
- 1.0सुरक्षा सावधानियां
- 2.0ड्रिल बिट चयन और अनुप्रयोग
- 3.0ड्रिलिंग पूर्व तैयारी
- 4.0कोर ड्रिलिंग चरण
- 5.0विशेष ड्रिलिंग परिदृश्य
- 6.0उपकरण उन्नयन अनुशंसा (ड्रिल प्रेस)
- 7.0वीडियो: धातु में ड्रिल कैसे करें
- 8.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
- 8.1धातु के लिए सबसे अच्छा ड्रिल बिट कौन सा है?
- 8.2क्या मुझे ड्रिलिंग करते समय हमेशा कटिंग ऑयल की आवश्यकता होती है?
- 8.3मैं ड्रिल बिट्स को अधिक गर्म होने से कैसे रोक सकता हूँ?
- 8.4क्या मानक एचएसएस ड्रिल बिट्स स्टेनलेस स्टील को काट सकते हैं?
- 8.5मैं सही ड्रिल बिट कैसे चुनूं?
- 8.6ड्रिल की गति कैसे निर्धारित की जानी चाहिए?
- 8.7बड़े छेद या मोटी स्टील प्लेट ड्रिल करते समय मुझे क्या ध्यान में रखना चाहिए?
धातु में ड्रिलिंग के लिए सिर्फ़ सही औज़ारों की ही ज़रूरत नहीं होती—इसके लिए उचित तकनीक और तैयारी भी ज़रूरी है। सही ड्रिल बिट, गति सेटिंग और सुरक्षा उपायों के बिना, एक साधारण छेद भी उपकरण को नुकसान पहुँचा सकता है, उपकरण की उम्र कम कर सकता है, या चोट पहुँचा सकता है।
