
- 1.0Qu'est-ce qu'un profilé en aluminium ?
- 2.0Caractéristiques clés des profilés en aluminium
- 3.0Alliages d'aluminium courants, nuances et leurs différences
- 4.0Traitement thermique et états de revenu
- 5.0Classification principale des profilés en aluminium
- 6.0Fabrication et traitement de surface des profilés en aluminium
- 7.0Principaux domaines d'application des profilés en aluminium
- 8.0Contrôle qualité et maintenance des profilés en aluminium
1.0Qu'est-ce qu'un profilé en aluminium ?
Le profilé en aluminium, également appelé extrusion d'aluminium ou ossature en aluminium, est une section métallique fabriquée principalement à partir d'alliage d'aluminium par une série de procédés comprenant la fusion, l'extrusion et le traitement de surface. Il présente une section transversale définie et des dimensions standardisées ou sur mesure.
Le procédé de formage clé est l'extrusion : des billettes cylindriques en alliage d'aluminium sont chauffées à environ 450–500 °C, puis extrudées à travers une filière en acier conçue sur mesure sous des pressions allant de 100 à 1 000 tonnes. Ce procédé permet d'obtenir des profilés à section uniforme et aux dimensions précises. Après refroidissement et mise en forme, le profilé conserve la géométrie fixe définie par la filière. L'optimisation de l'alliage et la maîtrise du procédé permettent d'améliorer encore les performances mécaniques et fonctionnelles.
2.0Caractéristiques clés des profilés en aluminium
- Léger et très résistantAvec une densité d'environ 2,7 g/cm³, les profilés en aluminium sont nettement plus légers que ceux en acier. L'alliage améliore considérablement leur résistance, contribuant ainsi à réduire le poids total de la structure et à optimiser l'efficacité énergétique.
- Résistance à la corrosionUne couche d'oxyde d'aluminium qui se forme naturellement en surface assure une protection efficace contre la corrosion, rendant les profilés en aluminium adaptés aux environnements extérieurs et humides.
