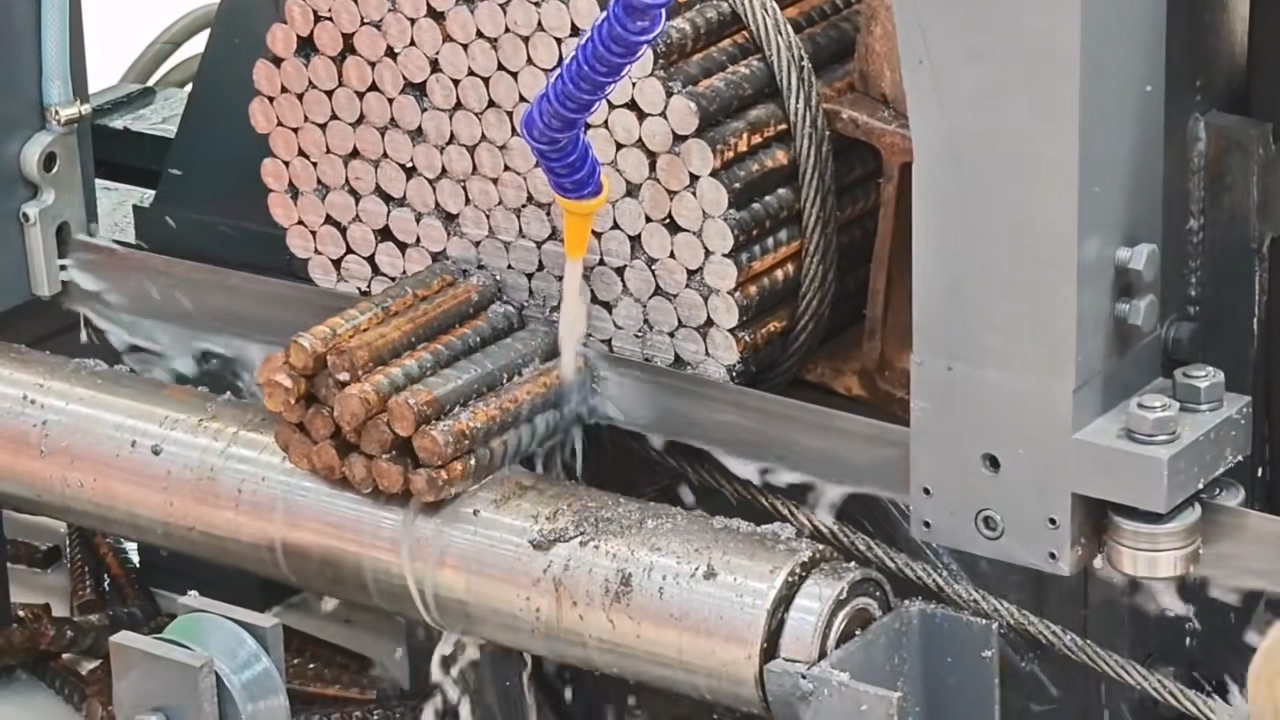
7.0शीतलक दिशानिर्देश
अधिकांश सैन्य-ग्रेड बैंडसॉ सूखी कटाई के लिए डिज़ाइन किए गए हैं, हालांकि कुछ शीतलन प्रणालियों से सुसज्जित हैं।
- शीतलक प्रकार:जल-तेल इमल्शन का उपयोग आमतौर पर ब्लेड को ठंडा करने और चिप्स को फ्लश करने के लिए किया जाता है।
- जंग रोधन:मशीन और कार्य-वस्तु दोनों पर क्षरण से बचने के लिए हमेशा उचित जंग-रोधी उपाय सुनिश्चित करें।
8.0निष्कर्ष:
धातु बैंडसॉ का उचित चयन, संचालन और रखरखाव उच्च-गुणवत्ता वाली कटाई प्राप्त करने, डाउनटाइम कम करने और दीर्घकालिक विश्वसनीयता सुनिश्चित करने के लिए महत्वपूर्ण है। सही ब्लेड चुनकर, सुरक्षा प्रोटोकॉल का पालन करके, उपयुक्त सहायक उपकरणों का उपयोग करके और अपने उपकरणों का नियमित रखरखाव करके, आप कटाई दक्षता और स्थिरता में उल्लेखनीय सुधार कर सकते हैं।
चाहे आप सीधे कट, जटिल आकृतियाँ, या बैच उत्पादन कर रहे हों, एक अच्छी तरह से प्रबंधित बैंडसॉ सटीक धातुकर्म के लिए एक शक्तिशाली उपकरण है।
9.0FAQ: धातु बैंडसॉ के बारे में सामान्य प्रश्न
क्षैतिज और ऊर्ध्वाधर बैंडसॉ के बीच मुख्य अंतर क्या है?
