
- 1.0एल्युमिनियम बेंडिंग क्या है?
- 2.0एल्युमिनियम झुकने के तरीके और प्रक्रियाएँ
- 3.0एल्युमिनियम के कोणों को मोड़ने के सर्वोत्तम तरीके
- 4.0एल्युमिनियम को मैन्युअली कैसे मोड़ें
- 5.0झुकने के लिए प्रेस ब्रेक का उपयोग कैसे करें
- 6.0एल्युमिनियम झुकने के लिए सर्वोत्तम सामग्री
- 7.0एल्युमिनियम झुकने को प्रभावित करने वाले प्रमुख कारक
- 8.0एल्युमिनियम को मोड़ते समय दरारों को कैसे रोकें
1.0एल्युमिनियम बेंडिंग क्या है?
एल्युमीनियम बेंडिंग से तात्पर्य एल्युमीनियम के सीधे टुकड़े को आपके डिजाइन के अनुसार घुमावदार या कोणीय आकार में बदलने के लिए बाह्य बल लगाने की प्रक्रिया से है, और इस दौरान इसकी संरचनात्मक अखंडता को बरकरार रखा जाता है।
यह ध्यान रखना महत्वपूर्ण है कि सभी एल्युमीनियम सामग्री झुकने के लिए उपयुक्त नहीं हैं। सामग्री के गुण और गर्मी उपचार झुकने के परिणाम को काफी प्रभावित कर सकते हैं। यही कारण है कि हम अनुशंसा करते हैं कि आप आगे बढ़ने से पहले हमारे साथ गहराई से परामर्श करें, ताकि आपकी परियोजना के लिए सबसे अच्छा समाधान पहचाना जा सके।
झुकना एक चुनौतीपूर्ण प्रक्रिया हो सकती है, जिसमें दरार या विरूपण जैसी समस्याओं से बचने के लिए सावधानीपूर्वक नियंत्रण की आवश्यकता होती है। इस लेख में, हम आपको इन संभावित नुकसानों के बारे में बताएँगे और परिचय देंगे सबसे अधिक इस्तेमाल की जाने वाली और विश्वसनीय झुकने की आठ विधियाँयदि आप अपने उत्पादों के लिए उच्चतम गुणवत्ता वाला बेंडिंग समाधान प्राप्त करना चाहते हैं, तो कृपया किसी भी समय हमसे संपर्क करने में संकोच न करें।
2.0एल्युमिनियम झुकने के तरीके और प्रक्रियाएँ
एल्युमीनियम बेंडिंग तकनीक का चुनाव सीधे तौर पर सामग्री के क्रॉस-सेक्शन और विशिष्ट आवश्यकताओं पर निर्भर करता है। चाहे आप एल्युमीनियम शीट, ट्यूब या रॉड के साथ काम कर रहे हों, विभिन्न बेंडिंग विधियाँ उपलब्ध हैं। अपनी परियोजना की सफलता सुनिश्चित करने के लिए सबसे उपयुक्त बेंडिंग तकनीक चुनना महत्वपूर्ण है।
2.1रोल बेंडिंग
रोल बेंडिंग इसमें एल्युमिनियम को दो रोलर्स के बीच रखना और रोलर्स के माध्यम से दबाव डालना शामिल है ताकि सामग्री को वांछित कोण और गहराई तक मोड़ा जा सके। यह विधि एल्युमिनियम को विभिन्न रूपों में आकार देने के लिए अत्यधिक कुशल है और बड़े, मोटे टुकड़ों के लिए आदर्श है।
लाभ: तेज़, सुसंगत, और बड़े एल्यूमीनियम आकारों के लिए उपयुक्त।
नुकसान: इसके लिए विशेष उपकरण की आवश्यकता होती है, जो महंगा हो सकता है।

2.2प्रेस ब्रेक बेंडिंग
प्रेस ब्रेक, एल्युमिनियम को पंच और डाई के बीच रखकर मोड़ता है, जहां पंच, एल्युमिनियम को डाई के चारों ओर मोड़ने के लिए दबाव डालता है।
लाभ: उच्च परिशुद्धता, तेज झुकने की गति, बड़े या मोटे एल्यूमीनियम टुकड़ों के लिए उपयुक्त।
