

- 1.0प्लाज्मा कटर चुनते समय ध्यान रखने योग्य मुख्य कारक
- 2.0प्लाज्मा कटर के प्रकार: आपके लिए कौन सा सही है?
- 3.0प्लाज्मा कटिंग सुरक्षा दिशानिर्देश
- 3.1सुरक्षात्मक वस्त्र और उपकरण
- 3.2प्लाज्मा कटिंग और गौजिंग के लिए अनुशंसित फ़िल्टर शेड स्तर
- 3.3शोर संरक्षण
- 3.4वेंटिलेशन और धुआँ निष्कर्षण
- 3.5गर्म धातु और चिंगारी का खतरा
- 3.6विद्युत सुरक्षा
- 3.7मशीन प्लेसमेंट और कूलिंग
- 3.8बिजली की आपूर्ति
- 3.9वायु आपूर्ति गुणवत्ता
- 3.10काटने के सर्वोत्तम अभ्यास
- 3.11रखरखाव
- 3.12प्रमाणन चिह्न अवलोकन
1.0प्लाज्मा कटर चुनते समय ध्यान रखने योग्य मुख्य कारक
सही प्लाज़्मा कटर चुनना आपकी कटिंग ज़रूरतों, मटेरियल की मोटाई, पोर्टेबिलिटी और काम के माहौल पर निर्भर करता है। नीचे विचार करने के लिए मुख्य कारक दिए गए हैं:
1.1काटने की मोटाई और एम्परेज
- < 6 मिमी (¼”) सामग्री: का उपयोग करो कम amperage कटर (≈ 25 ए)।
- 6–12 मिमी (¼”–½”) सामग्री: को ढूंढ रहा 50–60 ए
- 19–24 मिमी (¾”–1″) सामग्री या गौजिंग: चुनना 80–100 ए आउटपुट मॉडल.
स्वच्छ, स्लैग-मुक्त परिणाम सुनिश्चित करने के लिए हमेशा अपनी औसत कटिंग मोटाई से अधिक शक्तिशाली कटर का चयन करें।
1.2साइकिल शुल्क
- कर्तव्य चक्र इसका तात्पर्य है कि शीतलन की आवश्यकता होने से पहले एक मशीन 10 मिनट की अवधि में कितनी देर तक लगातार काट सकती है।
- उदाहरण के लिए, 60% ड्यूटी चक्र 50 पर ए मतलब 6 मिनट तक लगातार काटना पूर्ण शक्ति पर, उसके बाद 4 मिनट तक ठंडा किया जाएगा।
⏱️ उच्च ड्यूटी चक्र डाउनटाइम को कम करते हैं और उत्पादकता में सुधार करते हैं।
1.3आर्क ट्रांसफर प्रदर्शन
ऐसी मशीन चुनें जो यह सुविधा दे:
- सहज, त्वरित संक्रमण पायलट आर्क से कटिंग आर्क तक
- लम्बी स्थानांतरण दूरियाँ, जो ऑपरेटर के लिए काटने और खोदने को आसान और अधिक क्षमाशील बनाता है
1.4पोर्टेबिलिटी और आकार
मोबाइल या जहाज़ पर अनुप्रयोगों के लिए:
- एक चयन करें हल्का, पोर्टेबल नमूना
- एक जैसी सुविधाओं पर विचार करें अंडरकैरिज, कंधे का पट्टा, या अंतर्निर्मित केबल/टॉर्च भंडारण
- ए छोटे पदचिह्न सीमित कार्यस्थल के लिए आदर्श है
1.5स्थायित्व और निस्पंदन
- देखो के लिए संरक्षित नियंत्रण, जैसे कि चारों ओर पिंजरे फिल्टर और अन्य संवेदनशील अंग
- में निर्मित वायु फिल्टर संपीड़ित हवा से तेल और नमी को हटाने के लिए महत्वपूर्ण हैं
दूषित वायु आंतरिक आर्किंग का कारण बन सकती है और काटने की गुणवत्ता को कम कर सकती है।
1.6उपयोगकर्ता इंटरफ़ेस और एर्गोनॉमिक्स
