

- 1.0फास्टनरों की परिभाषा और मुख्य प्रकार
- 2.0प्रमुख शब्दावली की व्याख्या
- 3.0धागा प्रकार चयन: मोटे और महीन धागों का अनुप्रयोग तर्क
- 4.0धागा निर्माण प्रक्रियाएँ: रोल्ड बनाम कटे हुए धागे (मुख्य उपकरण: धागा रोलिंग मशीन)
- 5.0फास्टनरों के मुख्य कार्य और अनुप्रयोग प्रतिबंध
- 6.0प्रीलोड नियंत्रण: अधिक कसने और कम कसने के जोखिम
- 7.0फास्टनर प्रीलोड और टॉर्क गणना (व्यावहारिक सत्यापन के साथ)
- 8.0फास्टनर चयन और पहचान मानक
- 9.0फास्टनर होल डिज़ाइन: टैप ड्रिल होल और क्लीयरेंस होल
- 10.0फास्टनर जोड़ डिज़ाइन: स्थिरता और मजबूती बढ़ाना
- 11.0निष्कर्ष
वैश्विक मशीनरी और उपकरण उद्योग में, फास्टनर मूलभूत घटक हैं जो अलग-अलग पुर्जों को जोड़ते हैं। इनका डिज़ाइन, चयन और स्थापना यांत्रिक प्रणालियों की विश्वसनीयता और सेवा जीवन को सीधे प्रभावित करते हैं। उद्योग के आँकड़े बताते हैं कि अनुचित डिज़ाइन, गलत चयन या स्थापना त्रुटियों के कारण होने वाली विफलताएँ यांत्रिक खराबी के मुख्य कारणों में से हैं। सामान्य मशीनरी असेंबली से लेकर एयरोस्पेस और ऑटोमोटिव घटकों जैसी उच्च-परिशुद्धता प्रणालियों तक, फास्टनर का उचित उपयोग आवश्यक है।
1.0फास्टनरों की परिभाषा और मुख्य प्रकार
1.1परिभाषा
फास्टनर एक मानकीकृत हार्डवेयर घटक है जिसका उपयोग दो या दो से अधिक भागों को जोड़ने के लिए किया जाता है। यह मैन्युअल या पावर्ड टूल्स (जैसे टॉर्क रिंच) या स्वचालित उपकरणों (जैसे फास्टनर इंसर्शन मशीन) के माध्यम से त्वरित स्थापना और निष्कासन की सुविधा प्रदान करता है। फास्टनर की प्रमुख विशेषताएँ हटाने योग्यता और कनेक्शन स्थिरता हैं, जो उन्हें वेल्डिंग या रिवेटिंग जैसी अर्ध-स्थायी जोड़ने की विधियों से अलग करती हैं। ऑटोमोटिव, एयरोस्पेस और इलेक्ट्रॉनिक्स सहित विभिन्न उद्योगों में फास्टनर का व्यापक रूप से उपयोग किया जाता है।
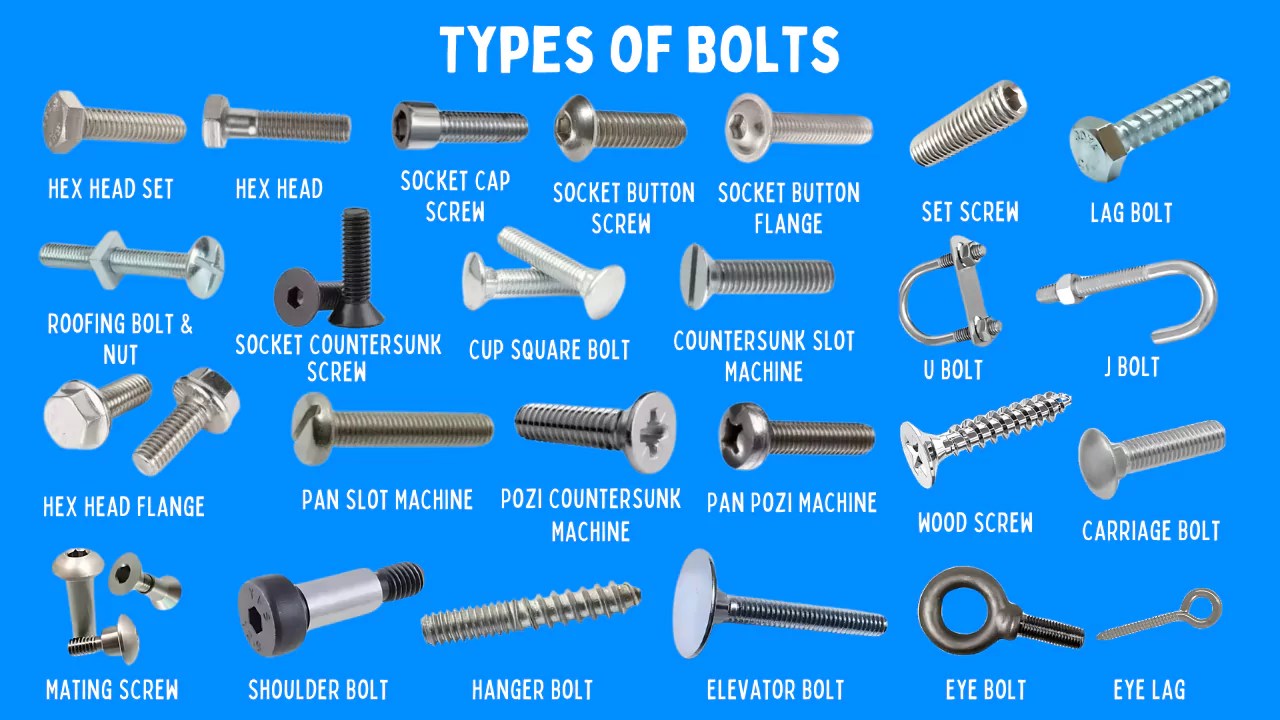
1.2कोर प्रकार
धागे की विशेषताओं और अनुप्रयोग विधियों के आधार पर, फास्टनरों को तीन मुख्य प्रकारों में वर्गीकृत किया जाता है, जिन्हें अक्सर बड़े पैमाने पर उत्पादन दक्षता के लिए स्वचालित उपकरणों (जैसे, प्रेस-इन मशीन) के साथ जोड़ा जाता है:
| फास्टनर श्रेणी | सामान्य प्रकार | मुख्य अनुप्रयोग विशेषताएँ | स्वचालन संगतता |
| बाहरी-धागा (पुरुष) | हेक्स हेड बोल्ट, फ्लैट हेड स्क्रू, सॉकेट हेड कैप स्क्रू, गोल हेड स्क्रू, सेट स्क्रू | बाहरी थ्रेड के माध्यम से कनेक्ट करें; बोल्ट नट के साथ युग्मित होते हैं; स्क्रू सीधे वर्कपीस में थ्रेड होते हैं | प्रेस-इन मशीनें स्व-क्लिंचिंग संस्करण स्थापित करती हैं (टैपिंग की आवश्यकता नहीं) |
| आंतरिक-धागा (महिला) | मानक हेक्स नट (आईएसओ 4032), नायलॉन इन्सर्ट लॉक नट (आईएसओ 10511) | बोल्ट/स्टड के साथ अलग करने योग्य जोड़ बनाएं; ढीले होने से रोकें (लॉक नट) | सम्मिलन मशीनें संरेखण के लिए बोल्ट के साथ नट को समकालिक रूप से स्थापित करती हैं |
| विशेष प्रकार | स्टड (आईएसओ 888, डबल-एंडेड थ्रेडेड) | एक छोर वर्कपीस में पिरोया जाता है; दूसरा नट के साथ जोड़ा जाता है; मोटे भागों/बार-बार अलग करने के लिए आदर्श | प्रेस-इन मशीनें भारी मशीनरी में स्टड की सटीक स्थिति सुनिश्चित करती हैं |
2.0प्रमुख शब्दावली की व्याख्या
सटीक डिज़ाइन और चयन के लिए फास्टनर शब्दावली को समझना महत्वपूर्ण है। नीचे अंतरराष्ट्रीय स्तर पर मान्यता प्राप्त परिभाषाएँ दी गई हैं (आईएसओ मानकों पर आधारित):
| अवधि | परिभाषा | उदाहरण/नोट |
| प्रमुख व्यास | धागे का सबसे बड़ा व्यास; नाममात्र आकार संदर्भ के रूप में कार्य करता है। | एम10 बोल्ट का मुख्य व्यास 10 मिमी (आईएसओ 898-1) होता है। |
| लघु व्यास | धागे का सबसे छोटा व्यास; कतरनी और तन्य शक्ति निर्धारित करता है। | मोटे बनाम महीन धागे का चयन करना महत्वपूर्ण है। |
| आवाज़ का उतार-चढ़ाव | आसन्न धागों पर संगत बिंदुओं के बीच अक्षीय दूरी। | एम10 मोटा पिच = 1.5 मिमी; महीन पिच = 1.0 मिमी (आईएसओ 724)। |
| नेतृत्व करना | अक्षीय दूरी वह दूरी है जो धागा एक चक्कर में आगे बढ़ता है। | एकल-प्रारंभ थ्रेड: लीड = पिच; बहु-प्रारंभ थ्रेड: लीड = पिच × प्रारंभ की संख्या। |
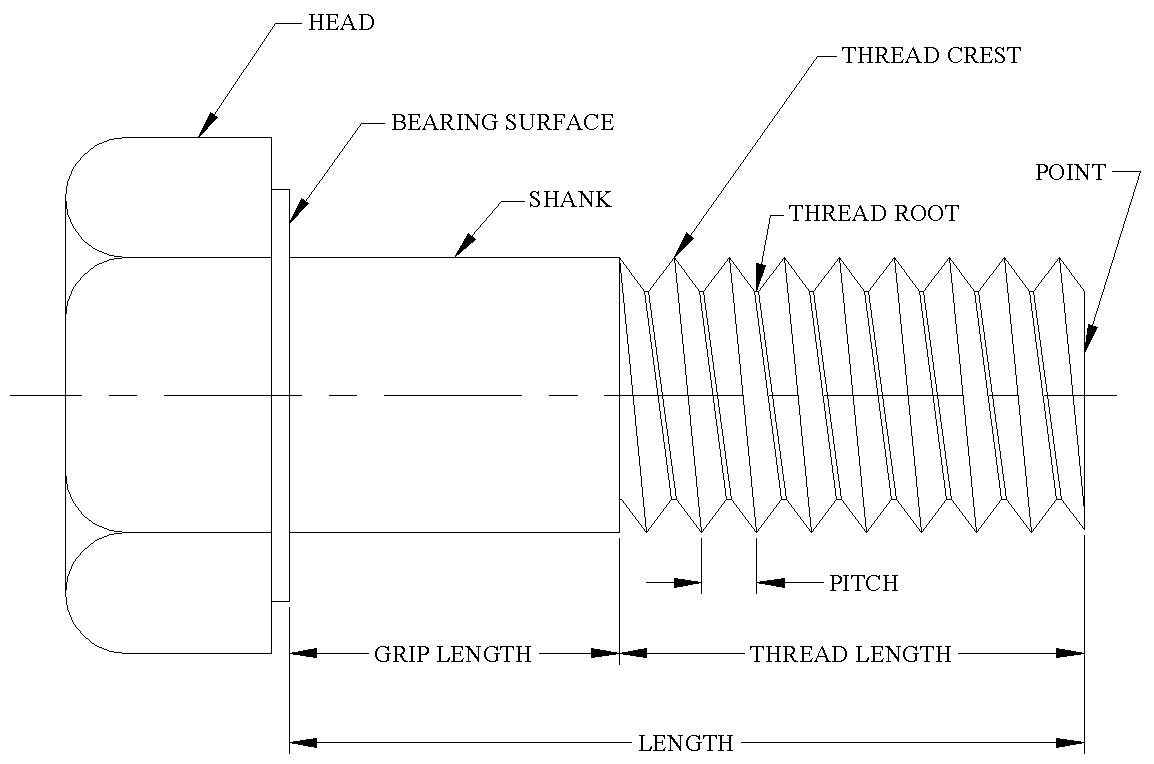
| धागा शिखा/मूल | शिखा = शीर्ष सतह (संदर्भ सिलेंडर से सबसे दूर); मूल = निचली सतह (प्रतिबल सांद्रण क्षेत्र)। | रोल्ड धागे थकान प्रतिरोध में सुधार करने के लिए जड़ वक्रता को अनुकूलित करते हैं। |
