
- 1.0Pourquoi l'usinabilité mérite-t-elle une étude sérieuse ?
- 2.0Quelle est l'usinabilité des matériaux métalliques ?
- 3.0Comment évalue-t-on l'usinabilité ?
- 4.0Classification de l'usinabilité des différents matériaux (perspective d'ingénierie)
- 5.0Quelles propriétés des matériaux déterminent l'usinabilité ?
- 6.0Comment améliorer l'usinabilité dans la pratique de l'ingénierie ?
- 7.0Conclusion : L'usinabilité est un problème d'ingénierie au niveau système
- 8.0FAQ : Questions fréquentes sur l’usinabilité des métaux
- 8.1Q1 : L'usinabilité est-elle équivalente à la dureté du matériau ?
- 8.2Q2 : Pourquoi les alliages de titane sont-ils généralement considérés comme des matériaux difficiles à usiner ?
- 8.3Q3 : L'acier inoxydable est-il toujours plus difficile à usiner que l'acier au carbone ?
- 8.4Q4 : Lorsque l'usinabilité est mauvaise, la réduction de la vitesse de coupe est-elle la seule solution ?
- 8.5Q5 : Quelle est l'importance de l'impact du traitement thermique sur l'usinabilité ?
Dans le domaine de la fabrication mécanique, l'usinage est omniprésent. Cependant, les ingénieurs se rendent vite compte, en production, que :« Usinable » ne signifie pas « facile à usiner ».
Avec la même machine-outil et des paramètres de coupe identiques, un simple changement de matériau peut entraîner des forces de coupe, une durée de vie de l'outil et une qualité de surface totalement différentes. Cette différence est déterminée par l'usinabilité du matériau.
D'un point de vue pratique d'ingénierie, cet article présente de manière systématique le concept d'usinabilité des métaux, les méthodes d'évaluation courantes, les principaux facteurs d'influence et les stratégies éprouvées d'amélioration dans des environnements de production réels.
1.0Pourquoi l'usinabilité mérite-t-elle une étude sérieuse ?
L'usinage demeure l'une des méthodes de mise en forme des métaux les plus utilisées dans la fabrication moderne. Cependant, différents matériaux se comportent de manière très différente lors de la coupe.
1.1Exemples de différences de performance en matière de découpe :
- Alliages d'aluminium, alliages de cuivre : Coupe légère, faibles forces de coupe, rendement élevé ;
- Aciers alliés, aciers inoxydables, alliages de titane, superalliages à base de nickel : forces de coupe élevées, chaleur concentrée, usure rapide de l’outil, souvent accompagnées d’écaillage des arêtes et de problèmes de vibrations.
1.2Conséquences d'une compréhension insuffisante de l'usinabilité :
- Durée de vie des outils considérablement réduite ;
- Faible efficacité d'usinage persistante ;
- Qualité de surface instable ;
- Optimisation des paramètres de processus par essais et erreurs répétés.
Par conséquent, comprendre l'essence de l'usinabilité et appliquer des stratégies ciblées est fondamental pour améliorer l'efficacité, contrôler les coûts et garantir des performances d'usinage stables.
2.0Quelle est l'usinabilité des matériaux métalliques ?
L'usinabilité d'un matériau métallique désigne le degré de difficulté avec lequel il peut être usiné dans des conditions de coupe spécifiées et selon une durée de vie d'outil définie.
