

- 1.0Qu'est-ce que le roulage de filets ? Définition, procédé et principaux avantages
- 2.06 avantages clés des filetages roulés dans la fabrication moderne
- 2.1Résistance du filetage supérieure : durée de vie 5 à 10 fois supérieure à celle des filetages coupés
- 2.2Précision stable : tolérances constantes sur de longues séries
- 2.3Économies de matériaux des modèles 15%–27% : réduction visible des coûts
- 2.4Productivité accrue : processus de formage de filetage le plus rapide
- 2.5Finition de surface supérieure : comparable aux filetages rectifiés
- 2.6Large gamme d'applications : plus que de simples fils
- 3.0Que peut-on laminer ? Types de fils, matériaux et applications
- 4.0Comment choisir une rouleuse de filets ? 3 principaux types + guide de sélection
- 4.1Machines à rouler les filets à mouvement alternatif (à matrice plate) : pour petits diamètres et faibles volumes
- 4.2Machines à rouler les filets rotatives planétaires : pour les diamètres petits et moyens en production de masse
- 4.3Machines à rouler les filets cylindriques : pour grands diamètres et pièces complexes
- 4.4Sélection d'une machine à rouler les filets : guide en 3 étapes
- 5.0Comment utiliser les filières de filetage par roulage ? Conseils clés pour une durée de vie prolongée et une précision accrue
- 6.0Foire aux questions (FAQ) : Explication du laminage des filets
- 7.0Conclusion : Le laminage de filets — une méthode éprouvée pour un coût réduit et une efficacité accrue
Dans des secteurs tels que les fixations, les composants aéronautiques et les pièces automobiles, la précision et l'efficacité de la production de filetages ont un impact direct sur la qualité du produit et le coût global. Les méthodes traditionnelles de filetage entraînent souvent un gaspillage de matière excessif, une moindre résistance du filetage et un mauvais état de surface. En revanche, le laminage de filetages, un procédé avancé de formage à froid, est devenu le choix privilégié dans la fabrication moderne en raison de ses principaux avantages : production sans copeaux, résistance supérieure et grande précision.
1.0Qu'est-ce que le roulage de filets ? Définition, procédé et principaux avantages
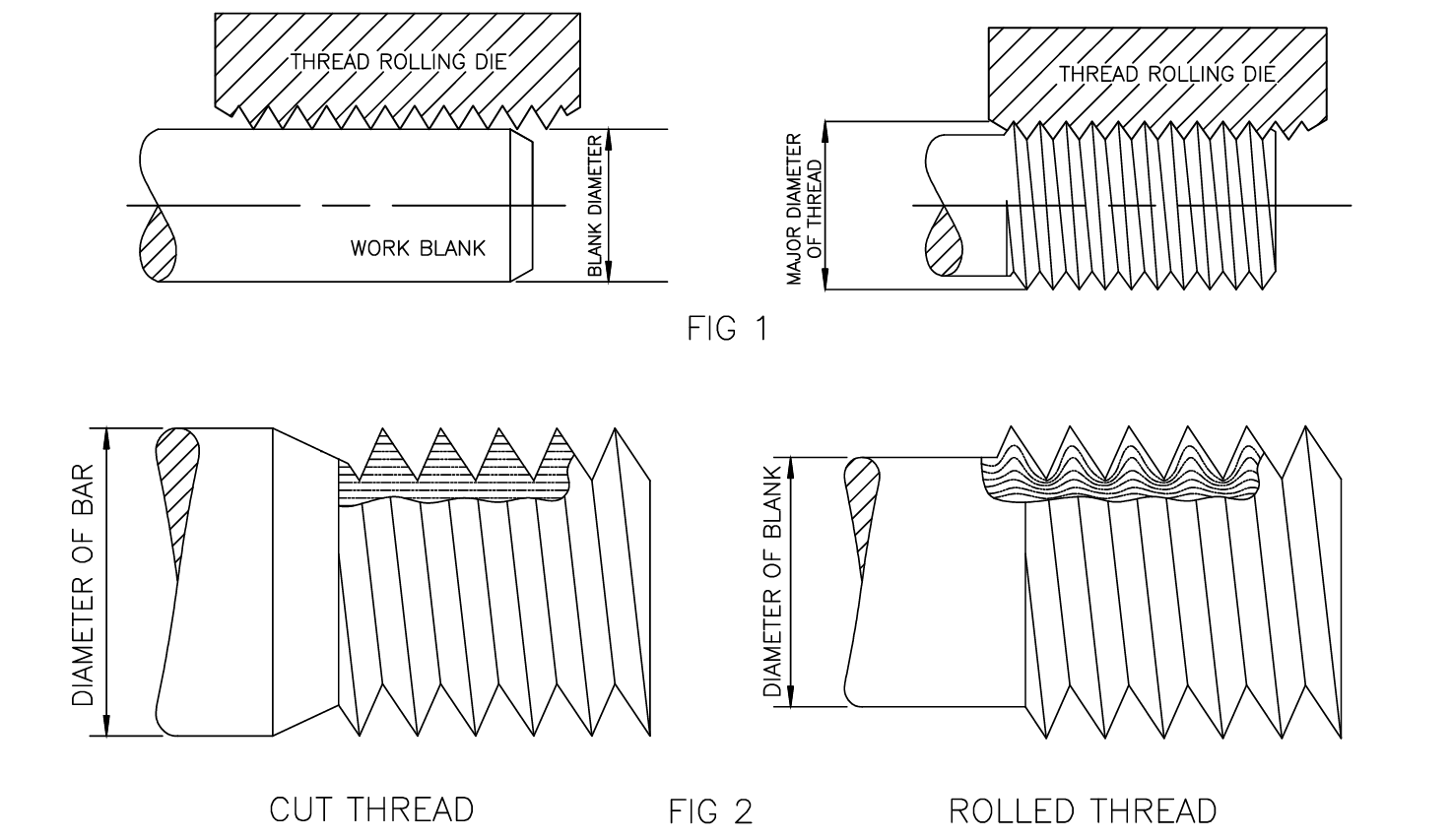
De nombreux professionnels de la fabrication recherchent souvent « Qu'est-ce que le laminage de filets ? » ou « Comment les filets laminés sont-ils fabriqués ? ». Le principe de base est simple : au lieu d'enlever de la matière, le laminage de filets utilise le formage à froid pour déplacer et façonner le métal.
1.1Définition du laminage de filets :
Le laminage de filets est un procédé de formage à froid principalement utilisé pour réaliser des filetages extérieurs, généralement sur des ébauches métalliques à température ambiante (avec possibilité de les chauffer dans des cas particuliers). Utilisant des matrices en acier trempé à profil de filetage inversé, le procédé applique une pression lors de la rotation de l'ébauche. Cela force la matière à s'écouler plastiquement : l'empreinte de la matrice forme le fond du filet tandis que le métal déplacé s'écoule vers l'extérieur pour créer la crête, ce qui produit des filets uniformes et lisses.
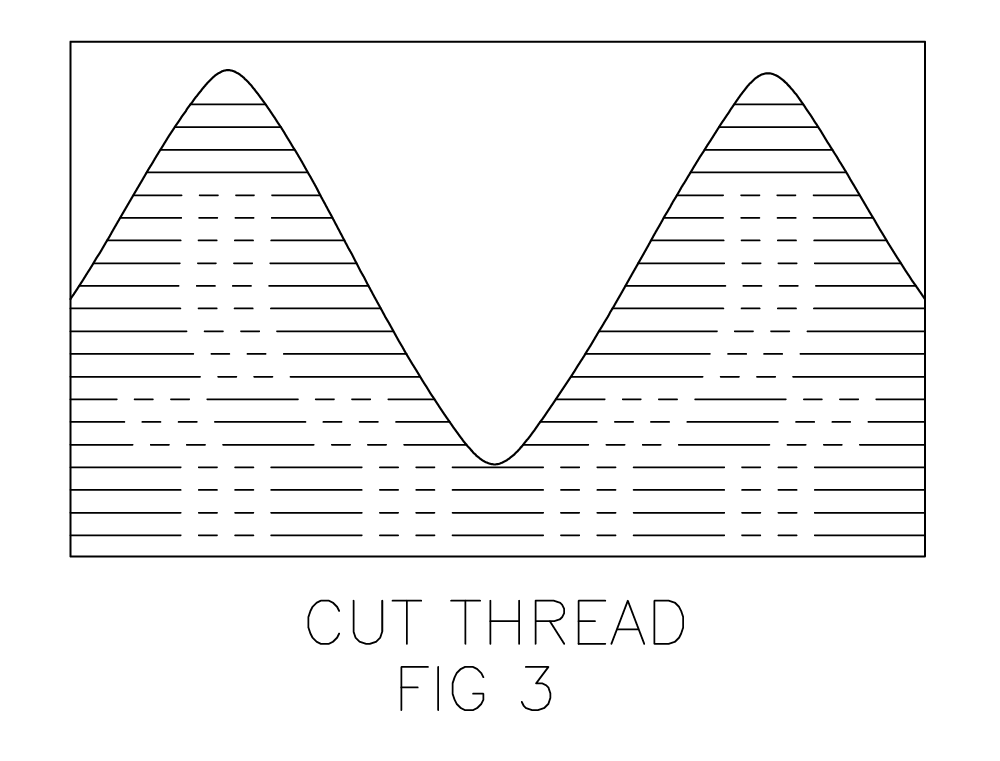
1.2Roulage de filets et filetage par taillage : principales différences
| Aspect de comparaison | Roulage de filets | Coupe de filetage |
| Méthode de formage | Déplacement plastique de la matière (sans copeaux) | Enlèvement de matière (production de copeaux) |
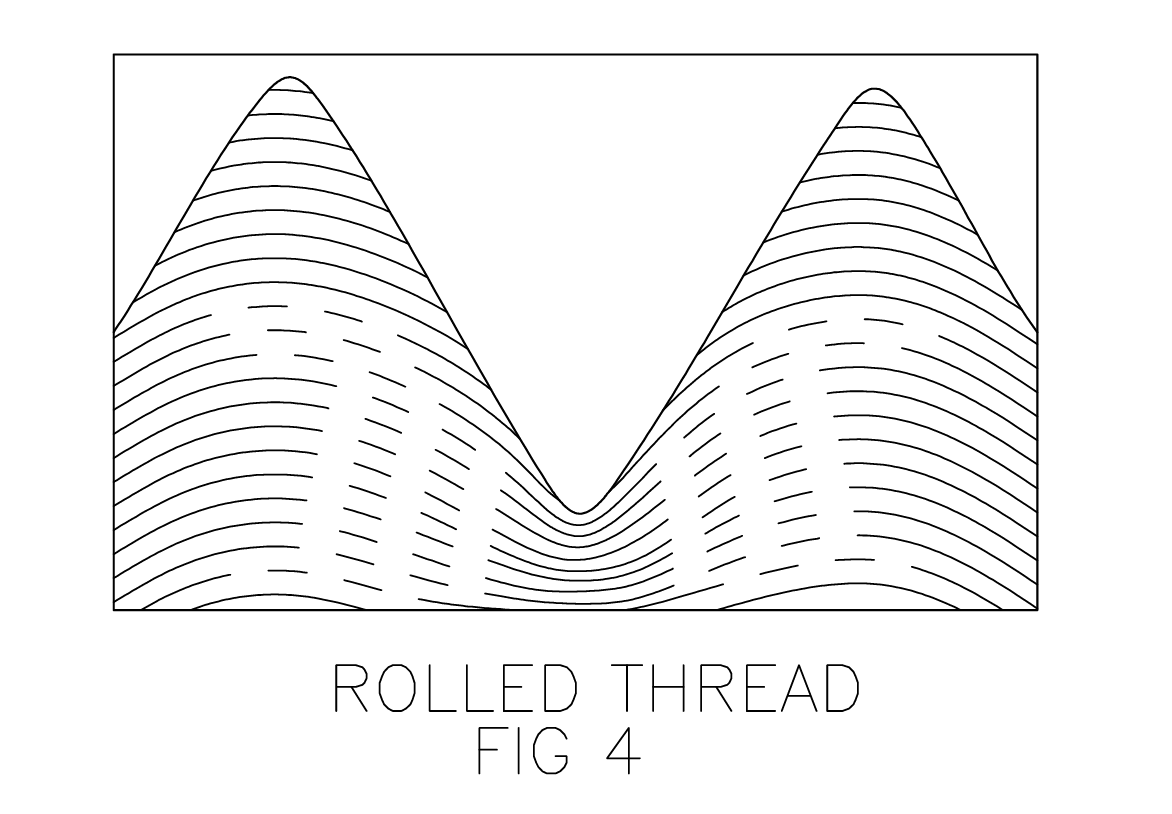
| Résistance du fil | Travaillé à froid pour une meilleure résistance à la traction et à la fatigue | Structure du grain coupée, ce qui entraîne une résistance moindre |
| Finition de surface | Poli par laminage, surface plus lisse | Les marques d'outils et les bavures sont plus courantes |
| Utilisation des matériaux | Économise 15%–27% (pas de gaspillage) | Déchets de plus de 15% sous forme de puces |
| Efficacité de la production | Formage continu à grande vitesse | Coupe plus lente en un seul passage |
En bref: Le filetage est soustractif—gaspillage de matière et affaiblissement de la résistance—tandis que le laminage de filets est formatif, économisant du matériel et produisant des fils plus résistants.
2.06 avantages clés des filetages roulés dans la fabrication moderne
Lorsqu'ils recherchent des termes tels que « avantages du filetage par roulage » ou « pourquoi les filetages roulés sont-ils meilleurs que les filetages coupés », les fabricants se concentrent généralement sur la valeur réelle qu'ils apportent. D'après les données de production et les retours d'expérience de l'industrie, les avantages des filetages roulés peuvent être résumés en six points clés : résistance, précision, coût et efficacité.
