

- 1.0सरिया काटने के लिए सही उपकरण का चयन
- 2.0मैनुअल रीबार कटर का उपयोग कैसे करें (आपातकालीन / छोटे व्यास वाले अनुप्रयोग)
- 3.0कटऑफ आरी का उपयोग कैसे करें (ऑन-साइट मानक विधि)
- 4.0रीबार कटिंग मशीन का उपयोग कैसे करें (बैच प्रोसेसिंग)
- 5.0धातु बैंडसॉ का उपयोग कैसे करें (परिशुद्धता / बैच स्टैकिंग)
- 6.0सुरक्षा सर्वप्रथम: आवश्यक संचालन दिशानिर्देश
- 7.0समस्या निवारण: सामान्य समस्याएँ और समाधान
- 8.0निष्कर्ष
- 9.0FAQ: रीबार कटिंग के बारे में सामान्य प्रश्न
निर्माण, मशीनरी निर्माण और अन्य उद्योगों में सरिया काटना एक बुनियादी प्रक्रिया है। सरिया के व्यास, उत्पादन मात्रा, सटीकता आवश्यकताओं और कार्यस्थल की स्थितियों के आधार पर सही उपकरण का चयन करना महत्वपूर्ण है - साथ ही काटने की दक्षता, गुणवत्ता और ऑपरेटर की सुरक्षा सुनिश्चित करने के लिए उचित प्रक्रियाओं का पालन करना भी महत्वपूर्ण है।
1.0सरिया काटने के लिए सही उपकरण का चयन
विभिन्न उपकरणों की दक्षता और उपयोग में बहुत अंतर होता है। कम उत्पादकता या खराब गुणवत्ता वाले कट से बचने के लिए अपनी ज़रूरतों के हिसाब से सही उपकरण चुनना बेहद ज़रूरी है।
1.1मैनुअल रीबार कटिंग उपकरण (आपातकालीन / छोटे व्यास वाले अनुप्रयोग)
- मुख्य उपकरण: मैनुअल रीबार कटर (जबड़े का उद्घाटन ≤ 18 मिमी), हेवी-ड्यूटी बोल्ट कटर
- सर्वश्रेष्ठ के लिए: सादी या विकृत सलाखें ≤ 16 मिमी, एकल/अस्थायी कट, या बिजली के बिना आपातकालीन कार्य
- लाभपोर्टेबल, बिजली की आवश्यकता नहीं, संचालित करने में आसान
- सीमाएँ: श्रम-गहन, धीमा (प्रति कट 30-60 सेकंड), बड़े व्यास वाले रीबार के लिए उपयुक्त नहीं
1.2पोर्टेबल इलेक्ट्रिक कटर (ऑन-साइट लचीलापन)
- मुख्य उपकरण: कटऑफ आरी (350 मिमी अपघर्षक पहिये के साथ), एंगल ग्राइंडर (125 मिमी कटिंग डिस्क के साथ)
- सर्वश्रेष्ठ के लिए: रीबार ≤ 25 मिमी, साइट पर लंबाई समायोजन, या बिखरे हुए प्रसंस्करण कार्य
- लाभ: मोबाइल, तेज़ कटिंग (प्रति बार 5-10 सेकंड), कम उपकरण लागत
- सीमाएँ: खुरदुरे किनारे (कटाई के बाद पीसने की आवश्यकता होती है), उच्च शोर (100-120 डीबी), चिंगारी और गर्मी उत्पन्न करता है
1.3रीबार काटने की मशीनें (उच्च-मात्रा प्रसंस्करण)
- मुख्य उपकरण: टेबलटॉप या स्टैंड-माउंटेड हाइड्रोलिक रीबार कटर (अधिकतम क्षमता ≤ 60 मिमी)