D'un point de vue ingénierie, un matériau avec « bonne usinabilité » présente généralement :
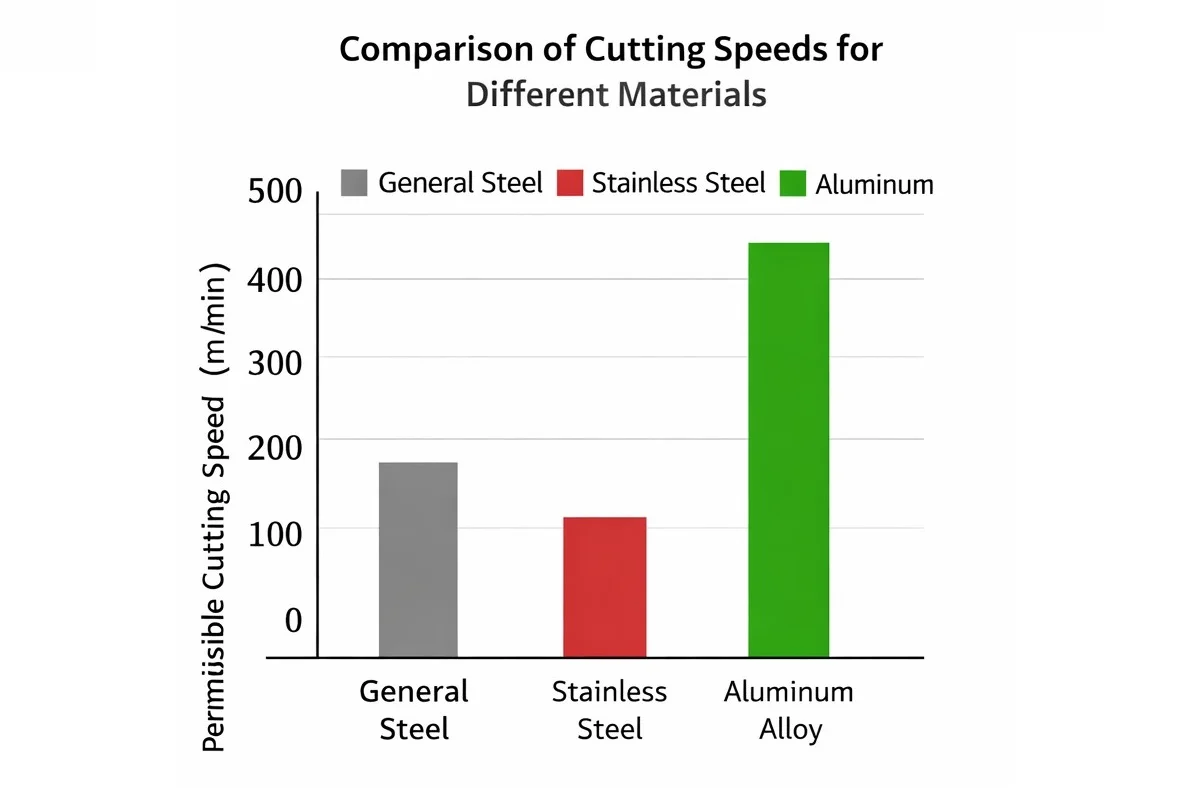
- Des vitesses de coupe admissibles plus élevées dans les mêmes conditions de durée de vie de l'outil ;
- Des forces de coupe et des températures de coupe plus faibles, avec une usure des outils plus lente ;
- Qualité de surface stable, avec des copeaux qui se cassent facilement et peuvent être évacués de manière contrôlée.
À l'inverse, si un matériau entraîne une durée de vie d'outil courte, une résistance à la coupe élevée, un mauvais état de surface ou un contrôle difficile des copeaux, il est généralement considéré comme ayant une mauvaise usinabilité.
Il convient de souligner que l'usinabilité est une concept relatif, et non un jugement intrinsèque sur la qualité « bonne » ou « mauvaise » d’un matériau.

3.0Comment évalue-t-on l'usinabilité ?
3.1Métriques d'évaluation en ingénierie courantes
Dans les applications pratiques d'ingénierie, l'usinabilité est généralement évaluée par une combinaison d'indicateurs, notamment :
- Durée de vie de l'outil ;
- Vitesse de coupe admissible ;
- Force de coupe ;
- température de coupe ;
- Qualité de surface usinée ;
- Morphologie de la puce.
