

- 1.0उच्च आवृत्ति प्रेरण हीटिंग कैसे काम करती है
- 2.0उच्च आवृत्ति प्रेरण हीटरों के प्रमुख पैरामीटर
- 3.0आवृत्ति सीमा और तापन गहराई (त्वचा पर प्रभाव)
- 4.0चुंबकीय पारगम्यता में भिन्नता और क्यूरी बिंदु का प्रभाव
- 5.0इंडक्शन कॉइल डिजाइन और लोड मैचिंग
- 6.0परिचालन स्थितियाँ और तापीय प्रबंधन संबंधी विचार
- 7.0विशिष्ट औद्योगिक अनुप्रयोग परिदृश्य
- 8.0सामान्य परिचालन समस्याओं का तकनीकी विश्लेषण
- 9.0निष्कर्ष
उच्च आवृत्ति प्रेरण तापन तकनीक अपनी उच्च दक्षता, केंद्रित ऊर्जा वितरण, गैर-संपर्क तापन और स्वचालित नियंत्रण प्रणालियों के साथ आसान एकीकरण के कारण आधुनिक औद्योगिक विनिर्माण में व्यापक रूप से उपयोग की जाती है। इसके विशिष्ट अनुप्रयोगों में ब्रेज़िंग, ताप उपचार (शमन और एनीलिंग), सीलिंग, थ्रू-हीटिंग और छोटे पैमाने पर पिघलाना शामिल हैं।
विद्युत चुम्बकीय तापन उपकरण के एक प्रतिनिधि रूप के रूप में, उच्च-आवृत्ति प्रेरण हीटर का तकनीकी प्रदर्शन और व्यावहारिक परिणाम सीधे इसके संचालन सिद्धांत, सिस्टम कॉन्फ़िगरेशन, लोड मिलान और प्रक्रिया मापदंडों की ठोस समझ और उचित अनुप्रयोग पर निर्भर करते हैं।
1.0उच्च आवृत्ति प्रेरण हीटिंग कैसे काम करती है
उच्च आवृत्ति प्रेरण तापन, विद्युत चुम्बकीय प्रेरण और जूल तापन प्रभाव पर आधारित एक तापन विधि है। संक्षेप में, यह एक गैर-संपर्क प्रक्रिया है जो विद्युत ऊर्जा को तापीय ऊर्जा में परिवर्तित करती है। इसकी मूल कार्यप्रणाली को निम्नलिखित चरणों में संक्षेपित किया जा सकता है:
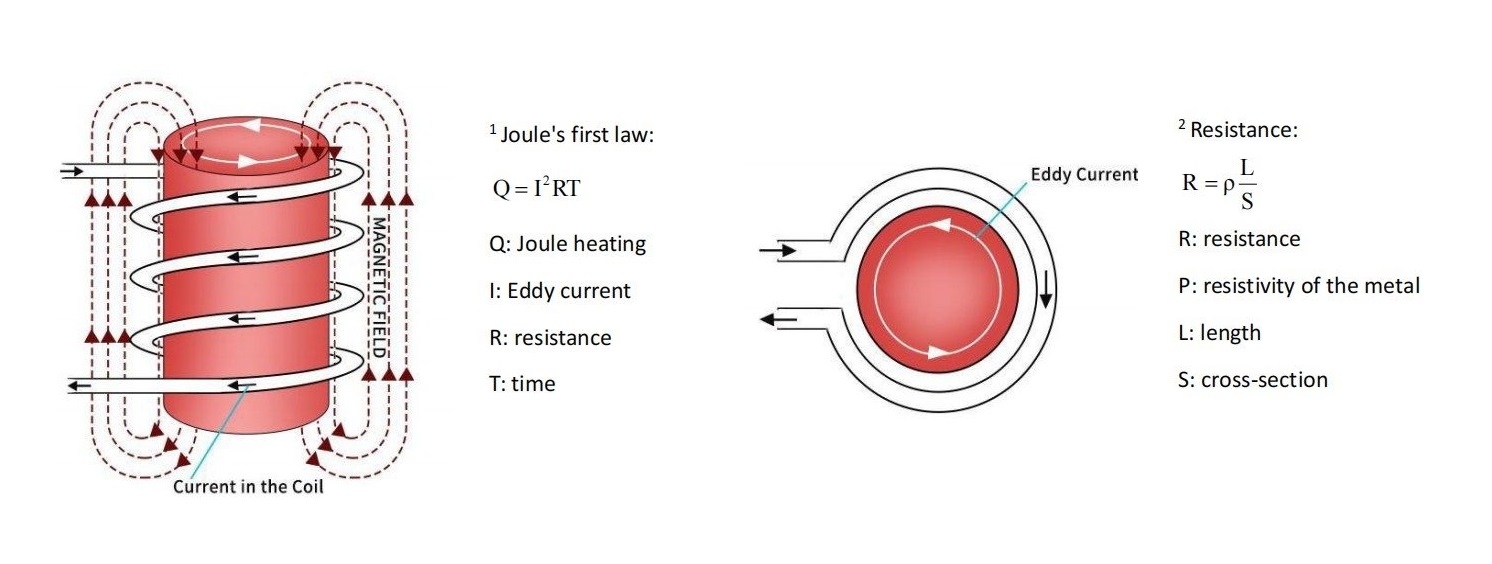
- प्रत्यावर्ती विद्युत चुम्बकीय क्षेत्र का निर्माण: जब उच्च आवृत्ति वाली प्रत्यावर्ती धारा प्रेरण कुंडली से प्रवाहित होती है, तो कुंडली के चारों ओर एक प्रत्यावर्ती चुंबकीय क्षेत्र उत्पन्न होता है।
- भंवर धाराओं का प्रेरण: जब किसी धातु के वर्कपीस को प्रत्यावर्ती चुंबकीय क्षेत्र के भीतर रखा जाता है, तो सामग्री के भीतर बंद-लूप धाराएं - जिन्हें भंवर धाराएं (जिन्हें फोकाल्ट धाराएं भी कहा जाता है) के रूप में जाना जाता है - प्रेरित होती हैं।
- जूल प्रभाव के कारण तापमान में वृद्धि: जैसे ही वर्कपीस के भीतर भंवर धाराएं प्रवाहित होती हैं, जूल के नियम के अनुसार धातु के विद्युत प्रतिरोध के कारण ऊष्मा उत्पन्न होती है।
