

परिचय:
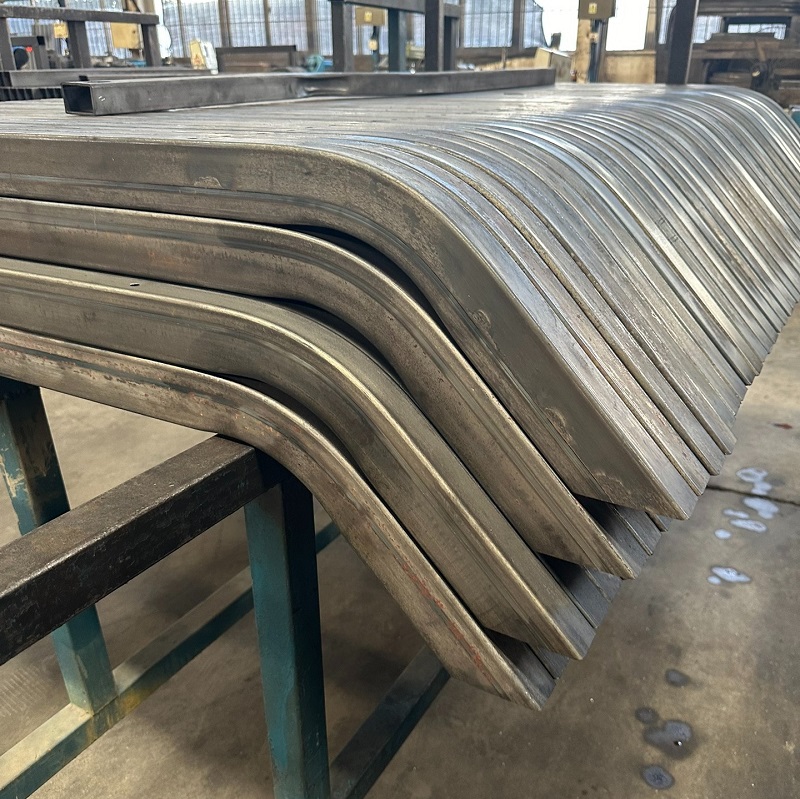
निर्माण, ऑटोमोटिव, एयरोस्पेस और रासायनिक इंजीनियरिंग सहित विभिन्न उद्योगों में बेंडिंग ट्यूब महत्वपूर्ण घटक हैं, क्योंकि इनकी मात्रा बहुत अधिक और प्रकार अलग-अलग होते हैं। ये हिस्से उत्पाद की हल्की वज़न और उच्च शक्ति की बढ़ती मांग को सामग्री और संरचनात्मक दोनों दृष्टिकोणों से पूरा करते हैं।
हालांकि, झुकने की प्रक्रिया के दौरान, तनाव और विरूपण संबंधी समस्याएं उत्पन्न हो सकती हैं, जिससे ट्यूबों का प्रदर्शन प्रभावित हो सकता है और संभावित रूप से संरचनात्मक समस्याएं और अन्य समस्याएं उत्पन्न हो सकती हैं।
इस लेख का उद्देश्य स्टेनलेस स्टील बेंडिंग ट्यूबों में तनाव और विरूपण से संबंधित प्रश्नों और उत्तरों को संबोधित करना है।
1.0झुकने वाली नलियों में तनाव और विरूपण के कारण
1.1प्रसंस्करण के दौरान उत्पन्न तनाव
शीतलन दर: झुकने की प्रक्रिया में, असमान शीतलन दर ट्यूब सामग्री के भीतर तापमान अंतर पैदा कर सकती है, जिससे विभिन्न क्षेत्रों में अलग-अलग यांत्रिक गुण हो सकते हैं और थर्मल तनाव उत्पन्न हो सकता है। जब क्षेत्रों के बीच शीतलन दरों में महत्वपूर्ण अंतर होता है, तो खिंचाव या संपीडन तनाव उच्च और निम्न तापमान वाले क्षेत्रों में बन सकता है। यह असमान तनाव वितरण स्थानीय विरूपण या अवशिष्ट तनाव संचय का कारण बन सकता है, जिससे ट्यूब की गुणवत्ता प्रभावित होती है।
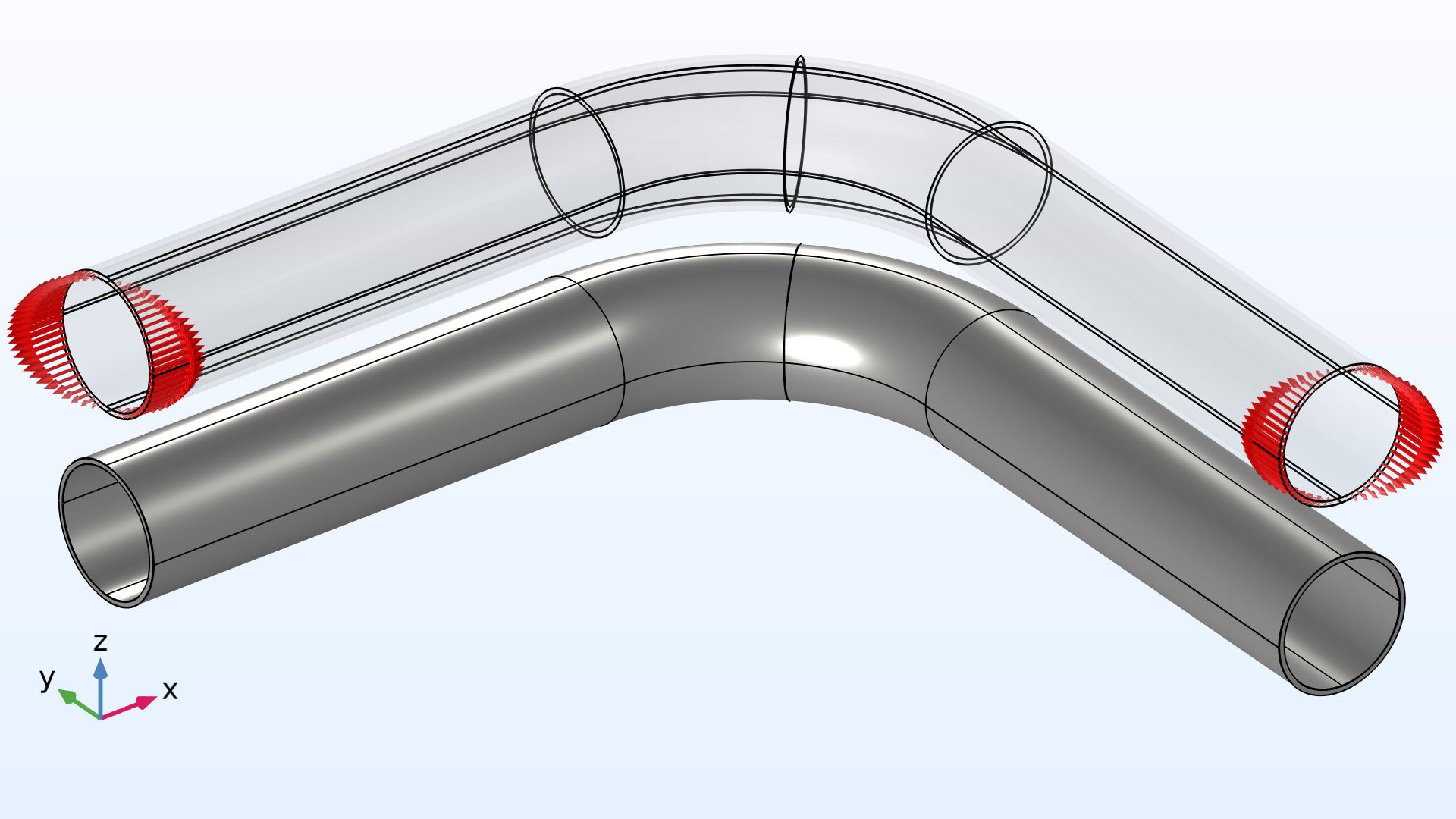
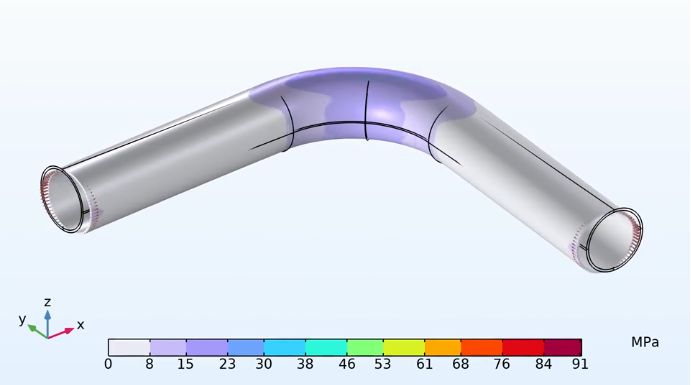