यह मार्गदर्शिका सही ड्रिल बिट चुनने और अपने वर्कपीस को सेट करने से लेकर विशेष ड्रिलिंग परिस्थितियों को संभालने तक, आवश्यक चरणों की व्याख्या करती है। चाहे आप पतली शीट धातु, मोटी स्टील प्लेट या बड़े व्यास वाले छेदों के साथ काम कर रहे हों, निम्नलिखित निर्देश आपको सुरक्षित और कुशलतापूर्वक साफ़, सटीक परिणाम प्राप्त करने में मदद करेंगे।
1.0सुरक्षा सावधानियां
1.1व्यक्तिगत सुरक्षा उपकरण
- उड़ते हुए धातु के टुकड़ों से आंखों को चोट लगने से बचाने के लिए हमेशा सुरक्षा चश्मा पहनें।
- अपने हाथों को तेज किनारों या गर्म सतहों से बचाने के लिए टिकाऊ, फिसलन रहित दस्ताने का उपयोग करें।
- ढीले कपड़े, लटकते हुए आभूषणों से बचें, तथा घूमते हुए हिस्सों में उलझने से बचने के लिए लंबे बालों को पीछे बांधकर रखें।
- यदि कार्यस्थल पर शोर हो तो श्रवण सुरक्षा उपकरण जैसे कि इयरमफ्स पहनें।
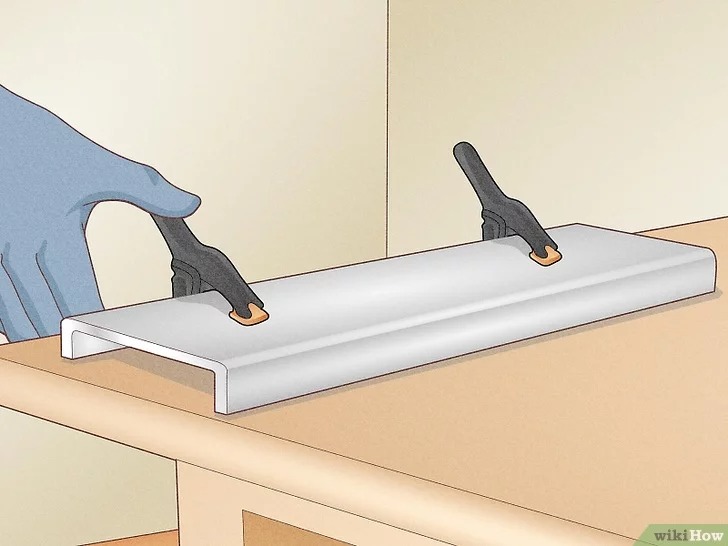
1.2वर्कपीस सुरक्षित करने की आवश्यकताएं
- कभी भी धातु के टुकड़े को एक हाथ से न पकड़ें या अकेले ही ड्रिल न चलाएं।
- वर्कपीस को हमेशा कम से कम दो उचित क्लैंप का उपयोग करके वर्कबेंच या किसी स्थिर आधार पर सुरक्षित रखें। इससे ड्रिल बिट के आपस में चिपकने और वर्कपीस के घूमने से बचाव होता है, जिससे कटने या चोट लगने का खतरा रहता है।
1.3चिप और ताप प्रबंधन
- धातु के टुकड़े हटाने के लिए वर्कशॉप ब्रश का इस्तेमाल करें। मलबे को हाथों से न हटाएँ।
