

चाकू को हाथ से गढ़ना एक पारंपरिक कला है जिसमें ताप नियंत्रण, धातु को आकार देना और ताप उपचार शामिल है। चाहे आप पुनः प्राप्त ऑटोमोटिव स्प्रिंग स्टील (उच्च कार्बन स्टील) का उपयोग कर रहे हों या उद्योग-मानक O1 टूल स्टील का, मूल प्रक्रिया तीन प्रमुख चरणों में पूरी होती है: गर्म करना – आकार देना – कठोर बनानाइन चरणों को समझकर, आप कच्चे स्टील के टुकड़े को एक कार्यात्मक चाकू में बदल सकते हैं।
1.0स्टील का चयन: गुण और तैयारी
स्टील का चुनाव कार्यप्रवाह और चाकू के अंतिम प्रदर्शन, दोनों को निर्धारित करता है। उच्च कार्बन स्टील (जैसे ऑटोमोटिव स्प्रिंग स्टील) और O1 टूल स्टील शुरुआती लोगों के लिए उपयुक्त विकल्प हैं, लेकिन इनके गुणों और तैयारी के चरणों में अंतर होता है:
| स्टील का प्रकार | स्रोत / विशेषताएँ | तैयारी नोट्स | सर्वोत्तम उपयोग मामला |
| उच्च कार्बन स्टील (स्प्रिंग स्टील) | कार कॉइल स्प्रिंग या लीफ स्प्रिंग से पुनः प्राप्त; कार्बन सामग्री 0.6%–1.0% | कॉइल स्प्रिंग को एनिलिंग (आग में लाल होने तक गर्म करना, फिर हवा से ठंडा करना) की आवश्यकता होती है। लीफ स्प्रिंग का सीधे उपयोग किया जा सकता है। | बजट के अनुकूल; फोर्जिंग की खोज के लिए अच्छा |
| O1 टूल स्टील (तेल-बुझा हुआ) | व्यावसायिक रूप से उपलब्ध बिलेट; कार्बन सामग्री 0.9%–1.0%; संतुलित दृढ़ता | फोर्ज करने के लिए तैयार, किसी तापानुशीतन की आवश्यकता नहीं | लगातार परिणाम; अभ्यास के लिए आदर्श |
तैयारी के सिद्धांत:
- स्प्रिंग स्टील को कारखाने में ही कठोर बनाया जाता है। कॉइल स्प्रिंग को काटने से पहले एनीलिंग करना ज़रूरी है (नरम करने के बाद ग्राइंडर या हैकसॉ का इस्तेमाल करें)। लीफ स्प्रिंग सपाट होती हैं और आमतौर पर बिना एनीलिंग के भी गढ़ी जा सकती हैं।
- O1 स्टील अपनी आपूर्ति की स्थिति में अपेक्षाकृत नरम होता है और इसे सीधे गर्म करके फोर्ज किया जा सकता है।


2.0आवश्यक उपकरण: सामान्य उपकरण और विशेष उपकरण
चाकू बनाने के लिए ज़्यादा जटिल उपकरणों की ज़रूरत नहीं होती, लेकिन सही औज़ारों का होना सुरक्षा और दक्षता दोनों सुनिश्चित करता है। औज़ारों को इस प्रकार समूहीकृत किया जा सकता है: सुरक्षा – हीटिंग – फोर्जिंग – प्रसंस्करण, स्टील के आधार पर कुछ अंतर के साथ।
2.1सुरक्षा गियर (सभी चरणों के लिए आवश्यक):
- प्रभाव-प्रतिरोधी सुरक्षा चश्मा: चिंगारियों और धातु के टुकड़ों को रोकने के लिए आंखों को पूरी तरह से ढकना चाहिए (नियमित चश्मा पर्याप्त नहीं है)।