- सर्वश्रेष्ठ के लिएबैच कटिंग (≥ 50 बार/घंटा), बड़े व्यास या उच्च शक्ति वाली सरिया (उदाहरण के लिए, HRB400/HRB500), सरिया यार्ड या प्रीकास्ट संयंत्रों में विशिष्ट
- लाभ: अत्यंत तेज़ (प्रति बार 1-2 सेकंड), चिकनी कटौती, उच्च स्वचालन
- सीमाएँ: बड़ा और स्थिर (समर्पित स्थान की आवश्यकता होती है), गैर-गोलाकार रीबार प्रोफाइल के लिए उपयुक्त नहीं है
1.4धातु बैंडसॉ (परिशुद्धता / बड़े-व्यास अनुप्रयोग)
- मुख्य उपकरण: क्षैतिज या ऊर्ध्वाधर धातु बैंडसॉ (ब्लेड की चौड़ाई: 27–41 मिमी; दाँत की पिच: 3–6 मिमी)
- सर्वश्रेष्ठ के लिए: बड़े व्यास वाली सरिया (≥ 30 मिमी), मिश्र धातु सरिया, या उच्च परिशुद्धता की आवश्यकता वाले कार्य (लंबवत त्रुटि ≤ 0.1 मिमी)
- लाभ: कम काटने का तनाव (रीबार विरूपण से बचाता है), साफ कटौती (पोस्ट-प्रोसेसिंग की आवश्यकता नहीं), अनियमित क्रॉस-सेक्शन को संभालता है
- सीमाएँ: धीमा (प्रति कट 15-30 सेकंड), उपकरण की उच्च लागत, शीतलक की आवश्यकता, साइट पर त्वरित कार्य के लिए आदर्श नहीं




2.0मैनुअल रीबार कटर का उपयोग कैसे करें (आपातकालीन / छोटे व्यास वाले अनुप्रयोग)
16 मिमी व्यास तक के सादे या विकृत सरिया के लिए सर्वोत्तम - विशेषकर जब बिजली उपलब्ध न हो।
2.1तैयारी और स्थिति
- सरिये की लंबाई मापें और मार्कर से कट लाइन को स्पष्ट रूप से चिह्नित करें।
- सरिया को कटर के जबड़ों में रखें, चिह्नित रेखा को जबड़ों के ब्लेड के साथ संरेखित करें। सुनिश्चित करें कि सरिया की धुरी जबड़ों के लंबवत हो ताकि कोणीय कट से बचा जा सके।
2.2बल लगाना
- दोनों कटर हैंडल को मजबूती से पकड़ें और स्थिर, समान दबाव डालें (अचानक, अत्यधिक बल लगाने से बचें - इससे हैंडल मुड़ सकते हैं या सरिया अप्रत्याशित रूप से टूट सकता है)।
- मोटे सरिये (14-16 मिमी) के लिए, 2-3 चरणों में दबाव डालें: हल्का सा दबाएं, थोड़ी देर रुकें, फिर तब तक जारी रखें जब तक सरिया आसानी से टूट न जाए।
2.3काटने के बाद के चरण
- कटे हुए सरिया खंड को हटा दें और कटे हुए किनारे से तार के ब्रश का उपयोग करके गड़गड़ाहट को साफ करें (हैंडलिंग के दौरान हाथ की खरोंच को रोकता है)।
- कटर के जबड़ों में घिसाव, सुस्ती या टूट-फूट की जाँच करें। काटने की दक्षता बनाए रखने के लिए, ज़रूरत पड़ने पर ब्लेड को ग्राइंडिंग व्हील से तेज़ करें।

3.0कटऑफ आरी का उपयोग कैसे करें (ऑन-साइट मानक विधि)