| टांग | सिर और धागा प्रारंभ के बीच बेलनाकार भाग; कतरनी भार के लिए डिज़ाइन किया गया। | धागों को कभी भी कतरनी सहन नहीं करना चाहिए; प्रेस-इन मशीनें शैंक्स को कतरनी तल में रखती हैं। |
| प्रीलोड | कसते समय लगाया गया तन्य बल; संयुक्त स्थिरता सुनिश्चित करता है। | टॉर्क नियंत्रण वाली इंसर्शन मशीनें सटीक प्रीलोड लागू करती हैं (केवल लॉक वॉशर पर निर्भरता नहीं)। |
| पकड़ की लंबाई | हेड बेयरिंग सतह और थ्रेड प्रारंभ के बीच का अनथ्रेडेड भाग। | संयुक्त भागों की कुल मोटाई से मेल खाना चाहिए; प्रेस-इन मशीन परीक्षण फिट की पुष्टि करते हैं। |
3.0धागा प्रकार चयन: मोटे और महीन धागों का अनुप्रयोग तर्क
फास्टनर धागे आईएसओ मानकों का पालन करते हैं (मीट्रिक: आईएसओ 724; इंपीरियल: एएनएसआई/एएसएमई बी1.1) और सामग्री की मजबूती के आधार पर चुने जाते हैं:
| धागे का प्रकार | उपयुक्त परिदृश्य (सामग्री युग्मन) | मुख्य लाभ | स्वचालन संगतता |
| महीन धागा | आंतरिक धागा सामग्री > बाहरी धागा सामग्री (उदाहरण के लिए, उच्च शक्ति वाले मिश्र धातुओं में स्टील स्क्रू) | उच्च स्थैतिक/थकान शक्ति; सटीक प्रीलोड नियंत्रण; उच्च परिशुद्धता अनुप्रयोगों (एयरोस्पेस, परिशुद्धता उपकरण) के लिए आदर्श | क्रॉस-थ्रेडिंग से बचने के लिए सम्मिलन मशीनें घूर्णन गति को ठीक करती हैं। |
| मोटा धागा | आंतरिक धागा सामग्री < बाहरी धागा सामग्री (उदाहरण के लिए, एल्यूमीनियम/कच्चे लोहे में स्टील बोल्ट) | बड़ा लघु व्यास (तनाव विफलता जोखिम को कम करता है); तेज़ संयोजन; सामान्य मशीनरी के लिए उपयुक्त | प्रेस-इन मशीनें स्वयं-क्लिंचिंग नट को शीघ्रता से स्थापित कर देती हैं (टैपिंग की आवश्यकता नहीं होती)। |
3.1आम गलतफहमियाँ
- मिथकमोटे धागे हमेशा मजबूत होते हैं।
- तथ्य: ताकत सामग्री युग्मन पर निर्भर करती है:
- कमजोर पदार्थों (जैसे, एल्युमीनियम) में महीन धागे धागे के टूटने का कारण बनते हैं।
- मजबूत सामग्रियों (जैसे, स्टील) में मोटे धागे ताकत को बर्बाद करते हैं और प्रीलोड सटीकता को कम करते हैं।
- उदाहरणऑटोमोटिव इंजन असेंबली (कास्ट आयरन ब्लॉक + एल्युमीनियम हेड) मोटे धागे वाले बोल्ट का उपयोग करते हैं, जिन्हें ताकत और दक्षता को संतुलित करने के लिए स्वचालित सम्मिलन प्रणालियों द्वारा कसा जाता है।