- ड्रिलिंग के बाद घर्षण के कारण धातु गर्म हो जाती है। जलने से बचने के लिए इसे प्राकृतिक रूप से ठंडा होने दें या प्लायर्स या दस्तानों से संभालें।
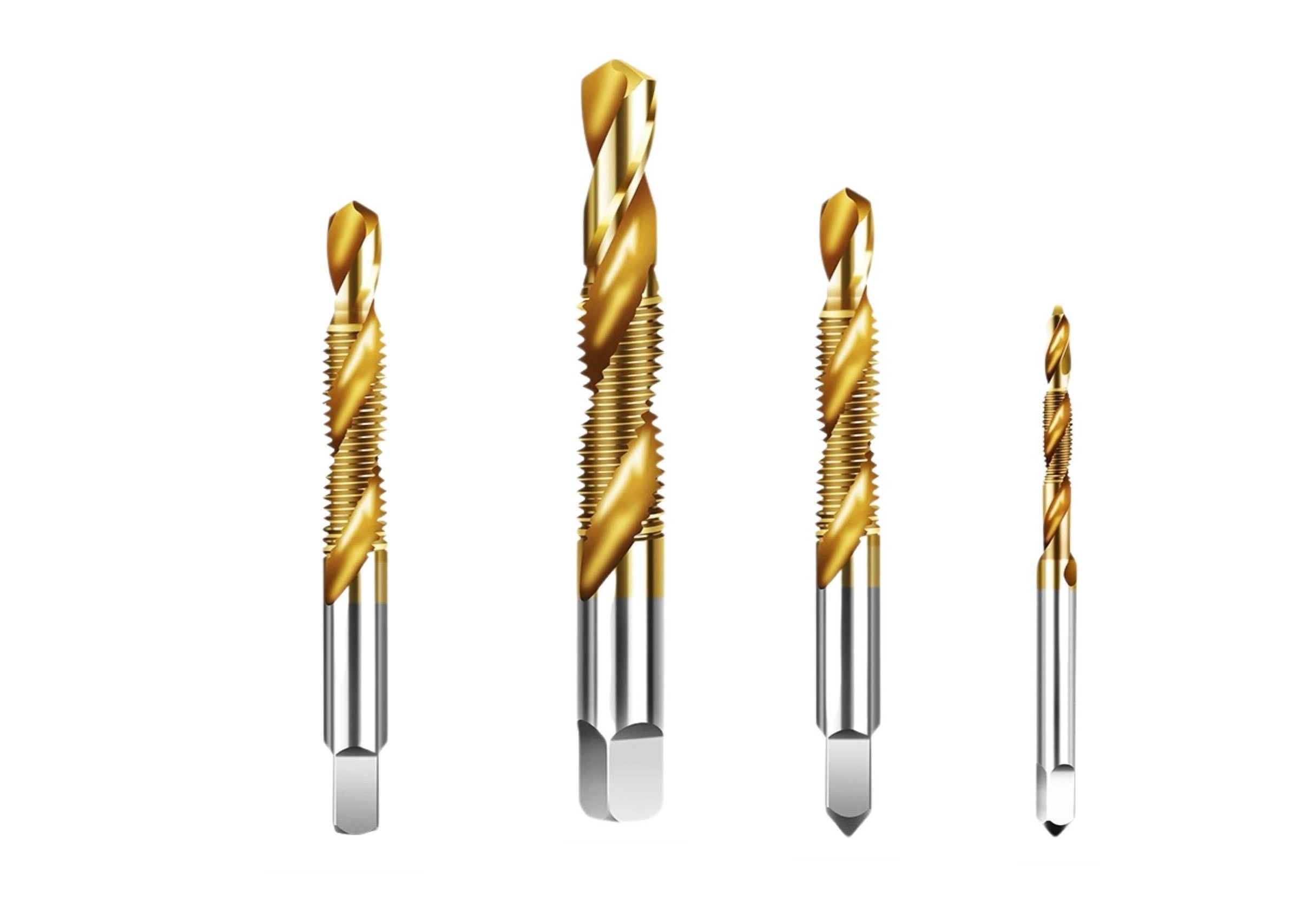
2.0ड्रिल बिट चयन और अनुप्रयोग
विभिन्न धातुओं और ड्रिलिंग आवश्यकताओं के लिए सही प्रकार के ड्रिल बिट की आवश्यकता होती है। निम्नलिखित चार्ट उपयुक्त विकल्प दर्शाता है:
| ड्रिल बिट प्रकार | मुख्य विशेषताएं | अनुप्रयोगों के लिए सर्वश्रेष्ठ |
| हाई-स्पीड स्टील (HSS) | कम लागत, सामान्य प्रयोजन | एल्युमीनियम, पीतल, कच्चा लोहा जैसी नरम धातुएं; एकल या कभी-कभार ड्रिलिंग |
| कोबाल्ट ड्रिल बिट्स | उच्च कठोरता, गर्मी प्रतिरोध, लंबी उम्र | स्टेनलेस स्टील, कठोर स्टील जैसी कठोर धातुएं; बार-बार ड्रिलिंग कार्य |
| टाइटेनियम नाइट्राइड (TiN) लेपित | घर्षण और गर्मी प्रतिरोधी, HSS से 6 गुना अधिक समय तक चलता है | विभिन्न धातुएँ, जब उपकरण का जीवनकाल प्राथमिकता हो तो आदर्श |
| स्टेप ड्रिल बिट्स | पतला डिज़ाइन, कई आकारों में छेद करने की क्षमता | पतली धातु की चादरें (जैसे, स्टील के बक्से, स्टेनलेस सिंक) जिनमें अलग-अलग व्यास के छेद की आवश्यकता होती है |