2.1Résistance du filetage supérieure : durée de vie 5 à 10 fois supérieure à celle des filetages coupés
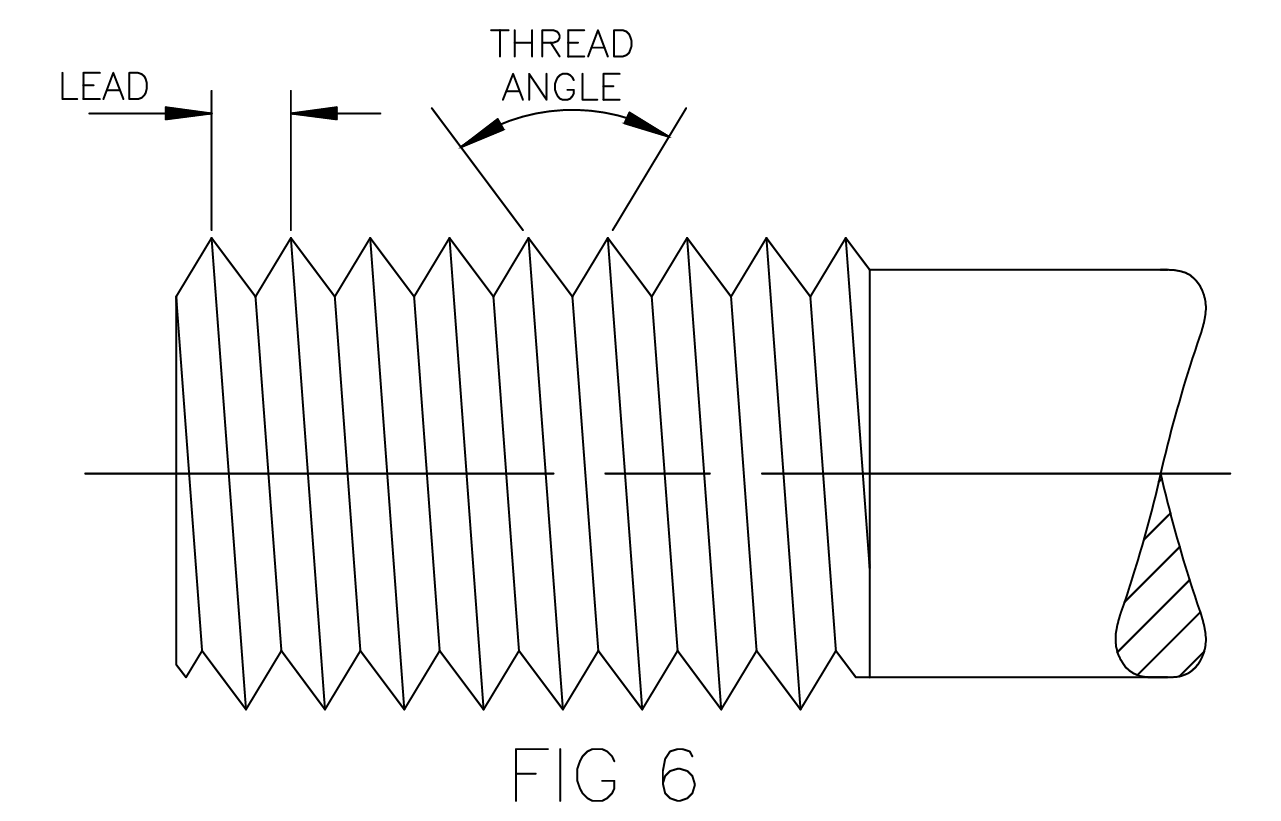
Lors du laminage, le formage à froid provoque un « flux continu » de la structure granulaire au lieu d'être coupé. Parallèlement, des contraintes de compression résiduelles se forment à la base du filet. Ces deux effets améliorent considérablement les propriétés mécaniques des filets laminés :
- Résistance à la traction +10% :L'écrouissage à froid augmente la densité de surface, améliorant ainsi la résistance à la rupture lors des essais de traction statique.
- Résistance au cisaillement améliorée : Le flux continu de grains résiste au glissement du filetage ; la rupture par cisaillement nécessite de couper à travers les grains au lieu de suivre les limites des grains.
- Performances supérieures en matière de fatigue : Les racines laminées sont lisses et exemptes de traces d'outils, évitant ainsi les remontées de contraintes. La contrainte de compression résiduelle retarde l'apparition de fissures. Même à 260 °C (500 °F), la résistance à la fatigue reste intacte (les filets coupés perdent environ 25% de résistance après chauffage).
2.2Précision stable : tolérances constantes sur de longues séries
La précision du filetage lors du laminage est déterminée par les matrices, qui répartissent l'usure sur de larges surfaces plutôt que sur des arêtes de coupe vives, réduisant ainsi les réaffûtages fréquents. Cela garantit une précision stable dans le temps. Les principaux paramètres contrôlés comprennent :
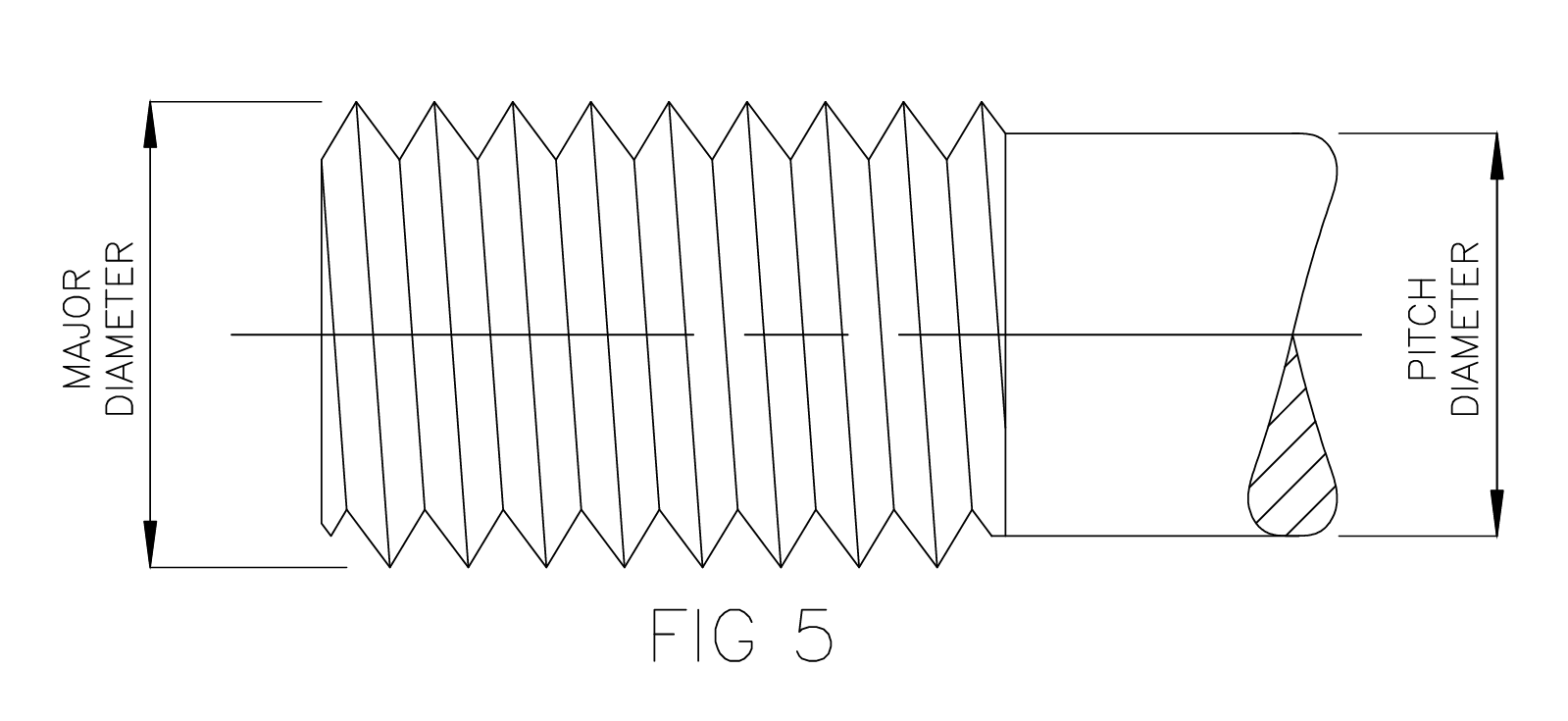
- Diamètres : Les diamètres majeurs, pas et mineurs sont régis par la taille de la pièce brute et le profil de la matrice ; les tolérances peuvent rester dans les ± 0,01 mm.
- Angle de filetage et pas : La précision de la matrice est directement transférée au filetage ; une légère récupération élastique dans les matériaux durs peut être compensée par des matrices en plomb modifiées.
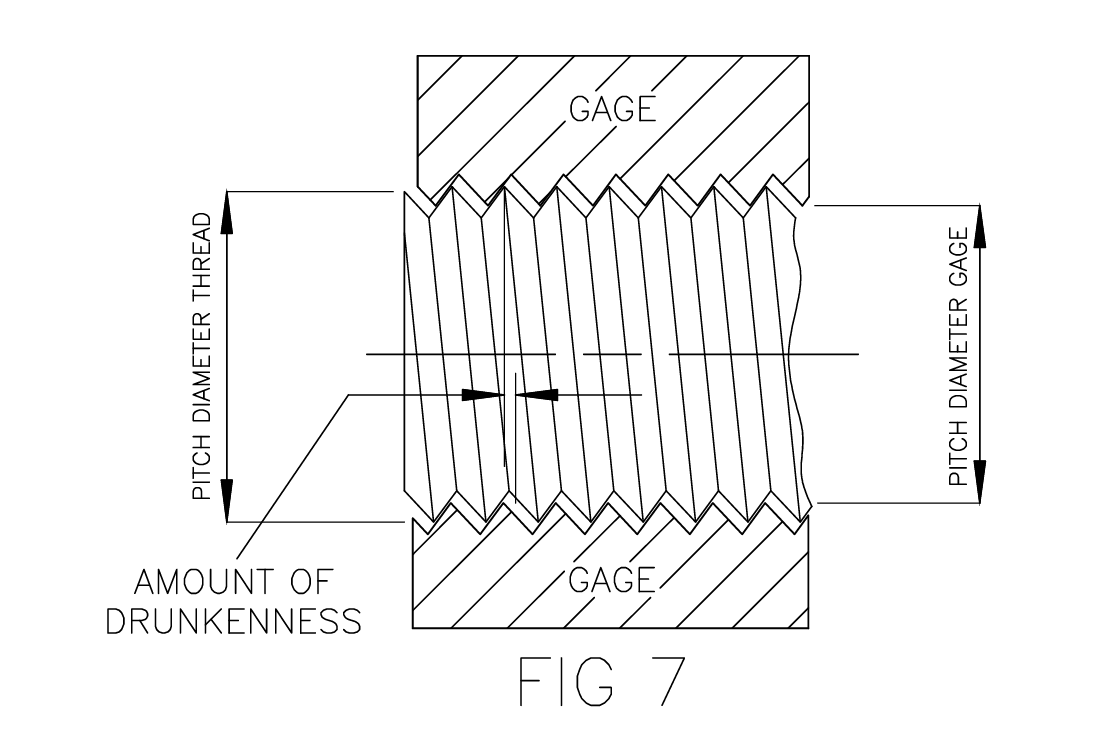
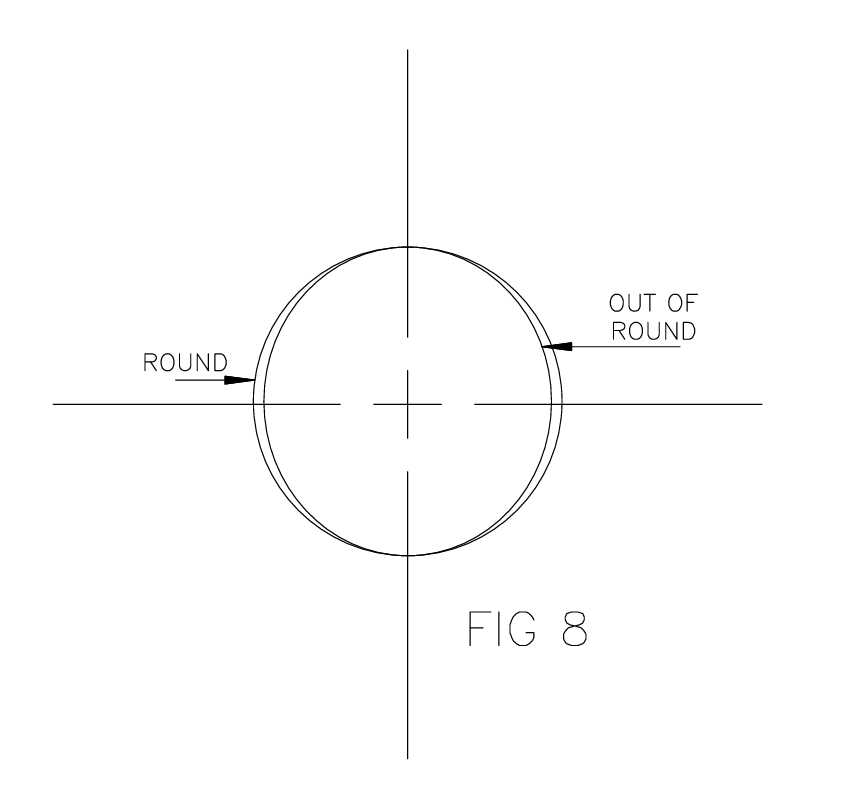
- Rondeur et faux-rond : Des ébauches uniformes et une pression progressive de la matrice maintiennent la rondeur ; le faux-rond peut être contrôlé via des réglages d'angle d'attaque.
2.3Économies de matériaux des modèles 15%–27% : réduction visible des coûts
Comme il n'y a pas de copeaux générés, le roulage déplace la matière au lieu de l'enlever. Les données de tests industriels montrent des économies de matière selon la taille du filetage :
| Taille du filetage | Matériel sauvegardé | Taille du filetage | Matériel sauvegardé |
| 8-32 | 24% | ¾-10 | 16% |
| 4-20 | 25% | 1-8 | 18% |
| ⅜-16 | 27% | 1½-6 | 16% |
Pour les pièces embouties, le laminage de filets permet l'utilisation de matériaux plus fins (nécessitant uniquement un diamètre brut proche du diamètre primitif plutôt qu'un diamètre mineur), réduisant encore davantage le gaspillage de matière.
2.4Productivité accrue : processus de formage de filetage le plus rapide
Le laminage de filets est la méthode la plus rapide disponible pour la production de filets, offrant des gains d'efficacité évidents :
- Équipement polyvalent : Convient aux machines manuelles, semi-automatiques et entièrement automatisées. Grâce aux alimentateurs automatiques, un seul opérateur peut piloter plusieurs machines et produire des dizaines, voire des centaines de pièces par minute.