4.0धागा निर्माण प्रक्रियाएँ: रोल्ड बनाम कटे हुए धागे (मुख्य उपकरण: धागा रोलिंग मशीन)
थ्रेड प्रोसेसिंग सीधे फास्टनर के प्रदर्शन को प्रभावित करती है। उच्च-गुणवत्ता वाले फास्टनर वैश्विक स्तर पर उपयोग किए जाते हैं लुढ़के धागे (आईएसओ 898-6) पारंपरिक कटे हुए धागों पर, धागा रोलिंग मशीन मुख्य उपकरण के रूप में:
| प्रक्रिया पहलू | कटे हुए धागे | रोल्ड धागे (थ्रेड रोलिंग मशीन के माध्यम से) |
| गठन सिद्धांत | सामग्री हटाना (खराद, नल, डाई) | प्लास्टिक विरूपण (रोलिंग डाइज़ से रेडियल दबाव; कोई सामग्री नहीं हटाई गई) |
| अनाज प्रवाह | बाधित (संरचना को कमजोर करता है) | सतत (धागे की रूपरेखा का अनुसरण करता है; घनत्व बढ़ाता है) |
| सतह खुरदरापन | Ra ≥ 6.3 μm (खुरदरा; घिसाव के प्रति प्रवण) | Ra ≤ 1.6 μm (चिकना; घर्षण कम करता है) |
| थकान शक्ति | कम (जड़ों पर तनाव सांद्रता) | 50–75% अधिक; HRC 36–40 फास्टनरों के लिए 5–10 गुना अधिक जीवनकाल (ISO 898-1 परीक्षण) |
| उत्पादन क्षमता | धीमी (20-50 टुकड़े/मिनट; खराद) | तेज़ (100-500 टुकड़े/मिनट; उच्च गति वाली रोलिंग मशीनें) |
| लागत | उच्चतर (काटने वाले द्रव का उपयोग; उपकरण का छोटा जीवन) | 20–40% निम्न (शुष्क प्रसंस्करण; लम्बा डाई जीवन: हजारों भाग) |
| असेंबली संगतता | कम आयामी स्थिरता (प्रविष्ट मशीन जाम होने का कारण बनती है; चिप खरोंच) | आईएसओ 4एच/5जी सहनशीलता; ≤0.1 मिमी संकेन्द्रता (तंग नट जुड़ाव और लगातार प्रीलोड सुनिश्चित करता है)। |
5.0फास्टनरों के मुख्य कार्य और अनुप्रयोग प्रतिबंध
5.1एकमात्र कोर फ़ंक्शन: क्लैम्पिंग कनेक्शन
फास्टनर्स प्रीलोड के माध्यम से घटकों को जकड़ने के लिए मौजूद होते हैं (स्थिति निर्धारण, भार वहन या संचरण के लिए नहीं):
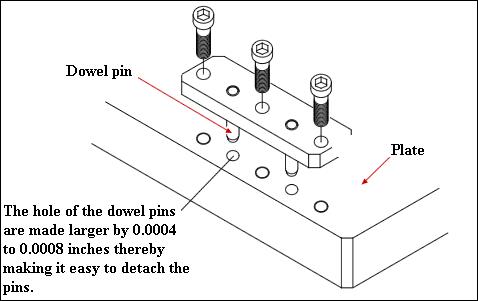
| फ़ंक्शन प्रकार | सही कार्यान्वयन | दुरुपयोग का जोखिम (फास्टनरों का उपयोग) |
| पोजिशनिंग | डॉवेल पिन (आईएसओ 2338), लोकेटिंग शोल्डर्स या संदर्भ सतहों का उपयोग करें। | थ्रेड क्लीयरेंस के कारण घटकों का संरेखण गड़बड़ा जाता है, कंपन होता है और घिसाव होता है। |
