

- 1.0CO2 और फाइबर लेजर के बीच चयन
- 2.0CO₂ लेजर क्या है?
- 3.0फाइबर लेजर क्या है?
- 4.0CO2 और फाइबर लेजर के बीच मुख्य अंतर को समझना
- 5.0CO2 बनाम फाइबर लेजर: कौन सी तकनीक उपयोग के लिए सुरक्षित है?
- 6.0CO₂ बनाम फाइबर लेजर: कौन अधिक ऊर्जा कुशल है?
- 7.0CO₂ बनाम फाइबर लेजर: पूंजी निवेश तुलना
- 8.0CO₂ बनाम फाइबर लेजर: रखरखाव और परिचालन लागत
- 9.0CO₂ बनाम फाइबर लेजर: काटने की गति की तुलना
- 10.0CO₂ लेजर बनाम फाइबर लेजर - सामग्री प्रसंस्करण तुलना तालिका
- 11.0फाइबर लेजर बनाम CO₂ लेजर: आपको कौन सा खरीदना चाहिए और क्यों?
- 12.0CO₂ लेजर बनाम फाइबर लेजर — अक्सर पूछे जाने वाले प्रश्न
1.0CO2 और फाइबर लेजर के बीच चयन
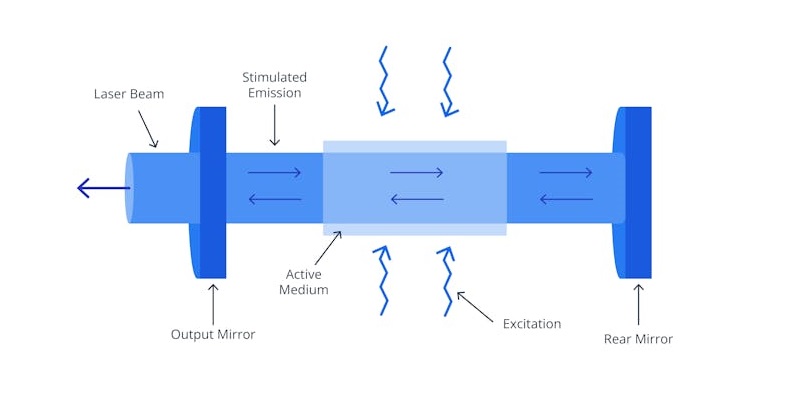
लेज़र स्रोत की मुख्य भूमिका: हर लेज़र सिस्टम का मूल तत्व उसका लेज़र स्रोत होता है। यह घटक प्रकाश के कणों को ऊर्जा प्रदान करके और उन्हें एक केंद्रित धारा में जारी करके लेज़र किरण उत्पन्न करता है।
लेजर स्रोतों के सामान्य प्रकार और उनके लाभ: आज के समय में दो सबसे ज़्यादा इस्तेमाल किए जाने वाले लेजर स्रोत CO2 लेजर और फाइबर लेजर हैं। प्रत्येक लेजर अलग-अलग प्रदर्शन लाभ प्रदान करता है। सही लेजर स्रोत का चयन करने से प्रसंस्करण दक्षता, सटीकता और लचीलेपन में उल्लेखनीय वृद्धि हो सकती है।
धातु प्रसंस्करण के लिए CO₂ बनाम फाइबर लेजर कटिंग: विनिर्माण पेशेवरों ने लंबे समय से इस बात पर बहस की है कि धातु काटने के लिए कौन सी तकनीक बेहतर है। कुछ लोग समय-परीक्षणित CO₂ सिस्टम का पक्ष लेते हैं, जबकि अन्य फाइबर लेजर द्वारा प्रदान किए जाने वाले आधुनिक लाभों को पसंद करते हैं।
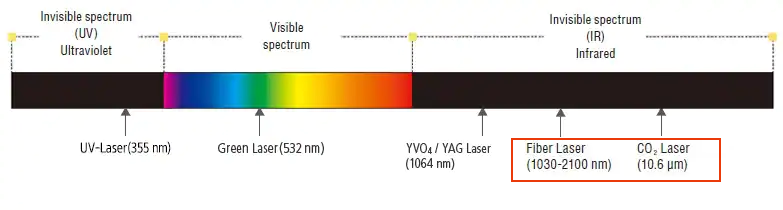
लेज़र स्रोत चुनने में प्रमुख कारक: इन दो लेज़र प्रकारों के बीच प्राथमिक अंतर उनकी तरंगदैर्ध्य और किरण वितरण विधि में निहित है:
- फाइबर लेजर: धातु काटने के लिए डिज़ाइन किया गयावे छोटी तरंगदैर्घ्य पर काम करते हैं, जिससे वे धातुओं की एक विस्तृत श्रृंखला को काटने के लिए अत्यधिक कुशल होते हैं।
- CO₂ लेज़र: व्यापक सामग्री अनुकूलता, सही सेटअप के साथ गैर-धातु सामग्री और कुछ धातुओं को काटने के लिए आदर्श है।
2.0CO₂ लेजर क्या है?
CO2 लेजर सबसे बहुमुखी और व्यापक रूप से इस्तेमाल किए जाने वाले लेजर प्रकारों में से हैं, जो अपनी व्यापक सामग्री संगतता के लिए पसंदीदा हैं। वे सामग्री को वाष्पीकृत करके काटते और उकेरते हैं, जिससे वे गैर-धातु सब्सट्रेट के लिए विशेष रूप से प्रभावी होते हैं।
यह काम किस प्रकार करता है:
CO2 लेजर गैस मिश्रण को उत्तेजित करके काम करता है - मुख्य रूप से कार्बन डाइऑक्साइड (CO2), नाइट्रोजन (N2), और हीलियम। एक विद्युत क्षेत्र नाइट्रोजन अणुओं को सक्रिय करता है, जो अनुनाद के माध्यम से CO2 अणुओं को ऊर्जा स्थानांतरित करता है। CO2 अणु तब फोटॉन उत्सर्जित करते हैं, जिससे लेजर बीम बनती है। हीलियम CO2 अणुओं को उनकी मूल अवस्था में रीसेट करने में मदद करता है, जिससे निरंतर आउटपुट संभव होता है।
लेज़र विशेषताएँ:
- तरंगदैर्घ्य:~10.6 माइक्रोन; मध्य से सुदूर अवरक्त स्पेक्ट्रम में आता है।
- आउटपुट: उच्च दक्षता वाली लेजर पीढ़ी.
