

- 1.0Applications courantes : angles de pliage sur les ouvertures
- 2.0Effets de torsion : pourquoi les sections creuses sont préférables
- 3.0Sections d'angle en compression : un comportement plus prévisible
- 4.0Sections d'angle en flexion : limites des directives du code
- 5.0Contrôles d'interaction : comparaison entre la norme BS 5950 et l'Eurocode
- 6.0Sections à angles inégaux : complexité et limitations supplémentaires
- 7.0Conclusion : utilisez les angles de pliage avec précaution
Les cornières sont largement utilisées en ingénierie structurelle en raison de leur économie et de leur facilité de fabrication. Cependant, lorsqu'il s'agit d'utiliser des cornières dans flexion, particulièrement flexion sans retenue, des défis importants apparaissent. Bien qu'ils soient fréquemment choisis pour supporter des charges sur des ouvertures, comme les linteaux en maçonnerie, leur instabilité torsionnelle et réponse complexe au stress en faire un choix risqué.
Cet article présente un aperçu détaillé du comportement des sections d'angle en flexion, des limites des conseils de conception dans les deux cas. BS 5950 et Eurocode 3 (EN 1993-1-1), et pourquoi les profils alternatifs sont souvent une solution plus fiable et structurellement plus solide.
1.0Applications courantes : angles de pliage sur les ouvertures
Les cornières en cintrage sont couramment utilisées dans la construction résidentielle pour soutenir la maçonnerie au-dessus des ouvertures de portes et fenêtres. Bien que le détail puisse paraître simple, il introduit chargement excentrique et comportement en torsion ce qui peut entraîner des problèmes d’entretien, tels que des fissures de façade.
Le principal défi structurel réside dans le fait que lorsqu'il est soumis à une flexion, en particulier sans retenue latérale complète, la jambe comprimée de l'angle a tendance à dévier hors du plan, ce qui amène le membre à torsionCe phénomène est exacerbé par le phénomène typique application excentrique de la charge verticale, qui génère un moment autour des axes vertical et horizontal.
2.0Effets de torsion : pourquoi les sections creuses sont préférables
Tout élément structurel supportant une charge excentrique se tordra. Ce phénomène n'est pas propre aux angles, mais faible rigidité en torsion des sections d'angle les rend particulièrement vulnérables. Dans de tels cas, l'utilisation d'un section creuse fermée (comme un HSS carré ou rectangulaire) offre une alternative supérieure. Bien que ces sections puissent être plus coûteuses et nécessiter des détails plus complexes au niveau des connexions, réduction de la déformation en torsion vaut souvent le compromis.
Dans les applications pratiques telles que les extensions domestiques ou les linteaux, les sections fermées peuvent grandement améliorer la durabilité et minimiser les défauts visibles dans la structure finie.
3.0Sections d'angle en compression : un comportement plus prévisible
Lorsque des cornières sont utilisées en compression (par exemple, dans le cadre d'une ferme), leur comportement est bien compris. Contrairement au flambement autour d'axes rectangulaires majeurs ou mineurs, les cornières flambent autour de leurs axes. axes principaux: le u–u et v–v axes. Il en résulte que chaque branche de l'angle tente de se déformer dans sa propre direction hors plan, créant ainsi une mode de flambement par torsion.
Codes de conception tels que BS 5950 Clause 4.7.10 et EN 1993-1-1 Section BB.1.2 fournissent des formules pour calculer l'élancement en fonction de ce mode. Le calcul tient compte des effets de torsion et considère si l'angle a contraintes d'extrémité, qui influencent considérablement la capacité de flambage.
4.0Sections d'angle en flexion : limites des directives du code
BS 5950 Guide de conception pour le pliage
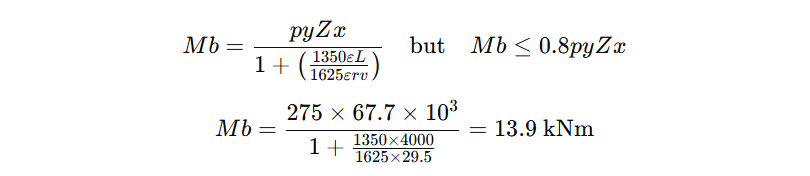
La clause 4.3.8 de la norme BS 5950 prévoit à la fois une basique et un méthode simplifiée pour calculer le moment de résistance au flambement (Mb) pour les sections d'angle. La méthode simplifiée est limitée à angles égaux courbés autour de leur axe x–x, généralement sous des charges verticales sur des portées telles que des ouvertures de fenêtres.
Exemple de calcul utilisant la méthode simplifiée BS 5950 :
Donné:
Section : 150×150×12 mm
Portée : 4 m
Nuance d'acier : S275
ε = 1,0 (basé sur la limite d'élasticité de l'acier)
Rayon de giration (rv) = 29,5 mm
Module de résistance Zx = 67,7×10³ mm³
La formule simplifiée est :

Ce résultat montre une résistance relativement faible, soulignant l’importance de comprendre les limites de cette approche.
EN 1993-1-1 (Eurocode 3) Approche : Plus complexe, moins directe
L'Eurocode ne propose pas de méthode directe pour évaluer la résistance à la flexion des cornières. Il recommande plutôt de décomposer le moment de flexion appliqué en axes principaux (u–u et v–v) et en vérifiant le membre à l'aide d'un équation d'interactionCela ajoute de la complexité, en particulier pour les angles inégaux.