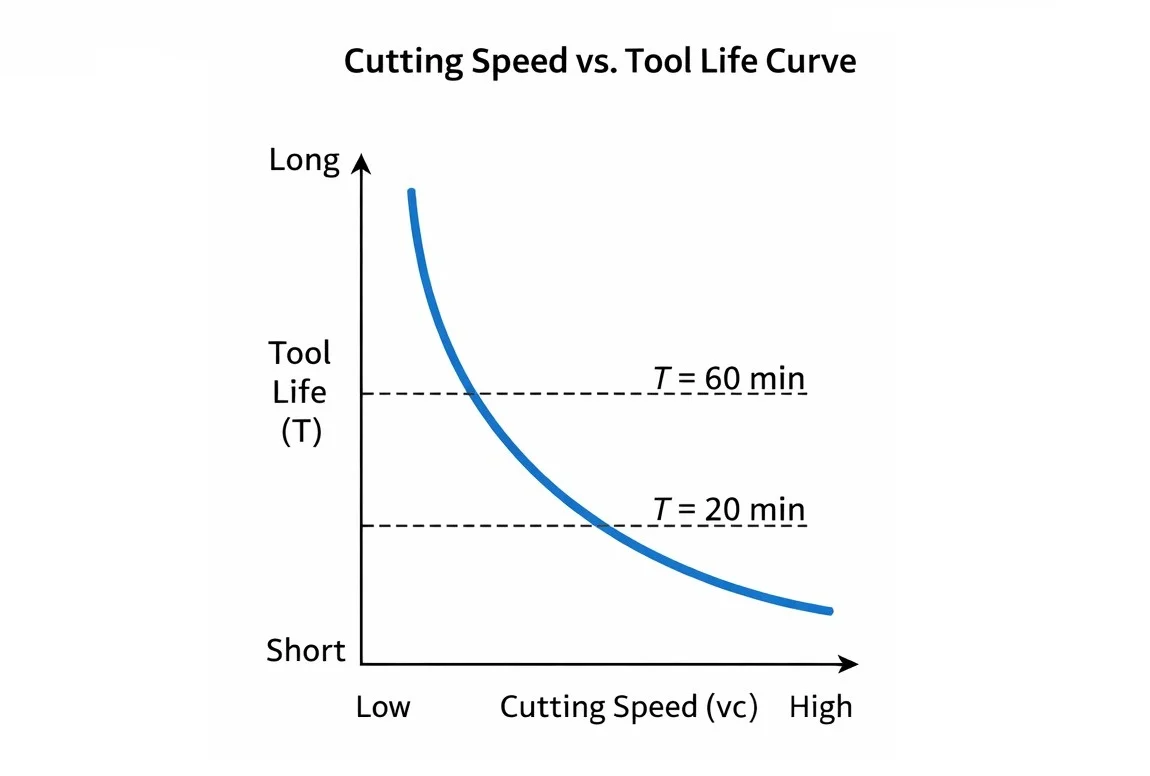
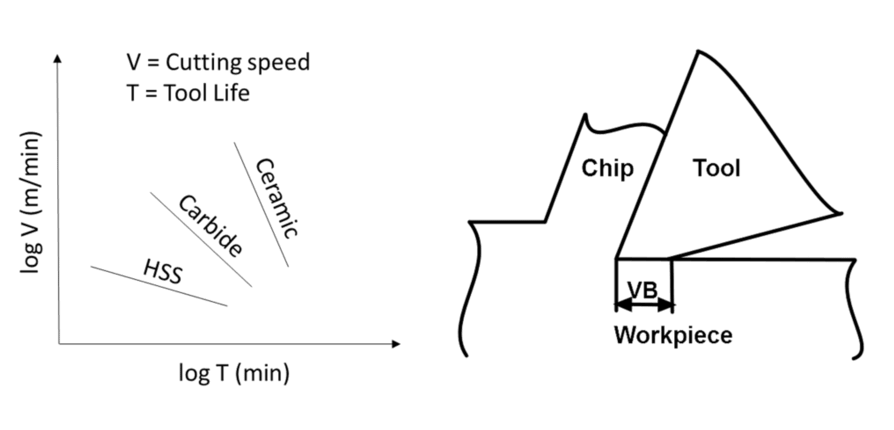
Parmi ceux-ci, les vitesse de coupe admissible pour une durée de vie de l'outil spécifiée est l'indicateur quantitatif le plus couramment utilisé et le plus pertinent en ingénierie :
- Matériaux métalliques généraux : La vitesse de coupe à la durée de vie de l'outil T = 60 min (vc₆₀) est utilisée comme référence ;
- Matériaux difficiles à usiner : La vitesse de coupe à la durée de vie de l'outil T = 20 min (vc₂₀) est souvent adoptée.
3.2Indice d'usinabilité relative Kr
Pour faciliter la comparaison entre différents matériaux, l'indice d'usinabilité relative Kr est largement utilisé dans la pratique de l'ingénierie :Kr = Vitesse de coupe du matériau à T = 60 min / Vitesse de coupe de l'acier AISI 1045 à T = 60 min
Ici, l’acier AISI 1045 (170–229 HBS) sert de matériau de référence.
- Kr > 1 : L'usinabilité est meilleure que celle de l'acier 1045 ;
- Kr < 1 : L'usinabilité est pire que celle de l'acier 1045.
Cet indice est particulièrement utile pour la sélection des matériaux et la planification préliminaire des procédés dans les applications d'ingénierie.
4.0Classification de l'usinabilité des différents matériaux (perspective d'ingénierie)
En se basant sur l'indice d'usinabilité relative Kr, les matériaux sont généralement classés en plusieurs niveaux dans la pratique de l'ingénierie, allant de « facile à usiner » à « extrêmement difficile à usiner ». Cette classification est largement utilisée pour une évaluation rapide de la difficulté d'usinage lors de la sélection des matériaux et de la planification des processus.
