

- 1.0प्रेरण तापन का मूलभूत सिद्धांत
- 2.0प्रेरण तापन के विशिष्ट विन्यास
- 3.0इंडक्शन हीटिंग के विशिष्ट अनुप्रयोग परिदृश्य
- 4.0आवृत्ति के आधार पर वर्गीकृत अनुप्रयोग परिदृश्य
- 5.0इंडक्शन हीटिंग के प्रमुख लाभ
- 6.0इंडक्शन हीटिंग के प्रमुख प्रक्रिया पैरामीटर
- 7.0इंडक्शन हीटिंग उपकरण की मूल संरचना और प्रमुख विशेषताएं
- 8.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
इंडक्शन हीटिंग विद्युत चुम्बकीय क्षेत्र में तापीय तापन एक भौतिक घटना है। इसकी उच्च दक्षता, सटीकता और पर्यावरण अनुकूल विशेषताओं के कारण, यह औद्योगिक उत्पादन और विभिन्न अनुप्रयोग परिदृश्यों में महत्वपूर्ण भूमिका निभाता है। विशेष रूप से, यह ट्यूब एंड क्लोजिंग मशीनों जैसे विशेष उपकरणों के लिए एक विश्वसनीय और नियंत्रणीय तापन समाधान प्रदान करता है।
1.0प्रेरण तापन का मूलभूत सिद्धांत
प्रेरण तापन का मूल सिद्धांत विद्युत चुम्बकीय प्रेरण के माध्यम से ऊर्जा का स्थानांतरण और रूपांतरण है। जब एक प्राथमिक कुंडली में विद्युत धारा प्रवाहित होती है जो एक विद्युतचुंबक के रूप में कार्य करती है, तो यह एक प्रत्यावर्ती चुंबकीय क्षेत्र उत्पन्न करती है।
यदि किसी चालक वस्तु (आमतौर पर धातु, लेकिन कार्बन या ग्रेफाइट जैसी चालक सामग्री भी) को इस क्षेत्र में रखा जाता है, तो यह प्रभावी रूप से एक अल्प-परिक्रमित द्वितीयक परिपथ बनाता है, जिसमें भंवर धाराएँ उत्पन्न होती हैं। जैसे ही ये भंवर धाराएँ पदार्थ से होकर गुजरती हैं, वे विद्युत प्रतिरोध का सामना करती हैं और जूल प्रभाव के माध्यम से ऊष्मा उत्पन्न करती हैं।
यदि वर्कपीस चुंबकीय पदार्थ से बना है, तो हिस्टैरेसिस हानियों के रूप में एक दूसरी तापन प्रक्रिया होती है, जहां बदलते चुंबकीय क्षेत्र के तहत चुंबकीय डोमेन के बार-बार पुनरभिविन्यास से अतिरिक्त गर्मी उत्पन्न होती है।
उत्पन्न होने वाली कुल ऊष्मा कई प्रमुख कारकों पर निर्भर करती है:
- प्रत्यावर्ती चुंबकीय क्षेत्र उत्पन्न करने के लिए विद्युत शक्ति का उपयोग किया जाता है।
- वर्कपीस का आकार और ज्यामिति
- वर्कपीस के भौतिक गुणधर्म
- वर्कपीस और प्राइमरी कॉइल के बीच कपलिंग की डिग्री
2.0प्रेरण तापन के विशिष्ट विन्यास
इंडक्शन हीटिंग सिस्टम आमतौर पर दो मुख्य संरचनात्मक विन्यासों में लागू किए जाते हैं, जिनमें से प्रत्येक अलग-अलग अनुप्रयोग आवश्यकताओं के लिए उपयुक्त होता है:
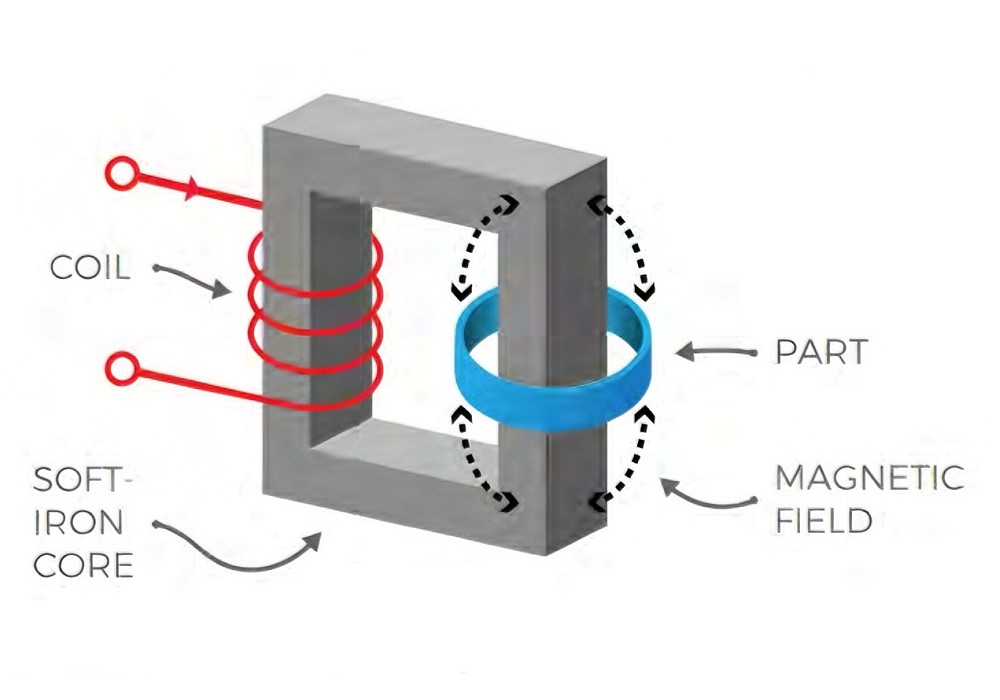
2.1नरम चुंबकीय कोर विन्यास
- एक साझा नरम चुंबकीय कोर प्राथमिक कॉइल (उच्च संख्या में घुमावों वाली) से प्रत्यावर्ती चुंबकीय क्षेत्र को वर्कपीस में स्थानांतरित करता है।
- वर्कपीस एक सिंगल-टर्न, शॉर्ट-सर्किट सेकेंडरी कॉइल के रूप में कार्य करता है।
- यह घुमाव अनुपात और विद्युत चुम्बकीय ऊर्जा संरक्षण के सिद्धांतों का पालन करता है, जिससे कम वोल्टेज और बहुत उच्च धारा उत्पन्न होती है।
- सघन तापन कार्यों के लिए आदर्श (उदाहरण के लिए, ट्यूब एंड क्लोजिंग मशीनों में ट्यूब के सिरे को पहले से गर्म करना)
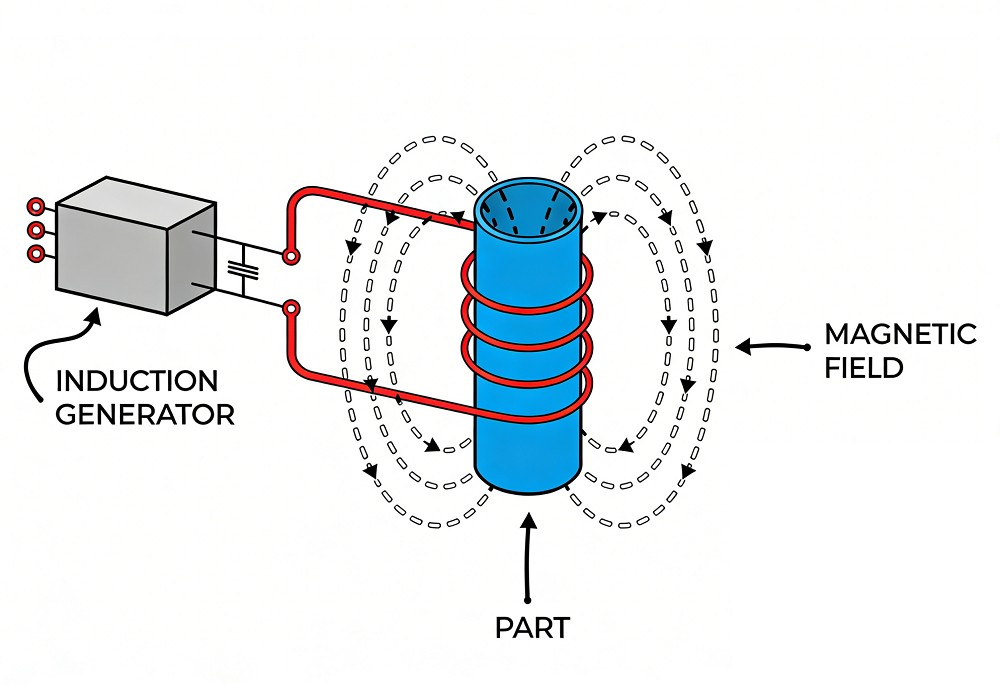
2.2प्रत्यक्ष युग्मन विन्यास
- मुख्य कॉइल को वर्कपीस के ठीक चारों ओर रखा जाता है।
- कार्यवस्तु को सीधे प्रत्यावर्ती चुंबकीय क्षेत्र के भीतर रखा जाता है (कोई नरम चुंबकीय कोर नहीं)।
- उच्च तापन दक्षता प्रदान करता है
- निरंतर, उच्च-उत्पादन प्रक्रियाओं के लिए उपयुक्त
3.0इंडक्शन हीटिंग के विशिष्ट अनुप्रयोग परिदृश्य
इंडक्शन हीटिंग का अनुप्रयोग क्षेत्र व्यापक है और इसे आमतौर पर वर्कपीस के भीतर उत्पन्न होने वाली शक्ति के स्तर के अनुसार वर्गीकृत किया जाता है:
3.1उच्च-शक्ति अनुप्रयोग
- प्रेरण पिघलना
- वेल्डिंग, सॉफ्ट सोल्डरिंग और ब्रेज़िंग (पिघलने/जोड़ने के तापमान तक तेजी से गर्म करना)
3.2कम-शक्ति अनुप्रयोग
- ऊष्मा उपचार: बियरिंग, गियर, बुशिंग, पुली, कपलिंग की सतह/स्थानीय कठोरता बढ़ाना (कठोरता और घिसाव प्रतिरोध में सुधार करता है)