Q = I²RT
इस आंतरिक ऊष्मा उत्पादन के कारण वर्कपीस के भीतर तापमान में तेजी से वृद्धि होती है।
तापन प्रक्रिया के दौरान, तापमान बढ़ने के साथ-साथ अधिकांश धातुओं की विद्युत प्रतिरोधकता भी बढ़ जाती है, जिससे जूल तापन प्रभाव और भी अधिक बढ़ जाता है। यही एक प्रमुख कारण है कि प्रेरण तापन कम समय में उच्च तापन दक्षता प्राप्त कर सकता है।
इसके अतिरिक्त, किसी वर्कपीस का विद्युत प्रतिरोध पदार्थ प्रतिरोधकता (ρ), प्रभावी धारा पथ लंबाई (L) और अनुप्रस्थ काट क्षेत्रफल (S) से निम्न संबंध के अनुसार संबंधित होता है:
R = ρL / S
परिणामस्वरूप, अलग-अलग सामग्रियों, ज्यामितियों और आयामों वाले वर्कपीस समान प्रेरण स्थितियों के तहत काफी भिन्न तापन दक्षता प्रदर्शित कर सकते हैं।
2.0उच्च आवृत्ति प्रेरण हीटरों के प्रमुख पैरामीटर
उच्च आवृत्ति प्रेरण हीटर के प्रदर्शन विन्यास में आमतौर पर आउटपुट पावर, ऑपरेटिंग आवृत्ति रेंज, बिजली आपूर्ति का प्रकार और लोड अनुकूलन क्षमता पर ध्यान केंद्रित किया जाता है। व्यावहारिक चयन में, निम्नलिखित कारकों का व्यापक मूल्यांकन किया जाना चाहिए।
2.1आउटपुट पावर रेटिंग
आउटपुट पावर प्रति इकाई समय में वर्कपीस को स्थानांतरित होने वाली ऊर्जा की मात्रा निर्धारित करती है और यह हीटिंग दर और स्वीकार्य वर्कपीस आकार को प्रभावित करने वाला एक प्रमुख पैरामीटर है। सामान्य तौर पर:
- छोटे आकार के, पतली दीवारों वाले वर्कपीस या स्थानीयकृत हीटिंग अनुप्रयोगों के लिए अपेक्षाकृत कम बिजली स्तर की आवश्यकता होती है;
- बड़े वर्कपीस, थ्रू-हीटिंग प्रक्रियाओं या पिघलने वाले अनुप्रयोगों के लिए काफी अधिक पावर आउटपुट की आवश्यकता होती है।
2.2बिजली आपूर्ति की स्थितियाँ
उपयोग के वातावरण के आधार पर, सिंगल-फेज़ या थ्री-फेज़ पावर सप्लाई का उपयोग किया जा सकता है। निरंतर औद्योगिक संचालन के लिए, अधिक स्थिर और निरंतर पावर आउटपुट सुनिश्चित करने के लिए आमतौर पर थ्री-फेज़ पावर सप्लाई का चयन किया जाता है।
2.3वर्कपीस सामग्री की विशेषताएं
- चुंबकीय पदार्थ प्रारंभिक तापन चरण के दौरान उच्च चुंबकीय पारगम्यता प्रदर्शित करते हैं, जिसके परिणामस्वरूप अपेक्षाकृत उच्च प्रेरण दक्षता प्राप्त होती है;