| भार वहन/संचरण | शाफ्ट/पिवोट/एक्सल के लिए समर्पित पिन (आईएसओ 8734) या बियरिंग का उपयोग करें। | फास्टनर का झुकना/प्रभाव विफलता (उदाहरण के लिए, कन्वेयर रोलर शाफ्ट के बोल्ट जल्दी टूट जाते हैं)। |
| उदाहरण | ऑटोमोटिव ट्रांसमिशन: डॉवेल पिन आवास का स्थान निर्धारित करते हैं; सम्मिलन मशीनें बोल्ट को कसती हैं। | कन्वेयर रोलर्स: समर्पित एक्सल + बोल्ट (प्रेस-इन मशीनों के माध्यम से स्थापित) क्लैंप अंत कवर। |
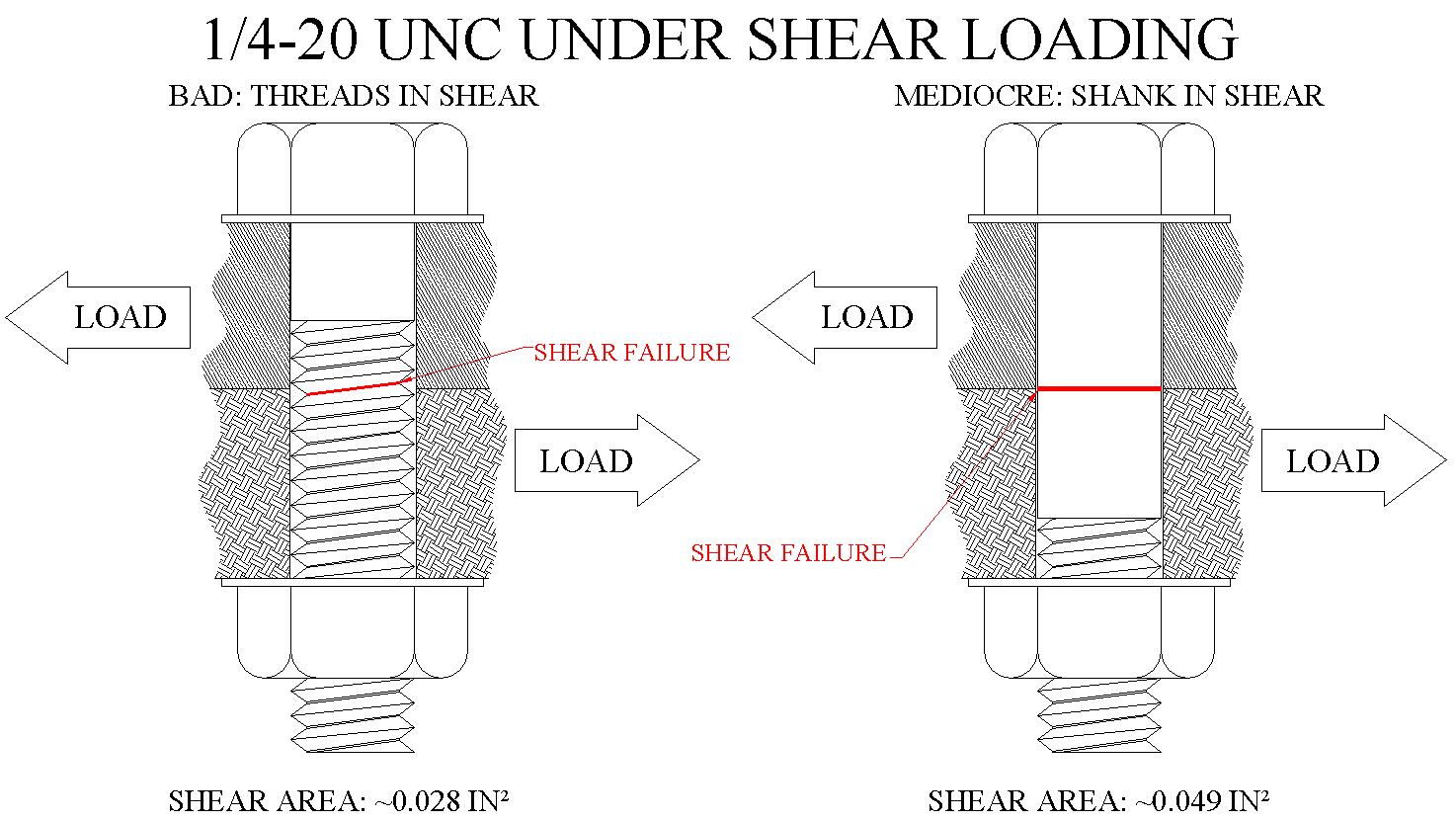
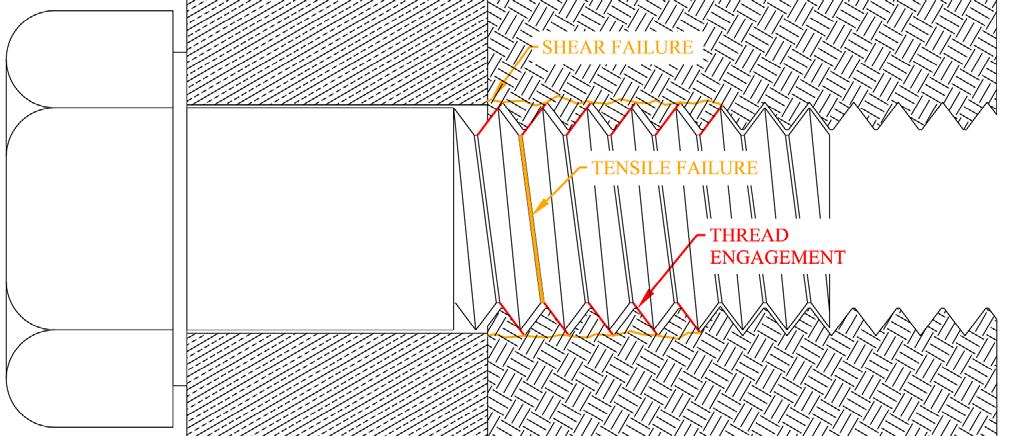
5.2महत्वपूर्ण अनुप्रयोग प्रतिबंध: थ्रेड्स पर कोई शियर लोड नहीं
धागे सबसे कमज़ोर बन्धन भाग होते हैं—उन्हें कभी भी कतरनी के अधीन न करें। मुख्य कारण:
- धागे का छोटा व्यास < शैंक व्यास (शैंक कतरनी शक्ति का केवल 60-80%)।
- सीमित धागा-छेद संपर्क क्षेत्र (स्थिरता कम करता है; ढीलापन का कारण बनता है)।
- ढीले धागे छेद की दीवारों को घिस देते हैं (इससे निकासी बढ़ जाती है, विफलता में तेजी आती है)।
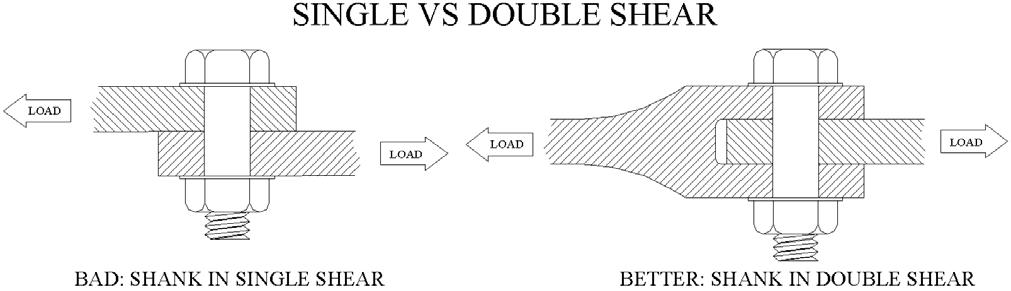
सही अभ्यास:
- कतरनी भार को सहन करने के लिए डॉवेल पिन का उपयोग करें।
- शैंक (बिना थ्रेड वाला भाग) को कतरनी तल में रखें (उदाहरण के लिए, डबल-कतरनी जोड़)।
- शीट धातु अनुप्रयोग: प्रेस-इन बोल्ट धागे को कतरनी क्षेत्रों के बाहर रखते हैं; सम्मिलन मशीनें इष्टतम शैंक प्लेसमेंट के लिए कसने की गहराई को नियंत्रित करती हैं।
6.0प्रीलोड नियंत्रण: अधिक कसने और कम कसने के जोखिम
प्रीलोड संयुक्त स्थिरता के लिए महत्वपूर्ण है। अधिक कसना (उपज सीमा के भीतर) कम कसने की तुलना में अधिक सुरक्षित है (आईएसओ 6892-1 तनाव-विकृति व्यवहार पर आधारित):
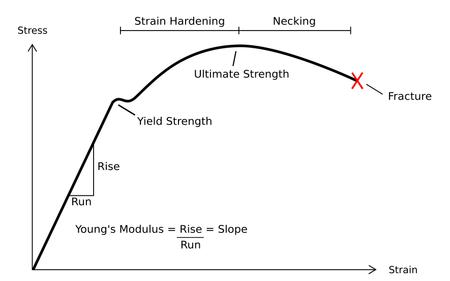
6.1तनाव-तनाव वक्र से महत्वपूर्ण अंतर्दृष्टि
फास्टनर सामग्री (जैसे, मिश्र धातु इस्पात, आईएसओ 898-1) के तीन चरण होते हैं:
- लोचदार चरण: सामग्री मूल आकार में वापस आ जाती है; अपर्याप्त प्रीलोड चक्रीय भार (जैसे, इंजन कंपन) के तहत थकान विफलता का कारण बनता है।
- उपज चरण: स्थायी विरूपण शुरू होता है; उपज शक्ति से अधिक होने से बचें।
- तनाव-कठोरीकरण चरण: उपज के निकट (परन्तु उससे ऊपर नहीं) प्रीलोड स्थिरता में सुधार करता है तथा बाह्य भार का प्रतिरोध करता है।
6.2आम गलतफहमियाँ