- ऐसी मशीनों को प्राथमिकता दें जिनमें स्पष्ट, सहज नियंत्रण पैनल
- ऑन-यूनिट गाइड और सेटिंग्स सेटअप और समस्या निवारण में सुधार करती हैं
- हैंडहेल्ड इकाइयों के लिए, सुनिश्चित करें कि मशाल है आरामदायक और थकान को कम करने और कट की गुणवत्ता में सुधार करने के लिए एर्गोनोमिक
1.7पावर संगतता
सुनिश्चित करें कि कटर आपकी ऑनबोर्ड बिजली आपूर्ति के अनुकूल है:
- चरण:1-चरण या 3-चरण
- वोल्टेज:115V, 230V, 380V, या 440V
- आवृत्ति:50 हर्ट्ज या 60 हर्ट्ज
कई आधुनिक इकाइयाँ ऑटो स्विचिंग और समर्थन दोहरी वोल्टेज और दोहरी आवृत्ति संचालन।
1.8बिक्री के बाद सहायता
ऐसे निर्माता या आपूर्तिकर्ता का चयन करें जो निम्नलिखित प्रदान करता हो:
- वैश्विक सेवा नेटवर्क
- आसानी से उपलब्ध स्पेयर पार्ट्स
विश्वसनीय समर्थन दीर्घकालिक उत्पादकता और न्यूनतम डाउनटाइम सुनिश्चित करता है।
1.9छिपी हुई लागत: उपभोग्य वस्तुएं और सेवा जीवन
प्लाज्मा कटिंग टॉर्च कई प्रकार का उपयोग करते हैं उपभोज्य घटक—इसमें शामिल हैं रिटेनिंग कैप, कवच, नोक, इलेक्ट्रोड, और भंवर अंगूठी—जिसकी आवश्यकता है नियमित प्रतिस्थापन क्योंकि काटने का प्रदर्शन ख़राब हो जाता है।
- इन भागों को प्रतिस्थापित किया जाना चाहिए असफलता से पहले कट की गुणवत्ता बनाए रखने और मशाल की सुरक्षा के लिए।
- उपभोग्य वस्तुएं एक का प्रतिनिधित्व करती हैं छिपा हुआ संचालन लागत जो समय के साथ बढ़ता जाता है।
प्रतिस्थापन आवृत्ति और कुल लागत को कम करने के लिए कम उपभोज्य भागों वाले प्लाज्मा सिस्टम का चयन करें।
मशीनों की तुलना करते समय, निर्माता द्वारा निर्धारित उपभोग्य सामग्रियों का जीवनकाल जांचें- लेकिन सुनिश्चित करें कि आप विभिन्न मॉडलों में समान उपयोग डेटा (जैसे, कट समय, एम्परेज, सामग्री प्रकार) की तुलना कर रहे हैं।
1.10बिल्ट-इन एयर कंप्रेसर: सुविधा बनाम व्यावहारिकता
कुछ छोटे प्लाज्मा कटर के साथ आते हैं अंतर्निर्मित कंप्रेसर, जो तब उपयोगी हो सकता है जब:
- बाह्य संपीड़ित वायु है उपलब्ध नहीं है
- उपलब्ध वायु आपूर्ति है खराब गुणवत्ता(पानी या तेल शामिल है)
हालाँकि, सावधान रहें:
- आंतरिक कंप्रेसर बढ़ाएँ वज़न इकाई का
- जहाज़ों जैसे जहाज़ पर मौजूद वातावरण में आमतौर पर संपीड़ित हवा तक विश्वसनीय पहुंच, इस सुविधा को बनाते हुए कम आवश्यक
अंतर्निर्मित कंप्रेसर वाला मॉडल चुनने से पहले, मूल्यांकन करें कि क्या आपकी वायु आपूर्ति प्लाज्मा कटिंग के लिए पर्याप्त स्वच्छ और सुसंगत है।
2.0प्लाज्मा कटर के प्रकार: आपके लिए कौन सा सही है?