- डिज़ाइन: कम उत्पादन लागत के साथ सरल संरचना।
- पावर रेंज: मिलीवाट से किलोवाट तक समायोज्य।
- बीम गुणवत्ता: निरंतर, स्थिर शिखर शक्ति प्रदान करता है।
- मापनीयता: लेजर ट्यूब को विस्तारित करके आउटपुट शक्ति को बढ़ाया जा सकता है।
- मॉड्यूलेशन: घूर्णन दर्पणों के माध्यम से क्यू-स्विचिंग से उच्च पल्स शक्ति प्राप्त होती है।
- उन्नति: आरएफ-उत्तेजित CO2 लेजर जैसे प्रकार बेहतर शक्ति, दीर्घायु और दक्षता प्रदान करते हैं।
CO₂ लेजर विशेषताएं:
- सिस्टम प्रकार: कई CO₂ लेजर प्रणाली प्रारूपों के साथ संगत।
- अनुकूलन: विभिन्न शक्ति स्तरों और कार्य क्षेत्र आकारों में उपलब्ध।
- सामग्री लचीलापन: सबस्ट्रेट्स की एक विस्तृत श्रृंखला का समर्थन करता है।
सामर्थ्य: कम प्रारंभिक लागत इसे उत्कीर्णन के लिए एक लागत प्रभावी विकल्प बनाती है।
प्रसंस्करण योग्य सामग्री:
- काटना और उत्कीर्णन: प्लास्टिक, ऐक्रेलिक, लकड़ी, कार्डबोर्ड, कागज, कपड़ा, रबर।
- केवल उत्कीर्णन: कांच, चीनी मिट्टी, पत्थर, लेपित धातुएँ। नंगे धातु को आम तौर पर सीधे संसाधित नहीं किया जा सकता है और इसके लिए मार्किंग स्प्रे या कोटिंग की आवश्यकता हो सकती है।
विशिष्ट अनुप्रयोग:
- साइनेज और डिस्प्ले विनिर्माण
- ऐक्रेलिक कटिंग और उत्कीर्णन
- कस्टम उपहार और खिलौना निजीकरण
- ट्रॉफी और पुरस्कार उत्पादन
3.0फाइबर लेजर क्या है?
फाइबर लेजर लाभ माध्यम के रूप में एक दुर्लभ-पृथ्वी-डोप्ड फाइबर का उपयोग करते हैं और विशेष रूप से धातु अंकन और उच्च-विपरीत प्लास्टिक अनुप्रयोगों के लिए डिज़ाइन किए गए हैं। वे उन कार्यों में उत्कृष्ट हैं जहाँ CO₂ लेजर कम पड़ते हैं, उच्च गति, कम बिजली की खपत और वस्तुतः रखरखाव-मुक्त संचालन प्रदान करते हैं।
यह काम किस प्रकार करता है:
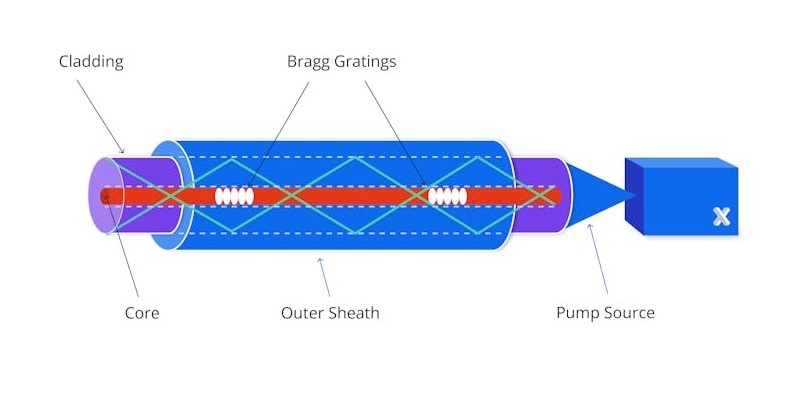
एक अखंड संरचना के आसपास निर्मित, फाइबर लेजर डोप्ड ऑप्टिकल फाइबर (जैसे, यटरबियम) को उत्तेजित करके प्रकाश उत्पन्न करते हैं। लेजर ऊर्जा को फाइबर गुहा के भीतर प्रवर्धित किया जाता है और ब्रैग ग्रेटिंग द्वारा परावर्तित किया जाता है, जिससे एक कोलिमेटेड बीम का निर्माण होता है जिसे लेंस के माध्यम से सामग्री की सतह पर केंद्रित किया जाता है।
फाइबर लेजर के लाभ:
- रखरखाव: लम्बे समय तक वस्तुतः रखरखाव-मुक्त।
- आकार: कॉम्पैक्ट और एकीकृत करने में आसान।
- स्थिरता: कम शोर और झिलमिलाहट के साथ उच्च बीम गुणवत्ता।
- लागत: समान विद्युत उत्पादन पर तुलनीय प्रणालियों की तुलना में कम।
- पर्यावरण: परिवर्तनशील तापमान और औद्योगिक परिस्थितियों में अच्छा प्रदर्शन करता है।
- गति एवं शक्ति: उपलब्ध शक्ति स्तर 12 किलोवाट या उससे अधिक तक पहुंचने के साथ तीव्र काटने की गति।
फाइबर लेजर कटिंग तकनीक और लाभ
फाइबर लेजर धातुओं में उत्कृष्ट अवशोषण के साथ अत्यधिक केंद्रित किरणें उत्सर्जित करते हैं, जिससे वे धातु काटने के लिए विशेष रूप से प्रभावी होते हैं। उनकी कम परावर्तकता और कुशल किरण वितरण कई धातु अनुप्रयोगों में CO₂ लेजर से बेहतर प्रदर्शन करते हैं।
- सामग्री की उपयुक्तता: स्टेनलेस स्टील, एल्यूमीनियम, पीतल और तांबे के लिए आदर्श।
- काटने की मोटाई: 1 इंच (25 मिमी) से अधिक धातु शीट को काटने में सक्षम, 0.5 इंच (12.5 मिमी) से नीचे इष्टतम प्रदर्शन के साथ।
- सहायक गैसें: नाइट्रोजन या ऑक्सीजन का उपयोग स्लैग हटाने, काटने की गति और किनारे की गुणवत्ता में सुधार करने में मदद करता है।