- थर्मल असेंबली (श्रिंक फिटिंग): असेंबली के दौरान विस्तार के लिए घटकों को गर्म करना, और सटीक फिटिंग के लिए उन्हें ठंडा करना।
- विशिष्ट अनुप्रयोग:
- धातु को कांच या प्लास्टिक से जोड़ना
- अप्रत्यक्ष तापन (खाना पकाना, प्लास्टिक इंजेक्शन मोल्डिंग, पैकेजिंग सीलिंग)
- ट्यूब के सिरे को गर्म करना और सील करना ट्यूब एंड क्लोजिंग मशीनें
4.0आवृत्ति के आधार पर वर्गीकृत अनुप्रयोग परिदृश्य
ऑपरेटिंग करंट फ्रीक्वेंसी के आधार पर इंडक्शन हीटिंग को विशिष्ट आवश्यकताओं के अनुसार अनुकूलित किया जा सकता है:
4.1कम आवृत्ति वाली प्रेरण ताप प्रणाली (50 या 60 हर्ट्ज़)
- मानक मुख्य आवृत्ति का उपयोग करता है
- कम लागत में उपलब्ध, गहरी ऊष्मा प्रवेश क्षमता वाला समाधान
- यह बड़े वर्कपीस को धीरे-धीरे और समान रूप से गर्म करने में सक्षम बनाता है।
4.2मध्यम आवृत्ति प्रेरण तापन (5–500 किलोहर्ट्ज़)
- उच्च शक्ति, स्थानीयकृत या उपसतही ताप उपचार के लिए उपयुक्त
- आवृत्ति बढ़ने के साथ ऊष्मा प्रवेश की गहराई कम हो जाती है।
- यह चयनित वर्कपीस क्षेत्रों को सटीक रूप से गर्म करने की अनुमति देता है।
| आवृति सीमा | प्रवेश गहराई | तापन विशेषताएँ | विशिष्ट अनुप्रयोग |
| कम आवृत्ति (50–60 हर्ट्ज़) | गहरा | क्रमिक, एकसमान थोक तापन | बड़े वर्कपीस, समग्र तापन |
| मध्यम आवृत्ति (5–500 किलोहर्ट्ज़) | मध्यम से उथला | स्थानीयकृत, नियंत्रित तापन | सतही या उप-सतही उपचार, ट्यूब-एंड हीटिंग |






5.0इंडक्शन हीटिंग के प्रमुख लाभ
परंपरागत ताप विधियों (लौ तापन, भट्टी तापन, तेल स्नान तापन) की तुलना में, प्रेरण तापन कई विशिष्ट तकनीकी लाभ प्रदान करता है:
- तीव्र तापबिजली चालू करते ही तुरंत गर्म होना (प्रीहीटिंग का समय नहीं), उत्पादन के लिए प्रतीक्षा अवधि को कम करना और उत्पादन क्षमता को बढ़ाना।
- उच्च ऊर्जा दक्षता: वर्कपीस के भीतर सीधे ऊष्मा उत्पन्न होती है (बाहरी ऊष्मा स्थानांतरण हानि को समाप्त करता है); सिस्टम के अनावश्यक हीटिंग/कूलिंग चक्रों की आवश्यकता नहीं होती; वर्कपीस न होने पर तत्काल बिजली कटौती।