प्लाज़्मा कटर चुनते समय, सबसे महत्वपूर्ण अंतरों में से एक यह है कि मशीन कैसे संचालित होती है। नियंत्रण विधि के आधार पर, प्लाज़्मा कटर दो मुख्य श्रेणियों में आते हैं:
2.1हैंडहेल्ड प्लाज्मा कटर
हैंडहेल्ड प्लाज्मा कटर कॉम्पैक्ट और संचालित करने में आसान होते हैं, जिससे वे निम्न के लिए आदर्श होते हैं:
- साइट पर मरम्मत और रखरखाव
- ऑटोमोटिव बॉडीवर्क और निर्माण
- पतली से मध्यम मोटाई की धातु को काटने के लिए सामान्य कार्यशाला उपयोग

प्रमुख विशेषताऐं:
- ट्रिगर-सक्रिय टॉर्च के साथ मैनुअल संचालन
- हल्का और पोर्टेबल
- त्वरित सेटअप और न्यूनतम प्रशिक्षण की आवश्यकता
- अधिकांश मॉडल उचित एम्परेज के साथ 1 इंच (25 मिमी) तक काटने का समर्थन करते हैं
सर्वश्रेष्ठ के लिए:
ठेकेदार, धातुकर्मी, एचवीएसी तकनीशियन, और कोई भी व्यक्ति जिसे मोबाइल कटिंग समाधान की आवश्यकता हो।
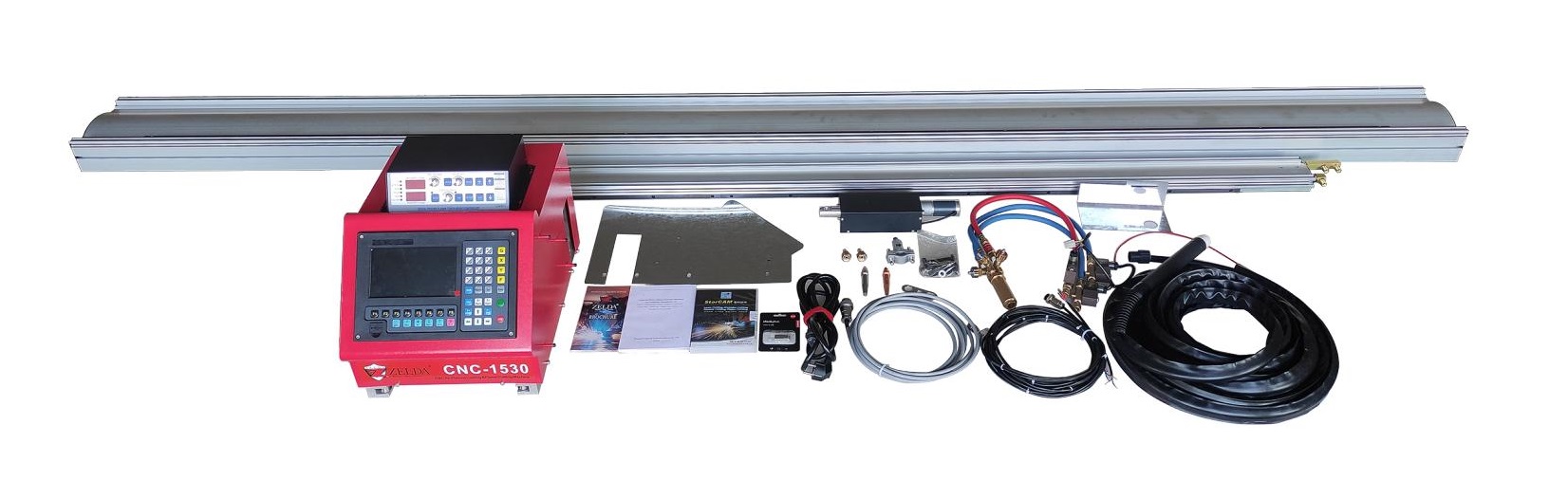
2.2सीएनसी प्लाज्मा कटर
सीएनसी प्लाज्मा प्लेट कटिंग मशीन
सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) प्लाज्मा कटर स्वचालित सिस्टम हैं जिन्हें सटीक, दोहराए जाने वाले कटिंग कार्यों के लिए डिज़ाइन किया गया है। इनका उपयोग आमतौर पर औद्योगिक सेटिंग्स में किया जाता है जहाँ उच्च उत्पादकता और सटीकता आवश्यक होती है।
प्रमुख विशेषताऐं:
- सॉफ्टवेयर द्वारा नियंत्रित और जटिल आकृतियों के लिए प्रोग्रामयोग्य
- रैखिक गाइड और मोटर्स के साथ कटिंग टेबल पर स्थापित
- बड़े पैमाने पर उत्पादन या विस्तृत धातु डिजाइन कार्य के लिए आदर्श
- कस्टम कट के लिए CAD फ़ाइलों के साथ संगत
सर्वश्रेष्ठ के लिए:
धातु निर्माण की दुकानों, निर्माताओं और व्यवसायों को बड़ी मात्रा में या उच्च परिशुद्धता वाली कटाई की आवश्यकता होती है।


सीएनसी प्लाज्मा ट्यूब काटने की मशीन
सीएनसी ट्यूब प्लाज्मा कटर या पाइप प्लाज्मा कटिंग मशीन के रूप में भी जाना जाता है, ये सिस्टम गोल, चौकोर या आयताकार ट्यूबों को काटने में माहिर हैं। वे बेवल कटिंग, स्लॉटिंग और सैडल कट जैसे जटिल ऑपरेशन कर सकते हैं, जिससे वे स्टील स्ट्रक्चर, पाइपिंग, ऑटोमोटिव और निर्माण जैसे उद्योगों में आवश्यक हो जाते हैं।
3.0प्लाज्मा कटिंग सुरक्षा दिशानिर्देश
प्लाज्मा कटिंग में उच्च वोल्टेज, उच्च तापमान और तीव्र विकिरण शामिल होता है। बुनियादी पीपीई आवश्यकताओं के अलावा, ऑपरेटर की सुरक्षा और उपकरण की विश्वसनीयता सुनिश्चित करने के लिए निम्नलिखित सुरक्षा उपायों का पालन किया जाना चाहिए।
3.1सुरक्षात्मक वस्त्र और उपकरण
- गहरे रंग के चमड़े या ऊनी कपड़े पहनें कपड़े प्लाज्मा आर्क द्वारा उत्सर्जित तीव्र दृश्य और अदृश्य (पराबैंगनी और अवरक्त) विकिरण से बचाव के लिए।
- सूती कपड़े पहनने से बचेंक्योंकि पराबैंगनी विकिरण के कारण यह तेजी से खराब हो सकता है।
- अँधेरा कपड़े प्रकाश के परावर्तन को कम करने में मदद करता है, विशेष रूप से वेल्डिंग हेलमेट के नीचे, जहां परावर्तित UV किरणें चेहरे और गर्दन को जला सकती हैं।
- सुरक्षात्मक उपाय का प्रयोग करें चश्मा फिल्टर लेंस के साथ जो अनुरूप है एएनएसआई Z49.1 आपकी आंखों की उचित सुरक्षा सुनिश्चित करने के लिए मानक।
3.2प्लाज्मा कटिंग और गौजिंग के लिए अनुशंसित फ़िल्टर शेड स्तर
| आर्क करंट (एम्प्स) | न्यूनतम छाया संख्या | अनुशंसित शेड संख्या |
| 40 से कम | 5 | 5 |
| 40–60 | 6 | 6 |
| 60–80 | 8 | 8 |
| 80–300 | 8 | 9 |
| 300–400 | 9 | 12 |
हमेशा यह सुनिश्चित करें कि कटाई क्षेत्र में सभी कर्मचारी उचित पीपीई से पर्याप्त रूप से सुरक्षित हों तथा सुविधा सुरक्षा प्रोटोकॉल का पालन करें।
3.3शोर संरक्षण
मोटी सामग्री को काटते समय, उच्च ध्वनि स्तर से होने वाली क्षति को रोकने के लिए श्रवण सुरक्षा उपकरण पहनना चाहिए।
3.4वेंटिलेशन और धुआँ निष्कर्षण
- प्लाज्मा आर्क वायु के विघटन के कारण ओजोन और अन्य हानिकारक गैसें उत्पन्न करता है।
- कार्यस्थल से इन धुएं को हटाने के लिए पर्याप्त वेंटिलेशन या स्थानीय निकास प्रणाली का उपयोग किया जाना चाहिए।
- उचित धुंआ नियंत्रण के बिना कभी भी बंद या खराब हवादार क्षेत्रों में काम न करें।
3.5गर्म धातु और चिंगारी का खतरा
- चिंगारी 11 मीटर (35 फीट) से ज़्यादा दूर तक जा सकती है। काटने वाले क्षेत्र से ज्वलनशील पदार्थ दूर रखें।
