

- 1.0Qu'est-ce que la découpe plasma
- 2.0Types de procédés de découpe plasma expliqués
- 3.0Applications courantes de la découpe plasma et applications spécifiques aux produits
- 4.0FAQ sur la découpe plasma
- 4.1Comment la découpe plasma se compare-t-elle à la découpe oxy-combustible ?
- 4.2Qu’est-ce que les scories et comment peut-on les minimiser ?
- 4.3Quelle est la différence entre la coupe à la traîne et la coupe à distance ?
- 4.4Quelle est la distance de coupe idéale entre la torche et la pièce ?
- 4.5Qu'est-ce que la largeur de trait et comment affecte-t-elle ma coupe ?
- 4.6Qu'est-ce que le biseautage et quand doit-il être utilisé ?
Cet article fournira une explication détaillée des types de processus de découpe plasma, des techniques opérationnelles et des applications courantes, aidant les utilisateurs à mieux comprendre et appliquer cette technologie pour améliorer la qualité de découpe et l'efficacité de la production.
1.0Qu'est-ce que la découpe plasma
La découpe plasma fonctionne en créant un arc entre l'électrode et la pièce, lequel est comprimé par une buse à alésage fin. Cela augmente la température (plus de 20 000 °C) et la vitesse du plasma, qui peut approcher la vitesse du son. Le jet de plasma à haute température fait fondre le métal, tandis que la force de l'arc emporte le matériau en fusion sous forme de scories.
Le procédé plasma Idéal pour la découpe des métaux, y compris ceux qui forment des oxydes réfractaires comme l'acier inoxydable, l'aluminium, la fonte et les alliages non ferreux. La qualité de coupe dépend de divers facteurs, mais ce système est convivial et constitue souvent la solution la plus pratique et la plus économique.
2.0Types de procédés de découpe plasma expliqués
La découpe plasma est un procédé efficace et précis, largement utilisé dans l'industrie métallurgique. Utilisant un arc électrique pour chauffer et fondre les matériaux métalliques, elle offre des avantages tels que des vitesses de coupe élevées, de faibles zones affectées thermiquement et une grande simplicité d'utilisation. Qu'il s'agisse de découper rapidement des tôles fines ou d'usiner avec précision des tubes à parois épaisses, la découpe plasma offre des résultats exceptionnels dans les deux cas.

2.1Coupe par glissement
- Principe:La buse de la torche est tirée le long de la surface de la pièce pour effectuer la coupe.
- Conditions applicables: Convient généralement à la découpe à faible courant avec un courant ≤ 40 ampères.
- Consommables:Nécessite une « buse de coupe par glissement » spécialisée.
- Conseils d'utilisation:
- Une règle non conductrice peut être utilisée pour aider à maintenir une ligne droite.
- Commencez à couper du côté le plus éloigné de l’opérateur et tirez la torche vers l’opérateur.
- Gardez toujours la torche perpendiculaire à la surface de la pièce.
- Déplacez-vous à une vitesse constante et régulière pour garantir des coupes précises et nettes.
- Épaisseur du matériau applicable: Convient généralement aux matériaux ≤ 5 mm.
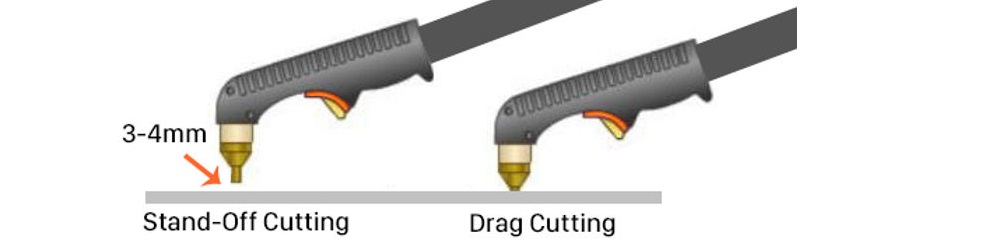
2.2Coupe à distance
- Principe:La buse du chalumeau maintient une distance de 3 à 4 mm de la surface de la pièce pendant la coupe.