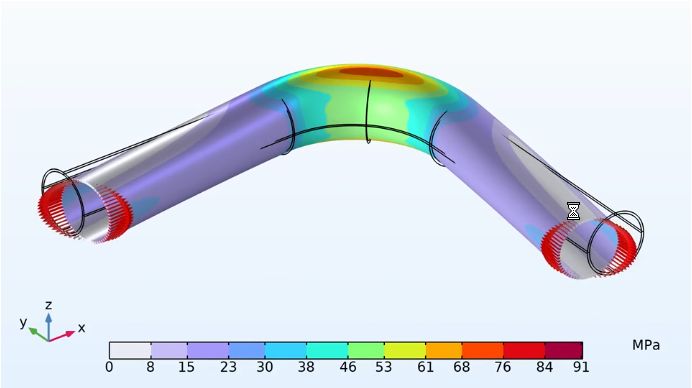
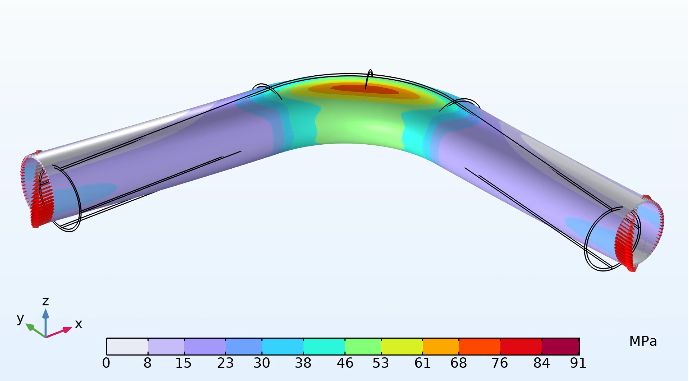
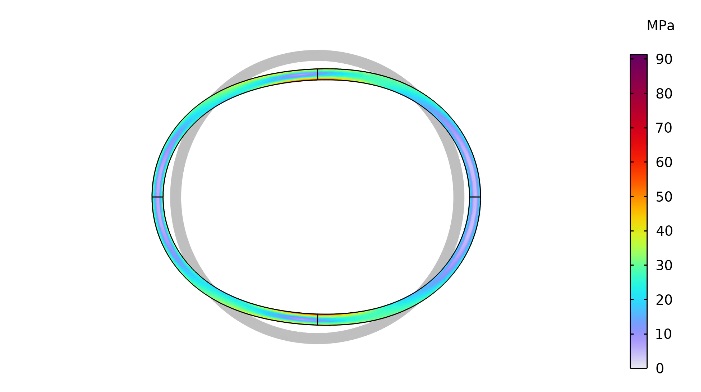
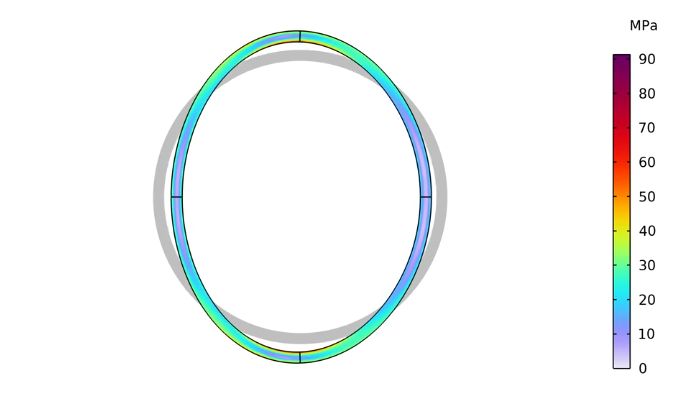
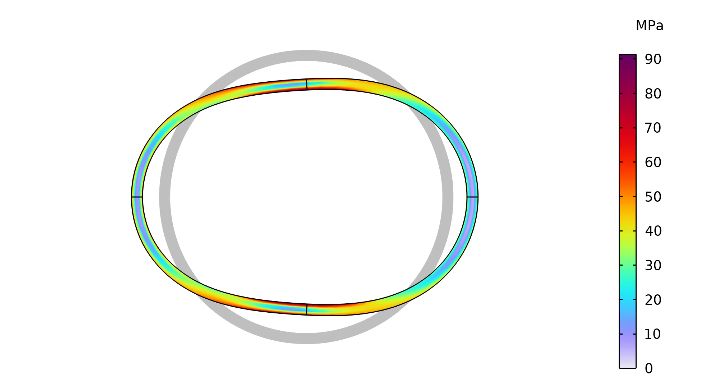
झुकने की प्रक्रिया: स्टेनलेस स्टील ट्यूब के झुकने के दौरान, बाहरी तरफ तन्य तनाव होता है जबकि अंदर की तरफ संपीड़न तनाव होता है। विभिन्न भागों में असमान तनाव वितरण झुकने की प्रक्रिया के दौरान अंडाकार या झुर्रीदार जैसी विकृति पैदा कर सकता है।
अनुचित प्रसंस्करण: अनुपयुक्त सांचों या बेंडिंग मशीनों का प्रयोग, अनुचित सी.एन.सी. सेटिंग्स, अत्यधिक प्रसंस्करण गति, या खराब स्नेहन के कारण ट्यूब में स्थानीयकृत तनाव सांद्रता और अपरिवर्तनीय विरूपण हो सकता है।
1.2भौतिक गुणों का प्रभाव
आंतरिक तनाव: विशेष रूप से कोल्ड रोल्ड धातु सामग्री में, झुकने के दौरान सामग्री में आंतरिक तनाव जारी हो सकता है, जिससे झुकने या मुड़ने की स्थिति पैदा हो सकती है, जो ट्यूब के आकार की सटीकता को प्रभावित करती है।
उच्च कठोरता और शीत कार्य कठोरता: स्टेनलेस स्टील की उच्च कठोरता के कारण झुकने के दौरान ठंडे कार्य से कठोरता आ सकती है, जिससे तन्यता तनाव के कारण सामग्री की सतह की कठोरता बढ़ जाती है, जिससे यह अधिक भंगुर हो जाती है।
लोच और प्लास्टिसिटी: स्टेनलेस स्टील में झुकने के दौरान महत्वपूर्ण उछाल आता है, जिसके कारण ट्यूब के अंतिम आकार और डिजाइन आवश्यकताओं के बीच विचलन हो जाता है।
1.3अनुचित उपकरण सेटिंग्स