L'étape clé consiste à calculer le minceur relative:
lambda_LT = (0,72 × v_a × f_y) / (E × phi_a × lambda_v)
Où:
- lambda_LT est le rapport d'élancement latéral-torsionnel
- Virginie est le facteur de correction de cisaillement
- f_y est la limite d'élasticité du matériau
- E est le module d'élasticité
- phi_a est le coefficient d'élancement (généralement 3,77)
- lambda_v est le rapport d'élancement de cisaillement (par exemple, L / r_v)
Où:
φₐ est le coefficient d'élancement (généralement 3,77)
vₐ est dérivé à l'aide d'une formule basée sur λᵥ et l'indice de monosymétrie ψₐ
λᵥ = L / rᵥ = 4000 / 29,5 = 135,6
Pour un angle égal (ψₐ = 1), cela donne :
vₐ ≈ 0,984 → λ_LT = 0,580 → χ_LT = 0,724
En utilisant le deuxième moment de l'aire et le module d'élasticité :
Iu = 1170 cm⁴
Distance extrême des fibres = 106 mm
Wu = (1170 × 10⁴) / 106 = 110 × 10³ mm³
Mb = 0,724 × 275 × 110 × 10³ = 21,9 kNm
5.0Contrôles d'interaction : comparaison entre la norme BS 5950 et l'Eurocode
Supposons un moment appliqué de 14 kNm résolu de manière égale dans les axes principaux :
Donné:
Mu = Mv = 9,9 kNm
Wv = 52 × 10³ mm³
Wu = 110 × 10³ mm³
Vérification de l'interaction avec les Eurocodes :
Vérification des interactions BS 5950 :
En utilisant la résistance au flambage Mb = 26 kNm :
Interaction = 1,07 ✓ Acceptable, mais limite
En utilisant la méthode simplifiée (Mb = 13,9 kNm) :
Interaction = 1,01 ✘ Dépasse la limite
6.0Sections à angles inégaux : complexité et limitations supplémentaires
Considérations de fabrication pour les sections d'angle
Outre la complexité structurelle liée à l'utilisation de cornières pour le pliage, la fabrication présente également des défis, notamment lorsqu'un positionnement précis des trous, la préparation des extrémités ou le grugeage sont requis. Pour réaliser des modifications précises, notamment pour les cornières inégales ou les assemblages complexes, les fabricants ont souvent recours à une machine de ferronnerie. Ces machines permettent de cisailler, de poinçonner et de tailler efficacement les cornières en acier en une seule opération, ce qui permet de gagner du temps et de garantir la répétabilité.
Pour les applications impliquant des détails précis ou des coupes d'angles internes, comme la préparation d'angles pour des assemblages nets avec des plaques ou des goussets, une encocheuse d'angle pour tôle est fréquemment utilisée. Cet outil permet une coupe précise des angles, améliorant ainsi l'ajustement et l'alignement lors de l'assemblage. L'utilisation d'un équipement de fabrication adapté améliore non seulement l'efficacité, mais garantit également le maintien des performances structurelles prévues lors de la conception jusqu'à l'installation.
BS 5950 ne permet pas la méthode simplifiée pour les angles inégaux. Les concepteurs doivent utiliser la méthode de base et décomposer les moments en axes principaux. Bien que des propriétés telles que l'emplacement du centroïde, I u et I v puissent être trouvées dans les tableaux publiés, cela nécessite des informations supplémentaires. trigonométrie, calcul de l'indice de monosymétrie, et détermination des modules de section efficaces.
Pour les jambes fines, la classification des sections devient critique :
Limite BS 5950 Classe 3: 15ε
Limite de classe 3 de l'Eurocode: 14ε (basé sur c/t)
Par exemple, un pied de 150×10 mm avec c ≈ 128 mm donne :
c/t = 12,8 < 14ε = 12,9 → Juste acceptable
Relier la conception structurelle et la fabrication en atelier
La réussite de la mise en œuvre des cornières, notamment dans les applications sensibles aux charges, dépend non seulement de la conception théorique, mais aussi de la précision de la fabrication. Lorsque des éléments de structure nécessitent une découpe, un entaillage ou un poinçonnage précis, notamment dans les applications sur mesure ou de faible portée, l'utilisation d'un équipement adapté est essentielle. Des outils comme le machine de ferronnerie et encocheuse d'angle pour tôle sont couramment utilisés pour préparer l'acier d'angle de manière efficace et précise, réduisant ainsi les modifications sur site et garantissant une meilleure conformité avec l'intention de conception.
Si la section est Classe 4, une complexité supplémentaire apparaît :
Utilisation de propriétés de section effective (Eurocode), ou
Application de résistance de conception réduite (BS 5950)
Pour combiné flexion et charge axiale, cela peut devenir extrêmement complexe.
7.0Conclusion : utilisez les angles de pliage avec précaution
Cette revue technique met en évidence deux principes de conception essentiels :
- Les angles ne sont pas idéaux pour transmettre des moments importants— surtout s'il n'est pas retenu. Le comportement en torsion sous charge excentrique ou latérale peut limiter considérablement les performances et entraîner des défaillances de service telles que des fissures de façade.
- La conception d'angles inégaux demande beaucoup de travail et est sujette aux erreurs., en particulier lorsqu'il s'agit de sections de classe 4 ou de scénarios de chargement combinés.
Pratique recommandée :
Utiliser sections à angle égal d'au moins Classe 3 coupe transversale.
Pour les situations de flexion sans retenue, pensez à remplacer par un section rigide en torsion, comme un section creuse ou poutre en I.