- गर्मी प्रतिरोधी दस्ताने: चमड़े के दस्ताने पहनने की सलाह दी जाती है; वे इन्सुलेशन और निपुणता में संतुलन बनाते हैं (गर्म स्टील को कभी भी नंगे हाथों से न छुएं)।
- तापरोधी ढाल या अग्नि कंबल: आस-पास की सामग्री को चिंगारी से जलने से रोकने के लिए इसे फोर्ज क्षेत्र के चारों ओर रखें।
2.2बुनियादी फोर्जिंग उपकरण (सामान्य):
- ताप स्रोत: एक फोर्ज, घर में बनी भट्ठी, या चारकोल आग (फोर्जिंग तापमान तक पहुंचने के लिए ब्लोअर का उपयोग करना चाहिए)।
- निहाई: कोई भी सपाट लोहे का ब्लॉक; एक छोटी निहाई (10-20 किग्रा) घरेलू उपयोग के लिए अच्छी तरह से काम करती है।
- हथौड़ा: आकार देने के लिए 1-2 पौंड का गोलाई हथौड़ा; बारीक समायोजन (ब्लेड टिप, बेवेल) के लिए क्रॉस-पीन हथौड़ा।
- चिमटा: उद्देश्य-निर्मित फोर्जिंग चिमटे आपके स्टॉक को सुरक्षित रूप से पकड़ने के लिए आकार में हैं (फिसलने और जलने के जोखिम को कम करता है)।
2.3प्रसंस्करण उपकरण (स्टील-विशिष्ट):
| कदम | उच्च कार्बन स्टील (स्प्रिंग स्टील) | O1 टूल स्टील |
| काटना | एंगल ग्राइंडर (मोटे डिस्क) या हैकसॉ | स्प्रिंग स्टील के समान (O1 नरम है, काटने में आसान है) |
| शमन | शमन: तेल (स्प्रिंग स्टील में दरार से बचने के लिए अनुशंसित) | तेल (धीमी गति से ठंडा होता है, टूटने से बचाता है) |
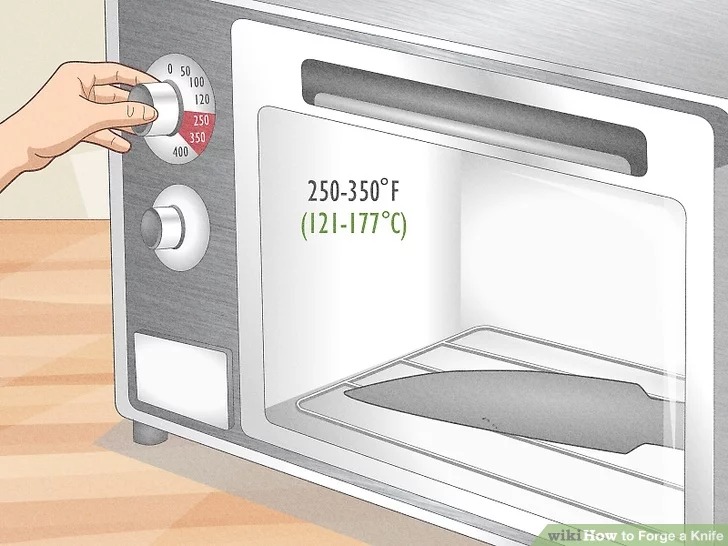
| टेम्परिंग | ओवन (400–500°F / 204–260°C) या स्थिर चारकोल ताप | वही विधि; तापमान नियंत्रण अधिक महत्वपूर्ण (250–350°F / 120–175°C) |
3.0आकार गढ़ना: खाली से ब्लेड तक
फोर्जिंग का मूल है गर्म धातु के प्रवाह का मार्गदर्शन करनास्टील के प्रकार की परवाह किए बिना, हमेशा के सिद्धांतों का पालन करें प्रगतिशील रूप से कार्य करना और सममित रूप से आकार देनायह स्थानीय तनाव या अधिक काम को रोकता है जो ब्लेड को कमजोर कर सकता है।
3.1ताप नियंत्रण: रंग से तापमान का आकलन
| रंग | तापमान सीमा (°C) | प्रक्रिया में अर्थ |
| गहरा लाल | 650–730° सेल्सियस | महत्वपूर्ण बिंदु के निकट; सामान्यीकरण और तनाव से राहत के लिए उपयोग किया जाता है |
| चेरी लाल | 760–850° सेल्सियस | उच्च कार्बन स्टील के लिए विशिष्ट शमन ताप |
| नारंगी-लाल | 850–950° सेल्सियस | मानक फोर्जिंग रेंज |
| चमकीला पीला | 1000–1100° सेल्सियस | उच्च फोर्जिंग ताप; अधिक गर्म होने पर जलने का खतरा |
| भूसा पीला | 150–230° सेल्सियस | टेम्परिंग रंग (कम टेम्परिंग रेंज) |
3.2स्टील के प्रकार और ताप उपचार पैरामीटर
