

1.0ब्रश्ड स्टेनलेस स्टील की परिभाषा और उपयोग
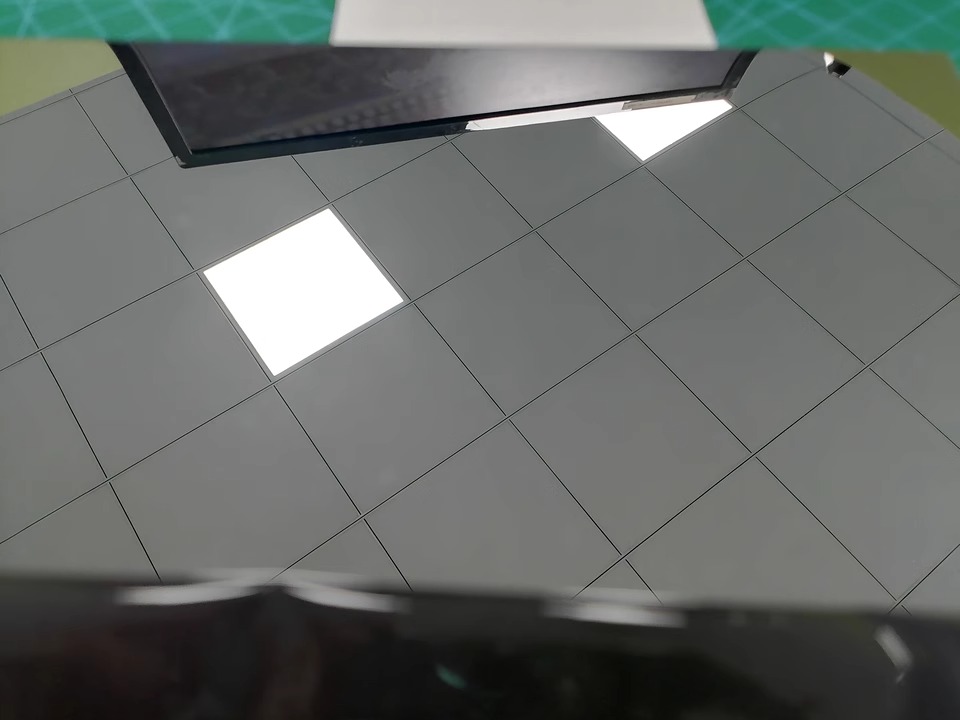
ब्रश्ड स्टेनलेस स्टील यांत्रिक घर्षण (घर्षण बेल्ट या पहियों का उपयोग करके) या रासायनिक उपचार के माध्यम से स्टेनलेस स्टील की सतह पर एक सतत, रैखिक बनावट बनाने की प्रक्रिया को संदर्भित करता है। यह धातु को अनगिनत महीन रेखाओं के साथ एक मैट फ़िनिश देता है।
सामान्यतः ब्रश की जाने वाली धातुओं में शामिल हैं स्टेनलेस स्टील, अल्युमीनियम और निकल.
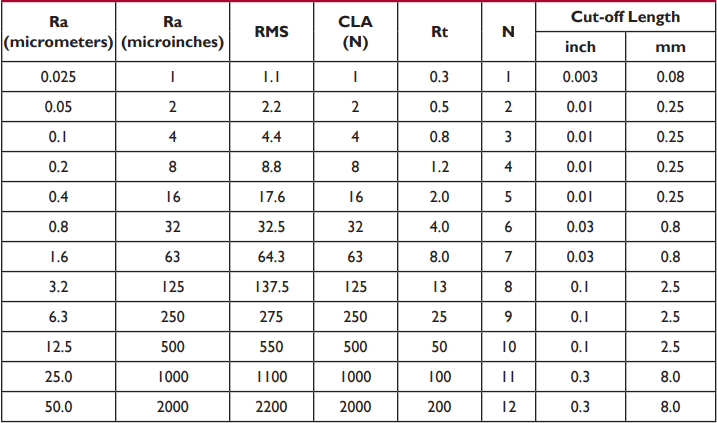
ब्रश्ड फिनिश की तीव्रता को सतह खुरदरापन के रूप में निर्दिष्ट किया जाता है और यह आमतौर पर 0.5-1.5 माइक्रोमीटर Ra होती है।
ब्रशिंग प्रक्रिया स्टेनलेस स्टील के सौंदर्य, घिसाव प्रतिरोध और सतह की बनावट को बढ़ाती है।

1.1ब्रश्ड स्टेनलेस स्टील की विशेषताएं
- मैट बनावट:ब्रशयुक्त स्टेनलेस स्टील की सतहों में एकसमान रेखाएं और मैट प्रभाव होता है।
- उच्च घिसाव प्रतिरोध:ब्रश करने की प्रक्रिया सतह पर मौजूद छोटी-मोटी खरोंचों को छिपाने में मदद करती है, जिससे यह अधिक टिकाऊ बन जाती है।
- फिंगरप्रिंट प्रतिरोध:मिरर-फिनिश स्टेनलेस स्टील की तुलना में ब्रश्ड स्टेनलेस स्टील पर उंगलियों के निशान या दाग लगने की संभावना कम होती है।
- मजबूत सजावटी अपील: अपनी बनावट के कारण, ब्रश स्टेनलेस स्टील का उपयोग अक्सर सजावटी और कलात्मक उद्देश्यों के लिए किया जाता है।
1.2स्टेनलेस स्टील सतह उपचार के ग्रेड
स्टेनलेस स्टील की सतहें विभिन्न उपचार प्रक्रियाओं से गुजरती हैं ताकि विभिन्न फिनिश ग्रेड बनाए जा सकें, जैसे नंबर 1, नंबर 2डी, नंबर 2बी, नंबर 4, नंबर 6, नंबर 7 और नंबर 8।
- नं. 1: खुरदुरा और गैर-परावर्तक।
- नं.2डी: मैट, मध्यम चिकनाई के साथ।
- नं.2बी: हल्की परावर्तक चमक के साथ चिकना, जिसे आमतौर पर मानक फिनिश के रूप में देखा जाता है।
- नंबर 4: मैट लुक के साथ ब्रश फिनिश, उंगलियों के निशान और खरोंच के लिए प्रतिरोधी।
- नं. 6: उच्च चमक के साथ महीन ब्रश बनावट।
- नं. 7: चमकदार, मामूली पॉलिशिंग के निशान के साथ।
- नं.8 (आईना): अत्यधिक पॉलिश, परावर्तक, दोषरहित फिनिश के साथ।
1.3रा (औसत खुरदरापन) वर्गीकरण
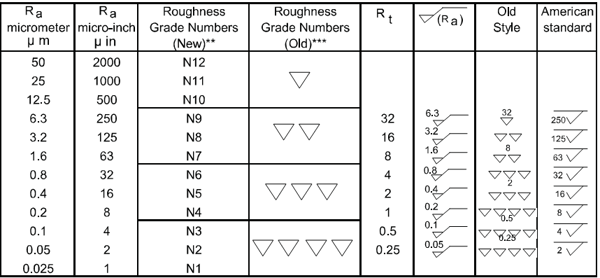
- Ra 12.5 – 25.0 μm: मोटे तौर पर संसाधित सतह
- Ra 3.2 – 6.3 μm: मध्यम रूप से संसाधित सतह
- Ra 1.6 – 3.2 μm: मानक बढ़िया फिनिश
- रा 0.8 – 1.6 μm: उत्तम फिनिश
- Ra 0.2 – 0.8 μm: अति सूक्ष्म फिनिश
- Ra ≤ 2 μm: दर्पण फिनिश


1.4ब्रश्ड स्टेनलेस स्टील के सामान्य अनुप्रयोग
ब्रश्ड स्टेनलेस स्टील का उपयोग वाणिज्यिक और आवासीय दोनों तरह के डिज़ाइनों में व्यापक रूप से किया जाता है। आम उपयोगों में शामिल हैं:
- घर का सामान: फ्रिज, माइक्रोवेव, डिशवॉशर, और रेंज हुड के बाहरी भाग और पैनल।
- रसोई की सामग्री:सिंक, काउंटरटॉप्स, कैबिनेट दरवाजे, बर्तन और कुकवेयर।
- वास्तुकला सजावटलिफ्ट पैनल, दीवार क्लैडिंग, हैंडरेल, दरवाजे के फ्रेम और छत की सजावट।
- फर्नीचर और हार्डवेयर:कुर्सियाँ, अलमारियाँ, दरवाज़े के हैंडल, प्रकाश उपकरण, रेलिंग और दर्पण।
- ऑटोमोटिव और परिवहन:आंतरिक सजावट, ट्रेन केबिन की सजावट, और मेट्रो हैण्डरेल्स।
1.5ब्रश्ड स्टेनलेस स्टील और मिरर स्टेनलेस स्टील के बीच अंतर
- ब्रश स्टेनलेस स्टील: इसमें मैट फिनिश के साथ निरंतर रैखिक बनावट है, यह गैर-परावर्तक है, खरोंचों को छुपाता है, तथा फिंगरप्रिंट-प्रतिरोधी है।
- दर्पण स्टेनलेस स्टील: अत्यधिक पॉलिश, परावर्तक और दर्पण की तरह चिकना। इसका लुक उच्च कोटि का है, लेकिन इस पर उंगलियों के निशान, दाग और खरोंच लगने की संभावना अधिक होती है, जो अधिक ध्यान देने योग्य होते हैं।
1.6साटन और ब्रश्ड फिनिश के बीच संबंध
स्टेनलेस स्टील की सतह के उपचार के लिए सैटिन और ब्रश्ड दोनों तरह की फिनिश का इस्तेमाल किया जाता है। ब्रश्ड दिशात्मकता और रेखाओं पर ध्यान केंद्रित करता है, जबकि सैटिन एक चिकने, मैट प्रभाव पर जोर देता है।
- ब्रश फिनिश:सतह पर एक रेखीय बनावट का निर्माण, आमतौर पर एक ही दिशा में, सैंडपेपर या वायर ब्रश जैसे उपकरणों के साथ यांत्रिक या हाथ से पॉलिशिंग का उपयोग करके किया जाता है।
- साटन फ़िनिश: इसे सिल्क या मैट फिनिश के नाम से भी जाना जाता है, यह अधिक चिकना और एकसमान होता है, जिसे आमतौर पर बेहतर पॉलिशिंग तकनीकों के माध्यम से प्राप्त किया जाता है।
2.0ब्रशिंग के लिए सही उपकरण का चयन – प्रक्रिया प्रवाह

2.1तैयारी प्रक्रिया
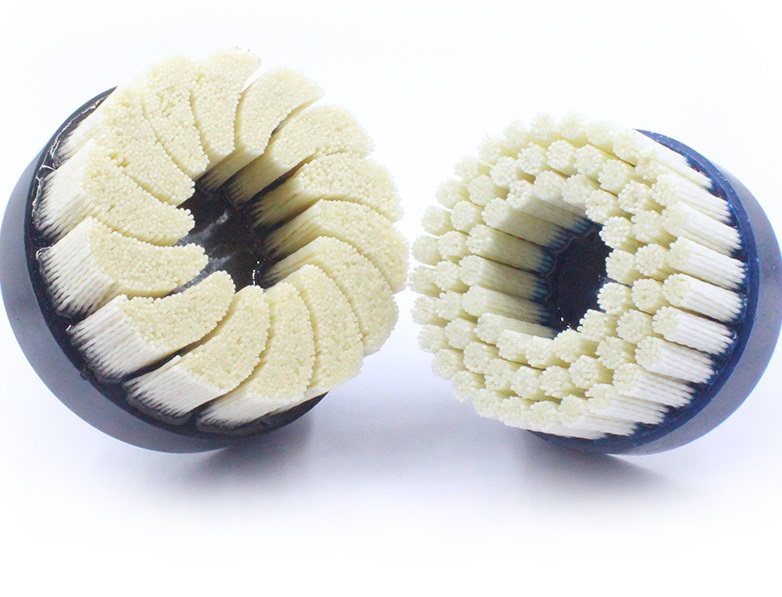
- उपकरण चयन: तार ब्रश, स्टेनलेस स्टील क्लीनर।
- समारोह: ब्रश करने से पहले ऑक्साइड परत, गंदगी और जंग को हटा दें। वायर ब्रश कुशलता से खुरदरी परत को हटाता है, जिससे ब्रश करने के बेहतर परिणाम मिलते हैं। क्लीनर गंदगी और ग्रीस को हटाने में मदद करते हैं।

2.2रफ़ प्रोसेसिंग चरण
- उपकरण चयन:मोटा सैंडपेपर या अपघर्षक बेल्ट, इलेक्ट्रिक ग्राइंडर, एंगल ग्राइंडर।
- समारोह:खुरदरी प्रक्रिया से सतह के बड़े दोष दूर हो जाते हैं और ब्रश जैसी बनावट बनने लगती है। आमतौर पर, पीसने के लिए मोटे सैंडपेपर (जैसे, 60# से 120#) का उपयोग किया जाता है।
- सुझावों:
मैनुअल उपकरण: सटीक नियंत्रण के लिए छोटे क्षेत्रों या किनारों के लिए मोटे सैंडपेपर का उपयोग करें।
यांत्रिक उपकरण: इलेक्ट्रिक बेल्ट ग्राइंडर या एंगल ग्राइंडर बड़े क्षेत्रों के लिए अधिक कुशल होते हैं, लेकिन असमान सतहों से बचने के लिए कौशल की आवश्यकता होती है।
2.3परिष्करण प्रक्रिया
- उपकरण चयन:महीन सैंडपेपर या महीन अपघर्षक बेल्ट, विशेष ब्रशिंग पैड, बेल्ट ग्राइंडर, या पॉलिशिंग मशीन.
- समारोह:ब्रशिंग बनावट को परिष्कृत करने के लिए महीन सैंडपेपर (जैसे, 320# से 600#) या महीन अपघर्षक बेल्ट का उपयोग किया जाता है।
- सुझावों:
oविस्तृत कार्य और छोटे पैमाने पर परिष्करण के लिए उपयुक्त।
oएक समान बनावट सुनिश्चित करने के लिए गति और दबाव समायोजित करें।
2.4प्रोसेसिंग के बाद
- उपकरण चयन: पॉलिशिंग व्हील, पॉलिशिंग पैड.
- समारोह: यह चरण सूक्ष्म खरोंचों को हटाने और सतह की चिकनाई बढ़ाने पर केंद्रित है। पॉलिशिंग उपकरण अधिक परिष्कृत फिनिश प्रदान करते हैं।
3.0ब्रश करने की सही दिशा का निर्धारण
चाहे क्षैतिज, ऊर्ध्वाधर, विकर्ण, या क्रॉस-ब्रशिंग हो, सही ब्रशिंग दिशा न केवल सौंदर्य अपील को बढ़ाती है बल्कि सतह पर गंदे खरोंच से बचने में भी मदद करती है। नीचे ब्रशिंग दिशाओं के बारे में विस्तृत विवरण दिया गया है:
3.1धातु के दाने के साथ ब्रश करना
स्टेनलेस स्टील की सतहों पर आमतौर पर एक प्राकृतिक दाना या दिशा होती है। ब्रश करते समय, अनियमित खरोंच से बचने के लिए इस प्राकृतिक दाने का पालन करना महत्वपूर्ण है।
3.2ब्रश करने के विभिन्न निर्देशों के प्रभाव
- क्षैतिज ब्रशिंग:क्षैतिज ब्रशिंग से आमतौर पर क्षैतिज रैखिक पैटर्न बनते हैं। इसका उपयोग आमतौर पर बड़े सजावटी पैनलों, कैबिनेट के दरवाज़ों और वाणिज्यिक और आवासीय वातावरण में अन्य सतहों के लिए किया जाता है।
- वर्टिकल ब्रशिंग:वर्टिकल ब्रशिंग से वर्टिकल रैखिक पैटर्न बनते हैं। इसे अक्सर ऐसे वातावरण में लागू किया जाता है जहाँ ऊँचाई की समझ की ज़रूरत होती है, जैसे सजावटी पैनल और लिफ्ट के अंदरूनी हिस्से।
- विकर्ण ब्रशिंग:विकर्ण ब्रशिंग से अधिक गतिशील और अद्वितीय पैटर्न बनते हैं, जो डिजाइन पर केन्द्रित सजावटी तत्वों, जैसे कला सजावट और विशेष फर्नीचर के लिए उपयुक्त होते हैं।
- क्रॉस-ब्रशिंग:दो या अधिक दिशाओं में ब्रश करने से जटिल बनावट प्रभाव पैदा होता है। इस विधि का उपयोग अक्सर उच्च-स्तरीय कस्टम परियोजनाओं या अत्यधिक सजावटी अनुप्रयोगों, जैसे कि लक्जरी घरों, कला प्रतिष्ठानों और विशेष दीवारों के लिए किया जाता है।
4.0उपयुक्त पीसने वाले दबाव का उपयोग करना

स्टेनलेस स्टील ब्रशिंग में पीसने का दबाव महत्वपूर्ण भूमिका निभाता है। सही दबाव का चयन करने से सतह पर एक समान ब्रशिंग पैटर्न सुनिश्चित होता है। पीसने के दबाव को नियंत्रित करके, आप सतह पर खरोंच या डेंट से प्रभावी रूप से बच सकते हैं। नीचे उपयुक्त पीसने के दबाव का उपयोग करने के बारे में विवरण दिया गया है:
4.1सतह की फिनिश पर दबाव का प्रभाव
- अत्यधिक दबाव: बहुत ज़्यादा दबाव डालने से स्टेनलेस स्टील की सतह पर खरोंच, डेंट या असमान बनावट दिखाई दे सकती है। यह खास तौर पर मोटे सैंडपेपर या सैंडिंग बेल्ट का इस्तेमाल करते समय सच होता है, जो सतह को आसानी से नुकसान पहुंचा सकता है।
- मध्यम दबाव:मध्यम पीसने का दबाव यह सुनिश्चित करता है कि स्टेनलेस स्टील की सतह पर समान रूप से काम किया जाए, जिसके परिणामस्वरूप चिकनी और महीन ब्रशिंग पैटर्न प्राप्त होते हैं।
परीक्षण: एक छोटे, अगोचर क्षेत्र पर परीक्षण करें और वांछित परिणाम प्राप्त होने तक दबाव समायोजित करें।
समान दबाव: अत्यधिक बल या स्थानीय दबाव से बचने के लिए अपना हाथ स्थिर रखें और समान रूप से दबाव डालें।
4.2धीरे-धीरे बढ़ता दबाव
ब्रश करते समय, पीसने का दबाव धीरे-धीरे बढ़ाने की सलाह दी जाती है।
- प्रारंभिक चरण:हल्की पीसने के लिए महीन सैंडपेपर या सैंडिंग बेल्ट का उपयोग करें। इस चरण का उद्देश्य सतह की छोटी-मोटी खामियों को दूर करना और खुरदरे काम के लिए सामग्री को पहले से तैयार करना है।
- संक्रमण अवस्था: धीरे-धीरे मोटे सैंडपेपर या सैंडिंग बेल्ट का इस्तेमाल करें, दबाव बढ़ाएँ। यह चरण अधिक महत्वपूर्ण खामियों और अनियमित बनावट को हटाने में मदद करता है, लेकिन दबाव अभी भी समान होना आवश्यक है।
- अंतिम अवस्था:अंतिम उपचार के लिए महीन सैंडपेपर या पॉलिशिंग पैड का उपयोग करें। इस बिंदु पर, दबाव को उचित रूप से समायोजित करें ताकि यह सुनिश्चित हो सके कि सतह को आवश्यक चिकनाई और चमक प्राप्त हो।
अनुशंसाएँ:
- अच्छासैंडपेपर: सतह की चिकनाई बनाए रखने के लिए हल्के दबाव के साथ प्रारंभिक पीसने के लिए इसका उपयोग करें।
- मोटा सैंडपेपर: जब अधिक सामग्री हटाने की आवश्यकता हो, तो इसका प्रयोग करें, अत्यधिक बल से बचते हुए धीरे-धीरे दबाव बढ़ाएं।
- पॉलिशिंग पैड: चिकनी फिनिश प्राप्त करने के लिए अंतिम बारीक और कोमल पॉलिशिंग के लिए इसका उपयोग करें।
5.0अधिक पीसने और क्षति को रोकना
अधिक पीसने और क्षति को रोकने के लिए, पीसने का समय और आवृत्ति नियंत्रित करें, और उचित स्नेहन और शीतलन का उपयोग करें। यह अत्यधिक पीसने और सामग्री क्षति से बचने में मदद करता है।
अधिक पीसने से बचने के लिए यहां कुछ विशिष्ट तरीके दिए गए हैं:
5.1अत्यधिक घिसाव से बचें: स्टेनलेस स्टील की अलग-अलग मोटाई पीसने को अलग-अलग तरीके से सहन करती है। अधिक पीसने से सामग्री बहुत पतली हो सकती है।
- उपयुक्त पीसने का समय चुनें: सामग्री की मोटाई और स्थिति के आधार पर उपयुक्त पीसने का समय निर्धारित करें।
- पीसने की आवृत्ति नियंत्रित करें: एक ही क्षेत्र में बार-बार पीसने से बचें।
- नियमित निरीक्षण:सामग्री की सतह की स्थिति का नियमित निरीक्षण करें।
5.2उचित स्नेहन और शीतलन: पर्याप्त स्नेहन और शीतलन पीसने के दौरान घर्षण से उत्पन्न होने वाली गर्मी को प्रभावी ढंग से रोक सकता है।
- चिकनाई तेल का उपयोग करें: इससे घर्षण कम होता है और पीसने के दौरान उत्पन्न धातु के मलबे को हटाने में मदद मिलती है।
- पानी की मदद से ठंडा करने वाले उपकरण:पीसने के दौरान सतह को ठंडा करने के लिए पानी का छिड़काव किया जा सकता है या प्रवाह के रूप में इस्तेमाल किया जा सकता है। (इलेक्ट्रिक ब्रशिंग मशीनों में आमतौर पर पानी से ठंडा करने की व्यवस्था होती है।)
- शीतलता अवकाश:सामग्री को ठंडा करने के लिए समय-समय पर रुकें, ताकि सामग्री पर लगातार उच्च तापमान का प्रभाव न पड़े। (यह विधि कम कुशल है।)
6.0ब्रश्ड स्टेनलेस स्टील की सफाई और रखरखाव
ब्रश किए गए स्टेनलेस स्टील की सफाई और रखरखाव के लिए उपयुक्त स्टेनलेस स्टील क्लीनर का चयन करना आवश्यक है। अम्लीय या क्लोराइड-आधारित क्लीनर का उपयोग करने से बचें, और पोंछने के लिए मुलायम कपड़े का उपयोग करें। नियमित सफाई और फिंगरप्रिंट-प्रतिरोधी कोटिंग्स लगाने से प्रभावी रूप से फिंगरप्रिंट और दाग को बने रहने से रोका जा सकता है।
6.1सही सफाई उत्पादों का उपयोग करें
- तटस्थ क्लीनर: ऐसे पीएच-न्यूट्रल क्लीनर चुनें जो सतह की फिनिश को प्रभावित किए बिना सामान्य गंदगी को प्रभावी ढंग से हटा सकें।
- मुलायम कपड़े से पोंछना:स्टेनलेस स्टील की सतह पर खरोंच लगने से बचाने के लिए पोंछने के लिए मुलायम, लिंट-फ्री कपड़े या माइक्रोफाइबर कपड़े का उपयोग करें।
- अम्लीय या क्लोराइड-आधारित क्लीनर से बचें:ये रसायन स्टेनलेस स्टील की सतह को जंग लगा सकते हैं, जिससे नुकसान हो सकता है।
विशेष स्टेनलेस स्टील क्लीनर का उपयोग करें: ये प्रभावी रूप से गंदगी को हटा सकते हैं और सतह पर एक सुरक्षात्मक परत बना सकते हैं, जिससे उंगलियों के निशान और दाग कम हो जाते हैं।
6.2फिंगरप्रिंट्स को रोकना:
स्टेनलेस स्टील सुरक्षात्मक फिल्म का उपयोग करें: इनका उपयोग प्रसंस्करण, परिवहन और स्थापना के दौरान सामग्री को क्षति से बचाने के लिए किया जाता है।
7.0ब्रश्ड स्टेनलेस स्टील के बारे में सामान्य प्रश्न
ब्रश स्टेनलेस स्टील और मिरर स्टेनलेस स्टील के बीच क्या अंतर है?
ब्रश स्टेनलेस स्टील में ध्यान देने योग्य रैखिक पैटर्न होते हैं, जबकि मिरर स्टेनलेस स्टील परावर्तक दर्पण जैसी फिनिश के साथ अत्यधिक पॉलिश किया जाता है।
ब्रश स्टेनलेस स्टील और ब्रश निकल के बीच क्या अंतर है?
ब्रशयुक्त स्टेनलेस स्टील में सतह पर बारीक ब्रश पैटर्न के साथ स्टेनलेस स्टील मिश्र धातु का उपयोग किया जाता है, जबकि ब्रशयुक्त निकल एक निकल मिश्र धातु है जिसे ब्रशिंग उपचार से गुजरना पड़ता है, जिसके परिणामस्वरूप एक नरम रंग प्राप्त होता है।
पॉलिशिंग व्हील क्या है?
पॉलिशिंग व्हील एक ऐसा उपकरण है जिसका उपयोग धातु की सतहों को चमकाने के लिए किया जाता है, जो आमतौर पर कपड़े, ऊन या सिंथेटिक सामग्री से बनी होती है। इसका उपयोग स्टेनलेस स्टील की सतह की चिकनाई को बेहतर बनाने और खरोंच हटाने के लिए किया जाता है।
सैंडिंग बेल्ट क्या है?
सैंडिंग बेल्ट एक बेल्ट के आकार का सैंडपेपर है जिसका उपयोग पीसने और सैंडिंग के लिए किया जाता है, जिसे आमतौर पर स्टेनलेस स्टील पर सतह की खामियों को दूर करने के लिए बेल्ट सैंडर्स और पॉलिशिंग मशीनों पर लगाया जाता है।
संदर्भ
https://en.wikipedia.org/wiki/Brushed_metal