- Élimine les opérations secondaires :Les filetages roulés près des épaulements peuvent être produits directement, éliminant ainsi les étapes d'ébavurage, de chanfreinage ou de polissage.
- Rentable même en petits lots : L'installation est rapide et simple, ce qui rend le roulage compétitif même pour des séries de quelques centaines de pièces.
2.5Finition de surface supérieure : comparable aux filetages rectifiés
La finition de surface de la matrice se transfère directement sur le filetage, tandis que le laminage assure un effet de polissage. Il en résulte une rugosité de surface aussi faible que Ra 0,8 μm, comparable à celle des filetages rectifiés. Qu'il s'agisse d'acier au carbone, d'acier inoxydable, de laiton ou d'aluminium, le laminage produit un aspect poli uniforme sans finition supplémentaire.
2.6Large gamme d'applications : plus que de simples fils
Le roulage de filets ne se limite pas aux filetages. Il permet également de réaliser des moletages, des cannelures, des dentelures, des rainures de lubrification et des arbres polis. Par exemple, les arbres automobiles avec rainures de lubrification peuvent être roulés en une seule passe, produisant des canaux lisses à un coût inférieur à celui du fraisage.
3.0Que peut-on laminer ? Types de fils, matériaux et applications
Lorsqu'ils recherchent des « applications de filetage par roulage » ou des « filetages pouvant être roulés », les fabricants souhaitent généralement vérifier si leurs produits spécifiques sont adaptés. L'adaptabilité du filetage par roulage est extrêmement large : il couvre la quasi-totalité des types de filetages, des matériaux et des catégories de produits utilisés dans la fabrication moderne.