25 मिमी व्यास तक के सरिया के लिए सर्वोत्तम - लचीले ऑन-साइट कटिंग के लिए व्यापक रूप से उपयोग किया जाता है।
3.1पूर्व-जांच और तैयारी
- इन्सुलेशन क्षति के लिए पावर कॉर्ड का निरीक्षण करें; सुनिश्चित करें कि आरी ठीक से ग्राउंडेड है (बिजली के झटके से बचने के लिए)।
- अपघर्षक पहिये में दरारें, चिप्स या घिसाव की जांच करें; उत्केंद्रित घूर्णन से बचने के लिए फ्लैंज नट को 5-8 N·m तक कसें।
- कार्य क्षेत्र के 1.5 मीटर के भीतर ज्वलनशील पदार्थों (जैसे, पेंट के डिब्बे, एसिटिलीन सिलेंडर) को हटा दें; सरिया को सुरक्षित करने के लिए वी-क्लैंप स्थापित करें।
3.2सुरक्षित करना और चिह्नित करना
- सरिया को वी-क्लैंप में रखें, तथा इसकी स्थिति को समायोजित करें ताकि कट लाइन अपघर्षक पहिये के पथ के साथ संरेखित हो जाए।
- क्लैंप को तब तक कसें जब तक कि सरिया क्षैतिज रूप से स्थानांतरित न हो सके (ऑपरेशन के दौरान कट विचलन को रोकता है)।
3.3कट शुरू करना
- आरी के मुख्य हैंडल (पावर नियंत्रण के लिए) और सहायक हैंडल (स्थिरता के लिए) को मज़बूती से पकड़ें। आरी को चालू करें और पहिये के पूरी गति (≈ 2800 आरपीएम, स्थिरता की पुष्टि के लिए 3 सेकंड का निष्क्रिय समय) पर पहुँचने का इंतज़ार करें।
- पहिये को सरिया में स्थिर गति से डालें (5-8 मिमी/सेकेंड); आरी पर बल न डालें (पहिये के अधिक गर्म होने या टूटने से बचाता है)।
- जब कट सरिया व्यास के 1/5 भाग तक पहुँच जाए, तो फीड दर धीमी कर दें (यह सरिया को अचानक टूटने से रोकता है)। अगर असामान्य चिंगारियाँ दिखाई दें (जैसे, अचानक चमक या असमान वितरण) तो तुरंत बंद कर दें।
3.4काटने के बाद सफाई
- बिजली बंद कर दें और सरिया को छूने से पहले अपघर्षक पहिये के पूरी तरह से रुकने (लगभग 10 सेकंड) तक प्रतीक्षा करें।
- कटे हुए किनारे को रेती या तार के ब्रश से खुरचें; कार्य क्षेत्र से धातु के टुकड़े इकट्ठा करें (फिसलन से बचाता है)। पहिये का निरीक्षण करें—अगर घिसाव उसकी मूल मोटाई के 1/3 से ज़्यादा हो जाए तो उसे बदल दें।
4.0रीबार कटिंग मशीन का उपयोग कैसे करें (बैच प्रोसेसिंग)
सादे या उच्च शक्ति वाले सरिया (जैसे, HRB400/HRB500) के लिए सर्वोत्तम, जिनका व्यास ≥ 20 मिमी हो - उच्च मात्रा वाले कार्यों के लिए आदर्श।
4.1मशीन सेटअप
- हाइड्रोलिक तेल के स्तर (टैंक के पैमाने के 2/3 तक पहुंचना चाहिए) और तापमान (≤ 45°C; कम तेल या उच्च तापमान काटने के दबाव को कम करता है) की जांच करें।