- ऐसे कपड़े न पहनें जिनमें हथकड़ी या खुली जेबें हों, क्योंकि उनमें पिघला हुआ पदार्थ फंस सकता है।
- हमेशा इंसुलेटेड दस्ताने और अग्निरोधी सुरक्षात्मक कपड़े पहनें।

सर्किट पल में ढाल
कप हटा दिया जाता है.
3.6विद्युत सुरक्षा
- प्लाज्मा कटर कम एम्परेज लेकिन उच्च वोल्टेज पर काम करते हैं।
- ओपन-सर्किट वोल्टेज प्रायः 300 VDC से अधिक होता है; कटिंग वोल्टेज लगभग 100 VDC होता है।
- टॉर्च कनेक्शन को EN 60974 मानकों का अनुपालन करना होगा:
- इसे औजारों से सुरक्षित किया जाना चाहिए (हाथों से हटाने योग्य नहीं)
- इसे विद्युतीय जोखिम और आकस्मिक वियोग को रोकना चाहिए।
- टॉर्च में अंतर्निहित सुरक्षा विशेषताएं शामिल होनी चाहिए जैसे:
- सुरक्षा इंटरलॉक सर्किट जो उपभोग्य सामग्रियों या शील्ड कप को हटा दिए जाने पर आर्क को निष्क्रिय कर देते हैं।
- आकस्मिक फायरिंग को रोकने के लिए ट्रिगर पर यांत्रिक सुरक्षा कैच लगाए गए हैं।
3.7मशीन प्लेसमेंट और कूलिंग
- धूल के प्रवेश को रोकने के लिए मशीन को काटने वाले स्थान से यथासंभव दूर रखें।
- ठंडा करने के लिए साफ़ हवा का प्रवाह बनाए रखें। मशीन के अंदर धूल जमा हो सकती है और प्रदर्शन को प्रभावित कर सकती है।

3.8बिजली की आपूर्ति
वोल्टेज में गिरावट और अधिक गर्मी को कम करने के लिए प्राथमिक पावर केबल के लिए एक्सटेंशन कॉर्ड का उपयोग करने से बचें।
3.9वायु आपूर्ति गुणवत्ता
प्लाज्मा कटर में प्रवेश करने वाली हवा स्वच्छ, शुष्क तथा तेल या नमी से मुक्त होनी चाहिए।
नमी के कारण हो सकता है:
- उपभोग्य सामग्रियों का छोटा जीवन
- समय से पहले टॉर्च की विफलता
नमी की जांच करने के लिए, मशीन को "एयर सेट" मोड में चलाएँ और टिप के नीचे कागज़ का एक टुकड़ा रखें। अगर नमी दिखे, तो एयर सिस्टम की जाँच करें या ड्रायर लगाएँ।
3.10काटने के सर्वोत्तम अभ्यास
- जब भी संभव हो पियर्स स्टार्ट के बजाय एज स्टार्ट का उपयोग करें। एज स्टार्ट टिप में धातु के ब्लोबैक को कम करके उपभोग्य वस्तु के जीवन को बढ़ाते हैं।
- सुनिश्चित करें कि रिटर्न क्लैंप साफ, नंगी धातु पर रखा गया है। चालकता में सुधार के लिए किसी भी जंग, पेंट या कोटिंग को हटा दें।
