

- 1.0लीड स्क्रू क्या है? सिद्धांत, संरचना और मूल परिभाषा
- 2.0लीड स्क्रू कैसे बनाए जाते हैं? मुख्य उपकरण और प्रक्रियाएँ
- 3.0सामान्य लीड स्क्रू थ्रेड प्रकार: एक्मे, स्क्वायर, बट्रेस, और अन्य
- 4.0लीड स्क्रू के फायदे और नुकसान: लागत, प्रदर्शन और अनुप्रयोग में संतुलन
- 5.0लीड स्क्रू के बारे में अक्सर पूछे जाने वाले प्रश्न: झुकना, पीछे की ओर चलाना और स्नेहन
- 6.0लीड स्क्रू के लिए सामग्री का चयन: कार्बन स्टील से प्लास्टिक तक
- 7.0लीड स्क्रू बनाम बॉल स्क्रू: सही लीनियर मोशन घटक का चयन
- 8.0सही लीड स्क्रू कैसे चुनें? मुख्य पैरामीटर और चयन सुझाव
- 9.0निष्कर्ष
यांत्रिक संचरण और रैखिक गति नियंत्रण के क्षेत्र में, लीड स्क्रू घूर्णी गति को रैखिक गति में परिवर्तित करने के लिए एक मुख्य घटक के रूप में महत्वपूर्ण भूमिका निभाते हैं।
औद्योगिक स्वचालन, रोबोटिक्स, चिकित्सा उपकरणों और यहाँ तक कि घरेलू उपकरणों में भी इनका व्यापक रूप से उपयोग किया जाता है। सीएनसी मशीनों में सटीक स्थिति से लेकर घरेलू स्वचालन प्रणालियों में सुचारू संचालन तक, लीड स्क्रू उच्च तकनीक और रोज़मर्रा के अनुप्रयोगों, दोनों में अपरिहार्य हैं।
1.0लीड स्क्रू क्या है? सिद्धांत, संरचना और मूल परिभाषा
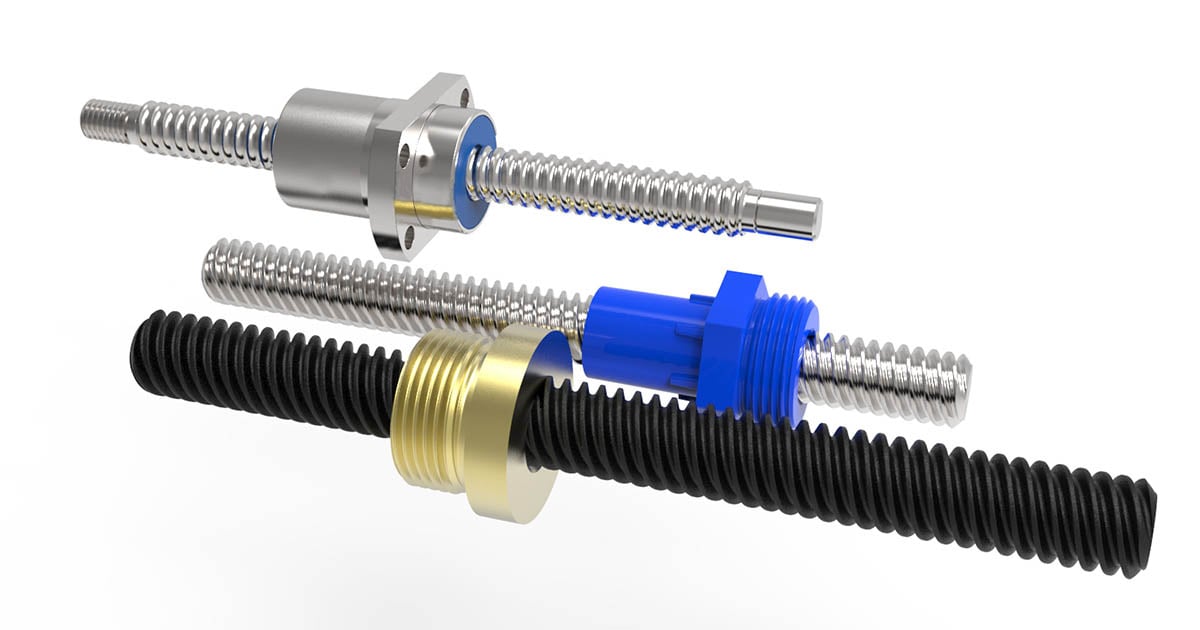
लीड स्क्रू (जिसे पावर स्क्रू भी कहते हैं) एक यांत्रिक उपकरण है जो प्रत्यक्ष थ्रेड जुड़ाव के माध्यम से घूर्णी गति को रैखिक गति में परिवर्तित करता है। इसका प्राथमिक कार्य टॉर्क को अक्षीय थ्रस्ट या खिंचाव में बदलना है, बिना रीसर्क्युलेटिंग बॉल बेयरिंग पर निर्भर हुए। इसके बजाय, गति स्क्रू शाफ्ट और नट के बीच प्रत्यक्ष थ्रेड संपर्क के माध्यम से प्रेषित होती है।
मुख्य घटकों में शामिल हैं:
- स्क्रू शाफ्ट: निरंतर धागों या खांचों वाली बेलनाकार छड़, जो आमतौर पर कार्बन स्टील, स्टेनलेस स्टील या एल्युमीनियम से बनी होती है। विशेष अनुप्रयोगों के लिए, टाइटेनियम, सिरेमिक या इंजीनियरिंग प्लास्टिक का उपयोग किया जा सकता है।
- सूत्र: स्क्रू शाफ्ट और नट के बीच का कुंडलाकार इंटरफ़ेस। इसकी ज्यामिति (जैसे कोण और प्रोफ़ाइल) दक्षता, भार क्षमता और सटीकता को सीधे प्रभावित करती है।
- कड़े छिलके वाला फल: स्क्रू शाफ्ट थ्रेड का प्रतिरूप। लोड से जुड़ा, नट अपने स्वयं के घूर्णन (या स्क्रू के घूर्णन) को प्रतिबंधित करके घूर्णन इनपुट को रैखिक गति में परिवर्तित करता है।
कार्य मोड:
- स्थिर शाफ्ट, घूर्णन नट: एक मोटर या मैनुअल ड्राइव नट को एक स्थिर स्क्रू शाफ्ट के साथ घुमाता है, तथा टॉर्क को रैखिक विस्थापन में परिवर्तित करता है।
- स्थिर नट, घूर्णन शाफ्ट: स्क्रू शाफ्ट के घूमने पर नट को अपने स्थान पर रखा जाता है, जिससे शाफ्ट के अक्ष के साथ नट की रैखिक गति उत्पन्न होती है।
2.0लीड स्क्रू कैसे बनाए जाते हैं? मुख्य उपकरण और प्रक्रियाएँ