| धातु के लिए छेद आरी | अंगूठी के आकार की कटिंग, चिकने किनारे | पतली शीट धातु में 12.7 मिमी (0.5 इंच) से अधिक बड़े छेद |
नोट: 135° स्प्लिट-पॉइंट टिप वाले ड्रिल बिट्स को प्राथमिकता दें। इससे भटकाव कम होता है और फीड प्रेशर कम होता है, जिससे यह कठोर धातुओं के लिए विशेष रूप से प्रभावी होता है।
3.0ड्रिलिंग पूर्व तैयारी
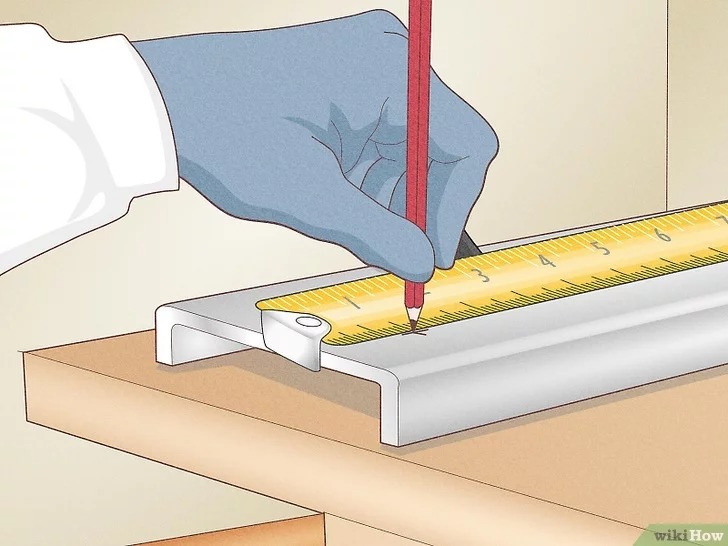
3.1अंकन और स्थिति निर्धारण
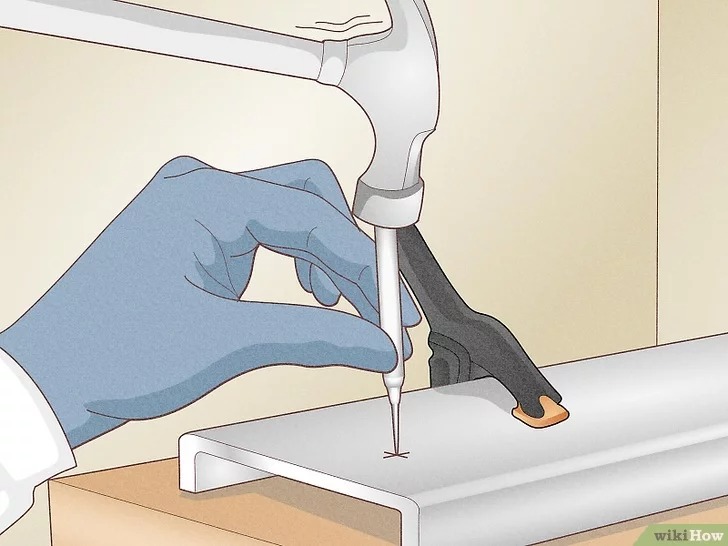
- आवश्यकतानुसार छेद के केंद्र को मापें और चिह्नित करें।
- सेंटर पंच और हथौड़े का इस्तेमाल करके 1–2 मिमी (0.04–0.08 इंच) का गड्ढा ("डिंपल") बनाएँ। इससे ड्रिल बिट की नोक बिना हिले-डुले सुरक्षित रूप से बैठ जाएगी।
- अत्यावश्यक मामलों में, पंच के विकल्प के रूप में कील का उपयोग किया जा सकता है, लेकिन सटीकता की पुनः जांच की जानी चाहिए।
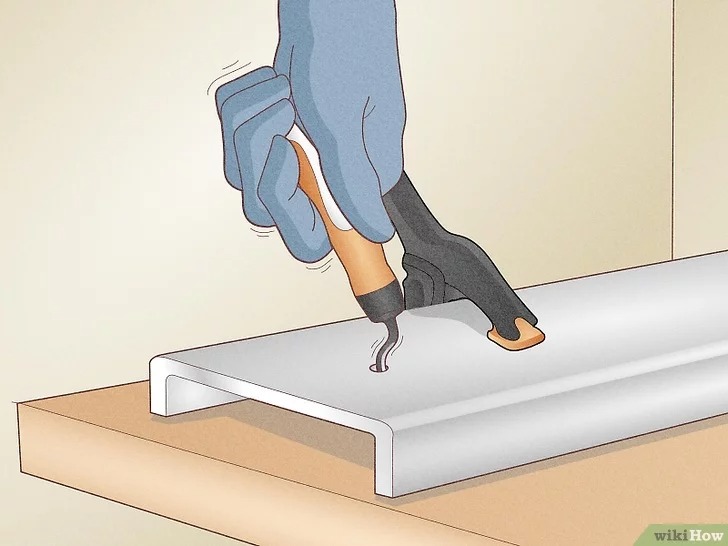
3.2स्नेहन और शीतलन
- 3.175 मिमी (1/8 इंच) से ज़्यादा मोटाई वाले स्टील की ड्रिलिंग करते समय, ड्रिल वाली जगह पर हमेशा कटिंग फ्लुइड या मल्टीपर्पस ऑयल लगाएँ। इससे घर्षण से उत्पन्न होने वाली गर्मी कम होती है और ड्रिल बिट की उम्र बढ़ती है।
- एल्युमीनियम, पीतल या कच्चे लोहे जैसी नरम धातुओं के लिए, स्नेहन का प्रयोग नहीं किया जा सकता है। हालाँकि, यदि छेद का व्यास 12.7 मिमी (0.5 इंच) से अधिक है, तो थोड़ी मात्रा में स्नेहक लगाने की सलाह दी जाती है।