- Excellente usinabilitéLes profilés en aluminium sont faciles à extruder, à couper, à souder et à usiner par commande numérique, ce qui permet une personnalisation flexible pour des conceptions structurelles complexes.
- Écologiquement durableL'aluminium est recyclable à 100 % et l'aluminium recyclé ne nécessite que 5 à 10 % de l'énergie nécessaire à la production d'aluminium primaire, soutenant ainsi la fabrication verte et les objectifs de durabilité.
- Faibles coûts d'entretienL'aluminium ne rouille pas et résiste à la déformation, ce qui lui permet d'avoir une durée de vie de 50 ans ou plus dans des conditions normales.
- Propriétés physiques fonctionnellesGrâce à leur bonne conductivité thermique et électrique, combinée à leur comportement non magnétique, les profilés en aluminium sont idéaux pour l'électronique, la dissipation de chaleur et les équipements de précision.
3.0Alliages d'aluminium courants, nuances et leurs différences
| Série/Grade d'alliage | Principaux éléments d'alliage | Performances mécaniques | Caractéristiques du traitement de surface | Applications typiques |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Résistance à la traction ≈ 190 MPa, limite d'élasticité ≈ 145 MPa, résistance moyenne | Excellente qualité d'anodisation, finition de surface lisse et uniforme | Décoration architecturale, mobilier, dissipateurs thermiques électroniques, portes et fenêtres, structures décoratives, profilés LED |
| 6061 | Si, Mg, Cu (0,15 à 0,4%), Cr (0,04 à 0,35%) | Résistance à la traction ≈ 310 MPa, limite d'élasticité ≈ 276 MPa, haute résistance et dureté | Qualité d'anodisation légèrement inférieure à celle du 6063, excellente soudabilité | Structures industrielles robustes, châssis de machines |
| Série 1000 | Aluminium de haute pureté | faible résistance mécanique | Excellente résistance à la corrosion et conductivité électrique | Applications électriques, composants de dissipation thermique où la pureté des matériaux est essentielle |
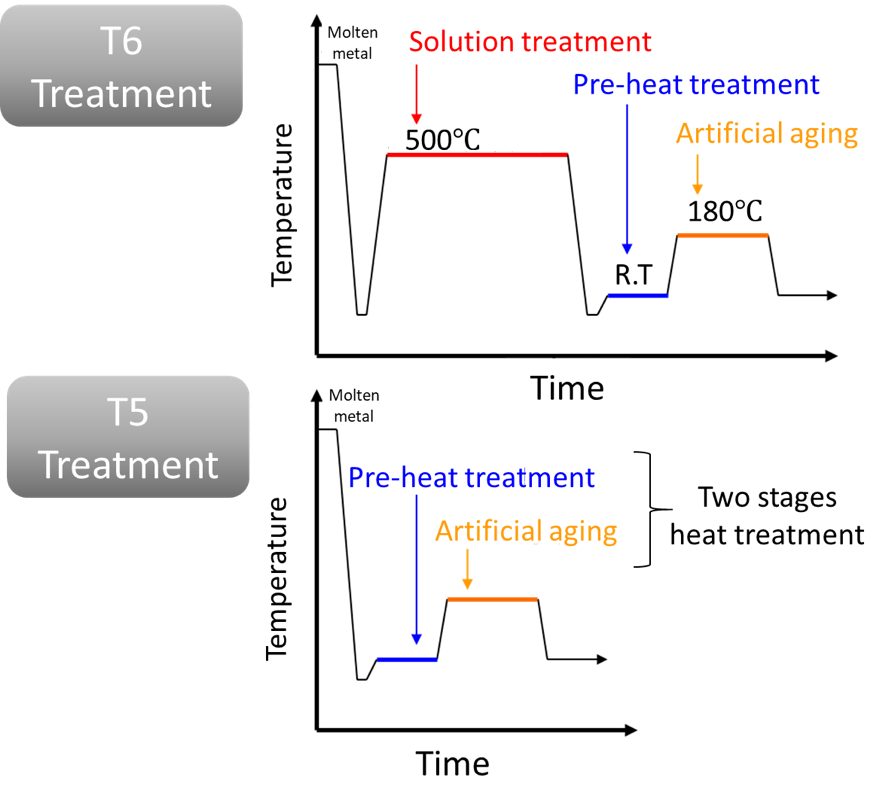