- Consommables:Nécessite une buse de coupe adaptée au courant de la machine.
Outils auxiliaires:- Rails de guidage à distance
- Rails de guidage à rouleaux
- Kits de guides de coupe à l'arc, etc.
- Conseils d'utilisation:
- Commencez à couper du côté le plus éloigné de l’opérateur et tirez la torche vers l’opérateur.
- Maintenez la torche perpendiculaire à la pièce et déplacez-la à un rythme constant et régulier pour assurer une coupe nette.
- Scénarios applicables:Idéal pour les coupes plus fines avec un bon contrôle.
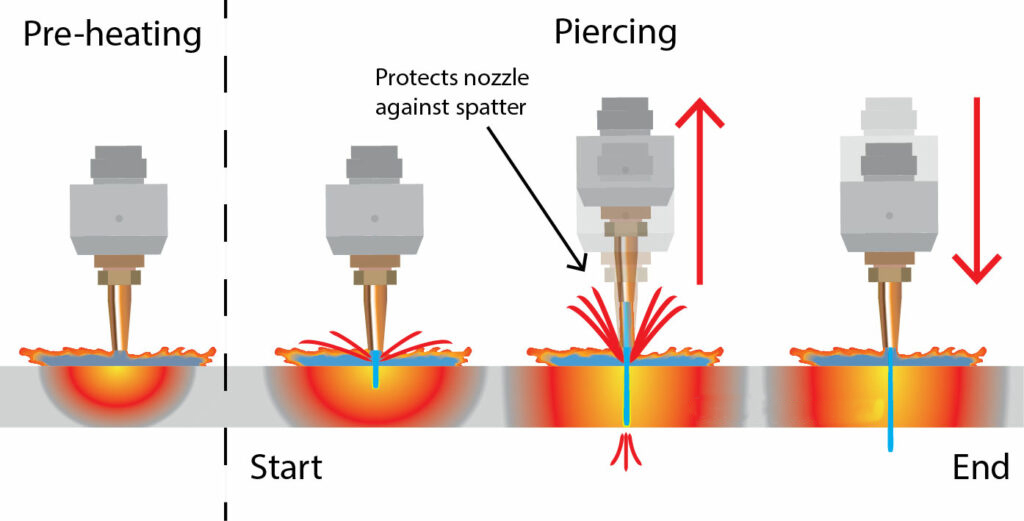
2.3Perçant
- Définition:Création rapide d'un trou dans la pièce pour préparer la découpe ultérieure.
- Consommables:Utilisez une buse de coupe standard, en vous assurant que le courant de la machine correspond aux spécifications de la buse.
- Aucun équipement auxiliaire spécial requis
- Conseils de piercing:
- Feuilles minces (<2 mm):
- Inclinez la torche à un angle de 15° à 30° avec la buse touchant la pièce.
- Après avoir établi l’arc, passez progressivement à une position verticale à 90°.
- Après le perçage, commencez le processus de coupe normal.
- Feuilles épaisses (≥ 2 mm):
- Maintenez la torche perpendiculaire à la pièce à usiner, à une distance d'au moins 12 mm.
- Après avoir établi l’arc, déplacez lentement la torche vers la pièce jusqu’à ce que l’arc de coupe soit établi.
- Une fois que l’arc pénètre le fond de la pièce, abaissez la torche à la hauteur de coupe normale et commencez le processus de coupe.
- Feuilles minces (<2 mm):
2.4Biseautage
- But: Pour créer une coupe en angle sur les bords des plaques ou des tuyaux afin de faciliter une pénétration plus profonde de la soudure pendant le soudage.
- Épaisseur applicable: Généralement utilisé pour les matériaux d'une épaisseur ≥ 9 mm.
- Buse de coupe:Utilisez une buse de coupe standard, en vous assurant que le courant de la machine correspond au courant nominal de la buse.
- Conseils d'utilisation:
- Pour le biseautage manuel, utilisez des rails de guidage à rouleaux et des guides d'angle pour maintenir des angles de biseau constants.
- Plage d'angle de biseau commune : 15° à 45°.
- Maintenez la buse à 3-6 mm de la pièce.
Lectures recommandées :Qu'est-ce que le chanfreinage de tubes ? Méthodes et guide des machines
2.5Gougeage
- Définition:Formation d'une rainure lisse sur la surface de la pièce, souvent utilisée pour éliminer les soudures ou préparer l'arrière d'une pièce pour le soudage.
- Consommables et équipements:
- Nécessite une buse de gougeage spécialisée.
- Doit être utilisé avec une coupelle de protection et un distributeur de gaz.
- Processus d'exploitation:
- Maintenez une distance de 12 mm par rapport à la pièce et une inclinaison de 20° à 40°.
- Après avoir établi l'arc, rapprochez lentement la buse de la pièce jusqu'à ce que l'arc se déplace vers l'arc principal.
- Maintenez une inclinaison de 20° à 40° et, une fois l’arc stabilisé, éloignez la buse d’environ 15 mm.
- Avancez à vitesse constante pour créer une rainure étroite en U (environ 6 mm de large x 6 mm de profondeur). La largeur de la rainure peut être ajustée en déplaçant la buse vers la gauche ou la droite.
- Mesures de protection:Utilisez un écran de protection contre l'arc, un écran anti-gougeage et un couvercle de protection de torche pour protéger l'équipement.
- Matériaux applicables:Tous les métaux conducteurs.
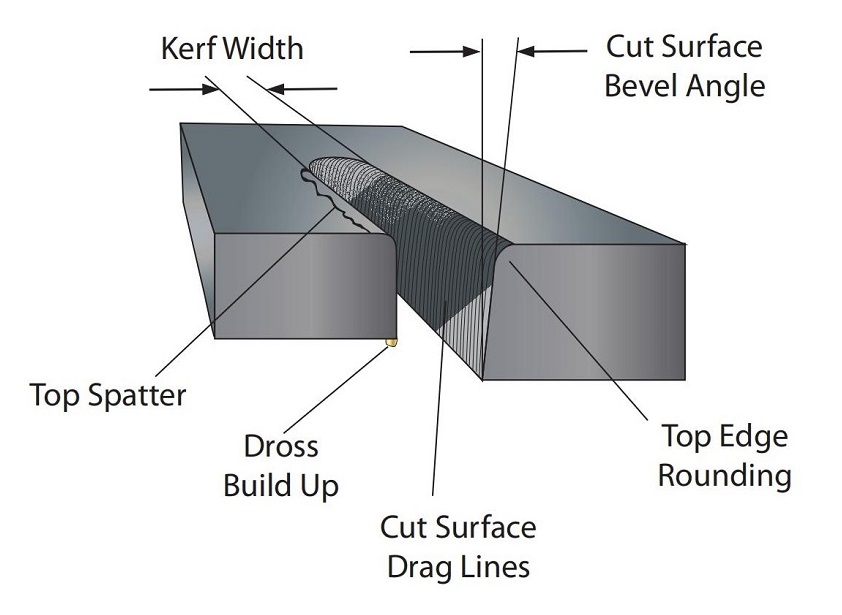
2.6Qualité de coupe
La qualité des bords de coupe au plasma peut rivaliser avec celle de la découpe oxycoupage, mais comme la découpe au plasma implique la fusion du matériau, le bord supérieur de la coupe présente généralement :
- Une zone de fusion plus grande
- Bords irréguliers
- Coins supérieurs arrondis ou biseautés
Pour améliorer la qualité de coupe, les fabricants de torches développent continuellement de meilleures conceptions de torches pour améliorer la constriction de l'arc, obtenir un chauffage plus uniforme sur toute la coupe et améliorer la qualité de coupe globale.