3.3उपकरण जांच
- परिवर्तनीय गति ड्रिल का उपयोग करें और सुनिश्चित करें कि गति समायोजन ठीक से काम कर रहा है।
- यदि नई ड्रिल का उपयोग कर रहे हैं, तो ड्रिल बिट के आकार और धातु की कठोरता के अनुसार गति को पूर्व निर्धारित करें (अगले अनुभाग “कोर ड्रिलिंग चरण” देखें)।
4.0कोर ड्रिलिंग चरण
4.1गति सेटिंग्स
- छोटे ट्विस्ट बिट्स (1.588–4.763 मिमी / 1/16–3/16 इंच): 2800–3200 आरपीएम।
- बड़े ट्विस्ट बिट्स (17.463–25.4 मिमी / 11/16–1 इंच): 350–1000 आरपीएम।
- स्टेनलेस स्टील जैसी कठोर धातुओं के लिए, बिट को अधिक गर्म होने और कुंद होने से बचाने के लिए गति को 10-15% तक कम कर दें।
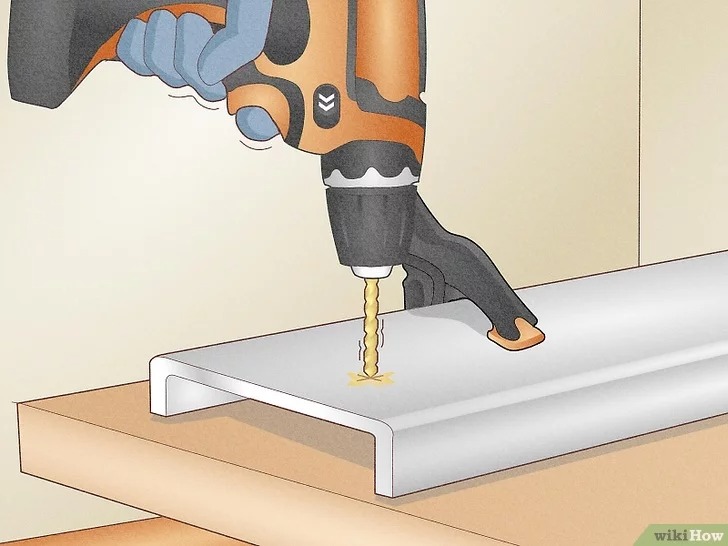
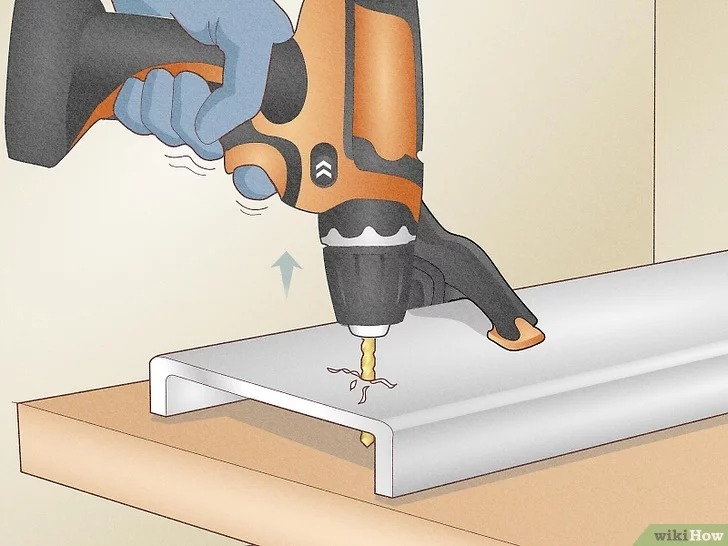
4.2ड्रिलिंग तकनीक
- शुरू करने से पहले, सुनिश्चित करें कि ड्रिल बिट टिप इंडेंटेशन के साथ संरेखित है और ड्रिल वर्कपीस के लंबवत है।
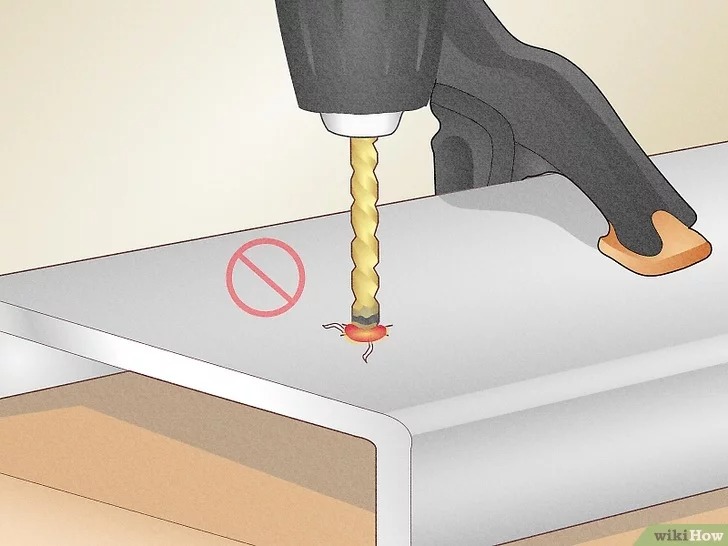
- खिलाते समय स्थिर, हल्का दबाव डालें। बिट पर ज़ोर न लगाएँ, क्योंकि इससे वह मुड़ सकता है या टूट सकता है।
- गहरे छेदों के लिए, बिट को बाहर निकालने, चिप्स को साफ करने तथा पुनः काम शुरू करने से पहले उसे ठंडा होने देने के लिए हर 10 सेकंड में रुकें।