4.0Traitement thermique et états de revenu
| État de tempérament | Dureté Webster | Processus de formation | Caractéristiques de performance |
| T5 | 8–12 | Refroidissement contrôlé et vieillissement artificiel après extrusion | Résistance et facilité de mise en œuvre équilibrées |
| T6 | Environ 13,5 | Traitement thermique de mise en solution suivi d'un vieillissement artificiel | Résistance et dureté supérieures à celles du T5 |
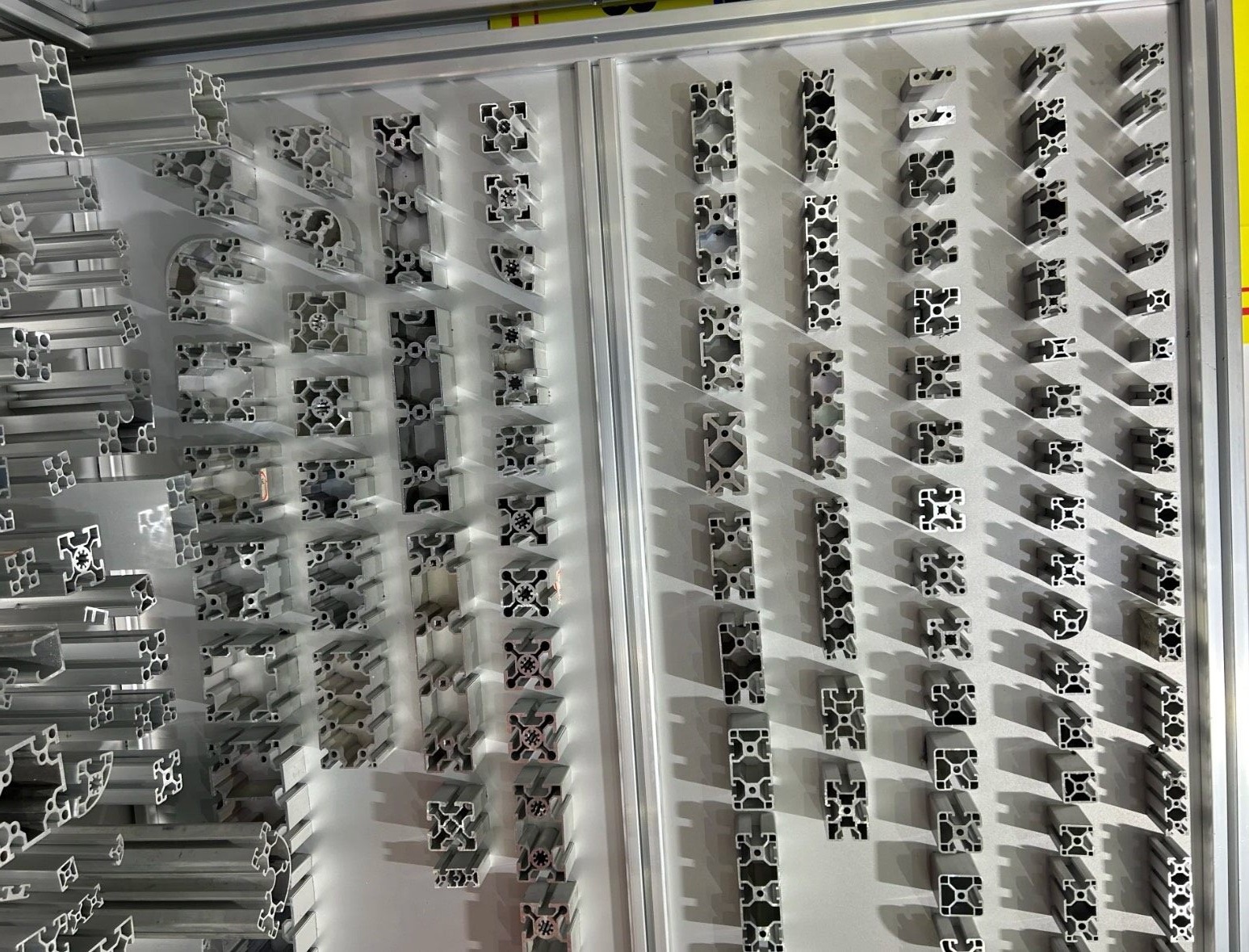
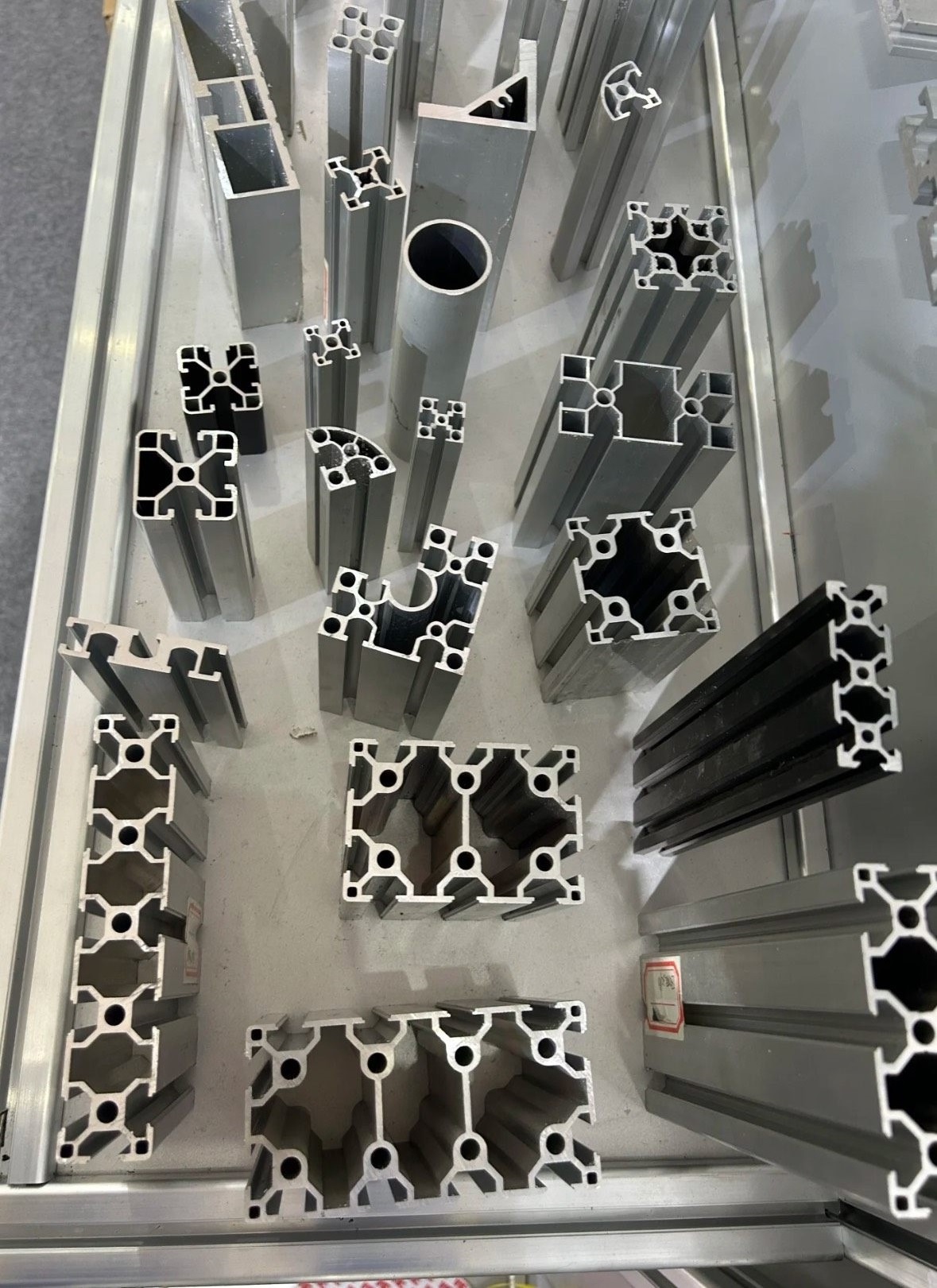
5.0Classification principale des profilés en aluminium
5.1Classification selon le degré de personnalisation
| Classification | Caractéristiques | Formes/Applications courantes |
| Profils standard | Fabriqués aux dimensions et sections transversales standard de l'industrie, ils offrent un excellent rapport coût-efficacité et une grande disponibilité. | Profilés en L, en U, en T, tubes carrés et ronds, barres plates, profilés en Z ; ossatures générales, connecteurs, supports structuraux |
| Profils spéciaux | Conçu pour des applications spécifiques, avec des éléments personnalisés (structures à enclenchement rapide, canaux de gestion des câbles intégrés, surfaces de montage dédiées) | Équipements de précision, composants architecturaux spécialisés |
| Profils personnalisés | Développé avec un outillage dédié, basé sur les exigences spécifiques du projet, des sections transversales uniques et des dimensions | Scénarios d'ingénierie et de conception personnalisés |

5.2Classification par structure et application
| Classification | Caractéristiques | Applications typiques |
| Profilés de cadre | Les bords sécurisés des panneaux (verre, feuilles de plastique) allient stabilité structurelle et attrait décoratif. | Encadrements de portes et fenêtres, présentoirs publicitaires, stands d'exposition, bordures de meubles |
| Profils de boîtes | Sections fermées rectangulaires ou carrées, rigidité et capacité de charge exceptionnelles, bonne conductivité thermique et électrique | Construction, automobile, fabrication de machines, applications électriques |