- बिना लोड परीक्षण करें: मशीन को दो पूर्ण ब्लेड चक्रों को पूरा करने के लिए सक्रिय करें, जिससे जाम या असामान्य शोर के बिना सुचारू गति सुनिश्चित हो सके।
- एकसमान कट लंबाई सुनिश्चित करने के लिए मानक लंबाई वाले रीबार नमूने (त्रुटि ± 0.5 मिमी) का उपयोग करके स्टॉप गेज को कैलिब्रेट करें।
- ब्लेड स्ट्रोक को समायोजित करें: ब्लेड के अत्यधिक घिसाव से बचने के लिए अधिकतम नीचे की दूरी (रीबार व्यास + 2 मिमी) निर्धारित करें।
4.2बैच कटिंग
- सरिया को मशीन में तब तक डालें जब तक वह स्टॉप गेज को न छू ले। अगर सरिया मुड़ी हुई है (विक्षेपण > L/500, जहाँ L = सरिया की लंबाई), तो ब्लेड के साथ लंबवतता सुनिश्चित करने के लिए पहले उसे सीधा करें।
- ब्लेड को सक्रिय करने के लिए फुट स्विच दबाएं; काटने के बाद ब्लेड स्वचालित रूप से अपनी मूल स्थिति में वापस आ जाएगा।
- गुणवत्ता जाँच करें: लंबाई की सटीकता के लिए प्रति 50 कट पर 3 यादृच्छिक सरियों का निरीक्षण करें (अनुमेय त्रुटि ± 1 मिमी)। यदि विचलन हो, तो स्टॉप गेज को पुनः अंशांकित करें।
- तैयार सरियों को एक समर्पित रैक पर एकत्रित करें (टकराव से उत्पन्न विरूपण से बचें)।
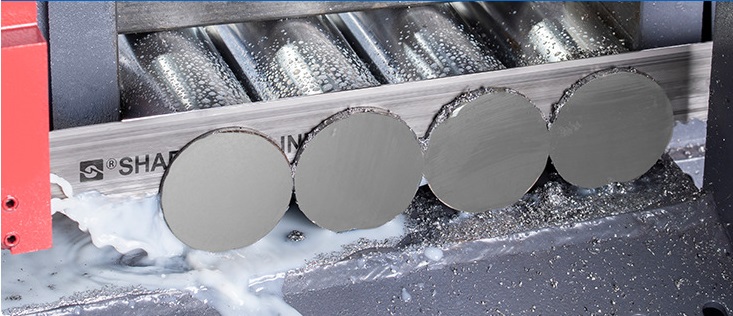
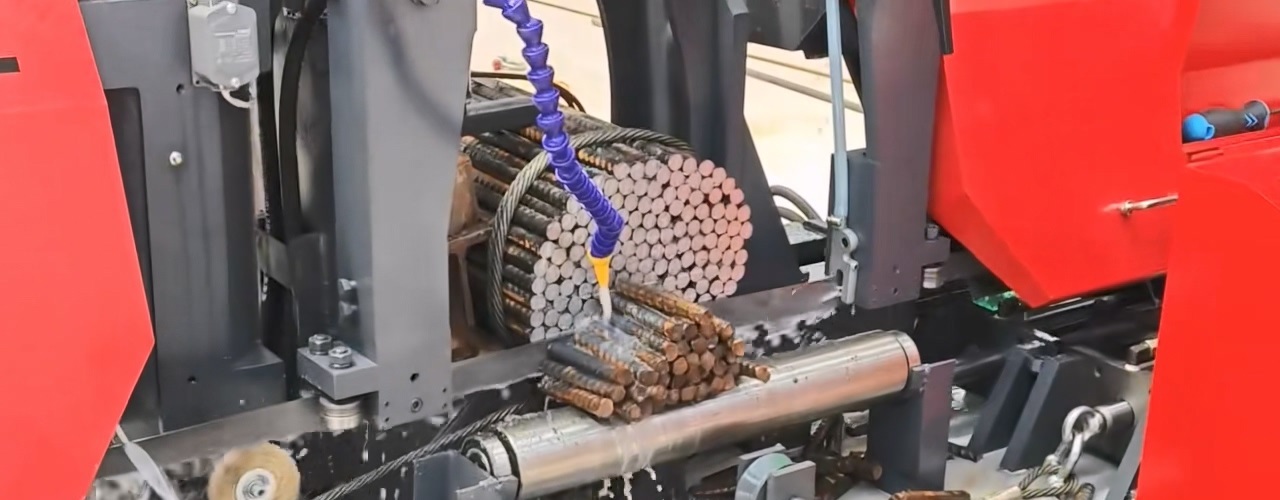
5.0धातु बैंडसॉ का उपयोग कैसे करें (परिशुद्धता / बैच स्टैकिंग)
बड़े व्यास (≥ 30 मिमी) या मिश्र धातु रिबार के लिए सर्वोत्तम - सटीक कटौती या बैच स्टैकिंग संचालन के लिए आदर्श।
5.1मशीन की तैयारी
- सही ब्लेड का चयन करें: मानक सरिया (Q235B) के लिए हाई-स्पीड स्टील (HSS) ब्लेड; मिश्र धातु सरिया (HRB500E) के लिए कार्बाइड-टिप वाले ब्लेड (WC-Co ≥ 94%)।
- ब्लेड के दांत की पिच को सरिया के आकार या स्टैक की ऊंचाई से मिलाएं (उदाहरण के लिए, Φ30-50 मिमी सरिया के लिए 3 मिमी पिच; Φ50-80 मिमी सरिया या स्टैक के लिए 4.5 मिमी पिच)।
- एक चौड़ा वी-ब्लॉक (चौड़ाई ≥ 200 मिमी) स्थापित करें और स्टैक्ड रिबार्स को सुरक्षित करने के लिए साइड स्टॉप्स लगाएं (पार्श्व स्थानांतरण को रोकता है)।
5.2पैरामीटर समायोजन
- ब्लेड तनाव को 25-30 N/mm² पर सेट करें; स्टैक्ड कटिंग के लिए 10-15% तक बढ़ाएं (विरूपण से बचने के लिए ब्लेड की कठोरता को बढ़ाता है)।
- काटने की गति को समायोजित करें: मानक रीबार स्टैक के लिए 6-10 मीटर/मिनट; मिश्र धातु रीबार के लिए 4-6 मीटर/मिनट (काटने का भार और ब्लेड घिसाव कम करता है)।