नुकसान: महंगे उपकरण, छोटे या पतले एल्यूमीनियम भागों के लिए सर्वोत्तम।

2.3पुश बेंडिंग
पुश बेंडिंग में एल्युमिनियम को मोड़ने के लिए यांत्रिक बल लगाने के लिए पुशिंग टूल या रॉड का उपयोग किया जाता है। सामग्री को एक स्थिर उपकरण में जकड़ा जाता है, और पुशिंग टूल इसे वांछित आकार में दबाता है।
लाभ: छोटे कोण वाले मोड़ों के लिए आदर्श।
नुकसान: बड़े या मोटे एल्यूमीनियम के लिए उपयुक्त नहीं है, इसके परिणामस्वरूप उच्च स्थानीयकृत दबाव हो सकता है।
2.4रोटरी बेंडिंग
रोटरी बेंडिंग में यांत्रिक बल लगाने के लिए रोटरी स्ट्रेचिंग मशीन का उपयोग किया जाता है, जिससे एल्युमीनियम एक केंद्रीय अक्ष और डाई के बीच घूमता और मुड़ता है।
लाभ: छोटे रेडी, सटीक कोण और चिकनी संक्रमण प्राप्त करता है, बड़े या मोटे एल्यूमीनियम भागों के लिए आदर्श।
नुकसान: इसके लिए विशेष उपकरण की आवश्यकता होती है, जो महंगा हो सकता है।
2.5संपीड़न झुकाव
संपीड़न झुकाव में पंच और डाई का उपयोग करके दबाव डाला जाता है, जिससे एल्यूमीनियम को वांछित आकार में संपीड़ित किया जाता है।
लाभ: दोनों तरफ लगातार मोड़ वाले भागों के उत्पादन के लिए उपयुक्त।
नुकसान: उच्च उपकरण लागत, बड़े पैमाने पर उत्पादन के लिए बेहतर।
2.6स्ट्रेच फॉर्मिंग
स्ट्रेच फॉर्मिंग में एल्युमिनियम को खींचने और उसे मनचाहा आकार देने के लिए यांत्रिक बल का इस्तेमाल किया जाता है। इस प्रक्रिया के दौरान तनाव सामग्री की लंबाई पर निरंतर नियंत्रण सुनिश्चित करता है।
लाभ: सटीक आकार नियंत्रण, उच्च मात्रा उत्पादन के लिए आदर्श।
नुकसान: महंगे उपकरण, विशिष्ट आवश्यकताओं के लिए उपयुक्त।
2.7मैनुअल बेंडिंग
मैनुअल बेंडिंग, प्लायर्स या हथौड़ों जैसे सरल उपकरणों का उपयोग करके एल्युमिनियम को मोड़ने की पारंपरिक विधि है।
लाभ: सरल, कम लागत वाला, तथा छोटे या पतले एल्युमीनियम भागों के लिए आदर्श।
नुकसान: धीमी, कम परिशुद्धता, तथा बड़े या मोटे एल्यूमीनियम टुकड़ों के लिए उपयुक्त नहीं।
2.8तीन-रोलर प्लेट बेंडिंग मशीन
The तीन-रोलर प्लेट झुकने मशीन दबाव डालने के लिए तीन रोलर्स का उपयोग किया जाता है, जिससे एल्यूमीनियम को वांछित आकार में मोड़ा जाता है।
लाभ: वास्तुशिल्प घटकों और बड़े पैमाने पर निर्माण परियोजनाओं के लिए आदर्श।
नुकसान: महंगे विशेष उपकरण, सीमित अनुप्रयोग।

3.0एल्युमिनियम के कोणों को मोड़ने के सर्वोत्तम तरीके
जब एल्युमिनियम के कोणों को मोड़ने की बात आती है, तो सही तकनीक का चयन करना महत्वपूर्ण होता है। आमतौर पर, रोल बेंडिंग और प्रेस ब्रेक सबसे अधिक इस्तेमाल किए जाने वाले विकल्प होते हैं क्योंकि वे समान मोड़ और उच्च परिशुद्धता प्रदान करने की क्षमता रखते हैं। बड़ी त्रिज्या या कई कोण संक्रमणों के लिए, रोटरी बेंडिंग एक बेहतर विकल्प है। छोटे पैमाने पर उत्पादन या सरल अनुप्रयोगों के लिए, मैनुअल बेंडिंग और पुश बेंडिंग त्वरित और लागत प्रभावी समाधान प्रदान करते हैं।