अनुचित झुकने मोल्ड चयन: बेंडिंग मशीन के लिए गलत आयाम, वक्रता त्रिज्या या सामग्री वाले सांचों का चयन करने से ट्यूब के तनाव वितरण और विरूपण पर असर पड़ सकता है।
गलत झुकने गति नियंत्रण: झुकने वाली मशीन की प्रोग्रामिंग में त्रुटि या विभिन्न सामग्रियों के अनुसार झुकने की गति निर्धारित न करने के परिणामस्वरूप सामग्री पर असमान तनाव उत्पन्न हो सकता है, विशेष रूप से झुकने के प्रारंभिक और अंतिम चरण के दौरान, जिसके परिणामस्वरूप स्थानीयकृत अति-विरूपण या आकार विकृति हो सकती है।
2.0झुकने वाली नलियों में तनाव और विरूपण का पता लगाने के तरीके
2.1दृश्य निरीक्षण और मापन उपकरण

दृश्य निरीक्षण: नंगी आंखों या आवर्धक कांच का उपयोग करके ट्यूब की सतह पर दरारें, खरोंच, डेंट या अन्य दोषों की जांच करना।
कैलिपर्स और माइक्रोमीटर: आयामी सटीकता की जांच करने के लिए बाहरी व्यास, आंतरिक व्यास और दीवार की मोटाई को मापना, और ट्यूब की गोलाई, व्यास और झुकने वाली त्रिज्या का आकलन करना ताकि यह सुनिश्चित किया जा सके कि वे डिजाइन आवश्यकताओं को पूरा करते हैं।
2.2संदर्भ नमूना परीक्षण
यह निर्धारित करने के लिए कि क्या यह डिज़ाइन आवश्यकताओं को पूरा करता है, ट्यूब की मानक नमूनों के साथ तुलना करना।
2.3सहनशीलता मानक परीक्षण
सहनशीलता मानकों के अनुसार ट्यूब की झुकने वाली त्रिज्या, कोण, आयाम और आकार का परीक्षण करना।
2.4उच्च परिशुद्धता के लिए गैर-विनाशकारी परीक्षण
- एक्स-रे विवर्तन (एक्सआरडी)
- अल्ट्रासोनिक परीक्षण
- चुंबकीय कण परीक्षण