| Profilés LED | Spécialement conçus pour les rubans LED, ils utilisent la conductivité thermique de l'aluminium pour la dissipation de la chaleur et permettent une installation en saillie ou encastrée. | Les systèmes d'éclairage LED assurent une distribution uniforme de la lumière et une protection mécanique. |
| Profils angulaires | En forme de L, protège et décore les jonctions de deux surfaces, prévient les dommages causés par les chocs | Décoration intérieure et extérieure, protection des équipements |
| Profils Sigma | Section transversale similaire à la lettre grecque Σ, résistance structurelle élevée | Éléments porteurs et de fixation dans les machines industrielles, installations d'usine |
| Profilés de poutres creuses | Structures creuses sans limitations strictes de section transversale (variantes rectangulaires et carrées) | Structures de support horizontales dans les bâtiments et les ponts, applications à charges lourdes |
| Profils fonctionnels dédiés | Inclut les profilés de fenêtres coulissantes SD (haute résistance aux intempéries), les profilés de murs-rideaux RCW (façades d'immeubles de grande hauteur, étanchéité et protection), les profilés de portes (portes vitrées fixes), les profilés de persiennes (ventilation, éclairage naturel, intimité, étanchéité à l'eau), les profilés en T (fermes, supports d'angle). | Systèmes de fenêtres coulissantes, murs-rideaux d'immeubles de grande hauteur, structures de portes vitrées épaisses, systèmes de ventilation, charpentes métalliques |
5.3Autres méthodes de classification
| Base de classification | Types | Critères de sélection |
| Processus de fabrication | Profilés extrudés, profilés moulés, profilés laminés | En fonction des exigences en matière d'efficacité de production et de performance des produits |
| Finition de surface | Profilés bruts de laminage, profilés anodisés, profilés thermolaqués | En fonction de l'environnement d'application et des exigences esthétiques |