| स्टील का प्रकार | फोर्जिंग तापमान (रंग) | न्यूनतम फोर्जिंग तापमान | एनीलिंग तापमान (विधि) | शमन ताप (रंग) | अनुशंसित शमन माध्यम |
| उच्च कार्बन स्टील (उदाहरण के लिए, 5160 स्प्रिंग स्टील) | 900–1050°C (नारंगी से चमकीला नारंगी) | ≥800° सेल्सियस | 800–820°C, रखें फिर 650°C से नीचे धीरे-धीरे ठंडा करें | 820–840°C (चेरी से नारंगी-लाल) | तेल शमन (पानी से दरारें पड़ सकती हैं) |
| O1 टूल स्टील | गर्म करने का तापमान: चेरी लाल (790–820°C) | ≥815° सेल्सियस | 800–850°C, फिर 650°C से नीचे भट्टी में ठंडा करें | 790–820°C (चेरी लाल) | तेल शमन |
प्रमुख अभ्यास:
- स्टील को गर्म करें समान रूप से- ऑक्सीकरण और जलन पैदा करने वाले गर्म स्थानों से बचें।
- फोर्ज से स्टील निकालते समय उसे उसके संतुलन बिंदु पर मज़बूती से पकड़ने के लिए चिमटे का इस्तेमाल करें। इससे दुर्घटनाओं से बचाव होता है और हथौड़े पर बेहतर नियंत्रण सुनिश्चित होता है।


3.3टिप और ब्लेड बॉडी को गढ़ना: चरण दर चरण
(1) टिप को फोर्ज करना
गरम किए हुए खाली टुकड़े का एक सिरा निहाई पर रखें। धीरे-धीरे सिरे को पतला करने के लिए एक गोलाकार हथौड़े का इस्तेमाल करें:
- उच्च कार्बन स्टील: के साथ काम हल्के, तेज़ हमले इसकी उच्च कठोरता के कारण दरार पड़ने से बचने के लिए।
- O1 स्टील: आकार देना आसान है; थोड़ा अधिक जोर से वार करना संभव है, लेकिन समरूपता बनाए रखने के लिए स्टील को हर 3-4 वार में पलटना चाहिए।
- अंकन: आकार देने से पहले एक तरफ़ किनारे के लिए और दूसरी तरफ़ रीढ़ के लिए तय कर लें। इससे बाद में सुधार कम से कम करना पड़ेगा।
(2) तांग छोड़ना
टैंग ब्लेड का वह हिस्सा है जो हैंडल को स्थिर रखता है। प्रक्रिया के आरंभ में ही इसे परिभाषित करें:
- लंबाई: कम से कम 2 इंच (5 सेमी) जगह छोड़ें। लंबे हैंडल के लिए, 3-4 इंच की जगह छोड़ने की सलाह दी जाती है।
- अंकन: जहाँ टैंग शुरू होता है, वहाँ हथौड़े से निशान बनाएँ, ताकि इस हिस्से का आकस्मिक रूप से पतला होना रोका जा सके। कमज़ोर टैंग हैंडल की मज़बूती को कमज़ोर कर देता है।
(3) बेवेल को समतल करना और फोर्जिंग करना
ब्लेड को धीरे-धीरे टेंग से टिप तक पतला होना चाहिए, साथ ही बेवेल (प्रारंभिक कटिंग एज) भी बनाना चाहिए:
- सामान्य पतलापन: दोबारा गरम करें, फिर ब्लेड के दोनों किनारों पर हल्के से हथौड़े से मारें, एक समान गति से, एक सिरे से दूसरे सिरे तक। विचलन 1 मिमी से कम रखें। यदि उपलब्ध हो, तो वायवीय फोर्जिंग पावर हैमर इसका उपयोग इन प्रहारों को अधिक तेजी से और समान रूप से करने के लिए किया जा सकता है, जिससे थकान कम होती है और समरूपता बनाए रखने में मदद मिलती है।
