

- 1.0चम्फर क्या है?
- 2.0चैम्फर्स के प्रकार
- 3.0चैम्फरिंग कैसे की जाती है?
- 4.0चम्फर्ड होल क्या है और इसे कैसे परिभाषित किया जाता है?
- 5.0चैम्फर बनाम रेडियस: क्या अंतर है?
- 6.0चैम्फरिंग क्यों महत्वपूर्ण है?
- 7.0सामान्य चैम्फरिंग टूल श्रेणियाँ और अनुप्रयोग गाइड
- 8.0उपकरण चयन गाइड (अनुप्रयोग परिदृश्य के अनुसार)
- 9.0CAD में चैम्फर्ड एज क्या है?
- 10.0CAD में चैम्फर कैसे बनाएं
- 11.0चैम्फर बनाम ब्रेक एज
- 12.0चैम्फर बनाम काउंटरसिंक
- 13.0चैम्फर बनाम डेबरिंग
- 14.0इंजीनियरिंग में चैम्फर क्या है?
1.0चम्फर क्या है?
चैम्फर एक आम एज ट्रीटमेंट है जिसका इस्तेमाल मशीनिंग और विनिर्माण में पार्ट के किनारों से तीखे कोनों को हटाने के लिए किया जाता है। यह कार्यक्षमता में सुधार करता है, सुरक्षा को बढ़ाता है, और पार्ट की दृश्य अपील में योगदान देता है।
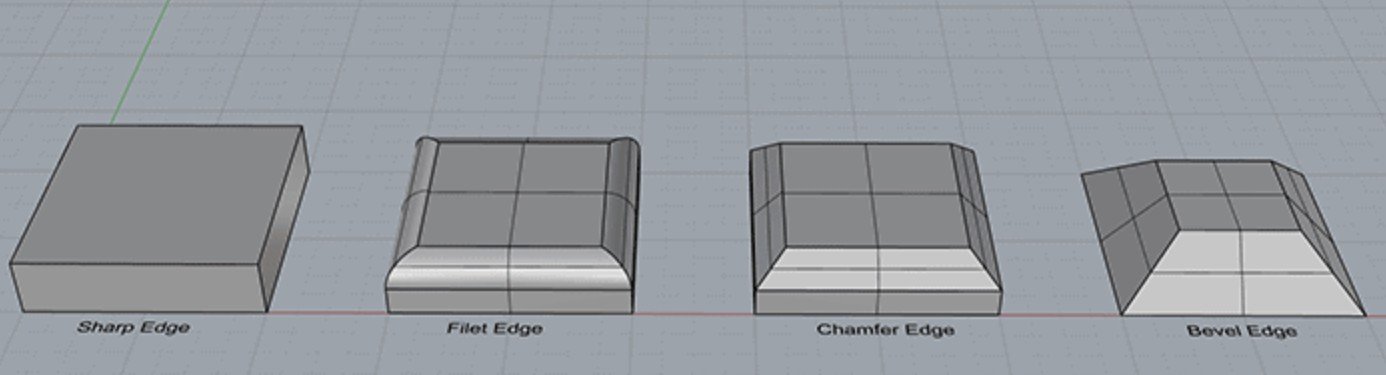
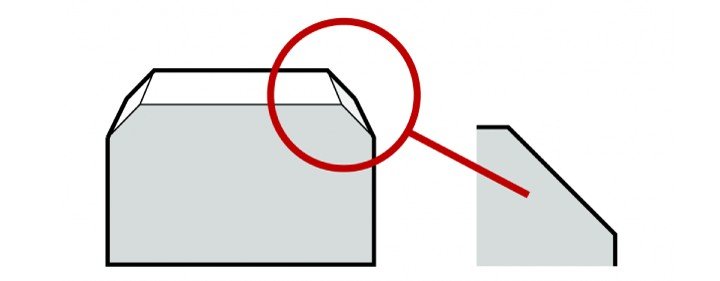
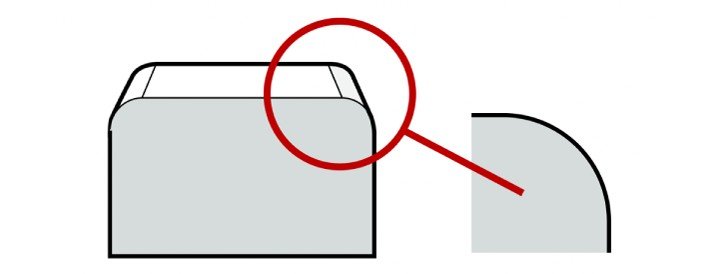
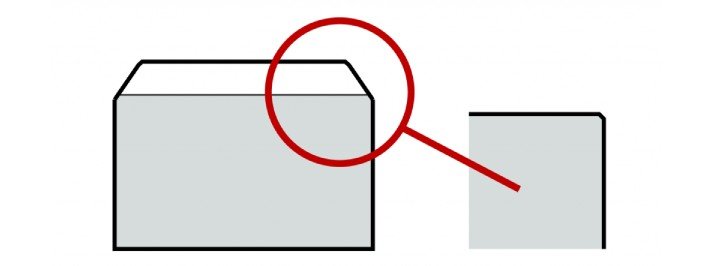
चैम्फर एक सपाट सतह होती है जिसे एक विशिष्ट कोण पर सेट किया जाता है, जिसका उपयोग आम तौर पर दो आसन्न सतहों के बीच एक तीखे 90-डिग्री कोने को बदलने के लिए किया जाता है। फिलेट के विपरीत, जो एक गोल संक्रमण है, चैम्फर एक सीधा किनारा बेवल बनाता है। सबसे अधिक इस्तेमाल किया जाने वाला चैम्फर कोण 45° है, हालांकि डिजाइन या कार्यात्मक आवश्यकताओं के आधार पर 30°, 60° या अन्य कस्टम कोण लागू किए जा सकते हैं।
धातु, प्लास्टिक और अन्य सामग्रियों से बने भागों पर चैम्फरिंग का व्यापक रूप से उपयोग किया जाता है। उदाहरण के लिए, लैपटॉप या स्मार्टफोन के आवरण के किनारों को अक्सर चैम्फर किया जाता है या दबाया जाता है ताकि स्पर्श का अनुभव अधिक सहज हो और हैंडलिंग के दौरान असुविधा न हो।
2.0चैम्फर्स के प्रकार
चैम्फर्स को ज्यामिति और अनुप्रयोग के आधार पर निम्नलिखित सामान्य प्रकारों में वर्गीकृत किया जा सकता है:
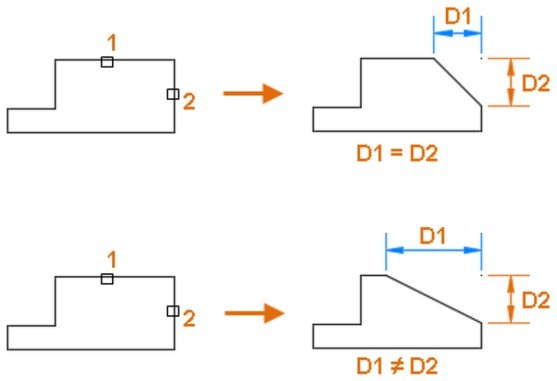
- मानक चैम्फर (45° समान दूरी):