- तांबा और एल्युमीनियम जैसी गैर-चुंबकीय सामग्री मुख्य रूप से एड़ी करंट हीटिंग पर निर्भर करती हैं और कपलिंग दक्षता में सुधार के लिए आमतौर पर अधिक अनुकूलित कॉइल डिजाइन की आवश्यकता होती है।
3.0आवृत्ति सीमा और तापन गहराई (त्वचा पर प्रभाव)
उच्च आवृत्ति प्रेरण तापन में, परिचालन आवृत्ति का चयन सीधे तापन की गहराई और ऊर्जा वितरण को निर्धारित करता है। यह व्यवहार मुख्य रूप से त्वचा प्रभाव द्वारा नियंत्रित होता है।
प्रत्यावर्ती धारा की आवृत्ति बढ़ने पर, प्रेरित धाराएँ धातु के वर्कपीस की सतह के निकट केंद्रित होने लगती हैं, और पदार्थ के भीतर प्रभावी प्रवेश गहराई कम हो जाती है। इससे निम्नलिखित व्यावहारिक इंजीनियरिंग नियम प्राप्त होते हैं:
- उच्च आवृत्तियों के परिणामस्वरूप ताप की परतें कम गहरी होती हैं और ये सतह तापन, सतह सख्त करने और स्थानीय तापन अनुप्रयोगों के लिए बेहतर उपयुक्त होती हैं;
- कम आवृत्तियाँ ऊष्मा को अधिक गहराई तक प्रवेश करने देती हैं, जिससे वे पूरी तरह से गर्म करने या मोटी दीवारों वाले घटकों को गर्म करने के लिए अधिक उपयुक्त होती हैं।
व्यवहारिक अनुप्रयोगों में, आवृत्ति चयन का मूल्यांकन वर्कपीस के व्यास, दीवार की मोटाई और प्रक्रिया के उद्देश्यों के साथ मिलकर किया जाना चाहिए। उदाहरण के लिए, ट्यूब के सिरे को गर्म करने की प्रक्रियाओं में—जैसे कि किसी प्रक्रिया के हीटिंग चरण में— ट्यूब एंड क्लोजिंग मशीनट्यूब के सिरे पर तापमान में तेजी से वृद्धि करना और ट्यूब के भीतर ऊष्मा के फैलाव को कम करना अक्सर आवश्यक होता है। ऐसे मामलों में, स्थानीयकृत ऊर्जा संकेंद्रण प्राप्त करने के लिए अपेक्षाकृत उच्च परिचालन आवृत्तियों को प्राथमिकता दी जाती है।
यह ध्यान रखना महत्वपूर्ण है कि इंडक्शन हीटिंग सिस्टम की वास्तविक परिचालन आवृत्ति एक निश्चित मान नहीं होती है। बल्कि, यह बिजली आपूर्ति की विशेषताओं, कॉइल के मापदंडों और लोड की स्थितियों द्वारा संयुक्त रूप से निर्धारित होती है, जिसमें आवृत्ति और बिजली उत्पादन के बीच एक गतिशील मिलान संबंध होता है।

4.0चुंबकीय पारगम्यता में भिन्नता और क्यूरी बिंदु का प्रभाव
लौह-आधारित पदार्थों जैसे लौहचुंबकीय धातुओं के लिए, प्रेरण तापन प्रक्रिया न केवल विद्युत प्रतिरोधकता में परिवर्तन से प्रभावित होती है, बल्कि तापमान के साथ चुंबकीय पारगम्यता में महत्वपूर्ण भिन्नताओं से भी प्रभावित होती है।