Une règle largement acceptée est la suivante :À mesure que la résistance, la plasticité ou les performances à haute température des matériaux augmentent, leur usinabilité tend à diminuer significativement.
Cela explique pourquoi les alliages de titane et les superalliages à base de nickel présentent d'excellentes propriétés mécaniques et thermiques, mais sont extrêmement difficiles à usiner.
5.0Quelles propriétés des matériaux déterminent l'usinabilité ?
5.1Dureté et force
À mesure que la dureté et la résistance augmentent, la résistance au cisaillement lors de la coupe augmente en conséquence, ce qui entraîne des forces de coupe et des températures de coupe plus élevées ainsi qu'une usure accélérée de l'outil.
L'expérience en ingénierie montre que les matériaux de dureté modérée et de microstructure uniforme sont plus favorables à un usinage stable.
5.2Plasticité et ténacité
- Plasticité excessive : une déformation plastique importante se produit pendant la coupe, élargissant la zone de contact outil-copeau, augmentant le frottement et favorisant la formation d’arêtes rapportées ;
- Durcissement excessif : la consommation d’énergie de coupe augmente et le broyage des copeaux devient difficile.
Ces deux conditions réduisent considérablement l'usinabilité.
5.3Conductivité thermique
Les matériaux présentant une bonne conductivité thermique peuvent dissiper efficacement la chaleur de coupe à travers le copeau et la pièce, réduisant ainsi la température de la zone de coupe et atténuant l'usure thermique de l'outil.
Les matériaux à faible conductivité thermique, tels que les alliages de titane, ont tendance à concentrer la chaleur près du tranchant, accélérant ainsi la défaillance de l'outil.
5.4Module d'élasticité
- Module d'élasticité excessivement élevé : résistance à la coupe plus élevée lors de l'enlèvement de matière ;
- Module d'élasticité excessivement faible : récupération élastique prononcée après la coupe, augmentant le frottement entre la face de dépouille et la surface usinée.
Les deux cas sont défavorables à la stabilité d'usinage.

6.0Comment améliorer l'usinabilité dans la pratique de l'ingénierie ?
6.1Amélioration de l'usinabilité par traitement thermique
Un traitement thermique approprié peut améliorer considérablement les performances d'usinage en modifiant la microstructure :
- Aciers à faible teneur en carbone : normalisation pour affiner les grains et réduire la plasticité excessive ;
- Aciers à haute teneur en carbone : recuit de sphéroïdisation pour réduire la dureté et améliorer le bris des copeaux ;
- Fonte : recuit avant usinage pour soulager les contraintes internes et réduire la dureté superficielle.
6.2Amélioration de l'usinabilité par l'optimisation de la composition chimique
En production de masse, l'usinabilité est souvent améliorée par la conception des alliages :
- L'ajout de soufre, de phosphore, de plomb ou de calcium à l'acier peut réduire la résistance à la coupe et améliorer la fragmentation des copeaux ;
- L'optimisation de la composition des alliages dans les métaux non ferreux permet d'affiner la structure granulaire et d'améliorer la stabilité à l'usinage.
6.3Stratégies d'optimisation de l'usinage pour les matériaux difficiles à usiner typiques
Matériaux à haute résistance et à ultra-haute résistance
Pour ces matériaux, les forces de coupe sont généralement 20%–30% supérieures à celles de l'acier AISI 1045, avec des températures de coupe élevées et une usure rapide de l'outil.
Les stratégies d'ingénierie comprennent :
- Sélectionner des matériaux d'outils de coupe présentant une excellente résistance à la chaleur et à l'usure ;
- Réduire l'angle de dépouille ou adopter des angles de dépouille négatifs et augmenter le rayon du nez de l'outil pour améliorer la résistance du tranchant ;
- Effectuer l’ébauche à l’état recuit ou normalisé chaque fois que cela est possible ;
- Il est préférable de contrôler la vitesse de coupe de manière raisonnable plutôt que de rechercher excessivement une vitesse élevée.
Matériaux à haute plasticité et faible dureté
Ces matériaux sont sujets à l'adhérence, au soudage à froid et à la formation de surépaisseurs, ce qui entraîne une qualité de surface instable.