यह सबसे आम चैम्फर प्रकार है, जिसे दो आसन्न सतहों पर समान रूप से काटकर बनाया जाता है, आमतौर पर 45 डिग्री के कोण पर। यह समरूपता, आसान मशीनीकरण और दोहराव प्रदान करता है, जो इसे ब्लॉक, ब्रैकेट और सपाट भागों के लिए आदर्श बनाता है। यह अधिकांश CAD सिस्टम में डिफ़ॉल्ट चैम्फर विकल्प भी है। - दूरी और कोण द्वारा चम्फर (कस्टम कोण):
इस प्रकार को एक रैखिक ऑफसेट और एक कस्टम कोण (जैसे, 30°, 60°) निर्दिष्ट करके परिभाषित किया जाता है। इसका उपयोग वहां किया जाता है जहां ढलान की सटीकता या मेटिंग घटकों के साथ संरेखण की आवश्यकता होती है। अक्सर उन असेंबली में लागू किया जाता है जिनमें निर्देशित सम्मिलन या निकासी प्रबंधन की आवश्यकता होती है। - असममित चैम्फर (दो-दूरी चैम्फर):
इस मामले में, दो आसन्न सतहों पर चैम्फर की लंबाई समान नहीं होती है, जिससे एक असमान कोण बनता है। यह तब उपयुक्त होता है जब एक तरफ जगह सीमित होती है या जब असेंबली के दौरान किसी विशिष्ट दिशा में बल लगाने की आवश्यकता होती है। असममित यांत्रिक डिज़ाइन में आम। - होल एज चैम्फर (लीड-इन चैम्फर):
स्क्रू या बोल्ट को डालने में सहायता करने, किनारे की क्षति को कम करने और थ्रेड्स की सुरक्षा के लिए ड्रिल किए गए या मशीनी छेद के प्रवेश द्वार के आसपास लगाया जाता है। आमतौर पर इसे "C1.0 × 45°" के रूप में नामित किया जाता है। थ्रेडेड होल, लोकेटिंग फीचर्स और काउंटरसंक डिज़ाइन में आम है। - अंतिम फेस चम्फर:
शाफ्ट, ट्यूब या डिस्क के अंतिम चेहरे के चारों ओर एक बेवल एज लगाया जाता है। यह दृश्य उपस्थिति को बढ़ाता है, तीखे किनारों को कम करता है, और संरेखण में सहायता करता है। घूर्णन घटकों में, यह किनारे के घिसाव को कम करने में भी मदद करता है और तनाव सांद्रता को दूर करने के लिए अक्सर फिलेट्स के साथ उपयोग किया जाता है। - कस्टम चैम्फर प्रोफ़ाइल:
एयरोस्पेस, चिकित्सा उपकरणों और टूलींग जैसे उच्च परिशुद्धता या उच्च-विशिष्ट अनुप्रयोगों में उपयोग किया जाता है। इनमें परिवर्तनशील कोण, घुमावदार संक्रमण या मिश्रित सतहें शामिल हो सकती हैं। आमतौर पर बहु-अक्ष सीएनसी मशीनिंग, बारीक पीसने या उन्नत 3D मॉडलिंग की आवश्यकता होती है, जिसमें परिभाषाएँ CAD के माध्यम से संभाली जाती हैं।
3.0चैम्फरिंग कैसे की जाती है?
चैम्फरिंग को विभिन्न मशीनिंग विधियों के माध्यम से प्राप्त किया जा सकता है, जो भाग की ज्यामिति, आवश्यक परिशुद्धता और उत्पादन सेटअप पर निर्भर करता है। सामान्य प्रक्रियाओं में टर्निंग, मिलिंग, ड्रिलिंग और ग्राइंडिंग शामिल हैं।
टर्निंग चैम्फर्स:
बेलनाकार भागों के लिए सबसे उपयुक्त है और आम तौर पर खराद पर किया जाता है। काटने वाले उपकरण को एक बेवल किनारा बनाने के लिए घूमते हुए वर्कपीस में डाला जाता है।
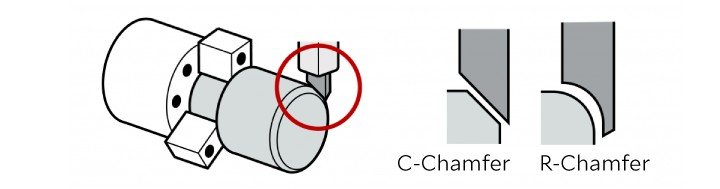
सामान्य उपकरण:
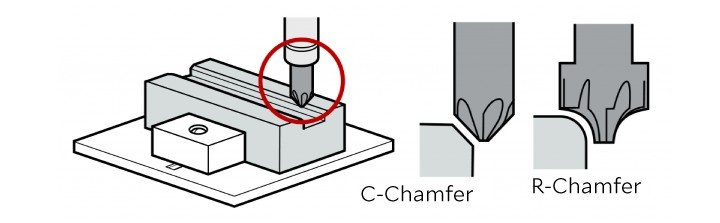
- 45° सीधा उपकरण: सी-प्रकार (रैखिक) चैम्फर्स के लिए उपयोग किया जाता है
- रेडियस उपकरण: आर-प्रकार (गोलाकार) चैम्फर्स के लिए उपयोग किया जाता है
यह विधि उच्च मात्रा में उत्पादन तथा शाफ्टों और इसी प्रकार के घटकों की सटीक चैम्फरिंग के लिए आदर्श है।
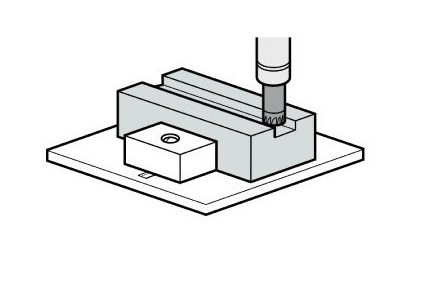
मिलिंग चैम्फर्स:
इसका उपयोग समतल सतहों या बाहरी आकृति के लिए किया जाता है, जहां एक घूर्णन उपकरण स्थिर कार्यवस्तु पर चम्फर को काटता है।
सामान्य उपकरण:
- चम्फर मिलिंग कटर: सी-टाइप चम्फर के लिए उपयोग किया जाता है
- कॉर्नर राउंडिंग एंड मिल: आर-टाइप चैम्फर्स के लिए उपयोग किया जाता है
मिलिंग उच्च लचीलापन प्रदान करती है और जटिल भागों पर स्थानीयकृत चैम्फरिंग के लिए उपयुक्त है।
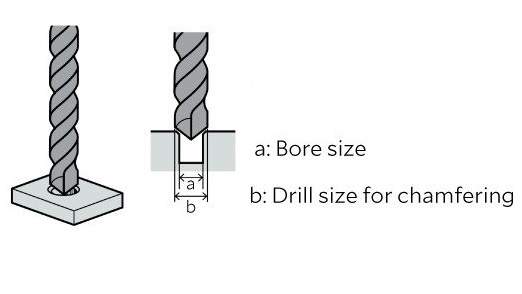
ड्रिलिंग चैम्फर्स:
एक बड़े व्यास वाले ड्रिल बिट का उपयोग करके छेद प्रविष्टियों पर पतला किनारा बनाने के लिए लागू किया जाता है। यह विधि व्यक्तिगत छेदों के लिए त्वरित और प्रभावी है।
नोट: हालांकि यह तकनीक कुशल है, लेकिन किनारे पर द्वितीयक गड़गड़ाहट पैदा कर सकती है। एक साफ छेद खत्म सुनिश्चित करने के लिए अक्सर बाद में एक बॉल-एंड मिल या विशेष डिबरिंग टूल का उपयोग किया जाता है।
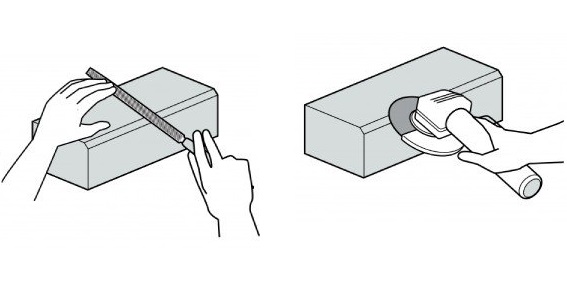
पीसना और मैनुअल चैम्फरिंग:
अनियमित या नाजुक क्षेत्रों पर डेबरिंग या छोटे चैम्फर लगाने के लिए उपयोग किया जाता है।
सामान्य उपकरण:
- डिस्क ग्राइंडर
- हाथ फ़ाइल
आम तौर पर लाइन चैम्फर या सामान्य एज स्मूथिंग के लिए उपयोग किया जाता है। उच्च परिशुद्धता अनुप्रयोगों के लिए अनुशंसित नहीं है। उत्पादन में निरंतर गुणवत्ता के लिए, स्वचालित डिबरिंग सिस्टम मैन्युअल तरीकों से बेहतर हैं।
4.0चम्फर्ड होल क्या है और इसे कैसे परिभाषित किया जाता है?
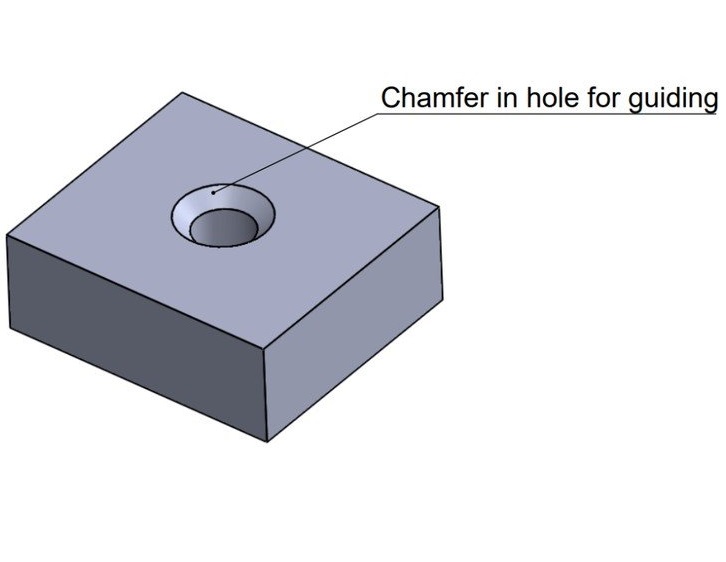
चैम्फर्ड होल से तात्पर्य ऐसे छेद से है जिसका प्रवेश किनारा एक विशिष्ट कोण पर बेवल किया गया हो, आमतौर पर 45°। यह कोणीय सतह कई कार्यात्मक उद्देश्यों को पूरा करती है:
विधानसभा मार्गदर्शन: स्क्रू, बोल्ट, पिन, बुशिंग और अन्य घटकों को सुचारू रूप से लगाने में सहायता करता है।
किनारे की सुरक्षा: छेद के आसपास घिसाव, टूटने या किनारा टूटने का जोखिम कम हो जाता है।
गड़गड़ाहट हटाना: थ्रेडेड छिद्रों में, चैम्फरिंग उन गड़गड़ाहटों को दूर करने में मदद करती है जो संयोजित भागों में बाधा उत्पन्न कर सकती हैं या थ्रेड्स को नुकसान पहुंचा सकती हैं।
बेहतर संरचनात्मक अखंडता: छेद के आसपास तनाव की सांद्रता को कम करता है, जिससे सेवा जीवन लम्बा होता है।
तकनीकी रेखाचित्रों में चम्फर संकेतन:
छिद्रों पर चैम्फर सामान्यतः निम्नलिखित प्रारूपों में से एक में निर्दिष्ट किए जाते हैं:
सी1.0 × 45°: 45° कोण पर 1.0 मिमी की चैम्फर गहराई को इंगित करता है।
2 × 45°: 45° कोण पर 2 मिमी की चैम्फर चौड़ाई को इंगित करता है।
चैम्फर्ड होल का इस्तेमाल थ्रेडेड होल, डॉवेल होल, लोकेटिंग होल और काउंटरसिंक में व्यापक रूप से किया जाता है। वे सटीक इंजीनियरिंग में एक मानक डिजाइन अभ्यास हैं जहां विश्वसनीय असेंबली और स्थायित्व महत्वपूर्ण हैं।
5.0चैम्फर बनाम रेडियस: क्या अंतर है?
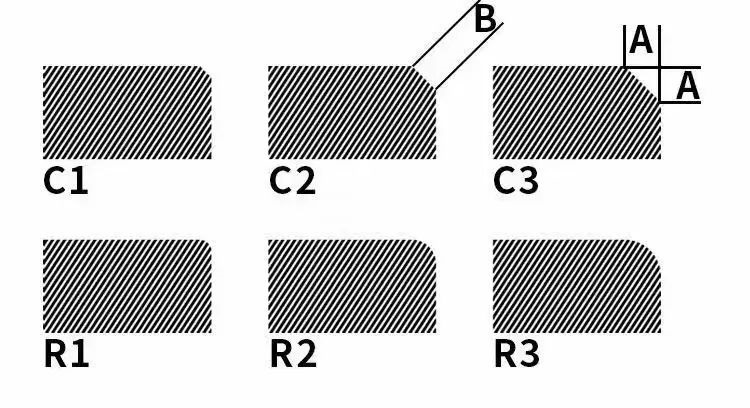
यांत्रिक डिजाइन और विनिर्माण में, चैम्फर्स और रेडी (या फिलेट्स) दोनों का उपयोग भागों से तीखे किनारों को हटाने के लिए किया जाता है। उनका उद्देश्य फिट, सुरक्षा, संरचनात्मक अखंडता और उपस्थिति में सुधार करना है। हालाँकि, वे आकार, अनुप्रयोग और विनिर्माण दृष्टिकोण में काफी भिन्न हैं।
| तुलना आइटम | नाला | त्रिज्या / पट्टिका |
| ज्यामिति | कोणीय सतह (आमतौर पर सीधी) | घुमावदार सतह (सुचारू संक्रमण) |
| विशिष्ट कोण/आकार | सामान्यतः 45°, 30°, 60° आदि भी हो सकता है। | त्रिज्या द्वारा परिभाषित, उदाहरणार्थ, R1.0, R3.0 |
| अनुप्रयोग क्षेत्र | किनारे, छेद प्रविष्टियाँ, संरेखण विशेषताएँ | बाहरी आकृतियाँ, कोने, किनारे जंक्शन |
| डिजाइन उद्देश्य | तेज किनारों को हटाएं, संयोजन को निर्देशित करें, संयोजन को सरल बनाएं, तनाव से मुक्ति दिलाएं | उपस्थिति में सुधार, कोनों को मजबूत करना, तनाव एकाग्रता को कम करना |
| मशीनिंग विधियाँ | मिलिंग, टर्निंग और ड्रिलिंग | मिलिंग, सीएनसी मशीनिंग, मोल्ड बनाने |
| सीएडी संकेतन | C1.0 × 45° (गहराई × कोण) | R2.0 (त्रिज्या विनिर्देश) |
टिप्पणी:तकनीकी रूप से, एक नाला एक सीधे कोण वाले कट को संदर्भित करता है, जबकि एक RADIUS या पट्टिका एक गोल संक्रमण को इंगित करता है। अनौपचारिक उपयोग में, शब्द झुकना कभी-कभी चैम्फर के साथ एक दूसरे के स्थान पर प्रयोग किया जाता है, लेकिन इंजीनियरिंग ड्राइंग और सीएडी मॉडल में, उन्हें स्पष्ट रूप से अलग किया जाना चाहिए।
6.0चैम्फरिंग क्यों महत्वपूर्ण है?
चैम्फरिंग एक आवश्यक डिजाइन और विनिर्माण प्रक्रिया है जिसका उपयोग उच्च गुणवत्ता वाले भागों और शीट मेटल फैब्रिकेशन में किया जाता है। यह सुरक्षा, असेंबली दक्षता, स्थायित्व और कनेक्शन प्रदर्शन को बेहतर बनाने में महत्वपूर्ण भूमिका निभाता है। प्रमुख लाभों में शामिल हैं:
- बेहतर सुरक्षा:
मशीन से बने धातु के हिस्सों में अक्सर तीखे किनारे या खुरदरेपन होते हैं जो हैंडलिंग, इंस्टॉलेशन या उपयोग के दौरान कट या चोट का कारण बन सकते हैं। चैम्फरिंग इन तीखे कोनों को हटा देता है, जिससे नुकसान का जोखिम कम हो जाता है - खासकर उन उत्पादों में जिन्हें बच्चों द्वारा संभाला जा सकता है, जहाँ अतिरिक्त सुरक्षा के लिए बड़े चैम्फर की आवश्यकता हो सकती है। - सरलीकृत विधानसभा:
चांफर स्क्रू, पिन या फास्टनर जैसे घटकों के लिए लीड-इन के रूप में कार्य करते हैं। वे भागों को मेटिंग होल में गाइड करने, हस्तक्षेप को कम करने और संरेखण की कठिनाई को कम करने में मदद करते हैं - अंततः असेंबली प्रक्रिया को गति देते हैं। - तनाव एकाग्रता में कमी:
90 डिग्री के तीखे किनारे लोड या कंपन के तहत तनाव संकेन्द्रण के बिंदु बन सकते हैं, जिससे दरारें या थकान विफलता हो सकती है। चैम्फर महत्वपूर्ण जंक्शनों पर तनाव को अधिक समान रूप से वितरित करने में मदद करते हैं, जिससे समग्र संरचनात्मक विश्वसनीयता में सुधार होता है। - उन्नत स्थायित्व और यांत्रिक अखंडता:
तेज किनारों पर घर्षण या प्रभाव के कारण समय के साथ टूटने, दरार पड़ने या अलग होने का खतरा रहता है। चम्फर्ड किनारे एक सहज संक्रमण प्रदान करते हैं, जिससे क्षति की संभावना कम हो जाती है और ढीले मलबे को मशीनरी में प्रवेश करने से रोका जाता है - जिससे विफलता का जोखिम कम हो जाता है। - अनुकूलित संयुक्त प्रदर्शन:
चैम्फर वेल्डिंग, बॉन्डिंग या बोल्टेड कनेक्शन के लिए बेहतर एज कंडीशन बनाते हैं। वे स्ट्रेस राइज़र को कम करने, सीलिंग सतहों को बेहतर बनाने और संयुक्त अखंडता को मजबूत करने में मदद करते हैं। - विनिर्माण दक्षता में वृद्धि:
उच्च-मात्रा उत्पादन में, चैम्फरिंग को CNC प्रोग्रामिंग के माध्यम से मानकीकृत और स्वचालित किया जा सकता है। इससे मैन्युअल फिनिशिंग कम हो जाती है, भागों में एकरूपता बढ़ती है, और समग्र उत्पादन थ्रूपुट में सुधार होता है।

7.0सामान्य चैम्फरिंग टूल श्रेणियाँ और अनुप्रयोग गाइड
चैम्फरिंग धातुकर्म में एक आम परिष्करण कार्य है, जिसका उपयोग तीखे किनारों को हटाने, संयोजन में सहायता करने, वेल्ड की गुणवत्ता में सुधार करने या भाग की सुंदरता को बढ़ाने के लिए किया जाता है। मशीनिंग विधि, भाग की ज्यामिति और अनुप्रयोग संदर्भ के आधार पर, चैम्फरिंग उपकरणों को चार मुख्य प्रकारों में वर्गीकृत किया जा सकता है:
7.1चम्फरिंग मशीनें
- बेंच-टॉप चैम्फरिंग मशीनें: शीट धातु, फ्लैट बार, पाइप - बैच उत्पादन के लिए उच्च स्थिरता; समायोज्य कोण और गहराई
- हाथ से चलने वाले चैम्फरिंग उपकरण: अनियमित किनारे, ऑन-साइट मरम्मत - पोर्टेबल और लचीला; छोटे बैचों और परिवर्तनीय आकृतियों के लिए आदर्श
- पाइप चैम्फरिंग मशीनेंस्टील और स्टेनलेस स्टील पाइप - पाइप के सिरों के लिए डिज़ाइन किया गया; एक ही पास में आंतरिक, बाहरी और सामने की चैम्फरिंग
- डबल-हेड चैम्फरिंग मशीनें: रॉड और ट्यूब के सिरे - एक साथ दोहरे सिरे की प्रसंस्करण; उच्च दक्षता और परिशुद्धता; स्वचालित लाइनों के लिए आदर्श (उदाहरण के लिए, सर्वो-चालित मॉडल)
7.2सीएनसी चम्फरिंग उपकरण (खराद/मिल/सीएनसी उपयोग के लिए)
- चम्फर इंसर्ट: सीएनसी लेथ्स - टूल होल्डर्स पर स्थापित; निरंतर, दोहराए जाने वाले चैम्फरिंग के लिए उपयुक्त
- चम्फर एंड मिल्स: सीएनसी मशीनिंग केंद्र - सामान्य कोण: 30° / 45° / 60°; किनारे और छेद चैम्फरिंग के लिए आदर्श
- केंद्र अभ्यास: चैम्फरिंग के साथ छेद की स्थिति निर्धारण – पायलट छेद और चैम्फर एक ही चरण में पूरा किया गया
- संयोजन चम्फर उपकरण: आंतरिक और बाहरी किनारे का एकीकरण - एक ही ऑपरेशन में चैम्फरिंग, डेबरिंग और किनारे को गोल करने जैसी मिश्रित प्रक्रियाओं के लिए कुशल
7.3मैनुअल और हल्के वजन वाले चैम्फरिंग उपकरण (मरम्मत और किनारे की फिनिशिंग के लिए)
- डिबर्रिंग उपकरण: आंतरिक छिद्र, तीखे किनारे - हाथ से संचालित; कॉम्पैक्ट और उपयोग में आसान; स्थानीय परिष्करण के लिए उपयुक्त
- मैनुअल चैम्फर चाकू: किनारे, छेद प्रवेश - त्वरित और सरल संचालन; नरम धातुओं या हल्के-कर्तव्य कार्य के लिए आदर्श
- फ़ाइलें / पीसने वाले पहिये / सैंडपेपर: विभिन्न किनारा ज्यामिति - कम लागत, लचीला संचालन; मैनुअल किनारा परिष्करण और सतह चौरसाई के लिए उपयोगी


7.4लेजर / प्लाज्मा / वॉटरजेट कटिंग के लिए चैम्फरिंग अटैचमेंट
इन्हें किनारे परिवर्तन और बेवल तैयारी के लिए स्वचालित प्रणालियों में एकीकृत किया गया है:
- कोण नियंत्रण मॉड्यूल के साथ लेजर कटिंग हेड: 45° बेवेल के लिए उपयुक्त
- प्लाज्मा बेवल कटिंग हेड: काटने के दौरान उच्च गति बेवलिंग के लिए डिज़ाइन किया गया
- मल्टी-एक्सिस वॉटरजेट टिल्ट हेड्स: कोणीय नियंत्रण के माध्यम से सटीक किनारा चैम्फरिंग की अनुमति दें
7.5अनुशंसित सहायक उपकरण और उपकरण युग्मन
एंगल ग्राइंडर उपयोगकर्ताओं के लिएफ्लैप डिस्क अत्यधिक अनुशंसित हैं
आंतरिक कोनों के लिए घुमावदार फ्लैप डिस्क; सपाट किनारों के लिए सीधी फ्लैप डिस्क
अलौह धातुओं के लिए, तापीय मलिनकिरण और संक्षारण को कम करने के लिए शीतलक योजक के साथ घर्षण कपड़े का उपयोग करें
डाई ग्राइंडर / न्यूमेटिक ग्राइंडर उपयोगकर्ताओं के लिए: कार्बाइड बर्स का उपयोग करें
निर्माण: टंगस्टन कार्बाइड कटिंग हेड + टूल स्टील शैंक
दाँत प्रोफाइल:
- Z6 क्रॉस कट: उच्च सामग्री हटाने की दर; तेजी से प्रसंस्करण के लिए उपयुक्त
- Z3 सिंगल कट: चिकनी सतह खत्म पैदा करता है
- जहाज निर्माण प्रोफ़ाइल: भारी-भरकम कार्यों के लिए अनुकूलित; लगभग 30% उच्च निष्कासन दर
8.0उपकरण चयन गाइड (अनुप्रयोग परिदृश्य के अनुसार)
आवेदन की आवश्यकता: अनुशंसित उपकरण प्रकार
- पाइप अंत तैयारी: पाइप चैम्फरिंग मशीन, डबल-हेड चैम्फरिंग मशीन
- सीएनसी मशीन वाले भाग: चम्फर एंड मिल्स, चम्फर इंसर्ट
- अनियमित किनारे / ऑन-साइट मरम्मत: हैंडहेल्ड चैम्फरिंग उपकरण, मैनुअल चैम्फर चाकू
- स्वचालित उच्च-मात्रा लाइनें: सीएनसी टूलींग सिस्टम, सर्वो-चालित चैम्फरिंग मशीनें
- वेल्डिंग की तैयारी के लिए बेवेलिंग: लेजर या प्लाज्मा बेवल कटिंग सिस्टम
9.0CAD में चैम्फर्ड एज क्या है?