- उच्च स्वच्छताऊष्मा स्रोत (प्राथमिक कॉइल) और वर्कपीस के बीच कोई सीधा संपर्क नहीं होता, जिससे जंग लगना, अवशेषों से संदूषण या खुली लपटों से सामग्री का क्षरण नहीं होता।
- बढ़ी हुई सुरक्षा: स्वाभाविक रूप से सुरक्षित डिज़ाइन; बाहरी ताप स्रोतों के लिए कोई विशेष सुरक्षा उपाय नहीं; परिवेशीय ऑक्सीजन की खपत नहीं; कोई धुआँ या हानिकारक उत्सर्जन नहीं
- नियंत्रण में आसानी: उत्कृष्ट नियंत्रण क्षमता के साथ पूर्णतः विद्युत चालित; रिमोट कंट्रोल, सेंसर एकीकरण और डेटा लॉगिंग के माध्यम से वास्तविक समय में तापन प्रक्रिया की निगरानी का समर्थन करता है।
- उत्पाद की गुणवत्ता में निरंतरताउपयोगकर्ता के अनुकूल प्रक्रिया नियंत्रण से वर्कपीस पर एकसमान ताप सुनिश्चित होता है; पूर्वनिर्धारित ताप प्रोफाइल न्यूनतम अवशिष्ट आंतरिक तनाव के साथ उच्च गुणवत्ता वाले उत्पाद तैयार करते हैं।
- आसान उत्पादन एकीकरण: छोटा आकार; वर्कपीस को लोड/अनलोड करना सुविधाजनक; ऑपरेटर की सुरक्षा या धुएं को बाहर निकालने के लिए किसी विशेष उपाय की आवश्यकता नहीं (लाइन में बदलाव के प्रयास और परिचालन लागत कम करता है)
6.0इंडक्शन हीटिंग के प्रमुख प्रक्रिया पैरामीटर
इंडक्शन हीटिंग की प्रभावशीलता महत्वपूर्ण प्रक्रिया मापदंडों पर निर्भर करती है, जिन्हें वर्कपीस की विशेषताओं के आधार पर सटीक रूप से परिभाषित किया जाना चाहिए:
- आवृत्तिऊष्मा प्रवेश गहराई निर्धारित करने वाला प्राथमिक कारक (उच्च आवृत्ति = कम गहराई तक प्रवेश); बड़े वर्कपीस के लिए कम आवृत्ति, छोटे घटकों/सतह तापन के लिए उच्च आवृत्ति
- शक्ति: यह वर्कपीस की ताप तीव्रता निर्धारित करता है; इसे सामग्री की मात्रा और लक्ष्य तापमान के आधार पर समायोजित किया जाता है।
- तापमान सेटपॉइंटनियंत्रित तापन और तनाव को कम करने के लिए आवश्यक अंतिम तापमान (एकल निश्चित मान या तापमान-समय प्रोफ़ाइल)