- शीतलक प्रणाली को अनुकूलित करें: सांद्रता को 10-12% तक बढ़ाएं और प्रवाह दर को ≥ 8 L/min तक बढ़ाएं; सभी कटे हुए किनारों पर शीतलक कवरेज को सुनिश्चित करने के लिए एक 分流 नोजल जोड़ें (अति ताप और सामग्री को चिपकने से रोकता है)।
5.3बैच कटिंग प्रक्रिया
- केवल समान व्यास और सामग्री वाले सरियों को ही ढेर में रखें (असमान काटने वाले बल से बचें)। ढेर को 5-8 MPa के प्रारंभिक दबाव के साथ क्लैंप करें, संरेखण की जाँच करें, फिर 12-15 MPa तक बढ़ाएँ (यह सुनिश्चित करता है कि फिसलन न हो)।
- 2 मीटर से अधिक लंबे सरियों के लिए बहु-बिंदु समर्थन रोलर्स (अंतराल ≤ 1.5 मीटर) स्थापित करें (झुकाव और कट विचलन को रोकता है)।
- एक परीक्षण कट (5 मिमी गहराई) करें: मशीन को रोकें, कट की लंबवतता (≤ 0.1°) और समतलता (त्रुटि ≤ 0.05 मिमी) की जाँच करें। बैच कट शुरू करने से पहले, यदि आवश्यक हो, तो क्लैंप या ब्लेड के तनाव को समायोजित करें।
- संचालन के दौरान ब्लेड पर नजर रखें: रुकें और बारीक पीसने वाले पहिये से छोटे-छोटे चिप्स को पीस लें; यदि चिप्स की गहराई 1 मिमी से अधिक हो जाए तो ब्लेड को बदल दें।
5.4अंतिम चरण
- यादृच्छिक निरीक्षण करें: लंबाई सटीकता (± 1 मिमी) और कट गुणवत्ता के लिए प्रति बैच 3 स्टैक समूहों (प्रति समूह 1 शीर्ष और 1 निचला सरिया) की जांच करें।
- शीतलक प्रणाली बंद कर दें, क्लैंप हटा दें, और कटे हुए सरिये हटा दें। उच्च दाब वाली एयर गन से शीतलक के अवशेषों को उड़ा दें, किनारों को खुरचें, और सरिये को विनिर्देश के अनुसार छाँटें।

6.0सुरक्षा सर्वप्रथम: आवश्यक संचालन दिशानिर्देश
6.1व्यक्तिगत सुरक्षा उपकरण (पीपीई)
- हमेशा पहनेप्रभाव-प्रतिरोधी सुरक्षा चश्मे (उड़ती हुई चिप्स और चिंगारियों से बचाता है) और कट-प्रतिरोधी दस्ताने (खरोंच और कंपन से संबंधित चोटों को रोकता है)।
- उपयोगइयरप्लग या इयरमफ जब शोर 85 डीबी से अधिक हो जाता है (उदाहरण के लिए, कटऑफ आरी या बैंडसॉ ऑपरेशन)।
- लंबे बालों को पीछे बांधें और ढीले कपड़े/गहने पहनने से बचें (चलते हुए हिस्सों में उलझने से बचाता है)।
6.2उपकरण प्रतिबंध
- सरिया के लिए लकड़ी या चिनाई के ब्लेड का उपयोग न करें (अपर्याप्त कठोरता - टूटने और मलबे के उड़ने की संभावना)।
- हाइड्रोलिक रिबार कटर से क्वेंच्ड रिबार (जैसे, प्रीस्ट्रेस्ड रिबार, कठोरता > HRC30) को न काटें (ब्लेड के टूटने या मशीन के क्षतिग्रस्त होने का खतरा)।
- मिश्र धातु सरिया को शीतलक के बिना बैंडसॉ से न काटें (इससे ब्लेड तेजी से गर्म हो जाता है और खराब हो जाता है)।
6.3आपातकालीन कार्यवाही
- ब्लेड टूटनामशीन को तुरंत बंद कर दें, कम से कम 5 मीटर दूर हट जाएं (उड़ते हुए टुकड़ों से बचें) और सभी चलने वाले हिस्सों के रुकने के बाद ही सफाई करें।
- विद्युत रिसाव: मुख्य विद्युत आपूर्ति बंद करें, इंसुलेटेड उपकरणों से कॉर्ड को डिस्कनेक्ट करें, और पुनः आरंभ करने से पहले ग्राउंडिंग सिस्टम (प्रतिरोध ≤ 4Ω) का परीक्षण करें।
- हाथ कटनाघाव को फिजियोलॉजिकल सलाइन से धोएं, आयोडीन से कीटाणुरहित करें, तथा गहरे घाव के लिए चिकित्सा सहायता लें (टिटनस का टीका लगवाएं)।
7.0समस्या निवारण: सामान्य समस्याएँ और समाधान
| संकट | संभावित कारण | समाधान |
| लंबवत न काटें (> 0.5°) | ढीली क्लैम्पिंग, गलत संरेखित ब्लेड, असमान फ़ीड | री-क्लैम्प करें, ब्लेड संरेखण को कैलिब्रेट करें, स्थिर फीडिंग के लिए गति नियंत्रक का उपयोग करें |
| ब्लेड/बैंडसॉ बहुत जल्दी घिस जाता है | गलत ब्लेड प्रकार, अत्यधिक गति, खराब शीतलक | रीबार-विशिष्ट ब्लेड से बदलें, गति कम करें, शीतलक सांद्रता/प्रवाह समायोजित करें |
| काटने के बाद सरिया विकृत हो जाती है | सुस्त जबड़े, अत्यधिक काटने की शक्ति | जबड़े को तेज करें, फीड बल को कम करें, कठोरता की असंगतियों के लिए रीबार सामग्री का निरीक्षण करें |
| बैंडसॉ कटिंग स्टॉल | कम ब्लेड तनाव, अत्यधिक तंग क्लैम्पिंग, कम हाइड्रोलिक दबाव | ब्लेड का तनाव बढ़ाएँ, क्लैंप का दबाव कम करें, हाइड्रोलिक तेल भरें और पंप का दबाव जांचें |
8.0निष्कर्ष
सफल रीबार कटिंग की कुंजी है उपकरण-व्यक्ति-कार्य संगतता + मानकीकृत प्रक्रियाएँ:
- आपातकालीन छोटे-व्यास वाले कट → मैनुअल रीबार कटर
- लचीला ऑन-साइट कार्य → कटऑफ आरी
- उच्च-मात्रा प्रसंस्करण → रीबार काटने की मशीन
- सटीक/बड़े व्यास/मिश्र धातु सरिया → धातु बैंडसॉ
उपकरण चाहे जो भी हो, हमेशा ऑपरेशन से पहले जाँच करें, प्रक्रिया की बारीकी से निगरानी करें और ऑपरेशन के बाद पूरी सफ़ाई करें। दक्षता, गुणवत्ता और ऑपरेटर की भलाई सुनिश्चित करने के लिए हर समय सुरक्षा को प्राथमिकता दें।
9.0FAQ: रीबार कटिंग के बारे में सामान्य प्रश्न
प्रश्न: मैं अपने सरिया व्यास के लिए सही काटने का उपकरण कैसे चुनूं?