सीएडी (कंप्यूटर-एडेड डिज़ाइन) में, चैम्फर का मतलब दो प्रतिच्छेदित चेहरों के बीच एक कोणीय संक्रमण सतह का निर्माण करना है, जो मूल तीखे किनारे की जगह लेता है। यह डिज़ाइन तत्व न केवल वास्तविक दुनिया के विनिर्माण विवरणों का अनुकरण करता है, बल्कि कार्यात्मक लाभ भी प्रदान करता है:
- बेहतर संयोजन क्षमता: चम्फर्ड किनारे, संयोजन भागों को निर्देशित करने में सहायता करते हैं, जिससे संयोजन सटीकता और दक्षता बढ़ती है।
- उन्नत संरचनात्मक प्रदर्शन: तीखे कोनों के कारण उत्पन्न तनाव सांद्रता को कम करता है, जिससे समग्र भाग की शक्ति बढ़ जाती है।
- बेहतर उपस्थिति और विनिर्माण क्षमता: स्पष्ट प्रक्रिया नियोजन और डाउनस्ट्रीम परिचालन के लिए मशीनिंग सुविधाओं का प्रतिनिधित्व करता है।
अधिकांश मुख्यधारा CAD सॉफ्टवेयर (जैसे ऑटोकैड, सॉलिडवर्क्स और फ्यूजन 360) कई चैम्फर परिभाषा विधियों का समर्थन करते हैं:
- समान दूरी वाला चैम्फर: दोनों समीपवर्ती चेहरों पर समान ऑफसेट लागू करता है (जिसे सामान्यतः C-प्रकार चैम्फर के रूप में जाना जाता है)।
- दूरी और कोण संयोजन: एक विशिष्ट किनारे की लंबाई और संगत कोण को परिभाषित करता है।
- असममित चम्फर: प्रत्येक आसन्न फलक को अलग-अलग दूरियां प्रदान करता है।
चैम्फर्स को आमतौर पर 3D मॉडलिंग के प्रारंभिक चरणों के दौरान परिभाषित किया जाता है और विनिर्माण और निरीक्षण में सहायता के लिए 2D तकनीकी चित्रों में स्वचालित रूप से दर्शाया जाता है।
10.0CAD में चैम्फर कैसे बनाएं
10.1विधि 1: समान दूरी वाला चैम्फर (सममित)
दोनों समीपवर्ती किनारों पर समान चैम्फर दूरी लागू करने के लिए उपयोग किया जाता है - आमतौर पर मानक सी-प्रकार के चैम्फरों के लिए उपयोग किया जाता है।
चरण:
- का चयन करें नाला “संशोधित करें” या “विशेषताएँ” मेनू से टूल चुनें.
- उस किनारे या कोने का चयन करें जहां चैम्फर लगाया जाएगा।
- एक समान दूरी दर्ज करें (जैसे, 2 मिमी).
- पुष्टि करें और चैम्फर लागू करें।
10.2विधि 2: दूरी और कोण चैम्फर
विशिष्ट मार्गदर्शक कोण की आवश्यकता वाली सुविधाओं के लिए आदर्श, जैसे कि पिन इन्सर्ट या छेदों के लिए लीड-इन्स।
चरण:
- सक्रिय करें नाला
- लक्ष्य किनारे का चयन करें.
- रेखीय दूरी (जैसे, 3 मिमी) और वांछित कोण (जैसे, 45°) सेट करें।
- सॉफ्टवेयर स्वचालित रूप से कोणीय सतह बनाएगा - आवेदन करने की पुष्टि करें।
10.3विधि 3: दो-दूरी चम्फर (असममित)
प्रत्येक चेहरे को अलग-अलग चैम्फर लंबाई प्रदान करके गैर-सममित संयोजनों या स्थान-बाधित क्षेत्रों के लिए उपयोग किया जाता है।
चरण:
- लॉन्च करें नाला उपकरण का उपयोग करें और लक्ष्य किनारे का चयन करें.
- आसन्न फलकों के लिए दो अलग-अलग दूरियां निर्धारित करें (जैसे, भुजा A: 5 मिमी, भुजा B: 2 मिमी)।
- असममित कक्ष उत्पन्न करने की पुष्टि करें।
11.0चैम्फर बनाम ब्रेक एज
ब्रेक एज एक बहुत छोटे चैम्फर को संदर्भित करता है - आमतौर पर 0.01 मिमी से 0.5 मिमी तक - सुरक्षा और हैंडलिंग में आसानी के लिए तेज कोनों को हटाने के लिए लागू किया जाता है। इसे एक गैर-महत्वपूर्ण, कार्यात्मक विशेषता माना जाता है और आमतौर पर तकनीकी रेखाचित्रों में इस तरह के नोटों के साथ संकेत दिया जाता है:
“सभी तीखे किनारों को तोड़ दो।”
“गड़बड़ और तीखे कोनों को हटाएँ”
विशेषताएँ:
आयामी सटीकता की सख्त आवश्यकता नहीं है
आमतौर पर मैन्युअल रूप से या स्वचालित डिबरिंग के माध्यम से किया जाता है; एक प्रक्रिया परंपरा माना जाता है
नालाइसके विपरीत, यह नियंत्रित आयामों और कोणों के साथ एक सटीक रूप से परिभाषित डिज़ाइन विशेषता है। इसके कार्य एज सॉफ्टनिंग से परे हैं और इसमें शामिल हैं:
- विधानसभा मार्गदर्शन
- तनाव एकाग्रता में कमी
- सौंदर्य संवर्धन
- सटीक फिट या संरेखण
चैम्फर आमतौर पर सीएडी मॉडल के भीतर निर्दिष्ट किए जाते हैं और तकनीकी चित्रों में स्पष्ट रूप से एनोटेट किए जाते हैं (उदाहरण के लिए, सी1.0 × 45°), को जानबूझकर और नियंत्रित ज्यामितीय तत्वों के रूप में माना जाता है।
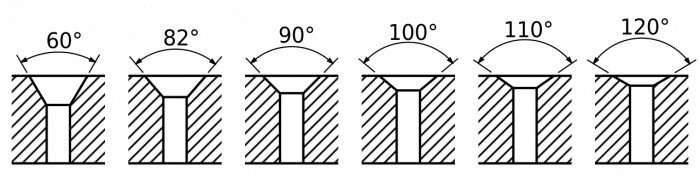
12.0चैम्फर बनाम काउंटरसिंक
यद्यपि दोनों में ढलान वाली सतहें शामिल हैं, फिर भी उनके कार्य और डिजाइन उद्देश्य काफी भिन्न हैं:
| वर्ग | नाला | धँसाना |
| समारोह | किनारा तोड़ना, संयोजन मार्गदर्शन, संरेखण, और सौंदर्यशास्त्र | सतह के साथ समतल-सिर वाले स्क्रू को लगाना |
| जगह | कोई भी किनारा (आंतरिक या बाहरी) | अंदर के छेद |
| ज्यामिति | सरल कोणीय चेहरा | शंक्वाकार अवकाश, आमतौर पर संकेंद्रित |
| सामान्य कोण | 30°, 45°, 60° (अनुकूलन योग्य) | 82°, 90° (मानकीकृत) |
| विशिष्ट कॉलआउट | सी1.0 × 45° | काउंटरसिंक Ø8 × 90° |
| स्क्रू फिटमेंट | सम्मिलन में सहायता कर सकता है लेकिन स्क्रू-विशिष्ट नहीं | मानक फ्लैट-हेड स्क्रू विनिर्देशों से मेल खाता है |
सारांशकाउंटरसिंक मानकीकृत होते हैं और फास्टनरों के लिए विशेष उद्देश्य से निर्मित होते हैं, जबकि चैम्फर व्यापक उद्देश्यों की पूर्ति करते हैं और अधिक डिज़ाइन लचीलापन प्रदान करते हैं।
13.0चैम्फर बनाम डेबरिंग
दोनों प्रक्रियाएं किनारे की गुणवत्ता में सुधार करती हैं, लेकिन वे उद्देश्य, विधि और नियंत्रण में भिन्न हैं:
| वर्ग | नाला | deburring |
| परिभाषा | एक सटीक आयाम वाला कोणीय कट | गड़गड़ाहट को हटाकर किनारे को परिष्कृत करना |
| नियंत्रण | CAD में परिभाषित, सख्ती से आयामित | प्रायः बिना निर्दिष्ट आकार के; प्रक्रिया-संचालित |
| तरीका | टर्निंग, मिलिंग, सीएनसी मशीनिंग | पीसना, ब्रश करना, मैनुअल फाइलिंग, कंपन, आदि। |
| उद्देश्य | कार्यात्मक या संरचनात्मक विशेषता | सुरक्षा और सतह परिष्करण में सुधार |
| रूप | निश्चित कोण और गहराई | अनियमित, गोल, या सूक्ष्म-चम्फरयुक्त |
सारांशचैम्फरिंग डिज़ाइन-उन्मुख और आयामी रूप से नियंत्रित होती है, जबकि डेबरिंग सुरक्षा और सतह की सफाई पर केंद्रित होती है। कार्यात्मक और विनिर्माण आवश्यकताओं के आधार पर दोनों को अलग-अलग या संयोजन में लागू किया जा सकता है।
14.0इंजीनियरिंग में चैम्फर क्या है?
इंजीनियरिंग में, नाला यह एक सटीक रूप से मशीनीकृत कोण वाली सतह है जिसे किसी भाग पर तेज धार को बदलने के लिए लगाया जाता है। जब तक अन्यथा निर्दिष्ट न किया जाए, मानक चैम्फर कोण आमतौर पर 45° होता है।
चैम्फर्स के प्राथमिक कार्य:
- तीखे कोनों को हटाना: तनाव संकेन्द्रण बिन्दुओं को कम करता है और संरचनात्मक अखंडता को बढ़ाता है।
- विधानसभा सहायता: फास्टनरों को छेदों में गाइड करता है या संयोजन के दौरान भागों के संरेखण में सहायता करता है।
- सुरक्षा सुधार: कटने, प्रभाव क्षति, या हैंडलिंग से संबंधित चोटों के जोखिम को कम करता है।
- इंटरफ़ेस अनुकूलन: संपर्क सतहों को चिकना करके वेल्ड, चिपकने वाले बंधन, या बोल्ट जोड़ों की गुणवत्ता में सुधार करता है।
तकनीकी रेखाचित्रों में, विनिर्माण योग्यता और निरीक्षण स्थिरता सुनिश्चित करने के लिए चैम्फर्स का आयाम और सहनशीलता अंतर्राष्ट्रीय इंजीनियरिंग मानकों के अनुसार होनी चाहिए। सामान्य मानकों में शामिल हैं:
- एएसएमई Y14.5
- आईएसओ 13715
ये मानक परिशुद्ध यांत्रिक डिजाइन में पुनरावृत्ति और विश्वसनीयता प्राप्त करने के लिए महत्वपूर्ण हैं।
संदर्भ
violintec.com/sheet-metal-and-stamped-parts/chamfers-vs-radii-in-sheet-metal-fabrication-know-the-difference/
https://en.wikipedia.org/wiki/Chamfer