लीड स्क्रू की निर्माण प्रक्रिया सीधे तौर पर उसकी सटीकता, मज़बूती और टिकाऊपन को निर्धारित करती है। इनमें से, थ्रेड फ़ॉर्मिंग सबसे महत्वपूर्ण चरण है, और उत्पादन की मात्रा और परिशुद्धता आवश्यकताओं के आधार पर विधि का चयन किया जाता है।
2.1धागा रोलिंग: उच्च मात्रा उत्पादन के लिए मुख्यधारा का विकल्प
थ्रेड रोलिंग, लीड स्क्रू के लिए प्रमुख कोल्ड-फॉर्मिंग प्रक्रिया है। इसमें सामग्री को काटने के बजाय, सामग्री को विस्थापित करने और थ्रेड बनाने के लिए यांत्रिक दबाव का उपयोग किया जाता है। इससे सतह की फिनिश और कार्य-कठोरता के कारण मज़बूती, दोनों में सुधार होता है।



प्रमुख उपकरणों में शामिल हैं:
- 2-रोल थ्रेड रोलिंग मशीन: सबसे आम सेटअप, बेलनाकार ब्लैंक को संपीड़ित करने के लिए दो डाई का उपयोग। मानक सिंगल- या डबल-स्टार्ट थ्रेड्स (जैसे, समलम्बाकार, एक्मे) के लिए उपयुक्त। उच्च दक्षता और कम लागत प्रदान करता है, मध्यम-मात्रा उत्पादन के लिए आदर्श।
- 3-डाई थ्रेड रोलिंग मशीन: एकसमान रेडियल दाब के लिए 120° के अंतराल पर स्थित तीन डाई का उपयोग करता है। उच्च परिशुद्धता (ISO 4H/5g), बेहतर गोलाई प्रदान करता है, और बहु-प्रारंभिक थ्रेड (जैसे, 4-प्रारंभिक) में सक्षम है। अक्सर चिकित्सा या मशीनी उपकरणों के लिए, साथ ही बड़े व्यास वाले परिशुद्धता वाले लीड स्क्रू में उपयोग किया जाता है।
- सीएनसी परिशुद्धता धागा रोलिंग मशीन: फ़ीड, गहराई और डाई गति के लिए CNC नियंत्रणों को एकीकृत करता है। 0.01 मिमी तक की सख्त सहनशीलता के साथ जटिल प्रोफ़ाइल (जैसे, दाँतेदार या कस्टम थ्रेड) बनाने में सक्षम। एयरोस्पेस, सेमीकंडक्टर या अन्य उच्च-स्तरीय अनुप्रयोगों के लिए आवश्यक, कम मात्रा में अनुकूलन और बड़े पैमाने पर उत्पादन दोनों का समर्थन करता है।
2.2धागा काटना: विशेष अनुप्रयोगों के लिए एक सटीक विकल्प
छोटे बैच उत्पादन, जटिल धागे (गहरे या गैर-मानक प्रोफाइल), या टाइटेनियम या सिरेमिक जैसी मशीन से कठिन सामग्री के लिए, धागा काटने को प्राथमिकता दी जाती है।
व्हर्लिंग थ्रेड मिलिंग मशीन: स्क्रू के लीड एंगल से मेल खाने के लिए एक उच्च-गति वाले एंगल्ड कटर का उपयोग करता है। यह पिच, गहराई और फिनिश पर उत्कृष्ट नियंत्रण के साथ एक ही बार में थ्रेड कटिंग पूरी करता है। उच्च-सहिष्णुता वाले लीड स्क्रू (IT3-IT5 ग्रेड) के लिए उपयुक्त। हालाँकि, यह रोलिंग की तुलना में धीमा और अधिक महंगा है।
2.3द्वितीयक प्रक्रियाएँ
धागा बनाने के बाद, कई अतिरिक्त चरणों की आवश्यकता होती है:
- सतह का उपचार: कार्बन स्टील पर संक्षारण प्रतिरोध के लिए जिंक प्लेटिंग, स्टेनलेस स्टील के लिए निष्क्रियता, या घिसाव प्रतिरोध के लिए PTFE कोटिंग्स।
- परिशुद्ध निरीक्षण: थ्रेड माइक्रोमीटर से पिच व्यास मापना, या लेजर माप उपकरणों से लीड सटीकता मापना।
- विधानसभा: उचित फिट और प्रदर्शन सुनिश्चित करने के लिए स्क्रू-नट क्लीयरेंस को समायोजित करना।
इन प्रक्रियाओं के संयोजन के परिणामस्वरूप आवश्यक प्रदर्शन विशेषताओं वाला एक तैयार लीड स्क्रू तैयार होता है।