- बेवल फोर्जिंग: मुख्य रूप से इच्छित किनारे पर प्रहार करें ताकि एक ढलान वाला कोण (लगभग 20-25°) बन जाए। मुड़ने से बचाने के लिए तुरंत पलटें और विपरीत दिशा में भी दोहराएँ।
- सामान्य मुद्दे:
- उभार या सिलवटें: पुनः गर्म करें और हथौड़े की ओर से सपाट करें; गंभीर सिलवटों को काटने की आवश्यकता हो सकती है।
- घुमावदार रीढ़: थोड़ा सा टेढ़ापन सामान्य है। बाद में कम तापमान (गहरे लाल रंग की गर्मी) और हल्के हथौड़े से दबाकर इसे ठीक करें।



4.0ताप उपचार: कठोरता और मजबूती को नियंत्रित करना
ताप उपचार वह महत्वपूर्ण चरण है जो ब्लेड को नरम से कठोरइसमें तीन अलग-अलग चरण होते हैं—एनीलिंग, क्वेंचिंग और टेम्परिंग। प्रत्येक स्टील प्रकार के लिए विशिष्ट मापदंडों की आवश्यकता होती है, और उनका सही होना सीधे तौर पर चाकू के अंतिम प्रदर्शन को निर्धारित करता है।
4.1एनीलिंग: तनाव से राहत और नरमी
उद्देश्य:
स्टील को नरम करने, फोर्जिंग से उत्पन्न आंतरिक तनाव को दूर करने तथा ब्लेड को घिसने और आकार देने में आसानी करने के लिए।
प्रक्रिया:
- ब्लेड को हल्का लाल रंग आने तक गर्म करें (उच्च कार्बन स्टील के लिए 800-820°C; O1 स्टील के लिए 870-980°C)। ब्लेड को बाहर निकालें और लाल रंग के फीके पड़ने तक हवा में ठंडा होने दें।
- इस चक्र को तीन बार दोहराएँ।
- तीसरी बार गर्म करने पर, स्टील को किसी इंसुलेटेड वातावरण (जैसे कोयले या राख में दबा हुआ) में रखें और रात भर ठंडा होने दें। यह धीमी गति से ठंडा होने से अधिकतम नरमी सुनिश्चित होती है।
4.2शमन: स्टील को कठोर बनाना
शमन से स्टील की क्रिस्टलीय संरचना में परिवर्तन होता है, जिससे उच्च कठोरता उत्पन्न होती है - जो कार्यात्मक ब्लेड का परिभाषित गुण है।
| कदम | उच्च कार्बन स्टील (स्प्रिंग स्टील) | O1 टूल स्टील |
| ताप तापमान | नारंगी-लाल (850–950°C) | हल्के पीले से भूरे रंग तक (1150–1200°C) |
| शमन माध्यम | पानी (ऊर्ध्वाधर रूप से डुबोएं, 30-60 सेकंड) | तेल (लंबवत डुबोएं, 30-60 सेकंड, बुलबुले से बचें) |
| मुख्य नोट्स | सभी शीतलीकृत इस्पात को तुरन्त टेम्पर्ड किया जाना चाहिए।
(स्प्रिंग स्टील के लिए जल शमन जोखिमपूर्ण है और शुरुआती लोगों के लिए अनुशंसित नहीं है।) |
तेल शमन से अधिक समान कठोरता उत्पन्न होती है - सटीक तड़का आवश्यक है |
महत्वपूर्ण सुझाव:
- ब्लेड को हमेशा बुझाएं खड़ीझुकने से असमान शीतलन होता है, जिससे ब्लेड मुड़ सकता है। सुधार के लिए दोबारा फोर्जिंग करनी पड़ती है और समय की बर्बादी होती है।
- शमन के बाद, रेशे से कठोरता की जाँच करें। अगर रेशा बिना काटे ही फिसल जाता है, तो कठोरता पर्याप्त है। अगर वह स्टील में चुभता है, तो उसे दोबारा गर्म करके शमन करें।
4.3टेम्परिंग: कठोरता और मजबूती का संतुलन
शमन के बाद, स्टील कठोर लेकिन भंगुर हो जाता है। टेम्परिंग में तनाव कम करने के लिए नियंत्रित कम ताप का प्रयोग किया जाता है, जिससे धार की मजबूती बरकरार रखते हुए कठोरता में सुधार होता है।
| स्टील का प्रकार | टेम्परिंग तापमान (°C) | टेम्परिंग तापमान (°F) | रंग संदर्भ | समय | नोट्स |
| उच्च कार्बन स्टील (स्प्रिंग स्टील) | 180–230° सेल्सियस | 355–445°F | भूसे के पीले से गहरे नीले रंग तक | 2 घंटे (दोहराने योग्य) | मजबूती बढ़ाता है; बाहरी चाकूओं के लिए अच्छा है |
| O1 टूल स्टील | 150–230° सेल्सियस | 300–445°F | हल्के पीले से भूरे रंग तक | 1–2 घंटे (2 चक्र अनुशंसित) | कठोरता/दृढ़ता संतुलन के सटीक नियंत्रण की अनुमति देता है |
सरल विकल्प:
अगर ओवन उपलब्ध न हो, तो ईंटों से एक छोटा सा बंद कमरा बनाएँ। लगातार गर्मी बनाए रखने के लिए अंदर कुछ कोयले रखें। ज़्यादा गरम होने से बचने और निगरानी के लिए हमेशा थर्मामीटर का इस्तेमाल करें।



5.0पीसना, संभालना और धार लगाना: खाली चाकू से तैयार चाकू तक
ताप उपचार के बाद, ब्लेड में आवश्यक कठोरता आ जाती है, लेकिन उसे अभी भी परिष्कृत करने की आवश्यकता होती है। पीसने से आकार परिष्कृत होता है, हैंडल लगाने से पकड़ बेहतर होती है, और धार तेज़ करने से काटने वाली धार बनती है।
5.1पीसना और आकार देना
सैंडपेपर का उपयोग चरणों में करें, मोटे से लेकर बारीक तक (80 ग्रिट → 120 ग्रिट → 240 ग्रिट → 400 ग्रिट):
- फोकस क्षेत्र: फोर्ज के निशान, स्केल और असममिति हटाएँ। सुनिश्चित करें कि ब्लेड समतल हो और बेवल कोण एक समान हों।
- बेल्ट ग्राइंडर का उपयोग: यदि उपलब्ध हो, तो बेल्ट ग्राइंडर इससे आकार देने में तेजी आ सकती है और बेवल को समान बनाए रखने में मदद मिल सकती है, विशेष रूप से ब्लेड के बड़े क्षेत्रों पर।
- शीतलन टिप: ग्राइंडर का उपयोग करते समय, ब्लेड को हर 1-2 सेकंड में पानी में डुबोएं ताकि वह अधिक गर्म न हो जाए, क्योंकि इससे ग्राइंडर खराब हो सकता है।
5.2हैंडल फिटिंग: तीन व्यावहारिक विकल्प
उपलब्ध सामग्री के आधार पर चुनें - विशेष उपकरणों की कोई आवश्यकता नहीं:
- लकड़ी का स्केल हैंडल: टैंग में छेद करें, पीतल की पिनों से दृढ़ लकड़ी के टुकड़े (जैसे अखरोट या मेपल) लगाएँ। सुरक्षा के लिए लकड़ी के मोम के तेल से सजाएँ।
- कॉर्ड लपेट हैंडल: पैराकॉर्ड या सूती डोरी को टैंग के चारों ओर कसकर लपेटें, दोनों सिरों पर गाँठ लगाएँ। अच्छी पकड़ और फिसलन-रोधी क्षमता प्रदान करता है, बाहरी उपयोग के लिए आदर्श।
- ठोस लकड़ी का हैंडल: तने को पतला करके एक लकड़ी के ब्लॉक में डालें। ब्लॉक को फ़ाइल से तब तक आकार दें जब तक वह हाथ में आराम से फिट न हो जाए।


5.3धार तेज करना: रेजर की धार तेज करने के लिए तीन-चरणीय विधि
मोटे से बारीक की ओर तब तक बढ़ते रहें जब तक कि किनारा इतना तेज न हो जाए कि बाल काटे जा सकें:
- ठीक फ़ाइल आकार: किनारों की रूपरेखा को निखारने के लिए बेवल पर एक फ़ाइल (400 ग्रिट या उससे ज़्यादा) का इस्तेमाल करें। बहुत ज़्यादा फ़ाइल करने से बचें, क्योंकि इससे चिप्स बन सकते हैं।
- पत्थर तेज़ करना:
- मोटा पक्ष: ब्लेड को 22° के कोण पर पकड़ें और पत्थर पर हर तरफ़ 10 बार धक्का दें। कोण एक समान रखें।
- अच्छा पक्ष: एक ही कोण पर, हर तरफ़ 15 बार। इससे खुरदुरे निशान हट जाते हैं और किनारा चिकना हो जाता है।
- चमड़े की पट्टियाँ: पॉलिशिंग कंपाउंड से लिपटी चमड़े की पट्टी पर किनारे को खींचें। इससे खुरदुरेपन दूर हो जाएँगे और किनारा पॉलिश हो जाएगा।
- अंतिम परीक्षण: ब्लेड को आसानी से कागज़ काटना या बाल काटना चाहिए।
5.4सारांश: शुरुआती ब्लेडस्मिथ के लिए मूल सिद्धांत
फोर्जिंग की सुंदरता इसमें निहित है अपने हाथों से कच्चे स्टील के परिवर्तन को देखनास्टील के चुनाव के बावजूद, तीन बुनियादी बातों को याद रखें:
- तापमान आत्मा है: अनुमान पर निर्भर रहने के बजाय रंग से ताप का आकलन करना सीखें (उदाहरण के लिए, O1 स्टील के लिए भूरा पीला)।
- सबसे पहले सुरक्षा: हमेशा सुरक्षा चश्मा और दस्ताने पहनें। गर्म स्टील के लिए चिमटे का इस्तेमाल करें—कभी भी जोखिम न लें।
- बल पर धैर्य: फोर्जिंग, पीसने और तेज करने का काम किया जाना चाहिए छोटे, दोहराए गए कदमसमरूपता और परिशुद्धता अंतिम गुणवत्ता निर्धारित करती है।
कच्चे बिलेट से लेकर इस्तेमाल करने लायक चाकू तक, हर बदलाव अनुभव को बढ़ाता है। भले ही आपके पहले प्रयास में खामियाँ हों, फिर भी अपने हाथों से बनाना ब्लेडस्मिथिंग का असली इनाम यही है।
5.5वीडियो - चरण दर चरण चाकू कैसे बनाएँ, केवल हथौड़े और निहाई से, बिजली उपकरण से नहीं
संदर्भ
https://www.wikihow.com/Forge-a-Knife