- मिथक: लॉक वॉशर, एनारोबिक चिपकने वाले पदार्थ, या सुरक्षा तार प्रीलोड की जगह लेते हैं।
- तथ्यये केवल ढीलेपन में देरी करते हैं (रोकते नहीं)। उचित प्रीलोड ही स्थिरता की एकमात्र गारंटी है।
- स्वचालन समाधान: सम्मिलन मशीनें टॉर्क सेंसर वास्तविक समय में प्रीलोड की निगरानी करते हैं; मैनुअल असेंबली में आईएसओ 6789 टॉर्क रिंच का उपयोग किया जाता है (कोई “अनुभव-आधारित” कसाव नहीं)।
7.0फास्टनर प्रीलोड और टॉर्क गणना (व्यावहारिक सत्यापन के साथ)
प्रीलोड को टॉर्क के माध्यम से नियंत्रित किया जाता है। नीचे एक विश्वव्यापी रूप से स्वीकृत सरलीकृत विधि दी गई है (±20% सटीकता, ISO-व्युत्पन्न):
7.1मुख्य सूत्र
- प्रीलोड के लिए तन्य तनाव: स्थायी विरूपण से बचें; उपज शक्ति के 90% का उपयोग करें:\(\sigma_t \approx 0.9 \times \sigma_y\)(उदाहरण: ISO 898-1 ग्रेड 8.8 बोल्ट → \(\sigma_y = 640\) MPa)
- प्रीलोड गणना:\(F_i = \sigma_t \times A_t\)(\(A_t\) = धागा तन्य तनाव क्षेत्र; उदाहरण के लिए, M10 धागे → \(A_t = 58.0\) mm², ISO 6560)
- टॉर्क गणना:\(T \approx 0.2 \times F_i \times d\)(d = नाममात्र व्यास; 0.2 = \(\mu = 0.15\) के लिए गुणांक; ISO 16047 के अनुसार स्नेहन/कोटिंग के लिए समायोजित करें।)
7.2उदाहरण गणना (M10 × 1.5, ग्रेड 8.8 बोल्ट)
- ISO 898-1 से:\(\sigma_y = 640\) MPa
- तन्य प्रतिबल:\(\sigma_t = 0.9 \times 640 = 576\) MPa
- तन्य प्रतिबल क्षेत्र:\(A_t = 58.0\) mm²
- प्रीलोड:\(F_i = 576 \times 58.0 = 33,408\) N ≈ 33.4 kN
- टॉर्क:\(T = 0.2 \times 33,408 \times 10 = 66,816\) N·mm ≈ 66.8 N·m
7.3प्रायोगिक सत्यापन (आईएसओ 16047 थकान परीक्षण)
3/8-इंच बोल्ट के लिए (180,000 psi तन्य शक्ति, ANSI/ASME B18.2.1):
| प्रीलोड स्तर (तन्य शक्ति %) | टॉर्कः | 12,000 lbf वैकल्पिक भार के अंतर्गत लोड चक्र |
| 40% | ≈25 lbf·ft | ~4,900 |
| 60% | ≈37 lbf·ft | ~6,000,000 (1,000× वृद्धि) |
- उद्योग अनुप्रयोगबोइंग के फास्टनर मैनुअल में 70-80% यील्ड प्रीलोड की आवश्यकता होती है, जो टॉर्क-फीडबैक के माध्यम से प्राप्त होता है सम्मिलन मशीनें.
7.4टॉर्क सत्यापन विधियाँ
- मैनुअल असेंबली: ISO 6789-अनुरूप टॉर्क रिंच का उपयोग करें।
- स्वचालित असेंबली:
- सम्मिलन मशीनें लेजर बढ़ाव सेंसर (प्रीलोड सटीकता ± 5%) को एकीकृत करें।
- प्रेस-इन मशीनें स्व-क्लिंचिंग फास्टनरों के लिए दबाव फीडबैक का उपयोग करती हैं (अप्रत्यक्ष रूप से प्रीलोड को सत्यापित करती हैं)।
8.0फास्टनर चयन और पहचान मानक
8.1चयन सिद्धांत: केवल मानक, ऑफ-द-शेल्फ (OTS) फास्टनरों का उपयोग करें
वैश्विक मानक: ओटीएस फास्टनर आईएसओ, एएनएसआई, या डीआईएन के अनुरूप हैं (कस्टम फास्टनर से बचें: 12-24 सप्ताह का लीड समय, उच्च लागत)।
चरम स्थितियां: कस्टम फास्टनर्स (जैसे, इनकोनेल मिश्र धातु) केवल उच्च तापमान/संक्षारक वातावरण के लिए।
स्वचालन संगतता जाँच:
- स्व-क्लिंचिंग फास्टनर्स प्रेस-इन मशीन हेड प्रकार (जैसे, आईएसओ 14587 नट) से मेल खाते हैं।
- बोल्ट सिर सम्मिलन मशीन पकड़ तंत्र फिट।
- थ्रेड पैरामीटर निम्न के अंतर्गत आते हैं धागा रोलिंग मशीन क्षमताएं.
8.2पहचान नियम (वैश्विक प्रारूप)
| थ्रेड सिस्टम | व्यास रेंज | प्रारूप | उदाहरण |
| इंपीरियल (ANSI/ASME B18.2.1) | ≥ 1/4 इंच | नाममात्र आकार – प्रति इंच धागे – ग्रेड | 3/8-16-ग्रेड 5 (3/8″ व्यास, 16 टीपीआई) |
| < 1/4 इंच | संख्या – प्रति इंच धागे – ग्रेड | 10-32-ग्रेड 8 (नंबर 10 स्क्रू, 32 टीपीआई) | |
| मीट्रिक (ISO 898-1) | सभी आकार | शक्ति वर्ग – व्यास × पिच | 8.8-M10×1.5 (क्लास 8.8, 10 मिमी, 1.5 मिमी पिच) |
| (मोटे धागे डिफ़ॉल्ट) | शक्ति वर्ग – व्यास | 10.9-M12 (1.75 मिमी पिच, ISO 724) |
9.0फास्टनर होल डिज़ाइन: टैप ड्रिल होल और क्लीयरेंस होल
छेद की सटीकता सीधे जोड़ की मज़बूती को प्रभावित करती है। डिज़ाइन आईएसओ मानकों का पालन करता है और स्वचालित उपकरणों (इन्सर्ट/प्रेस-इन मशीनों) के अनुरूप है:
9.1टैप ड्रिल छेद (आंतरिक थ्रेड के लिए)
उद्देश्य: टैपिंग के लिए पूर्व-ड्रिल किए गए छेद (आईएसओ 239)।
महत्वपूर्ण आकार:
| मुद्दा | परिणाम |
| छेद बहुत छोटा है | नल पर अत्यधिक भार → नल टूटना |
| छेद बहुत बड़ा है | अपूर्ण थ्रेड प्रोफ़ाइल → 10% थ्रेड ऊँचाई में कमी के कारण 15% शक्ति हानि |
डिज़ाइन नोट्स:
- सामग्री की कठोरता के लिए आकार समायोजित करें (उदाहरण के लिए, एल्यूमीनियम बनाम स्टील के लिए +0.1–0.2 मिमी)।
- संदर्भ आईएसओ 239 टैप ड्रिल टेबल.