- बिजली की खपत: CO₂ लेजर की परिचालन लागत का आधा से एक तिहाई खर्च आता है।
- काटने की गति: पारंपरिक CO₂ प्रणालियों की तुलना में 5 गुना अधिक तेज़।
- रखरखाव: सीलबंद ऑप्टिक्स प्रणाली सफाई और लेंस प्रतिस्थापन को न्यूनतम कर देती है।
- उत्पादकता: इससे उत्पादकता बढ़ती है और प्रति-भाग उत्पादन लागत कम होती है।
फाइबर लेज़र की मुख्य विशेषताएं
- प्रत्यक्ष अंकन: स्प्रे या कोटिंग के बिना नंगे धातुओं पर उत्कीर्णन और अंकन करने में सक्षम।
- स्थायित्व: लंबी सेवा अवधि (न्यूनतम 25,000 घंटे)।
- रोटरी अक्ष: वैकल्पिक रोटरी संलग्नक बेलनाकार या पतला सतहों पर अंकन सक्षम करते हैं।
प्रसंस्करण योग्य सामग्री:
- धातु: एल्युमिनियम, कांस्य, तांबा, सोना, प्लेटिनम, चांदी, स्टेनलेस स्टील, टाइटेनियम।
- प्लास्टिक: एबीएस, पॉलियामाइड, पॉलीकार्बोनेट, पीएमएमए (ऐक्रेलिक), लेजर-मार्केबल योजक।
विशिष्ट अनुप्रयोग:
- प्रचार सामग्री का अंकन
- उच्च-विपरीत प्लास्टिक अंकन
- प्रत्यक्ष भाग अंकन
- बारकोड और नामपट्ट उत्कीर्णन
4.0CO2 और फाइबर लेजर के बीच मुख्य अंतर को समझना
| तुलना मानदंड | CO₂ लेजर | फाइबर लेजर |
| बिजली की खपत और दक्षता: | उच्च विद्युत खपत, कम दक्षता (~5–10%); उच्च परिचालन लागत। | कम बिजली की खपत, उच्च दक्षता (> 90% विशिष्ट); ऊर्जा की बचत और लागत प्रभावी। |
| प्रारंभिक लागत: | कम लागत; अच्छा मूल्य-प्रदर्शन अनुपात। | प्रति वाट उच्च लागत; कुल उपकरण लागत CO₂ लेजर की तुलना में 5-10 गुना हो सकती है। |
| सेवा जीवन: | कम जीवनकाल; सीमित नवीनीकरण विकल्प। | लंबी आयु (25,000 घंटे तक), CO2 से लगभग 10 गुना अधिक; नवीनीकरण आसानी से उपलब्ध। |
| काटने की परिशुद्धता: | कम परिशुद्धता. | उच्च परिशुद्धता; बारीक, विस्तृत कार्य के लिए आदर्श। |
| विशिष्ट कट सामग्री: | ऐक्रेलिक, मेलामाइन, मोती, कागज, पॉलिएस्टर फिल्म, प्लास्टिक, रबर, लकड़ी, पोम, कपड़ा, कोरियन®, कॉर्क, फाइबरग्लास, चमड़ा, कार्डबोर्ड, प्लाईवुड, आदि। | धातु (स्टेनलेस स्टील, एल्युमीनियम, टाइटेनियम और अन्य परावर्तक सामग्री सहित), कांच, ऐक्रेलिक (पीएमएमए), पीओएम, कागज, कार्डबोर्ड, अधिकांश फोम, आदि। |
| सामग्री संगतता: | गैर-धातु और कुछ अलौह सामग्री के लिए सबसे उपयुक्त। | अधिकांश सामग्रियों, विशेषकर धातुओं के लिए उपयुक्त; 20 मिमी से कम मोटाई वाले वर्कपीस को काटने के लिए इष्टतम। |
| पावर रेंज: | दसियों वाट से लेकर ~100 किलोवाट तक; उच्च शक्ति के लिए बड़े पैमाने पर शीतलन की आवश्यकता होती है। | विद्युत उत्पादन 1 मेगावाट (MW) तक पहुंच सकता है; शीतलन की आवश्यकता कम होती है। |
| तरंगदैर्घ्य: | 10.6 µm या 9.6 µm (लंबी तरंगदैर्घ्य). | 1064 एनएम (1.064 µm; छोटी तरंगदैर्घ्य). |
| परिचालन लागत: | कम विद्युत दक्षता; उच्च ऊर्जा उपयोग. | उच्च विद्युत दक्षता; उत्कृष्ट आर्थिक प्रदर्शन। |
| उद्योग: | चिकित्सा, रक्षा, दूरसंचार, सामान्य विनिर्माण; मोटी प्लेट काटने के लिए उपयुक्त (> 10 मिमी), अक्सर ऑक्सीजन सहायता के साथ प्रयोग किया जाता है। | दूरसंचार, चिकित्सा, परिशुद्ध मशीनिंग, ऑटोमोटिव, इलेक्ट्रॉनिक्स; टाइटेनियम, पीतल और एल्युमीनियम जैसी परावर्तक धातुओं को काटने में उत्कृष्टता। |
5.0CO2 बनाम फाइबर लेजर: कौन सी तकनीक उपयोग के लिए सुरक्षित है?