- समन्वय मापने वाली मशीन (सीएमएम)
- लेजर स्कैनिंग प्रौद्योगिकी
3.0समाधान: तनाव और विरूपण संबंधी समस्याओं से निपटने के प्रभावी तरीके
3.1झुकने वाली त्रिज्या को अनुकूलित करें
झुकने वाली त्रिज्या: ट्यूब की दीवार की मोटाई और सामग्री के गुणों के आधार पर एक उपयुक्त झुकने वाली त्रिज्या चुनें। बहुत छोटी त्रिज्या बाहरी तरफ अत्यधिक खिंचाव और आंतरिक तरफ संपीड़न का कारण बन सकती है, जिसके परिणामस्वरूप विरूपण होता है।
"न्यूनतम झुकने त्रिज्या" सिद्धांत का पालन करें: तनाव एकाग्रता को कम करने के लिए न्यूनतम झुकने त्रिज्या आमतौर पर ट्यूब व्यास का 3-5 गुना होती है।
3.2झुकने की गति को नियंत्रित करें
झुकने की गति: बहुत तेज़ झुकने की गति से असमान तनाव वितरण हो सकता है, जिससे स्थानीयकृत विरूपण और पलटाव हो सकता है। इसके विपरीत, बहुत धीमी गति से ठंडे काम की कठोरता हो सकती है। आधुनिक पाइप झुकने वाली मशीनें सीएनसी नियंत्रण प्रणाली के साथ विभिन्न सामग्रियों के लिए झुकने की गति को संभालने के लिए प्रोग्राम किया जा सकता है।
3.3मल्टी-पास बेंडिंग प्रक्रिया का उपयोग करें
बहु-चरणीय झुकाव: बहु-चरणीय झुकाव करने से प्रत्येक झुकाव के तनाव को प्रभावी रूप से कम किया जा सकता है, जिससे पलटाव और विरूपण में कमी आती है।
3.4कस्टम बेंडिंग मशीन मोल्ड्स
ट्यूब की विशिष्टताओं के लिए उपयुक्त वक्रता त्रिज्या और आयामों के साथ उपयुक्त झुकने वाले सांचों का चयन करें, और झुकने के दौरान ट्यूब को होने वाली क्षति को कम करने के लिए चिकनी सतह सुनिश्चित करने के लिए सांचों का नियमित रखरखाव करें।