3.1Types de filetage compatibles avec le laminage : plus de 20 spécifications standard
Le laminage de filets peut produire presque toutes les formes de filetage courantes ou spécialisées, notamment :
- S. Normes : NPT (tuyau conique), NPTF (tuyau à joint sec), ANPT (tuyau aérospatial), NPSM/NPSL (tuyau droit).
- Normes internationales : Filetage métrique ISO, Association britannique.
- Fils spéciaux : Filetages à contrefort, formes Lok-Thred®, filetages autotaraudeurs (types A / B / C), filetages à puissance.
- Autres: Filetages à gauche, à pas multiples, annulaires et coniques pour raccords.
Gamme de tailles : Diamètres de 1,52 mm à 127 mm, avec des pas de 2 à 80 TPI. Des filetages plus ou moins grands peuvent être réalisés avec un équipement spécialisé.
3.2Matériaux appropriés : Tout métal ductile ≤ dureté Rockwell C40
La ductilité est l'exigence clé du laminage de filets. Tout métal d'une dureté allant jusqu'à Rc 40 (parfois plus élevée dans certaines conditions) peut être laminé, notamment :
- Aciers : Aciers au carbone (1010/1112), aciers alliés (2330/3140/6150), aciers inoxydables, aciers à outils.
- Métaux non ferreux : Alliages de laiton, de bronze, d'aluminium, de cuivre, de cuivre au béryllium, de titane, de nickel, de Monel.
- Autres: Alliages moulés sous pression sélectionnés, argent et or (utilisés dans les pièces de précision).
3.3Applications typiques : des fixations aux composants aérospatiaux
- Fixations : Boulons, vis, goujons, écrous (en particulier les boulons à haute résistance où la résistance à la fatigue est essentielle).
- Automobile: Arbres (cannelés ou rainurés), engrenages, raccords de radiateur.
- Aérospatial: Raccords filetés ANPT, boîtiers de capteurs de haute précision.
- Électronique et électricité : Culot de lampe, bornes de connecteur.
- Composants spéciaux : Tubes creux (avec épaisseur de paroi suffisante), pièces embouties avec filetages, ensembles vis-rondelles intégrés.



4.0Comment choisir une rouleuse de filets ? 3 principaux types + guide de sélection
Le choix d'une rouleuse de filets est l'une des questions les plus fréquentes des équipes d'approvisionnement et d'ingénierie. Le choix du bon équipement a un impact direct sur l'efficacité et les coûts de production. Le marché actuel propose trois principaux types de rouleuses de filets, chacune adaptée à des applications spécifiques. En pratique, ces catégories ont évolué vers des solutions spécialisées telles que machines à rouler les filets automatiques à 2 rouleaux, machines hydrauliques à 3 rouleaux, Machines à rouler les filets à 3 matrices CNC, et machines à rouler les filets à vis automatiques CNC, offrant une large gamme d'options pour différentes industries.



4.1Machines à rouler les filets à mouvement alternatif (à matrice plate) : pour petits diamètres et faibles volumes
- Structure: Une matrice fixe et une matrice mobile avec des surfaces de travail planes ; chaque course produit une pièce.
- Avantages : Installation simple, faible coût, idéal pour les filetages jusqu'à 1 po de diamètre.
- Applications : Fixations en petites séries (par exemple, petites vis), filetages à extrémité conique, pièces laminées simples.
- Limites: Les filetages longs nécessitent une rotation de la pièce brute plus élevée ; l'efficacité diminue avec les matériaux durs.
Moderne machines à rouler les filets automatiques à 2 rouleaux Elles étendent les capacités des matrices plates traditionnelles, permettant une meilleure prise en charge des diamètres légèrement supérieurs, tout en conservant une utilisation simple et un faible coût de production. Elles sont particulièrement utiles aux ateliers devant passer de petites séries à une production flexible de moyennes séries.
4.2Machines à rouler les filets rotatives planétaires : pour les diamètres petits et moyens en production de masse
- Structure: Une matrice rotative centrale et plusieurs matrices à segments fixes ; aucun mouvement axial de l'ébauche.
- Avantages : Vitesse élevée (des centaines de pièces par minute), précision stable, adaptée aux pièces de petit à moyen diamètre.
- Applications : Production en grande série de petites vis (par exemple, vis électroniques), fixations standards.
- Limites: Plage de diamètres restreinte ; ne convient pas aux grandes pièces.
Pour les fabricants axés sur la production élevée et l'automatisation, machines à rouler les filets à vis automatiques CNC Intègre le principe planétaire à la commande numérique, garantissant vitesse et régularité. Ce type de vis est largement utilisé pour les vis électroniques, les micro-fixations et autres composants standards à haut volume.
4.3Machines à rouler les filets cylindriques : pour grands diamètres et pièces complexes
- Structure: Systèmes à deux ou trois matrices avec disposition à axes parallèles ; supporte le laminage en entrée ou en sortie.
- Avantages : Large gamme de traitement (jusqu'à 5 pouces de diamètre), capable de traiter des pièces creuses, des barres longues et des matériaux plus durs.
- Applications : Gros boulons, raccords creux, filetages continus sur barres (par exemple, vis-mères), composants traités thermiquement.
- Variantes : Les machines à trois matrices offrent un meilleur support que les versions à deux matrices, ce qui les rend mieux adaptées aux pièces creuses ou de haute précision.