4.0एल्युमिनियम को मैन्युअली कैसे मोड़ें
✅ तैयारी
सामग्री की सतह को साफ करें और रूलर, मार्कर, सी-क्लैम्प, वाइस और हथौड़ा जैसे बुनियादी उपकरण इकट्ठा करें। यदि सामग्री मोटी है, तो इसकी लचीलापन बढ़ाने के लिए प्रीहीटिंग की आवश्यकता हो सकती है।
✅ प्रक्रिया
- झुकने वाली रेखा को चिह्नित करें: मोड़ को चिह्नित करने के लिए एक रूलर और मार्कर का उपयोग करें। यदि आवश्यक हो, तो मोड़ रेखा के साथ छोटे सहायक छेद ड्रिल करें या सतह को संसाधित करने के लिए मिलिंग कटर का उपयोग करें, जो झुकने की प्रक्रिया में मदद करेगा।
- कार्यपीस को सुरक्षित करें: सामग्री को मजबूती से अपने स्थान पर रखने के लिए सी-क्लैम्प या वाइस का प्रयोग करें।
- समान एवं धीमा दबाव डालें: झुकने वाली रेखा पर हथौड़े से धीरे-धीरे टैप करें, एक छोर से शुरू करके दूसरे छोर की ओर बढ़ें। 10-20 डिग्री के अंतराल पर मोड़ें।
- झुकने वाले कोण की जाँच करें: यदि मोड़ अपर्याप्त है, तो आवश्यकतानुसार समायोजन करें।
5.0झुकने के लिए प्रेस ब्रेक का उपयोग कैसे करें
✅ तैयारी
वर्कपीस की सतह को साफ करें और प्रेस ब्रेक, डाई और मापन उपकरण इकट्ठा करें।
✅ प्रक्रिया
- वर्कपीस रखें: वर्कपीस को बैकस्टॉप के सामने रखें और उसे उचित रूप से संरेखित करें।
- डाई को समायोजित करें: सुनिश्चित करें कि डाई और पंच सही ढंग से संरेखित हैं। 90º बेंड के लिए, सामग्री स्प्रिंगबैक की भरपाई के लिए 88º डाई का उपयोग करने की अनुशंसा की जाती है।
- धीरे-धीरे दबाव डालें: अत्यधिक बल से बचने के लिए धीरे-धीरे दबाव डालें। यदि आपको असामान्य आवाज़ें सुनाई देती हैं या अस्थिर गति दिखाई देती है, तो मशीन को तुरंत बंद करें और समस्याओं की जाँच करें।
- झुकने वाले कोण की जाँच करें: हर मोड़ के बाद, कोण की जांच करने के लिए मापने वाले उपकरणों का उपयोग करें। यदि कोई विचलन पाया जाता है, तो आवश्यकतानुसार छोटे-मोटे समायोजन करें।
6.0एल्युमिनियम झुकने के लिए सर्वोत्तम सामग्री
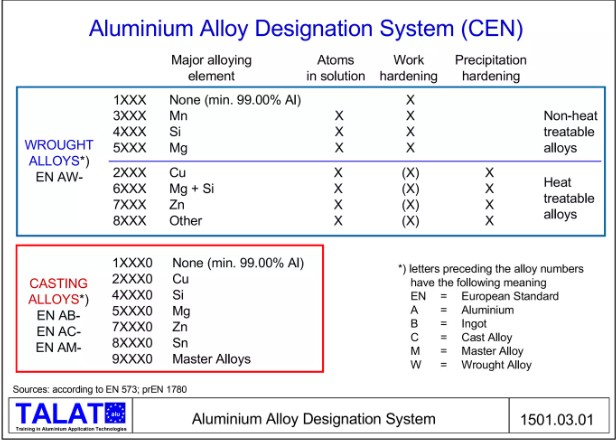
एल्युमिनियम मिश्र धातुओं का झुकने का प्रदर्शन उनकी मिश्र धातु संरचना और टेम्पर स्थिति से प्रभावित होता है। झुकने के लिए सबसे उपयुक्त मिश्र धातु श्रृंखला 3XXX, 5XXX और 6XXX श्रृंखला हैं। 2XXX श्रृंखला के मिश्र धातुओं को उनकी उच्च कठोरता के कारण टाला जाना चाहिए, जो उन्हें बनाना अधिक कठिन बनाता है। फिर भी, उचित टेम्पर उपचार के साथ, इन मिश्र धातुओं को अभी भी सफलतापूर्वक मोड़ा जा सकता है।
6.1झुकने के लिए सर्वश्रेष्ठ चार एल्यूमीनियम मिश्र धातु
- 3003 एल्युमिनियम मिश्र धातु:3003 झुकने के लिए सर्वोत्तम विकल्पों में से एक है, जो अच्छी ताकत, उत्कृष्ट शीत-कार्य गुण, तथा उपज और तन्य शक्ति के बीच एक महत्वपूर्ण अंतर प्रदान करता है - ये सभी झुकने के दौरान असाधारण प्रदर्शन करने की इसकी क्षमता में योगदान करते हैं।