- कुंडली/प्रेरक ज्यामिति: इष्टतम युग्मन के लिए वर्कपीस के आकार से मेल खाने के लिए डिज़ाइन किया गया; तापन दक्षता और तापमान एकरूपता पर सीधा प्रभाव डालता है।
- भौतिक गुण: कार्यवस्तु विद्युत रूप से सुचालक होनी चाहिए (प्रतिरोधकता प्रवेश गहराई और एड़ी धारा से उत्पन्न ऊष्मा को प्रभावित करती है); चुंबकीय सामग्री अतिरिक्त हिस्टैरेसिस हानि ऊष्मा (उच्च दक्षता) प्रदान करती है।
7.0इंडक्शन हीटिंग उपकरण की मूल संरचना और प्रमुख विशेषताएं
7.1बुनियादी कॉन्फ़िगरेशन
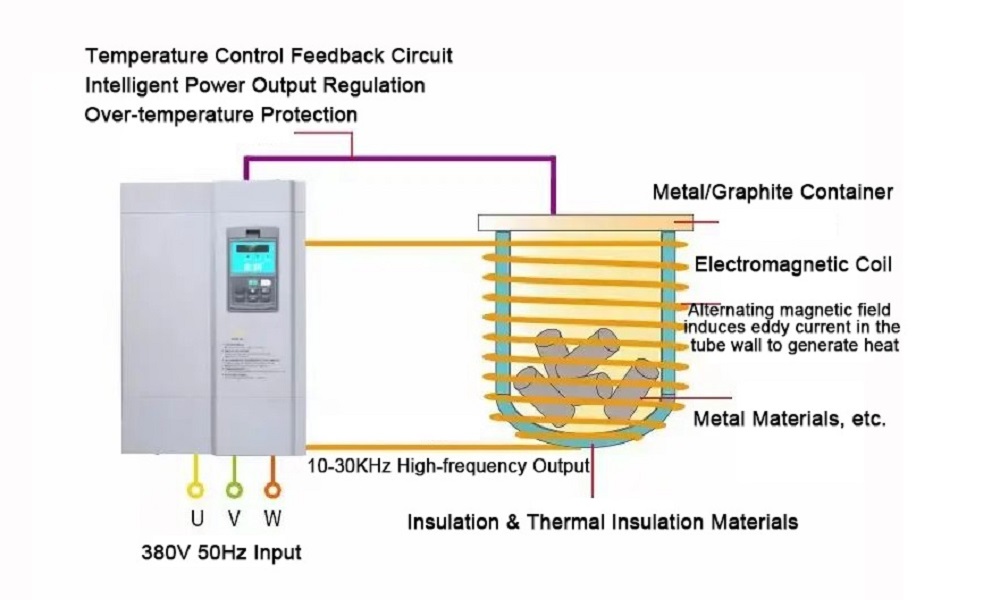
कार्यात्मक दृष्टिकोण से, मुख्य घटकों में निम्नलिखित शामिल हैं:
- विद्युतचुंबक (प्राथमिक कुंडली)
- इलेक्ट्रॉनिक ऑसिलेटर या मुख्य विद्युत आपूर्ति (चुंबकीय क्षेत्र उत्पन्न करने के लिए प्रत्यावर्ती धारा प्रदान करती है)
- औद्योगिक अनुप्रयोगों के लिए अतिरिक्त सहायक प्रणालियों की आवश्यकता होती है:
- सामग्री प्रबंधन उपकरण
- पावर कैबिनेट
- प्रक्रिया नियंत्रण प्रणालियाँ
- उपयोगकर्ता इंटरफेस
- शीतलन प्रणालियाँ
7.2प्रमुख तकनीकी विशेषताएँ
औद्योगिक प्रेरण तापन उपकरण उत्पादन आवश्यकताओं को पूरा करने के लिए निम्नलिखित विशेषताओं को समाहित करता है:
- ऊर्जा-कुशल संचालनकैपेसिटिव कंपनसेशन पावर फैक्टर को ठीक करता है, जिससे उच्च-धारा संचालन के दौरान फेज डिस्प्लेसमेंट और सक्रिय पावर हानि कम से कम हो जाती है।
- छोटा आकारयह वर्कपीस के आकार की तुलना में सीमित स्थान घेरता है, जिससे इसे विभिन्न उत्पादन लाइनों में आसानी से एकीकृत किया जा सकता है।
- उन्नत तापमान नियंत्रण:
- बुनियादी तापमान सेटपॉइंट नियंत्रण
- रैंप हीटिंग (धीरे-धीरे बिजली की खपत बढ़ाना)
- तापमान विभेदक नियंत्रण (परिभाषित अधिकतम अनुमेय सीमा के साथ आंतरिक/बाह्य तापमान अंतर की निगरानी करता है)
- परिचालन में आसानी: बहुभाषी समर्थन के साथ सुव्यवस्थित टच-स्क्रीन इंटरफ़ेस; सिस्टम की स्थिति का वास्तविक समय प्रदर्शन (पैरामीटर, तापमान, त्रुटि कोड); अलार्म/विफलता मार्गदर्शन