Avancé machines hydrauliques à 3 rouleaux sont particulièrement efficaces pour les tubes creux et les boulons de grand diamètre, offrant une stabilité accrue lors du roulage. Machines à rouler les filets à 3 matrices CNC pousser la technologie cylindrique plus loin, offrant un alignement précis et une répétabilité pour les pièces complexes ou traitées thermiquement où la précision est essentielle.
4.4Sélection d'une machine à rouler les filets : guide en 3 étapes
- Par volume de production : Petits lots (centaines à quelques milliers) → Machines à 2 rouleaux, à mouvement alternatif ou automatiques ; grands lots (dizaines de milliers ou plus) → Machines à rouler les filets à commande numérique planétaires ou automatiques.
- Par taille de pièce : Petits diamètres (≤1 po) → Alternatif ou planétaire ; diamètres plus grands (>1 po) ou barres longues → Machines cylindriques, hydrauliques à 3 rouleaux ou CNC à 3 matrices.
- Par type de pièce : Composants creux ou complexes → Machines cylindriques à trois matrices ou CNC à trois matrices ; fixations standards → Machines à rouler les filets CNC planétaires ou automatiques.
5.0Comment utiliser les filières de filetage par roulage ? Conseils clés pour une durée de vie prolongée et une précision accrue
De nombreux utilisateurs recherchent « durée de vie des matrices de laminage » ou « comment entretenir les matrices de laminage ». Principal consommable des opérations de laminage, la durée de vie de la matrice a un impact direct sur le coût global. Voici trois pratiques essentielles :
Choisissez le bon matériau de matrice : adaptez-le au matériau de la pièce à usiner
- Matériaux tendres (aluminium, laiton) : Utilisez de l'acier à outils Cr12MoV ; économique et durable.
- Matériaux durs (acier inoxydable, acier allié) : Utilisez des matrices en acier rapide (W18Cr4V) ou en carbure pour une résistance à l'usure et une ténacité à la fracture supérieures.
Prolongez la durée de vie des matrices grâce à trois pratiques d'exploitation :
- Contrôler la vitesse de pénétration : Utilisez des vitesses plus lentes pour les matériaux durs ou les pièces creuses (pour éviter l'écaillage de la matrice) et des vitesses plus élevées pour les matériaux souples (pour éviter que le matériau ne colle).
- Inspectez régulièrement les matrices : Remplacez-le rapidement lorsque l'usure de la crête ou l'écaillage est détecté pour éviter une ferraille excessive.
- Optimiser les postes de découpe : Les matrices multi-stations (par exemple, les configurations à deux ou quatre stations) répartissent l'usure sur plusieurs surfaces, prolongeant ainsi la durée de vie de 2 à 4 fois.
Sélectionnez la largeur de matrice appropriée :
- Roulage d'alimentation : La largeur de la matrice doit être égale à la longueur du filetage + 2 à 3 pas, pour éviter la rupture des extrémités.
- Laminage en continu : Respectez la largeur recommandée par le fabricant ; pour les filetages proches des épaulements, réservez 3 à 5 pas de jeu.

6.0Foire aux questions (FAQ) : Explication du laminage des filets
Les filetages internes peuvent-ils être roulés ?
Non. Le filetage par roulage est presque exclusivement destiné aux filetages extérieurs. Les filetages intérieurs nécessitent des procédés de taraudage ou de roulage.
Peut-être élevé-Les matériaux de dureté (par exemple, Rockwell C45) peuvent-ils être laminés ?
Partiellement. Grâce aux matrices en carbure et aux faibles vitesses de pénétration, certains matériaux de haute dureté peuvent être laminés. Cependant, la ductilité doit être testée au préalable pour éviter la rupture de la matrice.
Quels niveaux de précision que peuvent réaliser les fils roulés ?
Le filetage par roulage standard permet d'atteindre des tolérances de classe 6g. Grâce à des matrices rectifiées et à des machines de haute précision, la précision peut atteindre la classe 4h, répondant ainsi aux exigences de l'industrie aérospatiale.
Le laminage de filets est-il plus coûteux que la découpe pour les petits lots ?
Non. Le temps de préparation d'une machine à rouler les filets est court (environ 30 minutes). Même pour des séries d'environ 500 pièces, les économies de matière et la productivité accrue rendent le roulage 10%–15% plus rentable que le taillage.
7.0Conclusion : Le laminage de filets — une méthode éprouvée pour un coût réduit et une efficacité accrue
Que ce soit dans l'industrie des fixations exigeantes fils à haute résistance ou des applications aérospatiales nécessitant précision et économies de matièreLe laminage de filets offre des performances constantes grâce à son processus sans copeaux, sa résistance supérieure et sa rentabilité.
En sélectionnant le bon type de machine (alternative, planétaire ou cylindrique) et en faisant correspondre les matrices aux matériaux, les fabricants peuvent augmenter la productivité du filetage de 3 à 5 fois tout en réduisant le gaspillage de matériaux en 15%–27%.
Si vous vous demandez si vos pièces sont adaptées au laminage ou quelle machine choisir, reportez-vous au guide de sélection fourni ou évaluez les dimensions spécifiques de vos pièces pour optimiser le processus.