4.0झुकने वाली नलियों में तनाव और विरूपण के बारे में सामान्य प्रश्न और उत्तर
धातु झुकने वाली नलियों में किस प्रकार का तनाव उत्पन्न होता है?
तन्य प्रतिबल (बाहरी पक्ष), संपीड़न प्रतिबल (आंतरिक पक्ष), और कतरनी प्रतिबल।
न्यूनतम बंकन त्रिज्या और प्रतिबल के बीच क्या संबंध है?
छोटी त्रिज्या के परिणामस्वरूप उच्च तनाव उत्पन्न होता है, जिससे मूल सामग्री के गुणधर्म नष्ट हो सकते हैं।
झुकने के दौरान अवशिष्ट प्रतिबल क्यों उत्पन्न होता है?
अवशिष्ट तनाव इसलिए उत्पन्न होता है क्योंकि झुकने की प्रक्रिया के दौरान आंतरिक तनाव पूरी तरह से मुक्त नहीं हुआ होता है।
झुकने के दौरान विरूपण को कैसे कम करें?
त्रिज्या को प्रबंधित करने के लिए उपयुक्त झुकने वाले उपकरणों और सीएनसी-नियंत्रित झुकने वाली मशीनों का उपयोग करें, जिससे अत्यधिक खिंचाव या संपीड़न से बचा जा सके।
रिबाउंड परिघटना क्या है?
रिबाउंड तब होता है जब सामग्री झुकने के बाद आंशिक रूप से अपने मूल आकार में वापस आ जाती है, जिससे विचलन होता है।
संदर्भ
- पाइप मोड़ों में दिलचस्प तनाव https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- पाइपिंग घटकों के क्षण लोडिंग के लिए एसआईएफ और तनाव सूचकांक की पृष्ठभूमि https://www.osti.gov/biblio/841246
- तनाव गहनता कारक (i-कारक), लचीलापन कारक (k-कारक), और धातु पाइपिंग घटकों के लिए उनका निर्धारणB31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