लेज़र सुरक्षा जोखिम: चाहे किसी भी प्रकार का लेज़र विकिरण हो - चाहे वह प्रत्यक्ष हो या परावर्तित - मानव आंखों और त्वचा के लिए गंभीर खतरा पैदा कर सकता है। इसे कम करने के लिए, लेज़र सिस्टम को संभावित जैविक जोखिमों के आधार पर वर्गीकृत किया जाता है, जिसमें अनिवार्य सुरक्षा लेबलिंग होती है जैसा कि परिभाषित किया गया है बीएस एन 60825-1 (आईईसी 60825-1)यह मानक लेज़र वर्गों और संगत उत्सर्जन सीमाओं को रेखांकित करता है:
- वर्ग 1:सामान्य प्रचालन के तहत सुरक्षित, यहां तक कि आवर्धक या दूरबीन जैसे ऑप्टिकल उपकरणों के माध्यम से लंबे समय तक प्रत्यक्ष देखने या निरीक्षण के साथ भी।
- कक्षा 2एम: दृश्य विकिरण उत्सर्जित करता है; आमतौर पर अल्पावधि के लिए नग्न आंखों से देखने पर सुरक्षित है, लेकिन ऑप्टिकल उपकरणों के माध्यम से देखने पर नुकसान हो सकता है।
- कक्षा 4:यहां तक कि विसरित परावर्तन से भी आंख और त्वचा को चोट लगने का उच्च जोखिम; साथ ही आग लगने का खतरा भी उत्पन्न होता है।


लेजर कटिंग सिस्टम में सुरक्षा उपाय
जबकि फाइबर लेजर स्वाभाविक रूप से हैं कक्षा 4 उनकी उच्च आउटपुट शक्ति के कारण, अधिकांश फाइबर लेजर कटिंग सिस्टम को पूरा करने के लिए इंजीनियर किया जाता है कक्षा 1 सुरक्षा मानक मजबूत सुरक्षात्मक सुविधाओं के माध्यम से:
- इंटरलॉक सिस्टम: यदि प्रवेश पैनल या बाड़े के दरवाजे सुरक्षित रूप से बंद नहीं हैं, तो लेजर उत्सर्जन को स्वचालित रूप से अक्षम कर दें, जिससे आकस्मिक जोखिम को रोका जा सके।
- सुरक्षात्मक दृश्य विंडोज़: विशेष लेजर सुरक्षा ग्लास ऑपरेटरों को बीम एक्सपोजर से बचाता है और दृश्य निगरानी की अनुमति देता है। ग्लास को लेजर पावर, फोकस और बीम विशेषताओं के आधार पर रेट किया जाना चाहिए।
CO₂ लेजर सुरक्षा विशेषताएँ
- खुला डिज़ाइन: CO2 लेजर मशीनें अक्सर ओपन-टॉप कॉन्फ़िगरेशन का उपयोग करती हैं। परावर्तित होने पर भी, किरण काफी हद तक फैल जाती है, जिससे गंभीर नुकसान की संभावना कम हो जाती है।
- लागत प्रभावी संरक्षण: प्रयुक्त सुरक्षा ग्लास आमतौर पर अर्ध-पारदर्शी होता है तथा इसकी लागत कम होती है, जो ऑपरेटर के लिए दृश्यता बनाए रखते हुए पर्याप्त सुरक्षा प्रदान करता है।
फाइबर लेजर सुरक्षा संबंधी विचार
- प्रमाणन आवश्यकता: फाइबर लेजर उपकरण खरीदते समय, सुनिश्चित करें कि लेजर स्रोत और संपूर्ण प्रणाली दोनों एक ही स्थान पर हों। CE प्रमाणित, अंतर्राष्ट्रीय सुरक्षा मानकों के अनुपालन की पुष्टि करता है।
- उन्नत नियंत्रण: छोटी तरंगदैर्घ्य और उच्च ऊर्जा घनत्व के कारण, फाइबर लेजर को उच्च शक्ति स्तर पर भी खतरनाक जोखिम से बचाने के लिए अधिक कठोर परिरक्षण और आवरण डिजाइन की आवश्यकता होती है।
6.0CO₂ बनाम फाइबर लेजर: कौन अधिक ऊर्जा कुशल है?