6.0Fabrication et traitement de surface des profilés en aluminium
6.1Points clés du processus de fabrication
Le procédé d'extrusion confère aux profilés en aluminium une flexibilité de conception exceptionnelle, permettant la production de barres pleines simples et de sections complexes à cavités multiples. Un flux de production complet comprend les étapes suivantes : chauffage de la billette → chauffage du conteneur → chauffage de la filière → extrusion → trempe → redressage → découpe à longueur → mise en rayon → maturation → livraison. Chaque paramètre du procédé influe directement sur la qualité du produit final.
Exigences de contrôle des processus
- La température d'extrusion, la pression et la vitesse de refroidissement doivent être surveillées en permanence afin de garantir la précision dimensionnelle et des performances mécaniques constantes.
- Les filières d'extrusion doivent être polies et préchauffées à 440–480°C (pour les filières à hublot, temps de maintien ≥1,5 heures) ; le conteneur est chauffé à 380–430°C et nettoyé régulièrement.
- Les billettes sont inspectées pour éliminer les défauts et chauffées en fonction de l'épaisseur de la paroi (≥1,4 mm : 440–540 °C ; <1,4 mm : 400–540 °C).
- La pression d'extrusion initiale ne doit pas dépasser 210 kg/cm² ; une décompression est effectuée pour le dégazage entre 110 et 160 kg/cm². La température de sortie doit être supérieure ou égale à 500 °C et l'épaisseur de la base contrôlée entre 15 et 30 mm.
Trempe et vieillissement
Ces étapes sont cruciales pour améliorer les propriétés mécaniques. Pour l'alliage 6063 (état T6), un refroidissement par air forcé est nécessaire, avec une vitesse de refroidissement ≥ 80 °C/min jusqu'à une température inférieure à 170 °C. L'alliage 6061 peut être trempé par air fort, brouillard d'eau ou refroidissement à l'eau. Le vieillissement permet la précipitation des éléments d'alliage, ce qui améliore significativement la résistance.