2.7Posture et paramètres de coupe
- Angle de la torche:
La torche doit être perpendiculaire à la surface de la pièce pendant la coupe.
Lorsque la torche est serrée mécaniquement, une jauge carrée peut être utilisée pour assurer la verticalité. - Distance entre la torche et la pièce (distance de sécurité):
La distance entre la buse du chalumeau et la pièce à usiner affecte directement l'angle de biseau. Plus la distance est grande, plus l'angle de biseau est grand.
Les systèmes portatifs à faible courant (≤ 40 A) utilisent généralement la découpe par glissement, où la buse entre directement en contact avec la pièce.
Pour les systèmes portables à courant élevé, il est recommandé d'utiliser des protections de traînée, des guides ou des guides de coupe pour maintenir une distance constante.
Les systèmes de découpe automatique sont généralement équipés d'un système de contrôle de la tension de l'arc (AVC), également appelé « contrôle de la hauteur de la torche ».
L'AVC ajuste la hauteur de la torche en surveillant la tension de l'arc, garantissant que la buse maintient une distance constante par rapport à la pièce, compensant les déformations, les surfaces inégales et les variations de hauteur de la table, garantissant ainsi la cohérence et la qualité de la coupe.
2.8Largeur de trait de scie
- Définition:L'espace laissé dans le matériau lors de la coupe est appelé saignée.
- Importance: La largeur de la saignée affecte la précision dimensionnelle du produit final. Les dimensions extérieures peuvent diminuer et la taille des trous intérieurs augmenter. Il est donc important de prendre en compte la compensation de la saignée lors de la conception et de la programmation.
- Facteurs affectant la largeur de la saignée:
- Courant de coupe:Un courant plus élevé augmente la taille de l'orifice de la buse, ce qui entraîne une saignée plus large.
- Vitesse de coupe:Si la vitesse est trop lente, le matériau sera entièrement fondu et l'arc de coupe peut s'étendre vers l'avant ou sur le côté, ce qui entraînera l'expansion de l'orifice de la buse et l'élargissement de la saignée, ainsi que davantage de projections (crasses) et une qualité de coupe réduite.
- Gamme typique:La largeur de la saignée est généralement 2 à 3 fois supérieure au diamètre de l'orifice de la buse.
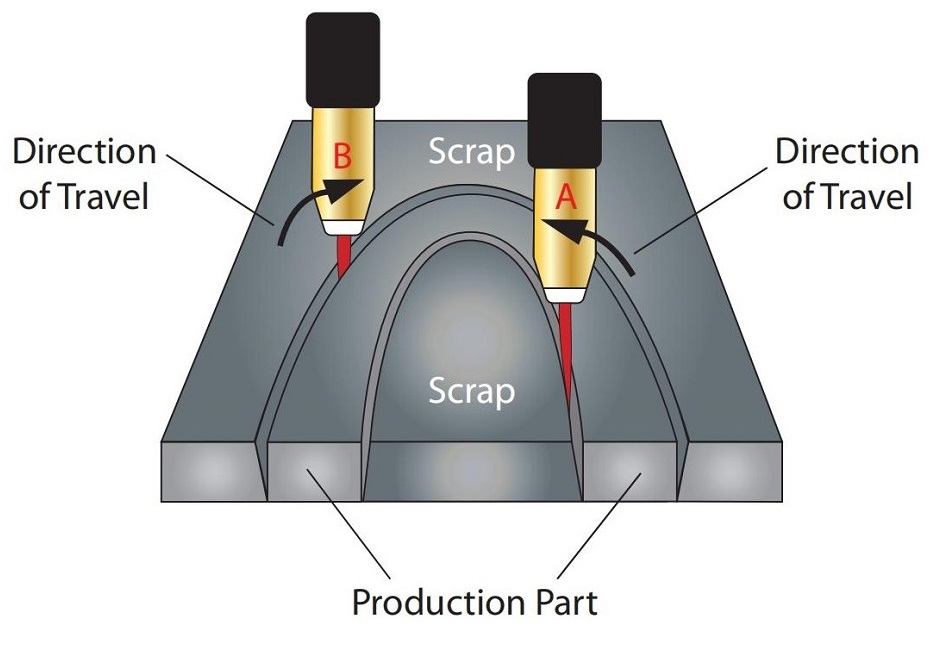
2.9Angle de biseau
- Définition:Idéalement, la coupe doit être perpendiculaire, mais la découpe au plasma entraîne généralement une certaine inclinaison, appelée angle de biseau.
- Cause:Le gaz de coupe, lorsqu'il est éjecté de la buse, transporte un vortex rotatif dans le sens des aiguilles d'une montre, ce qui rend un côté de la coupe plus vertical, tandis que l'autre côté a tendance à s'incliner.
Importance de la direction de coupe:
Pour les coupes circulaires :
-
- Si le produit est un trou rond interne, le sens de coupe doit être dans le sens des aiguilles d'une montre.
- Si le produit est un cercle externe, le sens de coupe doit être dans le sens inverse des aiguilles d'une montre.
2.10Scories
- Définition:Les scories font référence aux scories et aux matériaux non fondus qui s'accumulent à l'arrière de la pièce pendant la coupe.
- Causes:
- Paramètres de coupe non adaptés (vitesse de coupe, courant, tension de l'arc, pression/débit de gaz et type de gaz).
- Projections à grande vitesse: Se produit lors d'une coupe trop rapide, ce qui rend le nettoyage difficile et nécessite un meulage pour l'élimination.
- Projections à basse vitesse: Se produit lorsque la coupe est trop lente, mais est plus facile à éliminer avec une brosse ou en tapotant.
2.11Arrondi du bord supérieur
- Définition:L'arrondi ou l'usure du bord supérieur de la surface coupée.
- Causes:
- Se produit lorsque le courant est trop élevé ou que la buse est trop éloignée de la pièce.
- Fréquemment observé lors de la découpe de plaques épaisses.
3.0Applications courantes de la découpe plasma et applications spécifiques aux produits
3.1Applications courantes :
- Découpe de tôleLa découpe plasma est largement utilisée pour la découpe de tôles d'acier, d'aluminium, de cuivre et d'autres matériaux. Grâce à sa haute précision et à ses vitesses de coupe élevées, elle est idéale pour les applications industrielles exigeant des exigences strictes en matière de forme et de dimensions.
- Coupe de tuyaux:La découpe plasma convient non seulement à la tôle, mais également à la découpe précise de divers tuyaux, en particulier les tuyaux à parois épaisses et de grand diamètre.
- Préparation au soudage:La découpe plasma est couramment utilisée pour le chanfreinage des bords ou le prétraitement des pièces métalliques, en particulier dans les processus de soudage, où les coupes en biseau peuvent améliorer la qualité des joints de soudure et la profondeur de pénétration.
- Découpe de rainures et de fentes:La découpe plasma peut être utilisée pour créer des rainures sur des surfaces métalliques, souvent observées dans les processus de soudage ou de réparation.
- perçage de tôle:La découpe plasma peut percer rapidement des trous dans les tôles, les préparant ainsi pour un traitement ultérieur, particulièrement adaptée aux tôles plus fines.
3.2Applications spécifiques du produit :
- Machines de découpe de plaques plasma:
Ces machines sont conçues pour la découpe de grandes tôles et sont largement utilisées dans des secteurs tels que la construction navale, les structures métalliques et l'automobile. Les machines de découpe plasma permettent de découper des tôles de différentes épaisseurs avec une vitesse et une précision élevées, démontrant ainsi leurs avantages en termes de production efficace et raffinée. - Machines de découpe de tubes au plasma:
Ces machines sont spécialement conçues pour la découpe de tubes, notamment de gros diamètre ou à parois épaisses. Les machines de découpe plasma sont couramment utilisées dans des secteurs tels que la construction, l'énergie, le pétrole et le gaz naturel, où elles découpent des tubes, des équipements et des composants structurels irréguliers, offrant ainsi une capacité de production élevée. - Robots de découpe plasma:
Comparés aux découpeurs plasma manuels traditionnels, les robots de découpe plasma offrent un niveau élevé d'automatisation et de précision. Ils sont couramment utilisés pour la découpe de pièces complexes, notamment dans des secteurs comme l'aéronautique et l'automobile, améliorant considérablement l'efficacité de la production et la précision de la découpe. - Machines de découpe plasma CNC:
Ces machines de découpe utilisent la technologie CNC pour contrôler précisément la trajectoire de coupe, ce qui les rend idéales pour la production en série et la découpe de formes complexes. Les machines de découpe plasma CNC sont largement utilisées dans l'usinage de la tôle, la publicité et la fabrication de machines, offrant des solutions de découpe efficaces et précises. - Machines de découpe plasma portables:
Ces machines sont idéales pour les opérations sur site, notamment pour la découpe de structures ou de pièces métalliques de grandes dimensions. Leur flexibilité les rend largement utilisées dans des secteurs tels que la réparation et la construction navales.
4.0FAQ sur la découpe plasma
4.1Comment la découpe plasma se compare-t-elle à la découpe oxy-combustible ?
Bien que les deux méthodes soient utilisées pour la découpe des métaux, la découpe plasma est plus rapide, plus précise et produit moins de chaleur, réduisant ainsi la zone affectée thermiquement. L'oxycoupage est plus adapté aux matériaux épais, tandis que la découpe plasma est idéale pour une large gamme d'épaisseurs, des tôles fines aux plaques épaisses.
4.2Qu’est-ce que les scories et comment peut-on les minimiser ?
Les scories sont des matières en fusion qui s'accumulent à l'arrière de la pièce pendant la découpe. Elles sont causées par des paramètres de coupe incorrects, tels que la vitesse, le courant et la pression du gaz. Pour minimiser les scories, ajustez la vitesse de coupe, assurez-vous d'une pression de gaz correcte et évitez de couper trop lentement ou trop rapidement.
4.3Quelle est la différence entre la coupe à la traîne et la coupe à distance ?
- Coupe par glissement:La buse de la torche est tirée le long de la surface de la pièce et est idéale pour les applications à faible courant (≤ 40 A).
- Coupe à distanceLa buse du chalumeau est maintenue à 3-4 mm de la pièce, ce qui permet une plus grande précision et des coupes plus fines. Cette méthode nécessite un équipement supplémentaire, comme des rails de guidage à distance.
4.4Quelle est la distance de coupe idéale entre la torche et la pièce ?
La distance entre la buse du chalumeau et la pièce, appelée distance de sécurité, affecte la qualité de la coupe. Pour les systèmes à faible courant, la buse touche souvent le matériau (coupe par frottement), tandis que pour les systèmes à courant plus élevé, elle reste à une distance constante grâce à des guides ou des systèmes automatisés comme l'AVC (Arc Voltage Control).
4.5Qu'est-ce que la largeur de trait et comment affecte-t-elle ma coupe ?
La largeur de trait de scie désigne l'espace laissé dans le matériau lors de la découpe. Elle peut affecter la précision du produit final, notamment pour les formes complexes et la découpe de trous. Des courants plus importants et des vitesses de coupe plus lentes augmentent la largeur de trait de scie ; il est donc important d'en tenir compte dès la conception pour compenser les variations dimensionnelles.
4.6Qu'est-ce que le biseautage et quand doit-il être utilisé ?
Le chanfreinage consiste à couper le bord d'une tôle ou d'un tuyau selon un angle généralement compris entre 15° et 45°. Il est couramment utilisé en préparation de soudure pour garantir une bonne pénétration de la soudure et la qualité du joint.