3.0सामान्य लीड स्क्रू थ्रेड प्रकार: एक्मे, स्क्वायर, बट्रेस, और अन्य
लीड स्क्रू का प्रदर्शन और अनुप्रयोग काफी हद तक उसके थ्रेड डिज़ाइन पर निर्भर करता है। विभिन्न थ्रेड ज्यामिति दक्षता, भार क्षमता और विनिर्माण क्षमता को प्रभावित करती हैं। औद्योगिक अनुप्रयोगों में उपयोग किए जाने वाले सबसे सामान्य थ्रेड प्रकार नीचे दिए गए हैं:
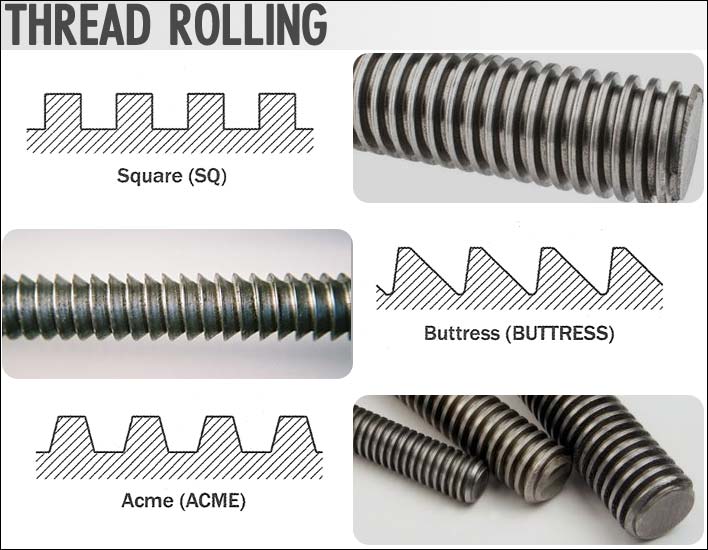

3.1एक्मे थ्रेड (ट्रेपेज़ॉइडल थ्रेड): औद्योगिक मानक
एक्मे थ्रेड, अपनी 29° समलम्बाकार प्रोफ़ाइल के साथ, उद्योग में सबसे व्यापक रूप से प्रयुक्त लेड स्क्रू थ्रेड प्रकार है। इसमें एक चौड़ा थ्रेड बेस होता है, जो मज़बूत संरचनात्मक अखंडता प्रदान करता है।
- लाभ: अन्य थ्रेड रूपों की तुलना में निर्माण करना आसान है (बहु-बिंदु टूलींग का उपयोग किया जा सकता है), उच्च पहनने के प्रतिरोध, मध्यम से भारी भार के लिए उपयुक्त, और क्षतिपूर्ति नट पहनने की भरपाई कर सकते हैं, सेवा जीवन का विस्तार कर सकते हैं।
- सीमाएँ: वर्गाकार धागों की तुलना में कम दक्षता, तथा थोड़ा अधिक घर्षण हानि।
- अनुप्रयोग: बेंच वाइज़, क्लैम्प, वाल्व स्टेम, प्रिसिशन एक्ट्यूएटर, लेथ और अन्य सामान्य औद्योगिक उपकरण। जहाँ लागत-प्रभावशीलता और टिकाऊपन समान रूप से महत्वपूर्ण हैं, वहाँ यह आदर्श है।
नोट: मीट्रिक समलम्बाकार धागे (30° प्रोफ़ाइल) सिद्धांत रूप में एक्मे धागे के समान हैं, लेकिन आईएसओ मानकों का पालन करते हैं। ये यूरोप में आम हैं और सीएनसी मशीनरी और रोबोटिक्स में व्यापक रूप से उपयोग किए जाते हैं।
3.2स्क्वायर थ्रेड: उच्च दक्षता वाला विकल्प
वर्गाकार धागों में पेंच अक्ष के लंबवत धागे के किनारे होते हैं, जो 90° का कोण बनाते हैं। कम संपर्क क्षेत्र घर्षण हानि को न्यूनतम करता है।
- लाभ: थ्रेड प्रकारों में सर्वोच्च दक्षता। समान आकार पर अधिक भार क्षमता प्रदान करता है, या समान भार के लिए मोटर की आवश्यकता को कम करता है। कोई रेडियल दबाव उत्पन्न नहीं करता, जिससे यह सटीक गति हस्तांतरण के लिए उपयुक्त है।
- सीमाएँ: निर्माण में कठिनाई (एकल-बिंदु काटने की आवश्यकता), उच्च लागत, कम जड़ शक्ति, और सीमित भार क्षमता।
- अनुप्रयोग: स्क्रू जैक, परिशुद्ध मशीन उपकरण, तथा वाइस, जहां उच्च दक्षता और सटीकता की आवश्यकता होती है, लेकिन अत्यधिक अक्षीय भार की आवश्यकता नहीं होती।
3.3बट्रेस थ्रेड: एकतरफ़ा भारी भार के लिए डिज़ाइन किया गया
बट्रेस थ्रेड (असममित समलम्बाकार प्रोफ़ाइल) एक दिशा में उच्च अक्षीय भार के लिए अनुकूलित है। इसका भार वहन करने वाला किनारा 7° का उथला कोण रखता है, जबकि विपरीत किनारा 45° पर अधिक ढलान वाला है, जिससे मज़बूत अपरूपण प्रतिरोध सुनिश्चित होता है।
- लाभ: वर्गाकार धागों के बराबर दक्षता, वर्गाकार धागों की ताकत से लगभग दोगुनी, अत्यधिक एकदिशीय बलों को झेलने में सक्षम।
- सीमाएँ: विपरीत भार के तहत खराब प्रदर्शन; द्विदिशीय गति के लिए अनुपयुक्त।