- 5052 एल्युमिनियम मिश्र धातु:5052 उच्च तन्यता और उपज और तन्य शक्ति के बीच पर्याप्त अंतर प्रदान करता है। यह मजबूत संक्षारण प्रतिरोध भी दिखाता है, विशेष रूप से समुद्री या अन्य संक्षारक वातावरण में। एनीलिंग के बाद, इसकी फॉर्मेबिलिटी 3003 से भी आगे निकल जाती है, जिससे यह जटिल मोड़ के लिए एक पसंदीदा विकल्प बन जाता है।
- 5083 एल्युमिनियम मिश्र धातु:5083 का उपयोग जहाज निर्माण में व्यापक रूप से किया जाता है क्योंकि यह जंग के प्रति प्रतिरोधी है और इसमें मजबूत वेल्डेबिलिटी है। इसके झुकने के प्रदर्शन को अधिकतम करने के लिए, 5083 को H111, H112 या O स्थिति में उपयोग करने की अनुशंसा की जाती है।
- 6061 और 6082 एल्युमिनियम मिश्र धातु: ये दोनों ही वांछनीय शक्ति और आकार देने की क्षमता वाले ऊष्मा-उपचार योग्य मिश्र धातु हैं। जबकि T4 या T6 स्थिति में उनका झुकने का प्रदर्शन खराब है, उन्हें T4 स्थिति में सफलतापूर्वक बनाया जा सकता है और बाद में अतिरिक्त शक्ति के लिए T6 तक बढ़ाया जा सकता है।

6.2एल्युमिनियम टेम्पर उपचार
मिश्र धातु का चयन करते समय इसकी संरचना और इसकी ताप स्थिति के साथ-साथ सामग्री की मोटाई को भी ध्यान में रखना चाहिए। इन कारकों की उचित समझ आपको सबसे उपयुक्त सामग्री और झुकने की विधि चुनने में मदद करती है, जिससे उच्च उत्पाद गुणवत्ता सुनिश्चित होती है।
गुस्सा दूर करने के उपाय और उनकी विशेषताएं:
- टी (गर्मी उपचारित)
T6 और T651 अवस्था (जैसे कि 6XXX श्रृंखला) में मिश्रधातुओं में उच्च शक्ति और मध्यम आकार की क्षमता होती है - कठोरता और प्रतिरोध दोनों की आवश्यकता वाले अनुप्रयोगों के लिए आदर्श। हालाँकि, कम तन्यता के कारण दरार से बचने के लिए झुकने के दौरान सावधानी बरतनी चाहिए। - एच (स्ट्रेन हार्डेन्ड)
H14 या H24 अवस्था में मिश्रधातुओं को तनाव कठोरता से गुजरना पड़ता है, जिससे उनकी ताकत बढ़ जाती है। ये टेम्पर बिना दरार के मध्यम कोण झुकने के लिए उपयुक्त हैं। - ओ (एनील्ड)
O स्थिति पूर्णतः तापानुशीतित अवस्था को दर्शाती है, जो अधिकतम आकार देने की क्षमता प्रदान करती है - जो सरल झुकने के कार्यों के लिए उत्तम है - लेकिन कुछ कम मजबूती के साथ। - एफ (जैसा निर्मित)
एफ स्थिति से तात्पर्य ऐसी निर्मित सामग्री से है जिसमें कम ताकत होती है, लेकिन लचीलापन और लचीलापन अधिक होता है।
7.0एल्युमिनियम झुकने को प्रभावित करने वाले प्रमुख कारक
एल्युमीनियम के लिए झुकने की प्रक्रिया कई प्रमुख कारकों से प्रभावित होती है, जो झुकने की गुणवत्ता और आकार-क्षमता दोनों को सीधे तौर पर निर्धारित करती है।
- प्रपत्र: फॉर्मैबिलिटी का मतलब है किसी सामग्री की बिना दरार या फटे स्थायी विरूपण से गुजरने की क्षमता। यह सामग्री की ताकत, लचीलापन, आकार और मोटाई से प्रभावित होती है। ASTM E2218 जैसे मानक परीक्षण फॉर्मैबिलिटी को मापने और यह पहचानने में मदद करते हैं कि कौन से मिश्र धातु झुकने के लिए सबसे उपयुक्त हैं।