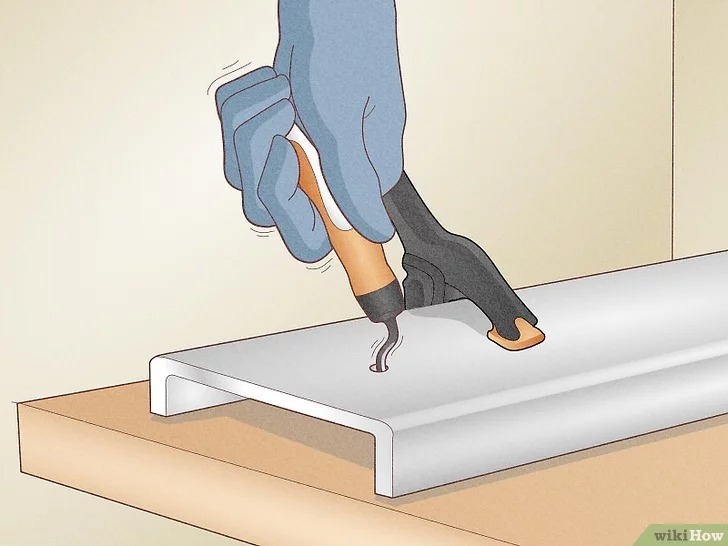
4.3छेद का विस्तार और डीबरिंग
- 6.35 मिमी (1/4 इंच) से बड़े छेद के लिए, पहले 3-4 मिमी (1/8 इंच) का पायलट छेद ड्रिल करें, फिर धीरे-धीरे बड़े बिट्स के साथ आगे बढ़ें।
- ड्रिलिंग के बाद, छेद से थोड़ा बड़ा डिबरिंग टूल या ड्रिल बिट इस्तेमाल करें। तीखे बर्र हटाने के लिए किनारे पर हाथ से घुमाएँ।
5.0विशेष ड्रिलिंग परिदृश्य
5.1पतली धातु की चादरें (मोटाई < 3 मिमी)
- "प्लाईवुड सैंडविच" विधि का प्रयोग करें: धातु की शीट को प्लाईवुड के दो टुकड़ों के बीच में जकड़ें और ड्रिलिंग से पहले स्टैक को सुरक्षित कर दें। इससे विरूपण रुकता है और ड्रिल बिट इधर-उधर नहीं भटकता।
5.2मोटी स्टील प्लेटें (मोटाई > 6.35 मिमी / 1/4 इंच)
- स्पिंडल की गति को मानक दर से लगभग 80% तक कम करें और अधिक कटिंग द्रव का प्रयोग करें।
- सर्वोत्तम परिणामों के लिए, एक तरफ से आधा ड्रिल करें, फिर वर्कपीस को पलटें और दूसरी तरफ से छेद पूरा करें। इससे ड्रिल बिट पर दबाव कम होता है और छेद की सटीकता बेहतर होती है।
5.3बड़े छेद (व्यास > 25.4 मिमी / 1 इंच)
- धातु के लिए डिज़ाइन किए गए होल सॉ का उपयोग करें, जिसमें कार्य सतह की सुरक्षा के लिए तथा सॉ गाइड को स्थिर रखने के लिए प्लाईवुड का बैकिंग लगा हो।