- अनुप्रयोग: बड़े स्क्रू प्रेस, भारी-भरकम लिफ्टिंग जैक, वर्टिकल एक्चुएटर और इंजेक्शन मोल्डिंग मशीनें, जहां एकदिशीय विद्युत संचरण की आवश्यकता होती है।
3.4मीट्रिक समलम्बाकार धागा (Tr): अंतर्राष्ट्रीय मानक
मीट्रिक समलम्बाकार धागा एक्मे धागे के समान कार्य सिद्धांत साझा करता है, लेकिन इसमें 30° का पार्श्व कोण होता है और यह आईएसओ मीट्रिक मानकों के अनुरूप होता है, जिससे इसे अंतर्राष्ट्रीय मशीनरी में व्यापक रूप से अपनाया जाता है।
- लाभ: उच्च स्तर का मानकीकरण, वैश्विक घटकों के साथ संगतता, तथा सुपरिभाषित विनिर्माण/परीक्षण दिशानिर्देश।
- सीमाएँ: एक्मे थ्रेड्स की तुलना में थोड़ी कम भार क्षमता, लेकिन अधिकांश औद्योगिक आवश्यकताओं के लिए पर्याप्त।
- अनुप्रयोग: सीएनसी मशीनें, औद्योगिक रोबोट, प्रयोगशाला उपकरण, और सामान्य प्रयोजन विद्युत संचरण प्रणालियाँ।
3.5बॉल स्क्रू थ्रेड: उच्च परिशुद्धता, कम घर्षण
बॉल स्क्रू में लगभग अर्धवृत्ताकार थ्रेड प्रोफ़ाइल होती है जो रोलिंग तत्वों (बॉल्स) को नट और स्क्रू शाफ्ट के बीच घूमने देती है। यह डिज़ाइन स्लाइडिंग घर्षण को रोलिंग घर्षण में बदल देता है, जिसके परिणामस्वरूप अत्यधिक उच्च दक्षता प्राप्त होती है—अक्सर 90% से भी अधिक।
- लाभ: बहुत कम घर्षण, लंबी सेवा अवधि, असाधारण सटीकता, तथा माइक्रोमीटर स्तर पर स्थिति निर्धारण में सक्षम।
- सीमाएँ: जटिल विनिर्माण प्रक्रिया, उच्च लागत, तथा सख्त स्नेहन और सीलिंग आवश्यकताएं।
- अनुप्रयोग: सीएनसी मशीनरी, अर्धचालक उपकरण, रोबोटिक्स, एयरोस्पेस सिस्टम, और अन्य अनुप्रयोग जिनमें परिशुद्धता और दोहराव की मांग होती है।






4.0लीड स्क्रू के फायदे और नुकसान: लागत, प्रदर्शन और अनुप्रयोग में संतुलन
4.1लीड स्क्रू के प्रमुख लाभ
- लागत प्रभावशीलता: बॉल स्क्रू की तुलना में कम विनिर्माण लागत, उन्हें बजट-संवेदनशील, हल्के से मध्यम-भार वाले अनुप्रयोगों के लिए आदर्श बनाती है।
- स्व-लॉकिंग क्षमता: कई लीड स्क्रू प्रकार (जैसे, समलम्बाकार और वर्गाकार धागे) स्वाभाविक रूप से स्व-लॉकिंग होते हैं, जो अतिरिक्त ब्रेक के बिना अपनी स्थिति को बनाए रखते हैं - विशेष रूप से ऊर्ध्वाधर प्रणालियों में लाभदायक होते हैं।
- उच्च भार क्षमता: निर्धारित सीमा के भीतर, लीड स्क्रू महत्वपूर्ण अक्षीय भार संभाल सकते हैं। कांस्य-नट विन्यास कई टन भार सहन कर सकते हैं।
- कम रखरखाव: केवल तीन मुख्य भागों (शाफ्ट, नट, थ्रेड) वाला सरल निर्माण। कुछ स्व-स्नेहन डिज़ाइनों को अपने जीवनकाल में किसी अतिरिक्त स्नेहन की आवश्यकता नहीं होती।
- पर्यावरणीय लचीलापन: रोलिंग तत्वों की अनुपस्थिति उन्हें धूल या मलबे के प्रति कम संवेदनशील बनाती है, तथा कठोर वातावरण के लिए उपयुक्त बनाती है।
- शांत एवं सुचारू संचालन: स्लाइडिंग थ्रेड संपर्क न्यूनतम कंपन और शोर उत्पन्न करता है, जिससे वे चिकित्सा उपकरणों या घरेलू स्वचालन जैसे शोर-संवेदनशील अनुप्रयोगों के लिए उपयुक्त हो जाते हैं।
4.2लीड स्क्रू की सीमाएँ