कमरे के तापमान पर और निम्न से मध्यम तापमान श्रेणियों के भीतर, चुंबकीय पदार्थ उच्च चुंबकीय पारगम्यता प्रदर्शित करते हैं, जिससे वर्कपीस के भीतर प्रत्यावर्ती चुंबकीय क्षेत्र आसानी से स्थापित हो जाता है। परिणामस्वरूप, प्रारंभिक तापन चरण के दौरान प्रेरण तापन दक्षता और तापमान वृद्धि दर अपेक्षाकृत अधिक होती है। हालांकि, जैसे-जैसे पदार्थ का तापमान उसके क्यूरी बिंदु के करीब पहुंचता है, परचुंबकत्व धीरे-धीरे कमजोर होता जाता है और अंततः परचुंबकीय अवस्था में परिवर्तित हो जाता है, जिससे चुंबकीय पारगम्यता में तेजी से गिरावट आती है।
इस परिवर्तन से कई व्यावहारिक इंजीनियरिंग प्रभाव उत्पन्न होते हैं:
- प्रारंभिक तापन चरण के दौरान तापमान में तीव्र वृद्धि;
- क्यूरी बिंदु के निकट पहुंचने पर तापन दक्षता में कमी और तापमान वृद्धि की धीमी गति;
- वांछित ताप दर को बनाए रखने के लिए अधिक इनपुट पावर की आवश्यकता हो सकती है।
स्टील पाइप, संरचनात्मक ट्यूब, या ट्यूब-एंड बनाने की प्रक्रियाओं से जुड़े अनुप्रयोगों में—जिसमें प्रीहीटिंग और हॉट फॉर्मिंग चरण शामिल हैं— ट्यूब एंड क्लोजिंग मशीनेंचुंबकीय पारगम्यता में होने वाले बदलावों को समझना स्थिर तापन नियंत्रण बनाए रखने के लिए अत्यंत महत्वपूर्ण है। उचित विद्युत विनियमन और अनुकूलित कॉइल डिज़ाइन, तापमान की उन श्रेणियों में नियंत्रणीय और स्थिर तापन व्यवहार सुनिश्चित करने में सहायक होते हैं जहाँ चुंबकीय गुण बदलते हैं।
5.0इंडक्शन कॉइल डिजाइन और लोड मैचिंग
इंडक्शन कॉइल उच्च-आवृत्ति इंडक्शन हीटिंग सिस्टम का मुख्य घटक है। इसकी ज्यामितीय संरचना, विद्युत विशेषताएँ और वर्कपीस के साथ इसका सटीक मिलान हीटिंग दक्षता और सिस्टम की स्थिरता को सीधे निर्धारित करते हैं।
5.1कॉइल की सामग्री और संरचना
- आमतौर पर तांबे की ट्यूबिंग या ठोस तांबे के कंडक्टरों का उपयोग किया जाता है;
- पर्याप्त अनुप्रस्थ काट क्षेत्रफल कॉइल के नुकसान को कम करने और धारा वहन क्षमता को बेहतर बनाने में मदद करता है;
- परिचालन तापमान में वृद्धि को नियंत्रित करने के लिए आमतौर पर आंतरिक शीतलन चैनलों की आवश्यकता होती है।
5.2कॉइल और वर्कपीस के बीच कपलिंग गैप