- सीएनसी मशीन से बने छेद सीधे सम्मिलन मशीनों के साथ काम करते हैं (द्वितीयक संरेखण नहीं)।
9.2क्लीयरेंस होल (थ्रू बोल्ट के लिए)
उद्देश्य: बोल्ट शैंक मार्ग की अनुमति दें (आईएसओ 273-1)।
| फिट प्रकार | सहिष्णुता उदाहरण (एम10 बोल्ट) | उपयुक्त परिदृश्य | स्वचालन संगतता |
| बराबर मिलान | 10.5 मिमी व्यास (H12) | उच्च परिशुद्धता छेद स्थिति (सीएनसी मशीनिंग) | सम्मिलन मशीनें समाक्षीय संरेखण सुनिश्चित करती हैं। |
| मुफ़्त फ़िट | 11 मिमी व्यास (H13) | तीव्र/मैन्युअल संयोजन (ड्रिल प्रेस; थोड़ा विचलन स्वीकार्य) | प्रेस-इन मशीनें असेंबली समय को कम करती हैं। |
डिज़ाइन नियम:
- आईएसओ 273-1 का सख्ती से पालन करें (उदाहरण के लिए, 9.5 मिमी पर एम10 छेद बोल्ट मार्ग को अवरुद्ध करता है)।
- छिद्र लंबवतता ≤0.1 मिमी/मी (प्रीलोड स्थानांतरण समस्याओं को रोकता है)।
10.0फास्टनर जोड़ डिज़ाइन: स्थिरता और मजबूती बढ़ाना
संयुक्त डिजाइन भार क्षमता को अधिकतम करता है (आईएसओ 16047, आईएसओ 26262) और स्वचालित उपकरणों को समायोजित करता है:
10.1डबल-शियर जोड़ों को प्राथमिकता दें
| कतरनी प्रकार | विवरण | भार क्षमता | आवेदन उदाहरण |
| एकल कतरनी | एक कतरनी विमान (उदाहरण के लिए, 2 प्लेटों के माध्यम से बोल्ट) | निचला | हल्के-ड्यूटी ब्रैकेट |
| डबल शियर | दो कतरनी तल (उदाहरण के लिए, 3 प्लेटों के माध्यम से बोल्ट) | 2× अधिक | उच्च-कतरनी अनुप्रयोग (मोटर माउंट, ट्रांसमिशन असेंबली) |
स्वचालन वर्कफ़्लो:
- सीएनसी बैच-ड्रिल डबल-कतरनी छेद।
- प्रेस-इन मशीनें मध्य प्लेट में फास्टनर स्थापित करती हैं।
- सम्मिलन मशीनें अंतिम संयोजन के लिए बोल्ट कसें।
- उद्योग उदाहरणपवन टरबाइन ब्लेड जोड़ों में दोहरे-कतरनी डिजाइन का उपयोग किया जाता है, धागा रोलिंग मशीनें समान तनाव वितरण के लिए उच्च परिशुद्धता धागे सुनिश्चित करना।
10.2किनारे की दूरी की आवश्यकताएं
नियम: बोल्ट छेद केंद्र से वर्कपीस किनारे तक की दूरी ≥ 1 × प्रमुख थ्रेड व्यास (आईएसओ 14587)।
उदाहरण: M10 बोल्ट → ≥10 मिमी किनारे की दूरी।
गलत आकार के परिणाम:
| किनारे की दूरी | मुद्दा |
| बहुत छोटा | अपर्याप्त सामग्री → किनारा फटना (एल्युमीनियम में बदतर)। |
| बहुत बड़ी | अनावश्यक भाग का वजन/आकार (हल्के डिज़ाइन के साथ टकराव, जैसे, ऑटोमोटिव बॉडी)। |
शीट मेटल के लिए डिज़ाइन नोटप्रेस-इन मशीन हेड्स के लिए ≥3 मिमी की निकासी जोड़ें (स्थापना के दौरान किनारों के हस्तक्षेप से बचें)। थ्रेड रोलिंग मशीन द्वारा निर्मित फास्टनर लंबाई के साथ किनारों की दूरी की स्थिरता को संरेखित करें (अत्यधिक उभार या अपर्याप्त जुड़ाव को रोकता है)।
11.0निष्कर्ष
वैश्विक विनिर्माण में, फास्टनर घटकों और प्रणाली की विश्वसनीयता के बीच महत्वपूर्ण कड़ी हैं। इनके डिज़ाइन और अनुप्रयोग को ISO मानकों का पालन करना चाहिए और थ्रेड रोलिंग मशीन प्रक्रियाओं से लेकर इंसर्शन/प्रेस-इन मशीन एकीकरण तक स्वचालन अनुकूलता को प्राथमिकता देनी चाहिए। थ्रेड चयन से लेकर जोड़ डिज़ाइन तक, हर चरण विफलता के जोखिमों को कम करने और वैश्विक बाज़ार में प्रतिस्पर्धात्मकता बढ़ाने के लिए इंजीनियरिंग सिद्धांतों और सिद्ध औद्योगिक प्रथाओं पर आधारित है।