- चिप्स को साफ करने और बंधन को रोकने के लिए छेद को बार-बार बाहर निकालें।
6.0उपकरण उन्नयन अनुशंसा (ड्रिल प्रेस)
उच्च परिशुद्धता या बड़ी मात्रा में धातु ड्रिलिंग के लिए, एक समर्पित छेदन यंत्र दबाना इसकी सिफ़ारिश की जाती है। इसके फ़ायदों में शामिल हैं:
- स्थिर ऊर्ध्वाधर फीड प्रदान करता है, हाथ से ड्रिल करने पर होने वाली कंपन को समाप्त करता है तथा छेद की सटीकता सुनिश्चित करता है।
- विभिन्न आकार के वर्कपीस को संभालने के लिए, ऊंचाई और झुकाव के लिए समायोज्य, एक कच्चा लोहा वर्कटेबल से सुसज्जित।
- पुली परिवर्तन के माध्यम से आसान गति समायोजन, विभिन्न धातुओं के साथ संगतता की अनुमति देता है।
- वर्कपीस को सुरक्षित करने के लिए उचित धातु क्लैंप की आवश्यकता होती है - चलते समय कभी भी वर्कपीस या ड्रिल प्रेस को समायोजित न करें।
नोट: बेंच-टॉप ड्रिल प्रेस लगभग $200 से शुरू होते हैं। फ़्लोर-स्टैंडिंग मॉडल बड़े वर्कपीस के लिए ज़्यादा उपयुक्त होते हैं—प्रोजेक्ट के आकार के आधार पर चुनें।
7.0वीडियो: धातु में ड्रिल कैसे करें
8.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
8.1धातु के लिए सबसे अच्छा ड्रिल बिट कौन सा है?