- व्यापक संचार क्षमताएं: दूरस्थ पैरामीटर नियंत्रण के लिए ईथरनेट; प्रक्रिया डेटा निर्यात के लिए यूएसबी (गुणवत्ता अनुरेखण का समर्थन करता है)
- अनुकूलित समाधानविशिष्ट कार्यात्मक आवश्यकताओं या अनुप्रयोग परिदृश्यों के लिए अनुकूलित डिजाइन
8.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
8.1क्या गैर-चुंबकीय पदार्थों को प्रेरण तापन का उपयोग करके गर्म किया जा सकता है?
जी हाँ। मूलभूत आवश्यकता विद्युत चालकता है (चुंबकीय गुण नहीं)। गैर-चुंबकीय चालक पदार्थ (जैसे एल्युमीनियम, तांबा मिश्रधातु) प्रेरित एड़ी धाराओं से उत्पन्न जूल ऊष्मा के माध्यम से गर्म होते हैं। चूंकि इसमें हिस्टैरेसिस हानि तापन नहीं होता, इसलिए पर्याप्त दक्षता सुनिश्चित करने के लिए मापदंडों (शक्ति, आवृत्ति) को समायोजित करना आवश्यक है।
8.2क्या ट्यूब एंड क्लोजिंग मशीनों में छोटे ट्यूब-एंड सीलिंग कार्यों के लिए इंडक्शन हीटिंग उपयुक्त है?
जी हां, यह पूरी तरह से लागू है। मध्यम आवृत्ति प्रेरण तापन (5–500 kHz) ट्यूब के सिरों को सटीक रूप से स्थानीयकृत तापित करके सीलिंग तापमान की आवश्यकताओं को पूरा करता है। तीव्र, स्वच्छ और गैर-संपर्क तापन सीलिंग की अखंडता और सतह की गुणवत्ता सुनिश्चित करता है, जबकि उपकरण का कॉम्पैक्ट डिज़ाइन इसे उत्पादन लाइनों में आसानी से एकीकृत करने की अनुमति देता है।
8.3इंडक्शन हीटिंग के दौरान वर्कपीस में आंतरिक तनाव से कैसे बचा जा सकता है?
मुख्य बात नियंत्रित ताप प्रणाली को लागू करना है:
- इनपुट पावर को धीरे-धीरे बढ़ाने के लिए रैंप हीटिंग का उपयोग करें (तापमान में अचानक वृद्धि को रोकता है)।
- आंतरिक/बाह्य तापमान प्रवणता की निगरानी और उसे सीमित करने के लिए विभेदक तापमान नियंत्रण का उपयोग करें।
- सामग्री के गुणों के आधार पर उपयुक्त आवृत्ति और तापमान सेटपॉइंट चुनें ताकि एकसमान तापन सुनिश्चित हो सके।
संदर्भ
https://en.wikipedia.org/wiki/Induction_heating