उत्तर: उपकरण को सरिया के आकार के अनुसार मिलाएं: ≤16 मिमी (आपातकालीन/छोटे बैच) के लिए मैनुअल कटर का उपयोग करें; ≤25 मिमी (कार्यस्थल पर कार्य) के लिए पोर्टेबल इलेक्ट्रिक कटऑफ आरी/एंगल ग्राइंडर का उपयोग करें; ≥20 मिमी (उच्च-मात्रा प्रसंस्करण) के लिए हाइड्रोलिक सरिया काटने वाली मशीनों का उपयोग करें; और ≥30 मिमी या मिश्र धातु सरिया (सटीकता की आवश्यकता) के लिए धातु बैंड आरी का उपयोग करें।
प्रश्न: यदि कटऑफ आरी का उपयोग करते समय चिंगारियां असामान्य दिखाई दें तो मुझे क्या करना चाहिए?
उत्तर: मशीन को तुरंत बंद कर दें। असामान्य चिंगारियाँ (जैसे, अचानक चमक, असमान वितरण) आमतौर पर इसका मतलब है कि अपघर्षक पहिया गलत संरेखित, घिसा हुआ या बेमेल है (जैसे, लकड़ी के काम के पहिये का उपयोग)। पहिये में दरारों की जाँच करें, फ्लैंज नट को फिर से कसें, और पुनः चालू करने से पहले पुष्टि करें कि आप धातु-विशिष्ट अपघर्षक पहिये का उपयोग कर रहे हैं।
प्रश्न: काटने के दौरान मेरा धातु बैंडसॉ क्यों रुक जाता है, और इसे कैसे ठीक किया जाए?
उत्तर: स्टॉलिंग आमतौर पर तीन मुद्दों से उत्पन्न होती है: कम ब्लेड तनाव (स्टैक्ड कट्स के लिए समायोजित, 25-32 N/mm² तक वृद्धि); अत्यधिक टाइट क्लैम्पिंग (प्री-क्लैम्पिंग के लिए दबाव को 5-8 MPa तक कम करना, फिर कटिंग के लिए 12-15 MPa तक कम करना); या कम हाइड्रोलिक दबाव (हाइड्रोलिक तेल को ऊपर तक भरना और पंप दबाव की जांच करना)।
प्रश्न: बैच कार्य के लिए रीबार कटिंग मशीन का उपयोग करते समय मैं एकसमान कट लंबाई कैसे सुनिश्चित कर सकता हूं?
उत्तर: सबसे पहले, मानक लंबाई के नमूने (त्रुटि ±0.5 मिमी) के साथ स्टॉप गेज को कैलिब्रेट करें। काटते समय, सुनिश्चित करें कि प्रत्येक सरिया स्टॉप गेज पर पूरी तरह से दबा हुआ हो (कोई अंतराल न हो)। हर 50 कट पर, लंबाई की सटीकता के लिए 3 सरियों का यादृच्छिक निरीक्षण करें (अनुमेय त्रुटि ±1 मिमी)—यदि विचलन हो तो स्टॉप गेज को पुनः कैलिब्रेट करें।
प्रश्न: क्या मैं हाइड्रोलिक रिबार कटर से क्वेंच्ड रिबार (जैसे, प्रीस्ट्रेस्ड रिबार) काट सकता हूं?
उत्तर: नहीं। क्वेंच्ड सरिया की कठोरता बहुत ज़्यादा होती है (>HRC30), जिससे कटर का ब्लेड टूट सकता है या हाइड्रोलिक सिस्टम क्षतिग्रस्त हो सकता है। क्वेंच्ड/मिश्र धातु सरिया के लिए कार्बाइड-टिप वाले ब्लेड (WC-Co ≥94%) और पर्याप्त शीतलक वाला मेटल बैंडसॉ इस्तेमाल करें।