उत्तर: क्षैतिज बैंडसॉ उच्च दक्षता, सीधी रेखा में काटने और निश्चित लंबाई के उत्पादन के लिए डिज़ाइन किए गए हैं। ये कठोर सामग्रियों और लंबे या भारी वर्कपीस के लिए आदर्श हैं। दूसरी ओर, ऊर्ध्वाधर बैंडसॉ समोच्च या प्रोफ़ाइल काटने, छोटे बैच के कामों और बहु-प्रकार के उत्पादन के लिए बेहतर अनुकूल हैं। ये अधिक लचीलापन प्रदान करते हैं लेकिन कम दक्षता प्रदान करते हैं।
मैं सही बैंडसॉ ब्लेड कैसे चुनूं?
- सामग्री:विशेष हाई-स्पीड स्टील या टंगस्टन स्टील चुनें; टिकाऊपन के लिए दांतों को कठोर बनाया जाता है।
- दाँत का आकार:रेकर दांत सामान्य प्रयोजन के लिए होते हैं; पतली दीवार या समोच्च काटने के लिए तरंग दांतों की सिफारिश की जाती है।
- टूथ पिच (टीपीआई):6-32 तक की रेंज; सामग्री की कठोरता और वर्कपीस की मोटाई के अनुसार चयन करें।
- ब्लेड की चौड़ाई:चौड़े ब्लेड सीधे काटने के लिए सर्वोत्तम होते हैं, जबकि संकीर्ण ब्लेड घुमावदार काटने के लिए आदर्श होते हैं।
क्षैतिज बैंडसॉ कितने स्वचालित हैं?
आधुनिक क्षैतिज बैंडसॉ को हाइड्रोलिक फीड, स्वचालित सामग्री फीडिंग और स्टॉप गेज से सुसज्जित किया जा सकता है। ये विशेषताएँ "क्लैम्पिंग-कटिंग-अनलोडिंग" के पूर्ण चक्र को सक्षम बनाती हैं, जिससे बैच संचालन में उत्पादकता में उल्लेखनीय वृद्धि होती है।
मैं कैसे बता सकता हूँ कि बैंडसॉ ब्लेड को कब बदलने की आवश्यकता है?
- काटने पर अंकित रेखा से विचलन हो जाता है या उसका सटीक रूप से अनुसरण नहीं हो पाता।
- चिप्स का आकार असामान्य दिखाई देता है (कच्चे लोहे को छोड़कर)।
- मैन्युअल फीडिंग काफी धीमी हो जाती है या रुक जाती है।
धातु बैंडसॉ का उपयोग करते समय मुझे कौन सी सुरक्षा सावधानियाँ बरतनी चाहिए?
ब्लेड को चलाने या बदलने से पहले हमेशा बिजली काट दें, और ब्लेड से हाथ दूर रखें।
- ऊर्ध्वाधर बैंडसॉ चलाते समय पुश ब्लॉक, जिग्स या लकड़ी के ब्लॉक का उपयोग करें।
- काटते समय कभी भी उंगलियों को ब्लेड के पास न रखें।
- शीतलक में जंग अवरोधक होते हैं; सुरक्षात्मक दस्ताने और सुरक्षा चश्मा पहनें।
मैं बैंडसॉ की सेवा अवधि कैसे बढ़ा सकता हूँ?
- हाइड्रोलिक प्रणाली, गाइड रेल और टेंशनिंग तंत्र का नियमित रूप से निरीक्षण और रखरखाव करें।
- घिसे हुए ब्लेड को तुरंत बदलें; पुनः तेज करने की अनुशंसा नहीं की जाती है।
- शीतलक को साफ रखें और समय-समय पर इसे बदलते रहें।
- वर्कपीस और आरी के हेड के बीच टकराव से बचें, और ओवरलोड कटिंग को रोकें।