6.2Principales méthodes de traitement de surface
| Méthode de traitement | Principe du processus | Caractéristiques de performance | Limites | Applications typiques |
| Anodisation | Former une couche dense d'oxyde d'aluminium par réaction électrochimique (épaisseur 5–25 μm) | Haute dureté, excellente résistance à la corrosion et à l'usure, teintable en plusieurs couleurs, durée de vie jusqu'à 20 ans | Non conducteur, uniformité de couleur sensible au contrôle du processus | Composants architecturaux, dissipateurs thermiques électroniques |
| Revêtement en poudre | Application électrostatique de poudre suivie d'un durcissement à 180–200 °C | Large choix de couleurs et de finitions (mate, brillante), excellente résistance aux intempéries, anti-décoloration, sans solvant, respectueux de l'environnement | Les teintes vives peuvent s'estomper et des défauts de surface (peau d'orange, décollement de la poudre) peuvent apparaître. | murs-rideaux, installations extérieures |
| Traitement mécanique de surface | Brossage, polissage, sablage pour créer des textures distinctes | Le brossage masque les rayures, le polissage produit un fini miroir, le sablage offre une surface mate non réfléchissante | — | composants décoratifs, équipements de précision |
| Revêtement électrophorétique | Particules de revêtement déposées sous champ électrique pour former une couche lisse et uniforme | Forte adhérence, résistance aux chocs, épaisseur de revêtement supérieure à celle de l'anodisation | Choix de couleurs limité (argent, champagne, noir), des variations de couleur peuvent survenir. | Portes et fenêtres architecturales, profils de meubles |
| Anodisation conductrice | Former une fine couche d'oxyde (0,5–5 μm) | Conserver la conductivité électrique tout en assurant une protection de base | — | Composants électroniques |
| Impression par transfert de grain de bois | Simuler les textures naturelles du bois sur la surface du profilé | Rehaussez l'attrait décoratif, alliez les performances de l'aluminium à l'esthétique du bois. | — | Mobilier, décoration architecturale |

6.3Outillage et équipement de base
- filières d'extrusionOutillage de base pour le formage de profils, conçu sur mesure en fonction de la géométrie de la section transversale ; la qualité de la matrice détermine directement la précision dimensionnelle et la précision de la forme, nécessitant un entretien régulier pour prévenir les défauts liés à l’usure.
- Systèmes de fixation et de serrageUtilisé pour le positionnement et la fixation des profils pendant l'usinage ; une conception appropriée assure un positionnement précis, empêche les mouvements et les vibrations, maintient des tolérances serrées et une cohérence de lot, et protège la durée de vie de l'outil.
- Outils de coupe: Y compris les lames de scie, les forets, les fraises, les tarauds et les alésoirs ; les outils doivent avoir une grande précision et une excellente finition de surface, avec un matériau, un revêtement et une géométrie de coupe optimisés pour l'aluminium ; des outils spécialisés et des lubrifiants dédiés sont recommandés en raison de la tendance de l'aluminium à adhérer aux outils à des vitesses et des températures élevées.
6.4Équipements de traitement couramment utilisés
- Centres d'usinage à broche électrique haute vitesse: Capable d'un usinage multidirectionnel dans un angle de 180° autour de la surface extrudée ; peut traiter jusqu'à trois côtés de profils carrés en une seule configuration, convient aux exigences d'usinage complexes.
- Machines dédiées aux profilés en aluminiumMachines simplifiées pour les opérations de découpe et de perçage ; faciles à utiliser, adaptées au traitement de composants de structure simple.
- Machines de découpe d'aluminiumConçu spécifiquement pour les profilés en aluminium ; haute précision de coupe, bords sans bavures, convient à différentes sections transversales et épaisseurs, permet la coupe à longueur fixe pour les portes, les fenêtres et le prétraitement des cadres.
- Machines de cintrage de profilés en aluminiumUtilisé pour le cintrage de profilés avec un contrôle précis de l'angle (réglable de 0° à 180°) ; peut transformer des profilés à parois minces et épaisses en arcs, angles droits et autres formes complexes, répondant aux exigences de conception architecturale et industrielle.

6.5Facteurs clés de l'usinage de profils
- Sélection d'équipementLes machines doivent être sélectionnées en fonction de la complexité du processus et de la géométrie de la pièce afin de garantir la compatibilité avec l'outillage requis, une qualité stable et des cycles de production optimisés.
- Contrôle de l'usure des outilsUne lubrification efficace, des systèmes d'évacuation des copeaux et un entretien régulier réduisent l'usure des outils, préservant ainsi la précision d'usinage et prolongeant leur durée de vie.
- Surveillance des processusLes systèmes de surveillance et d'enregistrement des données d'usinage permettent une traçabilité complète, garantissant que toutes les pièces sont traitées selon des paramètres cohérents pour une production stable et fiable.
- Assurance de sécurité: L'équipement entièrement automatisé minimise le contact de l'opérateur avec les composants mobiles ; un équipement de protection individuelle approprié est requis à chaque étape du processus.
6.6Méthodes de traitement secondaire (approfondi)
- Usinage CNC: Convient aux composants de haute précision, capable de produire des trous et des fentes complexes avec des tolérances allant jusqu'à ±0,01 mm ; le 6061 nécessite des vitesses de coupe légèrement inférieures au 6063 en raison de sa dureté plus élevée ; les applications typiques comprennent les connecteurs de précision et les boîtiers électroniques.