- एल्युमीनियम या पीतल जैसी नरम धातुओं के लिए: हाई-स्पीड स्टील (HSS) ड्रिल बिट का उपयोग करें।
- कठोर धातुओं जैसे स्टेनलेस स्टील या कठोर स्टील के लिए, या बार-बार ड्रिलिंग के लिए: कोबाल्ट ड्रिल बिट का उपयोग करें।
- एकाधिक छेद आकार वाली पतली शीट धातु के लिए: स्टेप ड्रिल बिट्स का उपयोग करें।
8.2क्या मुझे ड्रिलिंग करते समय हमेशा कटिंग ऑयल की आवश्यकता होती है?
- 3.175 मिमी (1/8 इंच) से अधिक मोटाई वाले स्टील के लिए, कटिंग ऑयल आवश्यक है।
- एल्युमीनियम या पीतल जैसी नरम धातुओं के लिए, कटिंग ऑयल वैकल्पिक है - लेकिन बड़े छेदों या कठोर धातुओं के लिए बिट का जीवनकाल बढ़ाने के लिए इसकी सिफारिश की जाती है।
8.3मैं ड्रिल बिट्स को अधिक गर्म होने से कैसे रोक सकता हूँ?
- उचित धीमी गति से दौड़ें।
- जब आवश्यकता हो तो कटिंग ऑयल लगाएं।
- हमेशा तेज धार वाले बिट्स का उपयोग करें।
- बिना किसी दबाव के लगातार खिलाएं।
- गहरे छेदों के लिए, चिप्स को साफ करने और ठंडा करने के लिए समय-समय पर बिट को बाहर निकालें।
8.4क्या मानक एचएसएस ड्रिल बिट्स स्टेनलेस स्टील को काट सकते हैं?
- यह संभव है, लेकिन मुश्किल है। HSS बिट्स जल्दी गर्म हो जाते हैं और जल्दी ही फीके पड़ जाते हैं।
- कटिंग ऑयल के साथ कोबाल्ट ड्रिल बिट की सिफारिश की जाती है, जिसकी गति 10-15% तक कम हो।
8.5मैं सही ड्रिल बिट कैसे चुनूं?
- नरम धातुओं (एल्यूमीनियम, पीतल) के लिए: एचएसएस ड्रिल बिट्स।
- कठोर धातुओं (स्टेनलेस स्टील) के लिए: कोबाल्ट या TiN-लेपित ड्रिल बिट्स।
- पतली शीट धातु के लिए: स्टेप ड्रिल बिट्स।
- बड़े छेदों के लिए: धातु के लिए डिज़ाइन किए गए छेद आरी का उपयोग करें।
8.6ड्रिल की गति कैसे निर्धारित की जानी चाहिए?
- छोटे व्यास वाले बिट्स (1/16–3/16 इंच): उच्च गति, लगभग 2800–3200 आर.पी.एम.
- बड़े व्यास वाले बिट्स (11/16-1 इंच): धीमी गति, लगभग 350-1000 आर.पी.एम.
- स्टेनलेस स्टील जैसी कठोर धातुओं के लिए: गति को 10–15% तक कम करें।
8.7बड़े छेद या मोटी स्टील प्लेट ड्रिल करते समय मुझे क्या ध्यान में रखना चाहिए?
- बड़े छेदों के लिए (> 25.4 मिमी / 1 इंच): होल सॉ का उपयोग करें और चिप्स को बार-बार साफ करें।
- मोटी स्टील प्लेटों के लिए: गति कम करें, कटिंग द्रव बढ़ाएं, और यदि आवश्यक हो, तो ड्रिल बिट लोड को कम करने के लिए दोनों तरफ से ड्रिल करें।
संदर्भ
https://www.wikihow.com/Drill-Metal