- मोटाई और मोड़ त्रिज्या: मोटाई और मोड़ त्रिज्या झुकने के प्रदर्शन को महत्वपूर्ण रूप से प्रभावित करते हैं। पतली सामग्री को मोड़ना आसान होता है, जबकि मोटी प्लेट को मोड़ना अधिक चुनौतीपूर्ण होता है। छोटी झुकने वाली त्रिज्या दरार का कारण बन सकती है, इसलिए निर्माता के दिशा-निर्देशों का पालन करना महत्वपूर्ण है।
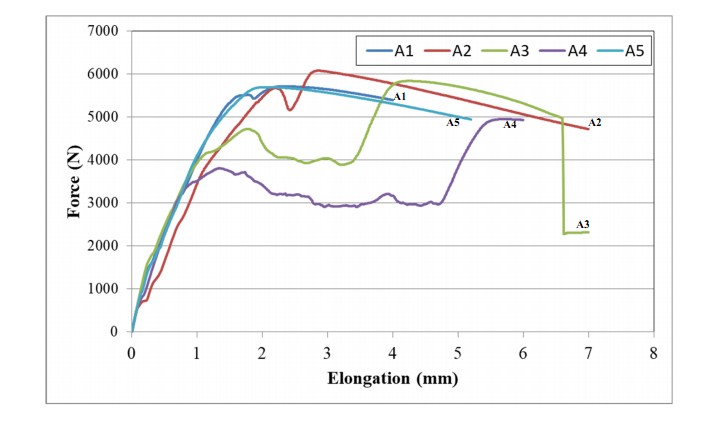
- बढ़ाव : बढ़ाव तनाव के तहत सामग्री की खिंचाव की क्षमता को मापता है - उच्च बढ़ाव का मतलब अधिक रूप-निर्माण है। उदाहरण के लिए, लगभग 35% के बढ़ाव के साथ एनील्ड 3003 (AA3003-O) झुकने वाले अनुप्रयोगों के लिए उपयुक्त है। तनाव-तनाव वक्र सबसे उपयुक्त मिश्र धातु चुनने में सहायता कर सकता है।
8.0एल्युमिनियम को मोड़ते समय दरारों को कैसे रोकें
एल्यूमीनियम झुकने के दौरान टूट सकता है, खासकर एनोडाइजिंग के बाद। निर्माताओं को अक्सर बिना नुकसान पहुँचाए झुकने की चुनौती का सामना करना पड़ता है। यहाँ 8 प्रमुख निवारक उपाय दिए गए हैं:
- सही ग्रेड और टेम्पर चुनें: झुकने के लिए उपयुक्त ग्रेड और टेम्पर का चयन करें। मिश्र धातु की संरचना और कठोरता सीधे इसकी रूपात्मकता को प्रभावित करती है - उपयुक्त सामग्री का चयन दरार के जोखिम को काफी कम कर सकता है।
- उचित झुकने वाले उपकरण का उपयोग करें: तनाव संकेन्द्रण और स्थानीय क्षति से बचने के लिए अपनी सामग्री और झुकने की आवश्यकताओं के अनुरूप डिज़ाइन किए गए उपकरण चुनें।
- मोड़ त्रिज्या बढ़ाएँ: बड़ा मोड़ त्रिज्या तनाव को समान रूप से वितरित करने और दरार की संभावना को कम करने में मदद करता है।
- झुकने वाले क्षेत्र में रिक्त स्थान भरें: झुकने के दौरान धातु के इन्सर्ट या पैडिंग का उपयोग करने से स्थानीय तनाव और पतन को रोका जा सकता है, जिससे दरार की संभावना कम हो जाती है।
- मोटाई या तनाव समायोजित करें: सामग्री की मोटाई बढ़ाने या झुकने वाले तनाव को कम करने से तनाव को अधिक समान रूप से फैलाने में मदद मिलती है।
- डाई गैप और सामग्री समायोजित करें: सतह की क्षति और उसके बाद होने वाली दरारों से बचने के लिए डाई गैप में सुधार करें और उपयुक्त डाई सामग्री का चयन करें।
- तीखे कोनों के बजाय चिकने मोड़ का उपयोग करें: तीखे मोड़ बनाने के बजाय धीरे-धीरे मोड़ने से तनाव संकेन्द्रण को रोका जा सकता है और दरार पड़ने का खतरा कम हो जाता है।
- घर्षण तनाव को कम करने के लिए स्नेहन लागू करें: झुकने के दौरान स्नेहक लगाने से घर्षण कम हो सकता है और सामग्री की सतह पर तनाव कम हो सकता है।
संदर्भ:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_बकलिंग और झुकने गुण एल्यूमीनियम प्लेट के साथ मल्टीपल दरारों के साथ