बिजली खपत तुलना:
ऊर्जा दक्षता और स्थायित्व के संदर्भ में फाइबर लेज़र CO2 लेज़रों की तुलना में महत्वपूर्ण लाभ प्रदान करते हैं।
CO₂ लेज़र दक्षता: लगभग 10% की विद्युत दक्षता के साथ, 6kW CO2 लेजर को आमतौर पर लगभग 60kW इनपुट पावर की आवश्यकता होती है।
फाइबर लेजर दक्षता: फाइबर लेजर प्रणालियां लगभग 45% दक्षता (50% तक) पर काम करती हैं, तथा समान 6kW आउटपुट प्राप्त करने के लिए केवल 13kW इनपुट की आवश्यकता होती है।
जैसे-जैसे लेज़र की आउटपुट शक्ति बढ़ती है, वैसे-वैसे शीतलन प्रणाली की मांग भी बढ़ती है। CO2 लेज़रों को उचित शीतलन बनाए रखने के लिए काफी अधिक ऊर्जा की आवश्यकता होती है, जिसके परिणामस्वरूप फाइबर लेज़रों की तुलना में अधिक विद्युत लागत आती है।
इसके अतिरिक्त, धुआँ निष्कर्षण और निस्पंदन के लिए आवश्यक शक्ति मशीन के आकार और कटिंग बेड क्षेत्र पर निर्भर करती है। उच्च कटिंग शक्ति निष्कर्षण प्रणालियों पर भार बढ़ाती है।
निष्कर्ष: फाइबर लेजर कटिंग मशीनें काफी कम ऊर्जा की खपत करती हैं, जिसके परिणामस्वरूप समय के साथ मापनीय लागत बचत होती है, विशेष रूप से उच्च मात्रा या लंबी अवधि के उत्पादन वातावरण में।
7.0CO₂ बनाम फाइबर लेजर: पूंजी निवेश तुलना
जब प्रारंभिक खरीद मूल्य फाइबर लेजर कटर की दक्षता आमतौर पर CO₂ लेजर की दक्षता से अधिक होती है, तेज़ काटने की गति—विशेष रूप से पतली सामग्रियों के लिए—उत्पादकता को बढ़ावा दें। कम बिजली की खपतफाइबर सिस्टम प्रति भाग लागत को कम करने में मदद करते हैं।
स्वचालन क्षमता:
CO2 और फाइबर लेजर दोनों प्रणालियाँ उच्च स्तर के स्वचालन का समर्थन करती हैं, जिनमें शामिल हैं:
- लाइट्स-आउट विनिर्माण
- स्वचालित नोजल परिवर्तक
- ऑटोफोकस लेंस सिस्टम
ये विशेषताएं मैन्युअल हस्तक्षेप और निष्क्रिय समय को कम करती हैं, जिससे दक्षता बढ़ती है। हालाँकि उच्च स्वचालन से शुरुआती लागत बढ़ जाती है, लेकिन यह ऑपरेटर की गलतियों के कारण होने वाले डाउनटाइम को काफी हद तक कम करता है और दीर्घकालिक ROI को बढ़ाता है।
लेज़र प्रणाली की लागत को प्रभावित करने वाले कारक:
- लेज़र शक्ति
- काटने के क्षेत्र का आकार
- स्वचालन का स्तर
सामान्य मूल्य सीमा:
- प्रयुक्त औद्योगिक CO₂ प्रणालियाँ: £150,000 और अधिक
- नई औद्योगिक फाइबर लेजर प्रणालियाँ: £275,000 से £550,000, जिनमें से कुछ की कीमत £1 मिलियन से अधिक है
जबकि ठोस-अवस्था लेजर प्रौद्योगिकी में प्रगति के कारण फाइबर लेजर की कीमतें धीरे-धीरे कम हो रही हैं, CO2 लेजर की कीमतें अपेक्षाकृत स्थिर बनी हुई हैं।
8.0CO₂ बनाम फाइबर लेजर: रखरखाव और परिचालन लागत
रखरखाव आवश्यकताएँ:
फाइबर लेज़रों को CO2 लेज़रों की तुलना में काफी कम रखरखाव की आवश्यकता होती है, जिसका मुख्य कारण किरण वितरण प्रणालियों में अंतर होता है।
- फाइबर लेजर: लेजर बीम को सीधे कटिंग हेड तक पहुंचाने के लिए सीलबंद फाइबर-ऑप्टिक केबल का उपयोग करें। बंद बीम पथ संदूषण के जोखिम को समाप्त करता है।
- उपभोग्य वस्तुएं: मुख्य रूप से नोजल और सुरक्षात्मक खिड़कियां
- सामान्य रखरखाव समय: प्रति सप्ताह 30 मिनट से कम
- CO₂ लेज़र: किरण को दिशा देने के लिए अनेक दर्पणों और धौंकनी युक्त संयोजित भुजाओं पर निर्भर रहें।
- रखरखाव की आवश्यकताएँ: दर्पण और धौंकनी पर धूल जमने और खराब होने का खतरा रहता है, इसलिए उन्हें नियमित रूप से साफ करने और बदलने की आवश्यकता होती है
- यांत्रिक घिसाव : बेलो मूवमेंट के कारण पिनहोल और मिसअलाइनमेंट हो सकता है
- तापीय प्रभाव: लेजर से निकलने वाली गर्मी दर्पणों को विकृत कर सकती है, किरण को गलत दिशा में ले जा सकती है और पुनः अंशांकन की आवश्यकता हो सकती है
- क्षति जोखिम: बीम परावर्तन से ऑसिलेटर जैसे महंगे घटकों को नुकसान हो सकता है
- सामान्य रखरखाव समय:प्रति सप्ताह 4–5 घंटे
बीम संरेखण:
निरंतर कटाई गुणवत्ता के लिए सटीक बीम संरेखण आवश्यक है।
- CO₂ लेज़र: इसमें अनेक दर्पणों का प्रयोग होता है; पुनर्संरेखण जटिल तथा समय लेने वाला होता है।
- फाइबर लेजर: केवल एक लेंस समायोजन की आवश्यकता होती है; संरेखण त्वरित और सीधा है।
9.0CO₂ बनाम फाइबर लेजर: काटने की गति की तुलना
कटिंग प्रदर्शन अवलोकन:
फाइबर लेजर, पतली सामग्रियों (8 मिमी से कम) को संसाधित करते समय CO2 लेजर की तुलना में काफी तेज गति से काटने की सुविधा प्रदान करते हैं, तथा स्टेनलेस स्टील अनुप्रयोगों में इसका सबसे अधिक लाभ देखा जाता है।
1 मिमी मोटाई: फाइबर लेजर लगभग काटता है 6× तेज़ CO2 लेज़रों की तुलना में अधिक प्रभावी है।
5 मिमी मोटाई: गति का अंतर लगभग कम हो जाता है 2×.