- सामान्यतः कार्य अंतराल 5-15 मिमी की सीमा में बनाए रखा जाता है;
- अत्यधिक अंतराल चुंबकीय युग्मन दक्षता को कम करता है;
- अपर्याप्त अंतराल से शॉर्ट सर्किट या यांत्रिक संपर्क का खतरा बढ़ जाता है।
5.3घुमावों की संख्या और संचालन व्यवहार के बीच संबंध
अन्य समान परिस्थितियों में:
- घुमावों की संख्या बढ़ाने से प्रभावी परिचालन आवृत्ति कम हो जाती है और कुंडल धारा बढ़ जाती है;
- घुमावों की संख्या कम करने से आवृत्ति बढ़ जाती है जबकि धारा कम हो जाती है।
गैर-चुंबकीय पदार्थों या कम युग्मन भार के लिए, घुमावों की संख्या बढ़ाने से अक्सर तापन प्रदर्शन में सुधार के लिए लाभ होता है।
5.4लोड मैचिंग का व्यावहारिक मूल्यांकन
वास्तविक संचालन के दौरान, वर्तमान व्यवहार और तापन परिणामों को अनुभवजन्य संकेतकों के रूप में उपयोग किया जा सकता है:
- उच्च धारा के साथ तापमान में धीमी वृद्धि आमतौर पर अपर्याप्त युग्मन या कॉइल के अनुचित आयामों का संकेत देती है;
- धारा बढ़ाने में कठिनाई या अस्थिर प्रणाली संचालन अत्यधिक भार या अत्यधिक संख्या में घुमावों का संकेत दे सकता है।
कॉइल के आकार, घुमावों की संख्या और वर्कपीस की स्थिति को समायोजित करके, अधिक अनुकूलतम सिस्टम मिलान की स्थिति प्राप्त की जा सकती है।

6.0परिचालन स्थितियाँ और तापीय प्रबंधन संबंधी विचार
उच्च आवृत्ति प्रेरण तापन के दौरान, विद्युत उपकरण और प्रेरण कॉइल उच्च ऊर्जा घनत्व की स्थितियों में काम करते हैं, जिससे प्रभावी तापीय प्रबंधन आवश्यक हो जाता है।
- शीतलन माध्यम में अच्छी तापीय चालकता और दीर्घकालिक स्थिरता होनी चाहिए;
- शीतलन प्रणाली को निरंतर और स्थिर प्रवाह दर और दबाव सुनिश्चित करना चाहिए;
- लंबे समय तक उच्च शक्ति पर संचालन के बाद, सिस्टम के भीतर थर्मल तनाव को कम करने के लिए पर्याप्त शीतलन समय दिया जाना चाहिए।
प्रभावी तापीय प्रबंधन न केवल परिचालन स्थिरता में सुधार करता है बल्कि उपकरण के सेवा जीवन को भी काफी हद तक बढ़ाता है।
7.0विशिष्ट औद्योगिक अनुप्रयोग परिदृश्य
उच्च आवृत्ति प्रेरण तापन तकनीक का उपयोग विभिन्न औद्योगिक क्षेत्रों में व्यापक रूप से किया जाता है, जिसमें विभिन्न प्रक्रियाएं तापन विधियों और पैरामीटर नियंत्रण पर अलग-अलग आवश्यकताएं लागू करती हैं।
| आवेदन प्रक्रिया | तापन विशेषताएँ | विशिष्ट उद्देश्य |