- Découpe et perçageLes méthodes de découpe comprennent le sciage et la découpe laser ; la découpe laser offre une grande précision et des bords lisses, idéale pour les profils à parois minces ou complexes ; le perçage nécessite des vitesses d’avance contrôlées, et les profils à parois minces doivent être solidement fixés pour éviter toute déformation et une mauvaise qualité des trous.
- Cintrage et soudage: Le 6061 a une meilleure soudabilité que le 6063 et nécessite un traitement thermique après soudage pour restaurer sa résistance ; le 6063 est plus sujet à la fissuration pendant le soudage, ce qui nécessite une sélection de processus soignée.
7.0Principaux domaines d'application des profilés en aluminium
- Industrie de la constructionUtilisés dans les systèmes de murs-rideaux, les portes et fenêtres, les structures de montage solaire, les ponts, les stades, les charpentes d'immeubles de grande hauteur, les plinthes, etc., les profilés de fenêtres et de portes à rupture de pont thermique, associés à des bandes isolantes, offrent d'excellentes performances thermiques et acoustiques, répondant aux exigences modernes en matière d'efficacité énergétique des bâtiments.
- Industrie des transportsUtilisés dans les châssis d'avions et d'automobiles, les systèmes de refroidissement et les composants intérieurs, les alliages d'aluminium à haute résistance, grâce à leur légèreté, contribuent à améliorer le rendement énergétique. Ils sont par ailleurs largement employés dans l'aérospatiale pour réduire le poids et optimiser les performances.
- Industrie électronique et électriqueCouramment utilisé pour les dissipateurs thermiques, les boîtiers d'équipements et les systèmes de gestion des câbles. Sa conductivité thermique élevée et ses propriétés de blindage électromagnétique protègent les composants électroniques sensibles tout en améliorant l'efficacité de la dissipation thermique.
- Nouvelle industrie énergétiqueUtilisé dans les systèmes de montage de panneaux solaires et les composants d'éoliennes. Sa résistance aux conditions climatiques extrêmes et sa recyclabilité répondent parfaitement aux exigences de durabilité du secteur des énergies renouvelables.
- Industrie industrielle et mécaniqueUtilisés dans les châssis de machines, les établis, les systèmes de convoyage et les enceintes de sécurité industrielles, les systèmes de profilés en aluminium modulaires permettent un assemblage et une reconfiguration rapides, assurant la flexibilité requise par les lignes de production automatisées.
- Industrie de la décoration et du meubleUtilisés dans les vitrines, les structures de meubles et les luminaires décoratifs à LED, les profilés en aluminium allient esthétique et fonctionnalité et peuvent être traités en surface pour s'adapter à différents styles de design et environnements intérieurs.


8.0Contrôle qualité et maintenance des profilés en aluminium
8.1Normes de qualité et inspection
- Conformité aux normesLa production est conforme aux normes internationalement reconnues, notamment l'ISO 9001 (Systèmes de gestion de la qualité), l'ISO 14001 (Systèmes de gestion environnementale) et les normes EN, ASTM et DIN pertinentes pour les profilés en aluminium, garantissant un contrôle strict de la résistance mécanique, des tolérances dimensionnelles et de la durabilité à long terme.
- Méthodes d'essaiLes tests réguliers comprennent des essais de résistance à la traction, de dureté et de résistance à la corrosion. Un contrôle statistique des processus et une surveillance en temps réel sont mis en œuvre pour garantir la stabilité et la constance de la production.
- Certification et conformitéLa certification par un organisme tiers est utilisée pour vérifier la conformité des produits, offrant ainsi une assurance qualité fiable pour divers scénarios d'application.
8.2Consignes d'entretien quotidien
Les profilés en aluminium nécessitent un entretien minimal. Un nettoyage régulier à l'eau claire ou avec un détergent neutre suffit à éliminer la poussière et les résidus d'huile. L'utilisation de produits de nettoyage corrosifs est à proscrire. Pour une utilisation en extérieur, les revêtements de surface doivent être inspectés périodiquement et tout dommage réparé rapidement afin de prolonger leur durée de vie.
Référence
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