- कम दक्षता: फिसलन संपर्क के परिणामस्वरूप घर्षण हानि होती है, जिसकी दक्षता आमतौर पर 40% से कम होती है (अनुकूलित डिज़ाइन ~50% तक पहुँच सकते हैं)। निरंतर विद्युत संचरण के लिए आदर्श नहीं है।
- तेजी से घिसाव: लगातार फिसलने वाले संपर्क से धागे का घिसाव बढ़ जाता है। चौकोर धागे वाले नटों को समय-समय पर बदलने की ज़रूरत होती है, जबकि समलम्बाकार धागे घिसाव की भरपाई के लिए विभाजित नटों का इस्तेमाल कर सकते हैं, लेकिन फिर भी इनका जीवनकाल कम हो जाता है।
- गति सीमाएं: महत्वपूर्ण गति से बाधित; इससे अधिक होने पर शाफ्ट में अत्यधिक कंपन होता है। परिचालन गति आमतौर पर महत्वपूर्ण गति के 80% तक सीमित होती है, जिससे उच्च गति वाले अनुप्रयोगों के लिए उपयुक्तता सीमित हो जाती है।
- टॉर्क अकुशलता: उच्च घर्षण के कारण ये अत्यधिक उच्च टॉर्क संचरण की मांग वाले अनुप्रयोगों के लिए अनुपयुक्त हो जाते हैं।
5.0लीड स्क्रू के बारे में अक्सर पूछे जाने वाले प्रश्न: झुकना, पीछे की ओर चलाना और स्नेहन
5.1क्या लीड स्क्रू मुड़ सकते हैं? जोखिम को कैसे कम करें
लीड स्क्रू कुछ निश्चित परिस्थितियों में मुड़ सकते हैं, जो मुख्यतः लंबाई और भार उपयोग से प्रभावित होते हैं:
- पेंच की लंबाई: लंबे स्क्रू कम कठोरता के कारण मुड़ने की अधिक संभावना रखते हैं।
- लोड अनुपालन: स्क्रू को उसके निर्धारित भार के भीतर उपयोग करने तथा निर्माता के दिशानिर्देशों (जैसे संरेखण सटीकता और समर्थन विधि) का पालन करने से झुकने से रोकने में मदद मिलती है।
- डिज़ाइन अनुशंसा: हमेशा एक्ट्यूएटर द्वारा अपेक्षित अधिकतम और निरंतर भार की गणना करें, ताकि यह सुनिश्चित हो सके कि स्क्रू की लोड रेटिंग अनुप्रयोग से मेल खाती है, जिससे शुरू से ही झुकने का जोखिम कम हो जाता है।
5.2क्या लीड स्क्रू बैक-ड्राइव कर सकते हैं? दक्षता एक प्रमुख कारक है
बैक-ड्राइविंग तब होती है जब भार के कारण स्क्रू घूमता है, जिससे अनपेक्षित गति उत्पन्न होती है। ऐसा होना स्क्रू की दक्षता पर निर्भर करता है:
- कम दक्षता (<40%): ज़्यादातर मामलों में, बाहरी कंपन के बिना सामान्य परिस्थितियों में बैक-ड्राइविंग नहीं होती। यही कारण है कि कई लीड स्क्रू स्वाभाविक रूप से सेल्फ-लॉकिंग होते हैं।
- उच्च दक्षता (>40%): अनुकूलित थ्रेड डिज़ाइन वाले या कंपन-प्रवण वातावरण में लगे स्क्रू में बैक-ड्राइविंग का अनुभव हो सकता है। ऐसे मामलों में, अतिरिक्त ब्रेकिंग या लॉकिंग तंत्र की सिफारिश की जाती है।
5.3क्या लीड स्क्रू को लुब्रिकेशन की ज़रूरत होती है? रखरखाव संबंधी दिशानिर्देश
स्नेहन आवश्यकताएं डिजाइन और परिचालन वातावरण के आधार पर भिन्न होती हैं:
स्व-स्नेहन स्क्रू: इलेक्ट्रिक एक्ट्यूएटर्स में कुछ लीड स्क्रू पूर्व-स्नेहक होते हैं और उन्हें अपने पूरे सेवा जीवन में किसी अतिरिक्त स्नेहन की आवश्यकता नहीं होती, बशर्ते कि उनका उपयोग निर्धारित परिस्थितियों में किया जाए।
भारी-भरकम या कठोर वातावरण: उच्च भार, उच्च गति, या धूल भरे/आर्द्र वातावरण के लिए, आवधिक स्नेहन आवश्यक है।
दूषित ग्रीस का उपयोग करने से बचें, जो तेजी से घिसाव पैदा करता है।
रखरखाव के बाद सूखी फिल्म वाले स्नेहक या साफ ग्रीस की एक पतली परत लगाने पर विचार करें।
कांस्य नट: स्वाभाविक रूप से स्वयं-स्नेहन करने वाले, कांस्य नटों को फिर भी हल्के ग्रीस से लाभ मिलता है, जिससे सुचारू संचालन सुनिश्चित होता है और जीवनकाल बढ़ता है।




6.0लीड स्क्रू के लिए सामग्री का चयन: कार्बन स्टील से प्लास्टिक तक
सामग्री का चुनाव अनुप्रयोग आवश्यकताओं, जैसे भार, वातावरण, परिशुद्धता और लागत, पर निर्भर करता है। नीचे सामान्य सामग्रियाँ और उनकी विशेषताएँ दी गई हैं:
| सामग्री का प्रकार | मुख्य विशेषताएं | विशिष्ट अनुप्रयोग |
| कार्बन स्टील | उच्च शक्ति, कम लागत, मशीन में आसानी, जंग-रोधी उपचार की आवश्यकता | शुष्क, गैर-संक्षारक वातावरण में सामान्य औद्योगिक उपकरण (जैसे, मशीन टूल्स, जैक) |
| स्टेनलेस स्टील | संक्षारण प्रतिरोधी, जंग रोधी, कार्बन स्टील की तुलना में थोड़ी कम ताकत | नम या संक्षारक वातावरण, जैसे खाद्य प्रसंस्करण या चिकित्सा उपकरण |
| टाइटेनियम मिश्र धातु | उच्च शक्ति, हल्के वजन, संक्षारण प्रतिरोधी, महंगा | एयरोस्पेस और सर्जिकल उपकरण जिनके लिए शक्ति-भार संतुलन और संक्षारण प्रतिरोध की आवश्यकता होती है |
| अल्युमीनियम | हल्का, मशीन में आसान, कम ताकत | छोटे स्वचालन प्रणालियों और घरेलू उपकरणों जैसे हल्के-भार वाले अनुप्रयोग |
| पीतल | स्व-स्नेहन, घिसाव प्रतिरोधी, उच्च भार क्षमता | मध्यम से भारी भार वाले अनुप्रयोग, जैसे कि सटीक मशीन नट और एक्चुएटर |
| चीनी मिट्टी | बहुत उच्च शक्ति, गर्मी प्रतिरोधी, कम घर्षण, बहुत महंगा | चरम स्थिति, जैसे उच्च तापमान भट्टियां या अर्धचालक उपकरण |
| प्लास्टिक | हल्का, स्व-स्नेहन, शांत, सीमित भार क्षमता (≤150 किग्रा) | हल्के भार और शोर के प्रति संवेदनशील उपयोग जैसे प्रिंटर, घरेलू उपकरण, या चिकित्सा सहायक उपकरण |
नोट: कुछ मामलों में, कठोर वातावरण में स्थायित्व में सुधार करने और स्नेहन आवश्यकताओं को कम करने के लिए लीड स्क्रू को सतह कोटिंग्स (जैसे, PTFE-आधारित) के साथ बढ़ाया जाता है।
6.1लीड स्क्रू के अनुप्रयोग: उद्योग से लेकर रोज़मर्रा की रैखिक गति तक
लागत-प्रभावशीलता, स्व-लॉकिंग क्षमता और विभिन्न वातावरणों के अनुकूल होने जैसे लाभों के कारण, लीड स्क्रू का उपयोग कई क्षेत्रों में व्यापक रूप से किया जाता है। जब भी सुचारू और नियंत्रित रैखिक गति की आवश्यकता हो, लीड स्क्रू का उपयोग किया जा सकता है:
6.2औद्योगिक अनुप्रयोग:
- मशीन के उपकरण: खराद, सीएनसी मशीनों और मिलिंग मशीनों में वर्कटेबल्स और टूल फीड की स्थिति।
- स्वचालन और रोबोटिक्स: औद्योगिक रोबोटों में संयुक्त ड्राइव, स्वचालित उत्पादन लाइनों में सामग्री को धकेलना।
- भारी मशीनरी: स्क्रू प्रेस और जैक में बल संचरण; फिक्सचर और वाइस में क्लैम्पिंग तंत्र।
- परिशुद्ध विनिर्माण: 3D प्रिंटर, उत्कीर्णन मशीनों और रैपिड प्रोटोटाइपिंग प्रणालियों में उच्च-सटीकता वाली स्थिति निर्धारण।
6.3उपभोक्ता एवं दैनिक अनुप्रयोग:
- घरेलू उपकरण: ऊंचाई-समायोज्य डेस्क, कर्टेन मोटर और स्मार्ट लॉक में रैखिक ड्राइव।
- कार्यालय उपकरण: प्रिंटर और स्कैनर में पेपर फीडिंग और लेंस पोजिशनिंग।
- परिवहन: कार सीट समायोजन और सनरूफ संचालन के लिए रैखिक एक्ट्यूएटर्स।
6.4चिकित्सा अनुप्रयोग:
- चिकित्सा इमेजिंग उपकरण: एक्स-रे, एमआरआई और सीटी स्कैनर में रोगी के बिस्तर की स्थिति।
- न्यूनतम आक्रामक सर्जरी: स्वचालित शल्य चिकित्सा उपकरणों में सटीक सूक्ष्म-गतिविधियाँ।
- दवा वितरण: परिशुद्ध दवा उपकरणों में खुराक तंत्र।
नोट: चिकित्सा और अन्य विशिष्ट क्षेत्रों में लघुकरण आवश्यकताओं को पूरा करने के लिए लीड स्क्रू का निर्माण 0.5 मिमी या उससे भी छोटे व्यास के साथ किया जा सकता है।
7.0लीड स्क्रू बनाम बॉल स्क्रू: सही लीनियर मोशन घटक का चयन
लीड स्क्रू और बॉल स्क्रू, दोनों ही घूर्णी गति को रैखिक गति में परिवर्तित करते हैं, लेकिन उनकी संरचना और प्रदर्शन में काफ़ी अंतर होता है। चयन अनुप्रयोग आवश्यकताओं के आधार पर होना चाहिए:
| तुलना कारक | सीसे का पेंच | गेंद पेंच |
| कोर संरचना | स्क्रू और नट के बीच सीधा स्लाइडिंग संपर्क, कोई रोलिंग तत्व नहीं | नट में परिसंचारी बॉल बेयरिंग होते हैं, गति रोलिंग के माध्यम से प्रेषित होती है |
| क्षमता | कम (आमतौर पर ≤40%) | उच्च (आमतौर पर 85–95%) |
| शुद्धता | मध्यम (सामान्य अनुप्रयोगों के लिए उपयुक्त) | उच्च (बेहतर स्थिति और दोहराव) |
| स्व ताला लगा | आमतौर पर स्व-लॉकिंग (जब दक्षता <40%) | स्वतः लॉकिंग नहीं (बाहरी ब्रेक की आवश्यकता होती है) |
| लागत | कम (सरल संरचना, निर्माण में आसान) | उच्च (जटिल डिजाइन, सटीक मशीनिंग की आवश्यकता है) |
| शोर | कम (स्लाइडिंग संपर्क, शांत संचालन) | उच्चतर (गेंद के लुढ़कने से शोर उत्पन्न होता है) |
| भार क्षमता | मध्यम से भारी भार (कांस्य नट कई टन भार सहन कर सकते हैं) | मध्यम से भारी भार (कम प्रभाव प्रतिरोध) |
| पहनने और सेवा जीवन | तेजी से घिसाव, कम जीवनकाल | धीमी घिसावट, पूर्वानुमानित जीवन (L10 मानक) |
| विशिष्ट अनुप्रयोग | मध्यम/हल्का भार, कम गति, बजट-संवेदनशील, ऊर्ध्वाधर गति | उच्च गति, उच्च परिशुद्धता, निरंतर कार्य, दक्षता-महत्वपूर्ण अनुप्रयोग |
8.0सही लीड स्क्रू कैसे चुनें? मुख्य पैरामीटर और चयन सुझाव
लीड स्क्रू का चयन अनुप्रयोग आवश्यकताओं के आधार पर किया जाना चाहिए, तथा निम्नलिखित महत्वपूर्ण मापदंडों पर विशेष ध्यान दिया जाना चाहिए ताकि यह सुनिश्चित किया जा सके कि प्रदर्शन प्रणाली की आवश्यकताओं से मेल खाता है:
8.1भार क्षमता: अधिकतम और निरंतर भार का मिलान करें
- पीक लोडअचानक त्वरण या मंदी के दौरान तात्कालिक बल (निरंतर भार से 5 गुना तक हो सकता है)।
- निरंतर लोड: समय के साथ नट पर लगने वाला औसत भार (RMS मान), जो सीधे स्क्रू के L10 सेवा जीवन को निर्धारित करता है।
- सामग्री दिशानिर्देशप्लास्टिक के नट आमतौर पर ≤150 किलोग्राम भार सहन कर सकते हैं, जबकि कांसे के नट कई टन भार सहन कर सकते हैं। हमेशा वास्तविक भार स्थितियों के आधार पर चयन करें।
8.2गति: महत्वपूर्ण गति सीमा के भीतर संचालित करें
अधिकतम परिचालन गति स्क्रू की महत्वपूर्ण गति द्वारा सीमित होती है (इससे अधिक होने पर शाफ्ट में अत्यधिक कंपन और सुरक्षा जोखिम उत्पन्न होता है)।
अनुशंसित कार्य गति महत्वपूर्ण गति से ≤ 80% कम है। कम परिचालन गति ऊष्मा निर्माण को कम करने और छोटे कार्य चक्रों की आवश्यकता को समाप्त करने में मदद करती है।
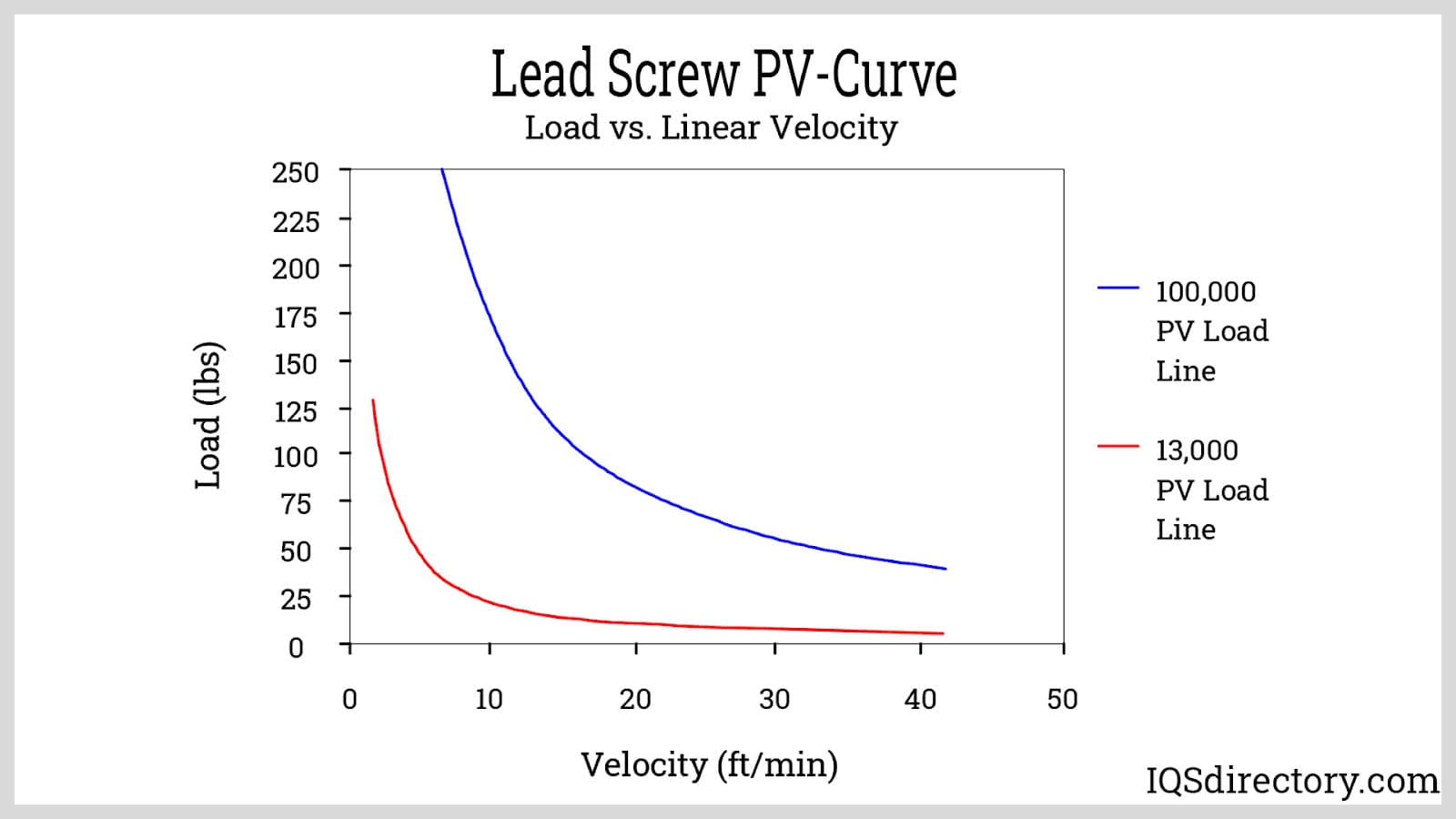
8.3दबाव-वेग कारक (पीवी मान): अतितापन से होने वाले नुकसान को रोकें
पीवी कारक नट-स्क्रू इंटरफेस पर सतही दबाव × स्लाइडिंग वेग का गुणनफल है, और यह पॉलिमर लीड स्क्रू असेंबली के लिए महत्वपूर्ण है।
अधिक भार के लिए घर्षण से उत्पन्न गर्मी और स्थायी क्षति से बचने के लिए कम गति की आवश्यकता होती है।
उच्च गति के लिए कम भार की आवश्यकता होती है, ताकि यह सुनिश्चित किया जा सके कि वास्तविक पी.वी. मान सामग्री की पी.वी. सीमा से नीचे रहे, जिससे सेवा जीवन बढ़ जाता है।
8.4पर्यावरण अनुकूलता: आईपी रेटिंग और सामग्रियों पर विचार करें
कठोर वातावरण (धूल, नमी, संक्षारण) के लिए, स्टेनलेस स्टील स्क्रू या PTFE-लेपित स्क्रू की सिफारिश की जाती है, जिसमें IP रेटिंग (धूल और पानी प्रतिरोध) पर ध्यान दिया जाता है।
स्वच्छ वातावरण (चिकित्सा, इलेक्ट्रॉनिक्स) के लिए, प्लास्टिक या एल्यूमीनियम स्क्रू वजन में कमी और शांत संचालन में लाभ प्रदान करते हैं।
8.5थ्रेड प्रकार: दक्षता और लोड दिशा का मिलान करें
- उच्च दक्षता वाले अनुप्रयोगों के लिए वर्गाकार धागे।
- एकदिशीय भारी भार के लिए बट्रेस धागे।
- सामान्य औद्योगिक उपयोग के लिए एक्मे (ट्रेपेज़ोइडल) धागे।
9.0निष्कर्ष
- स्थापित प्रौद्योगिकी
लीड स्क्रू एक सिद्ध रैखिक गति समाधान है, जिसका प्रदर्शन सीएनसी परिशुद्धता थ्रेड रोलिंग और 3-डाई थ्रेड रोलिंग जैसी विनिर्माण तकनीकों से काफी प्रभावित होता है। - चयन संबंधी विचार
सही स्क्रू का चयन करने के लिए लागत, भार आवश्यकताओं, सटीकता की मांग और पर्यावरणीय स्थितियों का मूल्यांकन करना आवश्यक है। - सर्वोत्तम अनुप्रयोग
- आदर्श: मध्यम से हल्के भार, कम गति की गति, ऊर्ध्वाधर स्थिति और लागत-संवेदनशील परियोजनाओं के लिए।
- इसके लिए कम उपयुक्त: उच्च गति, उच्च परिशुद्धता, या निरंतर-ड्यूटी अनुप्रयोग, जहां बॉल स्क्रू या अन्य उन्नत प्रणालियां बेहतर फिट हो सकती हैं।
संदर्भ
www.iqsdirectory.com/articles/ball-screw/lead-screws.html
www.progressiveautomations.com/blogs/how-to/lead-screw-questions-asked-answered
ractory.com/lead-screws/
kiwimotion.co.uk/technical-articles/ball-screws/ball-screw-vs-lead-screw/
blog.igus.ca/2021/06/03/what-is-a-lead-screw/