पावर स्केलिंग: लेजर शक्ति को लगभग 2 किलोवाट तक बढ़ाने से पतली सामग्रियों के लिए काटने की गति को बढ़ाया जा सकता है 2 से 3 बार.
जैसे-जैसे समतुल्य शक्ति स्थितियों के तहत सामग्री की मोटाई बढ़ती है, CO2 लेजर फाइबर लेजर कटिंग गति के करीब पहुंच सकते हैं - या कुछ मामलों में उससे भी आगे निकल सकते हैं। हालाँकि, यह लाभ अपेक्षाकृत सीमित है, और उच्च शक्ति वाले CO₂ लेज़र (6kW से ऊपर) कम प्रचलित हैं औद्योगिक सेटिंग में.
इसके विपरीत, फाइबर लेज़र, सामग्री की मोटाई की एक विस्तृत श्रृंखला में प्रभावी रहते हैं, विशेष रूप से उच्च शक्ति प्रणालियाँ, जहां वे गति और दक्षता में लगातार बेहतर प्रदर्शन करते हैं।
टिप्पणी: इष्टतम काटने की गति का मूल्यांकन न केवल गति मेट्रिक्स द्वारा किया जाना चाहिए, बल्कि उपभोज्य जीवन और सहायक गैस दक्षता लागत प्रभावी संचालन सुनिश्चित करने के लिए।
काटने की गति तुलना तालिका (6kW लेजर बनाम 170A प्लाज्मा कटर)
| द्रव्य का गाढ़ापन | 6kW फाइबर लेजर (मी/मिनट) | 6kW CO₂ लेजर (मी/मिनट) | हाई-डेफिनिशन प्लाज्मा (मी/मिनट) |
| स्टेनलेस स्टील 5 मिमी | 6.00 | 2.70 | 2.69 |
| स्टेनलेस स्टील 10 मिमी | 1.30 | 1.50 | 1.61 |
| स्टेनलेस स्टील 15 मिमी | 0.90 | 0.75 | 1.23 |
| माइल्ड स्टील 5 मिमी | 4.20 | 4.20 | 2.32 |
| माइल्ड स्टील 10 मिमी | 2.00 | 2.40 | 2.68 |
| माइल्ड स्टील 15 मिमी | 1.20 | 1.75 | 2.27 |
नोट: दिखाई गई गति सीधी रेखा में काटने के प्रदर्शन को दर्शाती है। जटिल ज्यामिति या नेस्टेड लेआउट वाली वास्तविक दुनिया की कटिंग से कम प्रभावी गति प्राप्त हो सकती है। मशीन त्वरण और मंदी क्षमताएं भी समग्र थ्रूपुट को प्रभावित करती हैं।
एज क्वालिटी तुलना
CO₂ लेज़र:
CO₂ लेजर में एक बड़ा बीम स्पॉट आकार होता है, जो उन्हें विभिन्न मोटाई की सामग्री को काटने के लिए उपयुक्त बनाता है। यह बड़ा स्पॉट चिकनी किनारे की फिनिश पैदा करता है, खासकर जब सामग्री की मोटाई बढ़ती है। कट किनारे की गुणवत्ता गहराई के साथ बेहतर होती है, जिससे CO₂ लेजर एक पसंदीदा विकल्प बन जाता है जब किनारे की चिकनाई मोटी सामग्री के लिए एक महत्वपूर्ण आवश्यकता होती है।
फाइबर लेजर:
फाइबर लेजर में बीम का व्यास छोटा होता है, जो पतली सामग्री पर संकीर्ण कट और उच्च गति से काटने में सक्षम बनाता है। यह केंद्रित बीम ऊर्जा अवशोषण को बढ़ाता है, जिसके परिणामस्वरूप तेज़ और कुशल प्रसंस्करण होता है।
हालाँकि, मोटी सामग्री काटते समय, फाइबर लेजर की किरण मुख्य रूप से कट क्षेत्र के शीर्ष को प्रभावित करती है। लेजर को कट के निचले हिस्से तक पहुँचने के लिए कई आंतरिक प्रतिबिंबों पर निर्भर रहना पड़ता है, जिससे निम्न हो सकते हैं:
खुरदरी सतह खत्म
किनारे पर बारीक धारियाँ
पिघली हुई सामग्री को प्रभावी ढंग से निकालने के लिए सहायक गैस दबाव की आवश्यकता बढ़ गई
परिणामस्वरूप, मोटे भागों के प्रसंस्करण के दौरान, कट एज की गुणवत्ता CO2 लेज़रों की तुलना में निम्न हो सकती है, विशेष रूप से उन अनुप्रयोगों में जिनमें न्यूनतम पश्च-प्रसंस्करण की आवश्यकता होती है।

10.0CO₂ लेजर बनाम फाइबर लेजर - सामग्री प्रसंस्करण तुलना तालिका
| सामग्री का प्रकार | उदाहरण | CO₂ लेजर कटिंग | CO₂ लेजर उत्कीर्णन | CO₂ लेजर मार्किंग | फाइबर लेजर कटिंग | फाइबर लेजर उत्कीर्णन | फाइबर लेजर अंकन | नोट्स |
| लकड़ी और कागज | प्लाईवुड, एमडीएफ, कार्डबोर्ड, लिबास | √ | √ | √ | × | × | × | फाइबर लेजर कार्बनिक पदार्थों के लिए उपयुक्त नहीं हैं |
| ऐक्रेलिक और प्लास्टिक | कास्ट एक्रिलिक, एबीएस, डेलरिन (पीओएम) | √ | √ | √ | × | √ | √ | एडिटिव्स वाले प्लास्टिक के लिए उपयुक्त फाइबर लेजर |
| वस्त्र एवं चमड़ा | कपास, महसूस, कृत्रिम चमड़ा | √ | √ | √ | × | × | × | रेशेदार सामग्रियों के लिए फाइबर लेज़र की अनुशंसा नहीं की जाती |
| कांच और चीनी मिट्टी | फ्लैट ग्लास, सिरेमिक कप | × | √ | √ | × | × | √ | फाइबर लेजर अंकन सतह मलिनकिरण तक सीमित |
| रबर सामग्री | लेजर ग्रेड रबर, सिलिकॉन शीट | √ | √ | √ | × | × | × | फाइबर लेजर नरम सामग्रियों को संसाधित नहीं कर सकते |
| कागज उत्पाद | कार्डस्टॉक, ड्राइंग पेपर | √ | √ | √ | × | × | × | CO₂ लेजर से काटते समय ज्वाला पर नियंत्रण महत्वपूर्ण है |
| पत्थर | ग्रेनाइट, संगमरमर, स्लेट | × | √ | √ | × | × | सीमित | फाइबर लेजर अंकन गहराई सीमित; केवल उथले निशानों के लिए |
| फोम सामग्री | ईवा फोम, पीई फोम | √ | √ | √ | × | × | × | फाइबर लेजर अत्यधिक अवशोषक फोम के लिए उपयुक्त नहीं हैं |
| धातु (नंगे धातु) | स्टेनलेस स्टील, एल्यूमीनियम, तांबा, पीतल, टाइटेनियम | × | × | √ (स्प्रे के साथ) | √ | √ | √ | फाइबर लेजर सीधे धातुओं को संसाधित कर सकते हैं |
| लेपित धातु | एनोडाइज्ड एल्युमिनियम, पेंटेड धातुएं | × | √ | √ | × (काटना अनुशंसित नहीं है) | √ | √ | फाइबर लेजर उच्च-विपरीत सतह अंकन में उत्कृष्ट हैं |
| कीमती धातु | सोना, चांदी, प्लैटिनम | × | × | √ (स्प्रे के साथ) | √ | √ | √ | फाइबर लेजर का व्यापक रूप से आभूषण और उच्च मूल्य धातु प्रसंस्करण में उपयोग किया जाता है |
| अत्यधिक परावर्तक धातुएँ | दर्पण एल्यूमीनियम, तांबा, पीतल | × | × | √ (स्प्रे के साथ) | √ | √ | √ | फाइबर लेजर को परावर्तन क्षति से बचने के लिए उच्च शक्ति या विशेष सेटिंग्स की आवश्यकता होती है |
| फाइबरग्लास सामग्री | फाइबरग्लास बोर्ड, इपॉक्सी शीट | × | × | × | × | × | × | प्रसंस्करण से जहरीली गैसें निकलती हैं; अनुशंसित नहीं |
| पीवीसी और विनाइल | पीवीसी सामग्री, विनाइल फिल्में | × | × | × | × | × | × | दोनों प्रकार के लेज़र क्लोरीन युक्त सामग्रियों के लिए अनुपयुक्त हैं |
11.0फाइबर लेजर बनाम CO₂ लेजर: आपको कौन सा खरीदना चाहिए और क्यों?
CO₂ और फाइबर लेजर कटर के बीच चयन
यदि आप लेजर कटिंग मशीन खरीदने की योजना बना रहे हैं, लेकिन यह निश्चित नहीं हैं कि CO2 लेजर या फाइबर लेजर में से क्या चुनें, तो इन दो प्रौद्योगिकियों के बीच अंतर को समझने से आपको सूचित निर्णय लेने में मदद मिलेगी।
प्रत्येक लेज़र प्रकार के लाभ और सीमाओं की स्पष्ट समझ से यह स्पष्ट हो जाएगा कि आपकी विशिष्ट आवश्यकताओं के लिए कौन सा लेज़र अधिक उपयुक्त है।
11.15 मिमी स्टेनलेस स्टील कटिंग तुलना
- CO₂ लेजर कटिंग 5 मिमी स्टेनलेस स्टील नमूना
- फाइबर लेजर कटिंग 5 मिमी स्टेनलेस स्टील नमूना
(यहां आरेख या तुलनात्मक फोटो डालें)
11.2लेजर कटिंग सिस्टम के चयन में मुख्य कारक
सही स्वचालित लेजर कटिंग सिस्टम चुनने के लिए आपके वर्तमान अनुप्रयोगों, आवश्यकताओं, बाधाओं और भविष्य की विकास योजनाओं का व्यापक मूल्यांकन आवश्यक है। मुख्य विचारणीय बातें इस प्रकार हैं:
- सामग्री के प्रकार और मोटाई
- प्रसंस्करण सटीकता
- उत्पादन क्षमता
- खरीद बजट
- परिचालन लागत
11.3प्रौद्योगिकी तुलना और निष्कर्ष
जबकि CO2 लेजर प्रौद्योगिकी अच्छी तरह से स्थापित है और कई गैर-धातु सामग्रियों को काटने के लिए बेहतर बनी हुई है, फाइबर लेजर 5 गुना तेज काटने की गति पतली धातुओं (8 मिमी से कम) पर और परिचालन लागत को लगभग कम कर सकता है 50%.
उच्च उत्पादकता और स्वामित्व की कम कुल लागत फाइबर लेज़र को उद्योग के भीतर एक परिवर्तनकारी शक्ति के रूप में स्थापित करती है।
11.4लेजर प्रौद्योगिकियों की प्रमुख प्रदर्शन तुलना
| कार्य / प्रदर्शन | फाइबर लेजर | CO₂ लेजर |
| धातु शीट काटना | ✓ | |
| धातु उत्कीर्णन | ✓ | |
| जैविक सामग्री काटना | ✓ | |
| पतली सामग्री काटना (<8 मिमी) | ✓ | |
| मोटी सामग्री काटना | ✓ | ✓ |
| सतह खुरदरापन (बेहतर फिनिश) | ✓ | |
| काटने की गति (<8 मिमी) | ✓ | |
| ऊर्जा की खपत | ✓ | |
| परिचालन लागत | ✓ | |
| रखरखाव लागत | ✓ | |
| मशीन सेटअप और निष्क्रिय समय | ✓ | |
| मालिकाने की कुल कीमत | ✓ | |
| पदचिह्न (स्थान आवश्यक) | ✓ | |
| सुरक्षा | ✓ |
12.0CO₂ लेजर बनाम फाइबर लेजर — अक्सर पूछे जाने वाले प्रश्न
CO₂ लेजर क्या है?
CO2 लेजर CO2 गैस अणुओं को उत्तेजित करके लेजर प्रकाश उत्पन्न करता है, जिससे लगभग 10.6 माइक्रोन की तरंगदैर्घ्य उत्पन्न होती है। यह गैर-धातु सामग्री की एक विस्तृत श्रृंखला को काटने और उकेरने के लिए उपयुक्त है और वर्तमान में सबसे व्यापक रूप से इस्तेमाल किया जाने वाला लेजर प्रकार है।
फाइबर लेजर क्या है?
फाइबर लेजर में लाभ माध्यम के रूप में दुर्लभ-पृथ्वी-डोप्ड ऑप्टिकल फाइबर (आमतौर पर यटरबियम) का उपयोग किया जाता है, जिसकी तरंगदैर्घ्य लगभग 1.064 माइक्रोन होती है। इसे विशेष रूप से धातु काटने और अंकन के लिए डिज़ाइन किया गया है, जो उच्च दक्षता और आसान रखरखाव प्रदान करता है।
CO₂ लेज़र और फाइबर लेज़र के बीच मुख्य अंतर क्या हैं?
तरंगदैर्घ्य: CO2 लेज़र 10.6 माइक्रोन पर काम करते हैं, फाइबर लेज़र 1.064 माइक्रोन पर काम करते हैं।
सामग्री की उपयुक्तता: CO2 लेजर गैर-धातु सामग्रियों पर उत्कृष्ट कार्य करते हैं, जबकि फाइबर लेजर धातु काटने के लिए अनुकूलित होते हैं।
दक्षता और रखरखाव: फाइबर लेजर उच्च ऊर्जा दक्षता और सरल रखरखाव प्रदान करते हैं; CO2 लेजर अधिक ऊर्जा की खपत करते हैं और अधिक जटिल रखरखाव की आवश्यकता होती है।
धातु काटने के लिए कौन सा लेज़र बेहतर है?
फाइबर लेजर, अपनी छोटी तरंगदैर्घ्य और उच्च अवशोषण क्षमता के कारण, विभिन्न धातुओं को काटने के लिए आदर्श होते हैं - विशेष रूप से पतली धातु शीट (<8 मिमी) - जो काटने की तीव्र गति और कम ऊर्जा खपत प्रदान करते हैं।
CO₂ लेज़र क्या लाभ प्रदान करते हैं?
CO2 लेजर विभिन्न प्रकार की सामग्रियों (प्लास्टिक, लकड़ी, ऐक्रेलिक, आदि) को सपोर्ट करते हैं, इनकी संरचना सरल होती है, प्रारंभिक लागत कम होती है, तथा ये गैर-धातु सामग्रियों पर उच्च गुणवत्ता वाली कटाई और उत्कीर्णन प्रदान करते हैं।
क्या परिचालन लागत में कोई बड़ा अंतर है?
फाइबर लेजर CO2 लेजर की तुलना में लगभग 4 से 5 गुना अधिक ऊर्जा कुशल होते हैं, जिसके परिणामस्वरूप बिजली की खपत और रखरखाव लागत काफी कम होती है - जिससे वे दीर्घावधि में अधिक किफायती बन जाते हैं।
कौन सा लेज़र सुरक्षित है?
दोनों ही उच्च शक्ति वाले लेजर हैं, जिनके लिए सख्त सुरक्षा उपायों की आवश्यकता होती है। अधिकांश लेजर कटिंग सिस्टम को क्लास 1 लेजर सुरक्षा मानकों को पूरा करने के लिए डिज़ाइन किया गया है, जिससे सुरक्षित संचालन सुनिश्चित होता है।
क्या फाइबर लेजर का रखरखाव जटिल है?
रखरखाव सरल है, इसमें मुख्य रूप से नोजल और सुरक्षात्मक खिड़कियों की सफाई शामिल है, तथा सामान्य साप्ताहिक रखरखाव का समय 30 मिनट से कम है।
क्या CO₂ लेजर का रखरखाव कठिन है?
रखरखाव अधिक जटिल है, दर्पण और धौंकनी की नियमित सफाई की आवश्यकता होती है। साप्ताहिक रखरखाव में 4 से 5 घंटे लग सकते हैं।
क्या खरीद लागत में कोई महत्वपूर्ण अंतर है?
फाइबर लेज़र में आमतौर पर ज़्यादा शुरुआती निवेश होता है, जो अक्सर CO₂ लेज़र की लागत से कई गुना ज़्यादा होता है। हालाँकि, उनकी उच्च दक्षता और कम परिचालन लागत समय के साथ निवेश की भरपाई कर सकती है।
क्या फाइबर लेज़र प्लास्टिक और कार्बनिक पदार्थों के लिए उपयुक्त हैं?
आम तौर पर इसकी अनुशंसा नहीं की जाती है। फाइबर लेजर लेजर-संवेदनशील योजक युक्त धातुओं और प्लास्टिक के लिए बेहतर अनुकूल हैं।
संदर्भ
www.researchgate.net/publication/335334467_फाइबर और CO2 लेजर कटिंग सटीकता का विश्लेषण
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