- रिटर्न क्लैंप को काटने वाले क्षेत्र के जितना संभव हो सके उतना करीब रखें, आदर्शतः वर्कपीस पर ही।
- सभी केबलों का नियमित रूप से निरीक्षण करें कि कहीं उनमें टूट-फूट, ढीले कनेक्शन या क्षति तो नहीं है जो विद्युत प्रवाह में बाधा उत्पन्न कर सकती है।
3.11रखरखाव
हर छह महीने में प्लाज्मा कटर का कवर हटा दें और विद्युत घटकों को साफ रखने के लिए सूखी संपीड़ित हवा का उपयोग करके आंतरिक धूल को बाहर निकाल दें।
3.12प्रमाणन चिह्न अवलोकन
- एसयूएस मार्क: IEC 60974-1 के अनुपालन को इंगित करता है, तथा विद्युत आघात के बढ़ते जोखिम वाले वातावरण में उपयोग के लिए उपयुक्त है।
- सीएसए मार्क: यह दर्शाता है कि उत्पाद अमेरिकी और कनाडाई सुरक्षा मानकों को पूरा करता है, तथा CSA इंटरनेशनल या UL या TÜV जैसी अन्य NRTL प्रयोगशालाओं द्वारा प्रमाणित है।
- सीई मार्क: लागू यूरोपीय निर्देशों (जैसे, कम वोल्टेज, EMC, RoHS, RED) के साथ अनुरूपता की घोषणा करता है। केवल डेटा प्लेट के पास CE चिह्न वाले उत्पाद ही EU-अनुपालक हैं।
- RoHS मार्क: यह इंगित करता है कि उत्पाद यूरोपीय संघ के खतरनाक पदार्थों के प्रतिबंध (RoHS) निर्देश की आवश्यकताओं को पूरा करता है।
- ईएसी मार्क: रूस, बेलारूस और कजाकिस्तान (यूरेशियन सीमा शुल्क संघ) को निर्यात के लिए सुरक्षा और ईएमसी मानकों के अनुपालन की पुष्टि करता है।
- गोस्ट-टीआर मार्क: रूसी संघ के उत्पाद सुरक्षा और ईएमसी विनियमों के अनुरूपता को दर्शाता है।
- आरसीएम मार्क: ऑस्ट्रेलिया और न्यूजीलैंड में ईएमसी और सुरक्षा मानकों के अनुपालन को दर्शाता है।
- सीसीसी मार्क: यह दर्शाता है कि उत्पाद का परीक्षण किया गया है और यह उत्पाद सुरक्षा के लिए चीन की अनिवार्य प्रमाणन (सीसीसी) आवश्यकताओं को पूरा करता है।
- UkrSEPRO मार्क: यूक्रेन को निर्यात किए गए CE-प्रमाणित उत्पादों के लिए यूक्रेनी सुरक्षा और EMC मानकों के अनुपालन की पुष्टि करता है।
- सर्बियाई एएए मार्क: यह दर्शाता है कि उत्पाद का CE संस्करण सर्बिया के सुरक्षा और EMC विनियमों को पूरा करता है।