| टांकना | सटीक तापमान नियंत्रण के साथ केंद्रित तापन | भिन्न धातुओं को जोड़ना |
| शमन | तीव्र तापन के बाद नियंत्रित शीतलन | सतह की कठोरता में वृद्धि |
| एनीलिंग | नियंत्रित तापन और भिगोने की प्रक्रिया | तन्यता में सुधार और आंतरिक तनाव से राहत |
| थ्रू-हीटिंग | अनुप्रस्थ काट में एकसमान तापन | पतले या छोटे व्यास वाले घटकों को गर्म करना |
| सील | स्थानीयकृत, लक्षित तापन | संरचनात्मक सीलिंग या घटक संयोजन |
| गलन | स्थिर कॉइल संचालन के साथ उच्च शक्ति घनत्व | छोटे बैच में धातु पिघलाना |


वास्तविक अनुप्रयोग प्रदर्शन को वर्कपीस की सामग्री, आयामों और विशिष्ट प्रक्रिया उद्देश्यों के आधार पर परीक्षण और समायोजन के माध्यम से अनुकूलित किया जाना चाहिए।
8.0सामान्य परिचालन समस्याओं का तकनीकी विश्लेषण
लंबे समय तक संचालन के दौरान या बदलती कार्य परिस्थितियों में, इंडक्शन हीटिंग सिस्टम की दक्षता कम हो सकती है या वे असामान्य व्यवहार कर सकते हैं। इसके सामान्य कारणों में शामिल हैं:
- कॉइल की ज्यामिति में परिवर्तन या खराब विद्युत संपर्क;
- भार की स्थितियों में भिन्नता;
- अपर्याप्त शीतलन क्षमता के कारण ऊष्मीय सुरक्षा तंत्र सक्रिय हो जाते हैं;
- बिजली आपूर्ति में उतार-चढ़ाव के कारण सिस्टम की प्रतिक्रिया असामान्य हो जाती है।
इन समस्याओं के समाधान के लिए, लोड मैचिंग, थर्मल मैनेजमेंट और बिजली आपूर्ति स्थिरता पर ध्यान केंद्रित करते हुए व्यवस्थित विश्लेषण और समायोजन किया जाना चाहिए।
9.0निष्कर्ष
उच्च आवृत्ति प्रेरण हीटर एक परिपक्व और निरंतर विकसित हो रही औद्योगिक तापन तकनीक है, और इसका प्रदर्शन विद्युत चुम्बकीय सिद्धांतों, कॉइल डिज़ाइन, लोड विशेषताओं और प्रक्रिया नियंत्रण की व्यापक समझ पर निर्भर करता है। सिस्टम मापदंडों को उचित रूप से कॉन्फ़िगर करके और अनुप्रयोग रणनीतियों को निरंतर अनुकूलित करके, कुशल और स्थिर औद्योगिक संचालन को बनाए रखते हुए उच्च तापन गुणवत्ता प्राप्त करना संभव है।
यहां दी गई जानकारी सामान्य तकनीकी संदर्भ के रूप में है। विशिष्ट अनुप्रयोगों को वास्तविक परिचालन स्थितियों और प्रक्रिया आवश्यकताओं के अनुसार डिजाइन और मान्य किया जाना चाहिए।
संदर्भ
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