Les mesures efficaces comprennent :
- Utilisation de lames tranchantes pour réduire la déformation de coupe ;
- Augmenter modérément la vitesse de coupe pour éviter la formation d'une zone de surépaisseur ;
- Appliquer des vitesses d'avance appropriées pour améliorer la capacité de concassage des copeaux.
7.0Conclusion : L'usinabilité est un problème d'ingénierie au niveau système
L'usinabilité des métaux n'est pas déterminée par un seul facteur, mais par les effets combinés des propriétés du matériau, des caractéristiques de l'outil de coupe et des paramètres d'usinage.
Dans la pratique de l'ingénierie :
- Au niveau des matériaux : l’usinabilité peut être améliorée par traitement thermique et optimisation de la composition chimique ;
- Au niveau du processus : une optimisation systématique des outils et des paramètres de coupe est nécessaire pour les matériaux difficiles à usiner.
Ce n’est qu’en comprenant pourquoi un matériau est difficile à usiner que l’on peut développer des stratégies d’usinage véritablement efficaces, permettant une optimisation équilibrée de l’efficacité, de la qualité et du coût.
8.0FAQ : Questions fréquentes sur l’usinabilité des métaux
8.1Q1 : L'usinabilité est-elle équivalente à la dureté du matériau ?
Non. La dureté n'est qu'un des facteurs influençant l'usinabilité et n'est pas un indicateur décisif.
En usinage, la plasticité, la ténacité, la conductivité thermique, le module d'élasticité, ainsi que le frottement et l'affinité chimique entre le matériau de la pièce et l'outil de coupe, influent considérablement sur le comportement de coupe. Par exemple, les alliages de titane, bien que n'ayant pas une dureté particulièrement élevée, sont considérés comme des matériaux difficiles à usiner en raison de leur faible conductivité thermique et de leur forte réactivité chimique.
8.2Q2 : Pourquoi les alliages de titane sont-ils généralement considérés comme des matériaux difficiles à usiner ?
La faible usinabilité des alliages de titane résulte principalement des facteurs suivants :
- Faible conductivité thermique : la chaleur de coupe est difficile à dissiper, ce qui entraîne des températures élevées localisées à la pointe de l'outil ;
- Activité chimique élevée : forte tendance à adhérer aux matériaux d’outillage, provoquant une usure par adhérence et diffusion ;
- Récupération élastique prononcée : friction accrue sur la face de flanc de l’outil.
Ces facteurs agissent de concert, rendant les alliages de titane sujets à une usure rapide des outils, à l'écaillage des arêtes et à des conditions d'usinage instables.
8.3Q3 : L'acier inoxydable est-il toujours plus difficile à usiner que l'acier au carbone ?
Pas nécessairement. L'usinabilité de l'acier inoxydable est étroitement liée à son type microstructural :
- Aciers inoxydables austénitiques : plasticité élevée et écrouissage important, ce qui entraîne une mauvaise usinabilité ;
- Certains aciers inoxydables martensitiques : dans des conditions de traitement thermique appropriées, leur usinabilité peut approcher ou être légèrement inférieure à celle des aciers à moyenne teneur en carbone ;
- Aciers inoxydables à usinage facile : les nuances contenant du soufre offrent de bonnes performances en usinage automatique et à haute productivité.
Par conséquent, l'acier inoxydable ne doit pas être considéré comme un matériau uniformément difficile à usiner.
8.4Q4 : Lorsque l'usinabilité est mauvaise, la réduction de la vitesse de coupe est-elle la seule solution ?
Non. Se contenter de réduire la vitesse de coupe ne fait souvent qu'atténuer les symptômes sans s'attaquer à la cause profonde.
Les approches plus efficaces comprennent :
- Sélectionner des matériaux d'outils de coupe plus adaptés ;
- Optimisation de la géométrie de l'outil : angle de coupe, résistance du tranchant et rayon du nez de l'outil ;
- Ajustement de la combinaison des paramètres de coupe ;
- Modifier les conditions de traitement thermique de la pièce lorsque cela est nécessaire.
Dans de nombreux cas, une augmentation appropriée de la vitesse de coupe peut en fait contribuer à réduire la formation d'arêtes accumulées et à améliorer la finition de surface.
8.5Q5 : Quelle est l'importance de l'impact du traitement thermique sur l'usinabilité ?
L'impact est considérable. Par normalisation, recuit ou recuit de sphéroïdisation, le traitement thermique peut :
- Modifier la microstructure du matériau ;
- Réduire les forces de coupe ;
- Améliorer le comportement de bris de copeaux ;
- Prolonger considérablement la durée de vie des outils.
Référence
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability