
- 1.0Qu'est-ce que le cisaillement dans le travail des métaux ?
- 2.0Types d'outils et de machines de cisaillement
- 3.0Principes de construction et de fonctionnement des cisailles
- 4.0Le processus de tonte : fonctionnement étape par étape
- 5.0Techniques de cisaillement : méthodes de coupe et leur utilisation
- 6.0Procédures opérationnelles : exécution des tâches de cisaillement
- 7.0Consignes de sécurité pour les opérations de tonte
- 8.0Questions fréquemment posées
- 9.0Conclusion
Le cisaillage est un procédé fondamental dans la fabrication de tôles. Il permet une découpe rapide et sans copeaux des métaux selon des formes spécifiques. Que vous soyez artisan, technicien ou débutant en métallurgie, il est essentiel de comprendre le fonctionnement du cisaillage, les machines utilisées et les consignes de sécurité.
Dans cet article, nous vous expliquerons l’objectif, les avantages, les outils, les opérations et les procédures de sécurité du cisaillement.
1.0Qu'est-ce que le cisaillement dans le travail des métaux ?
Le cisaillage est une méthode de coupe sans copeaux pour les tôles et les profilés en acier. Il permet des coupes droites ou courbes de longueurs sélectionnables, sans enlèvement de matière.
Avantages du cisaillement par rapport au sciage ou au burinage :
- Aucune perte de matière lors de la découpe
- Alignement précis le long des lignes tracées
- Finition minimale requise sur les surfaces coupées
- Vitesse de coupe plus rapide
- Tracés de coupe droits ou courbes
Les techniques de tonte courantes comprennent :
- Découpage
- Coupure
- Découpe
- Perforation
2.0Types d'outils et de machines de cisaillement
Différents outils sont utilisés pour le cisaillage selon l'épaisseur du matériau et le style de coupe. Voici les types de cisailles les plus courants :
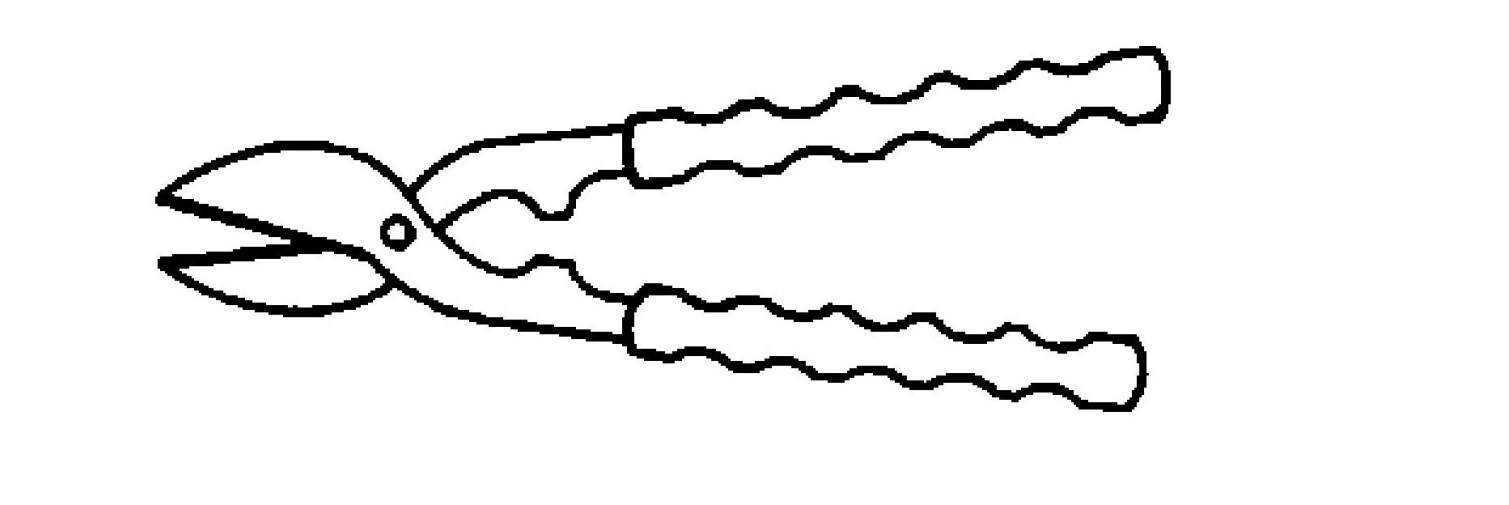
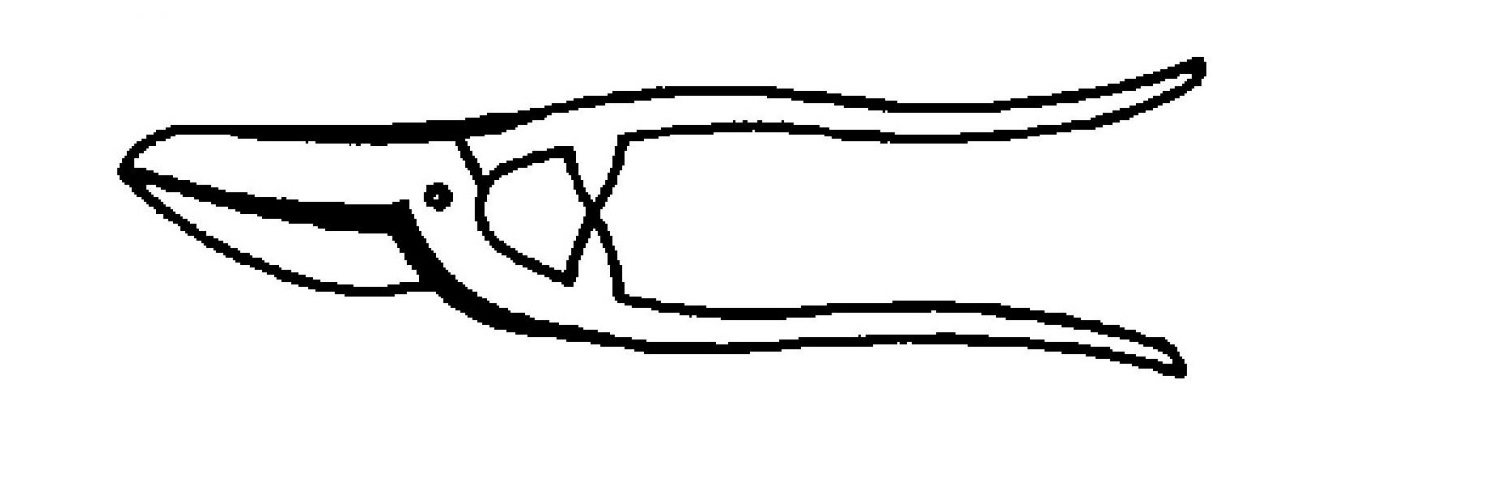
2.1Tinners' Snip
Utilisé pour les coupes courtes droites ou courbes sur des tôles minces.
Épaisseur de coupe maximale :
- Acier – 0,7 mm
- Laiton – 0,8 mm
- Cuivre – 1,0 mm
- Aluminium – 1,0 à 2,5 mm
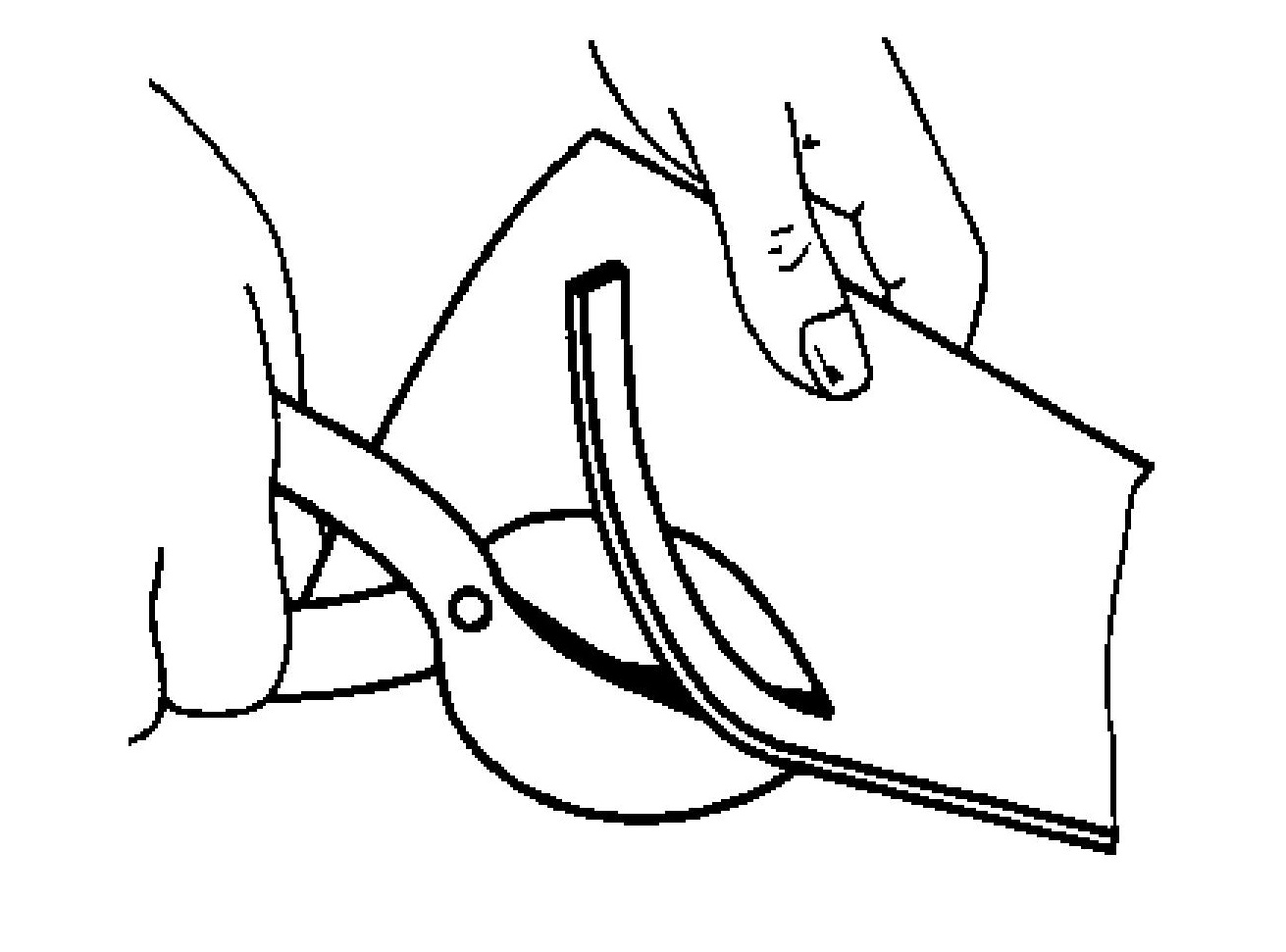
2.2Tinners' Through Snip
Conçu pour les coupes droites plus longues dans les tôles fines. Le matériau passe sous la main pour plus de sécurité.
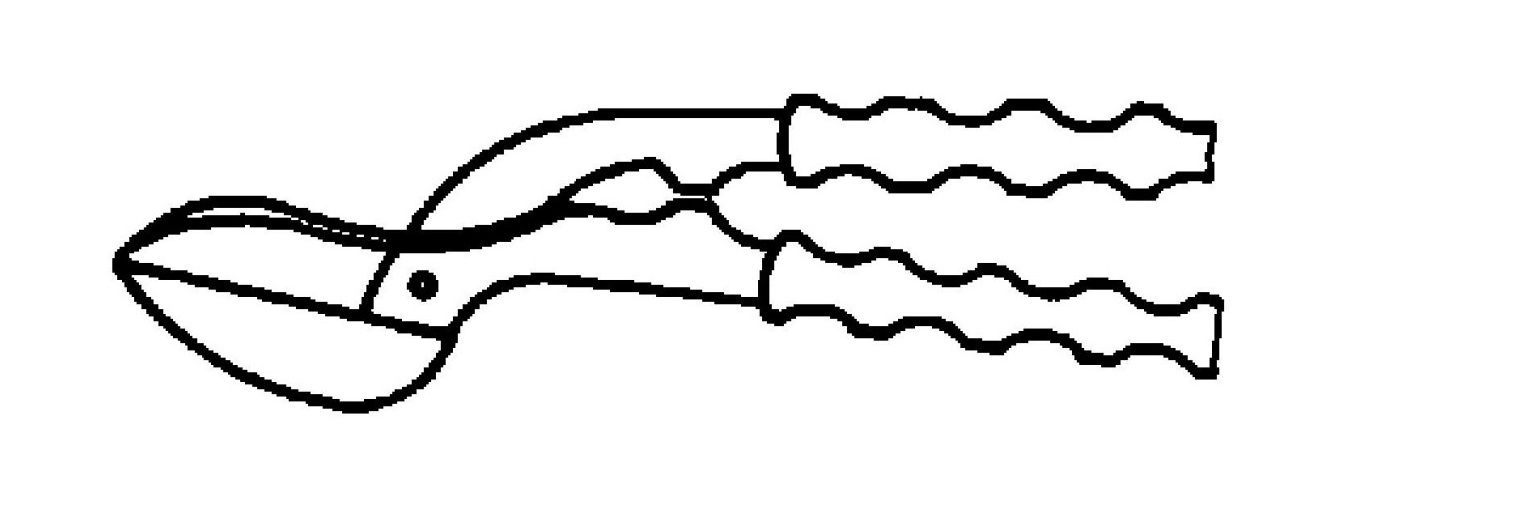
2.3Cisaille à trous
Utilisé pour les coupes courbes dans les métaux fins. La lame courbée d'un seul côté ne convient pas aux coupes droites.
2.4Cisaillement de courbe
Idéal pour les coupes circulaires ou courbes de tôles fines à moyennement épaisses jusqu'à 4 mm. La tôle peut être tournée pendant la coupe.
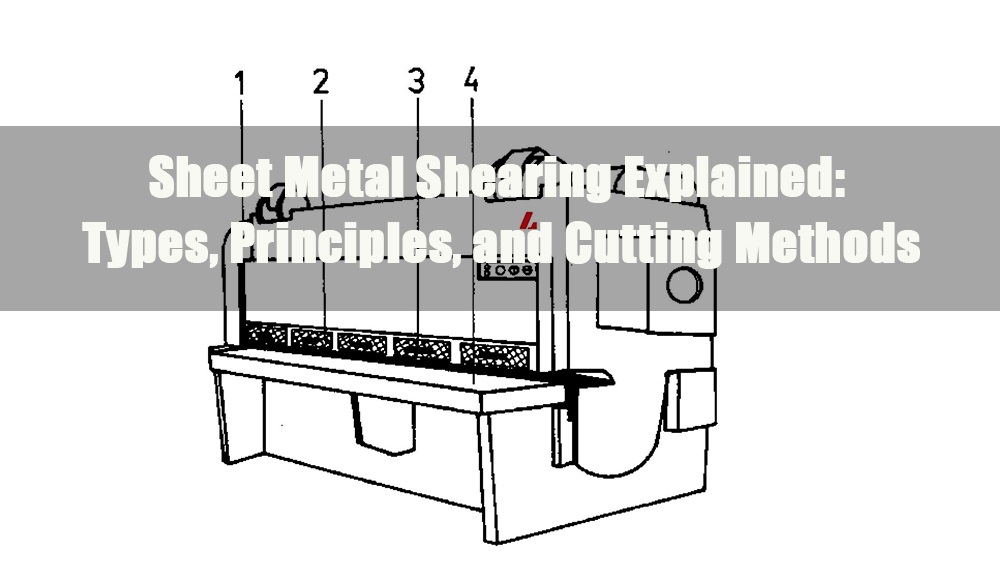
2.5Machine à guillotine
Utilisé pour les coupes droites de tôles fines (~3 mm) sur de grandes longueurs. La lame supérieure s'appuie contre la lame inférieure. Disponible en modèles manuel et électrique.
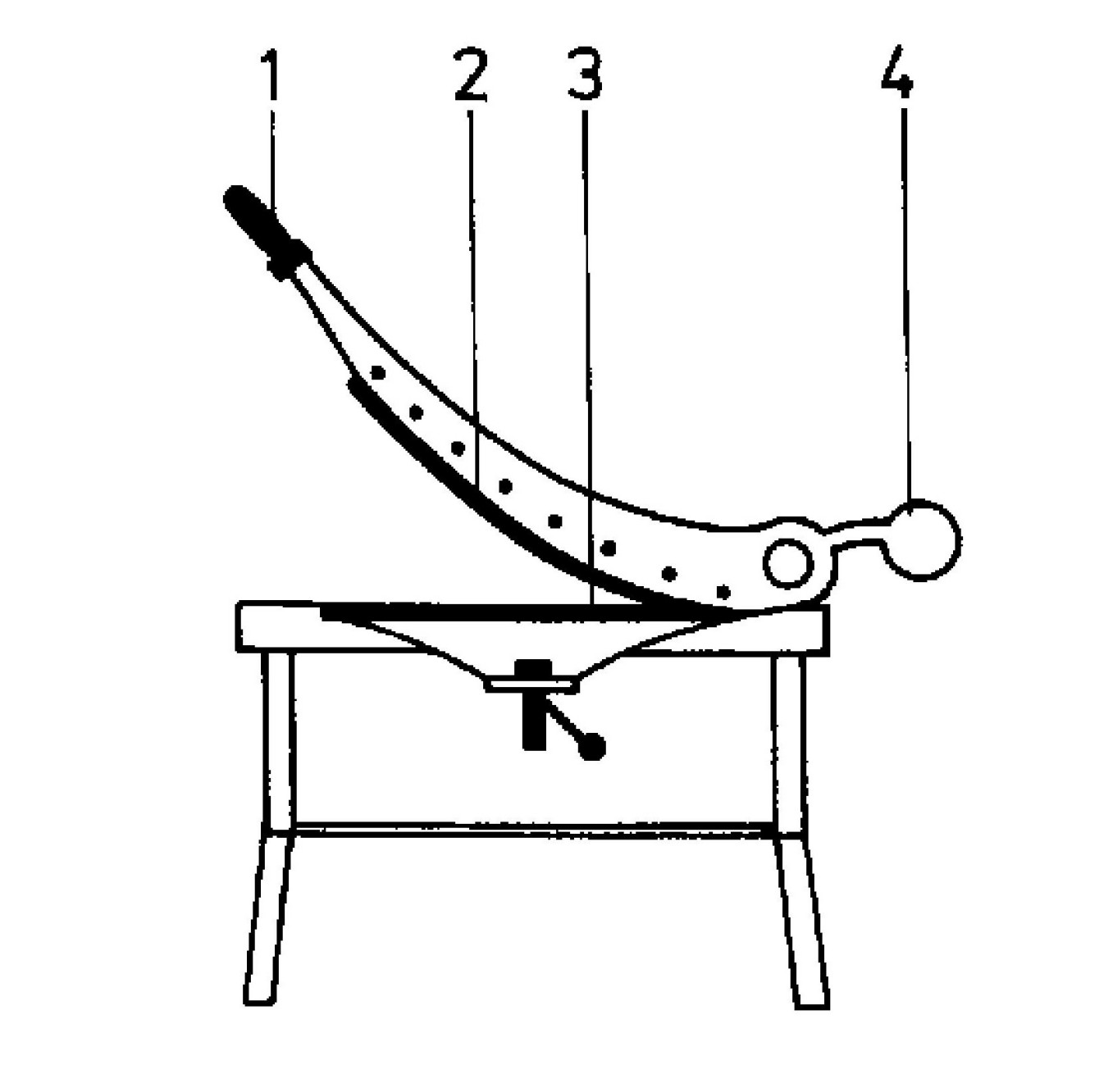
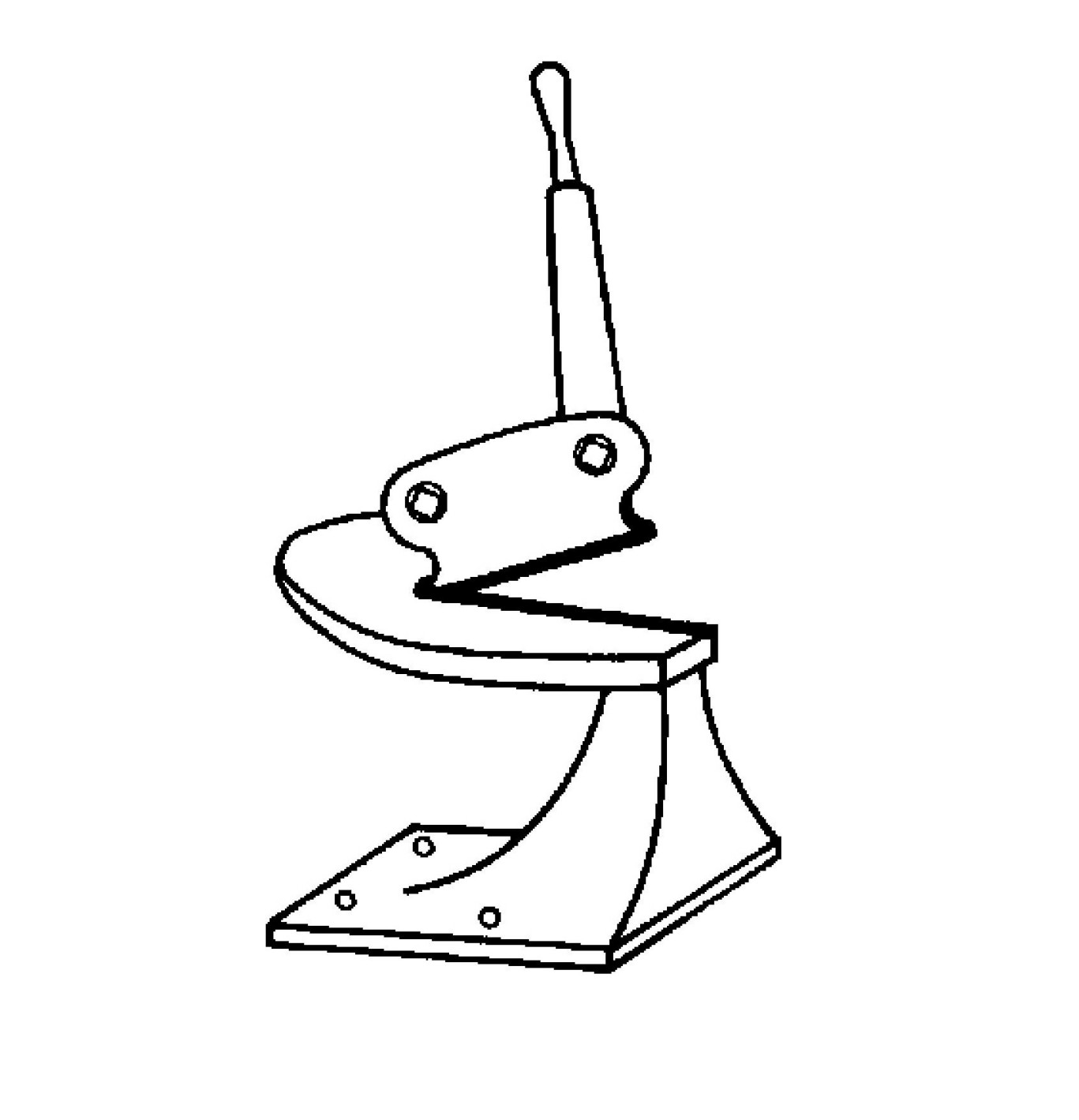
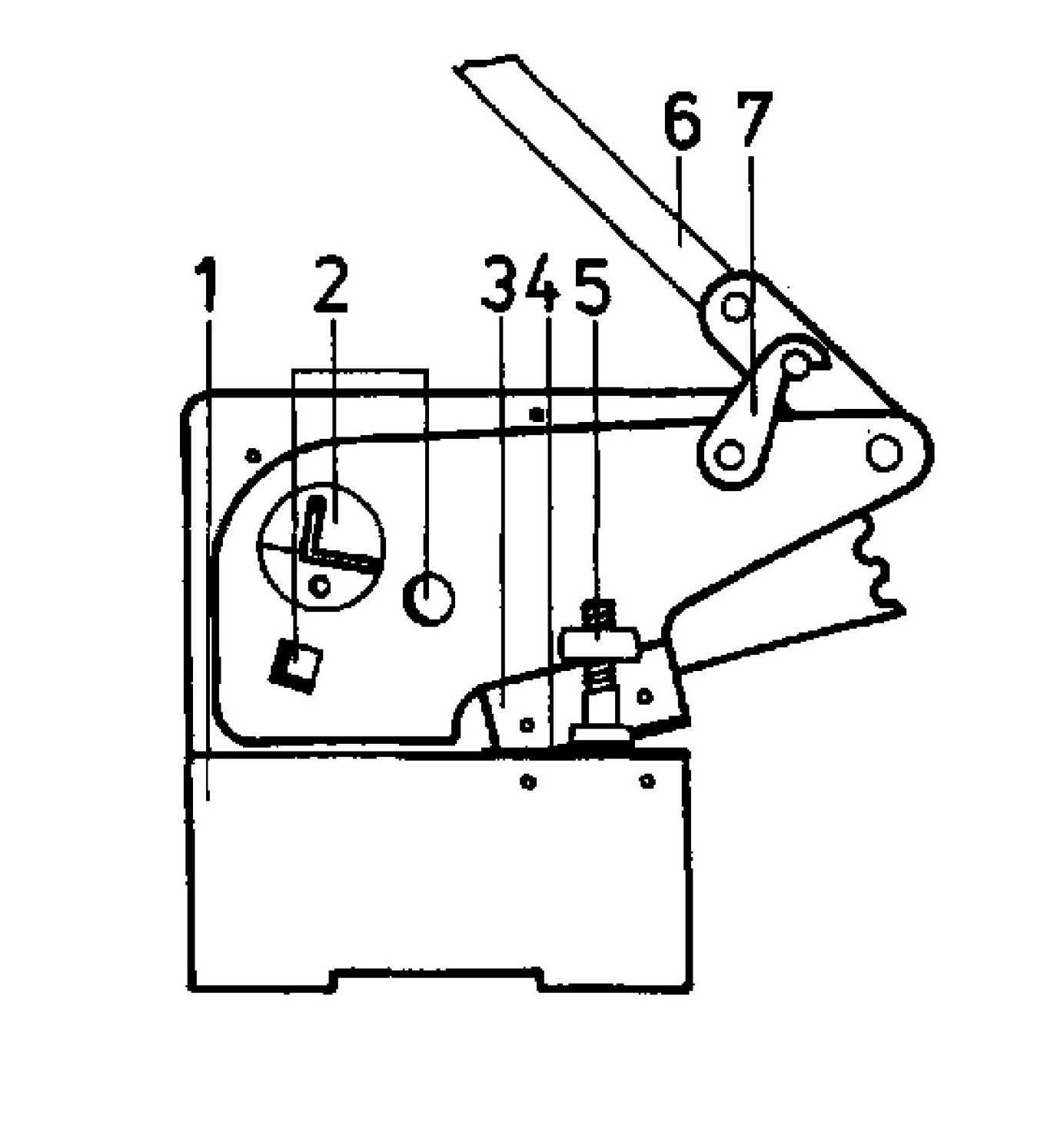
2.6Cisaille à levier
Réalise des coupes courtes, droites ou courbes, dans des tôles ou des sections d'acier d'épaisseur moyenne. La lame supérieure pivote vers le bas grâce à un levier de transmission. Un dispositif de verrouillage empêche tout mouvement involontaire de la lame.
2.7Cisaille circulaire (cisaille à rouleaux)
Utilisé pour les coupes courbes longues dans les tôles fines ou épaisses. Doté de lames rotatives en forme de roue. Pour les matériaux épais, plusieurs passes peuvent être nécessaires.
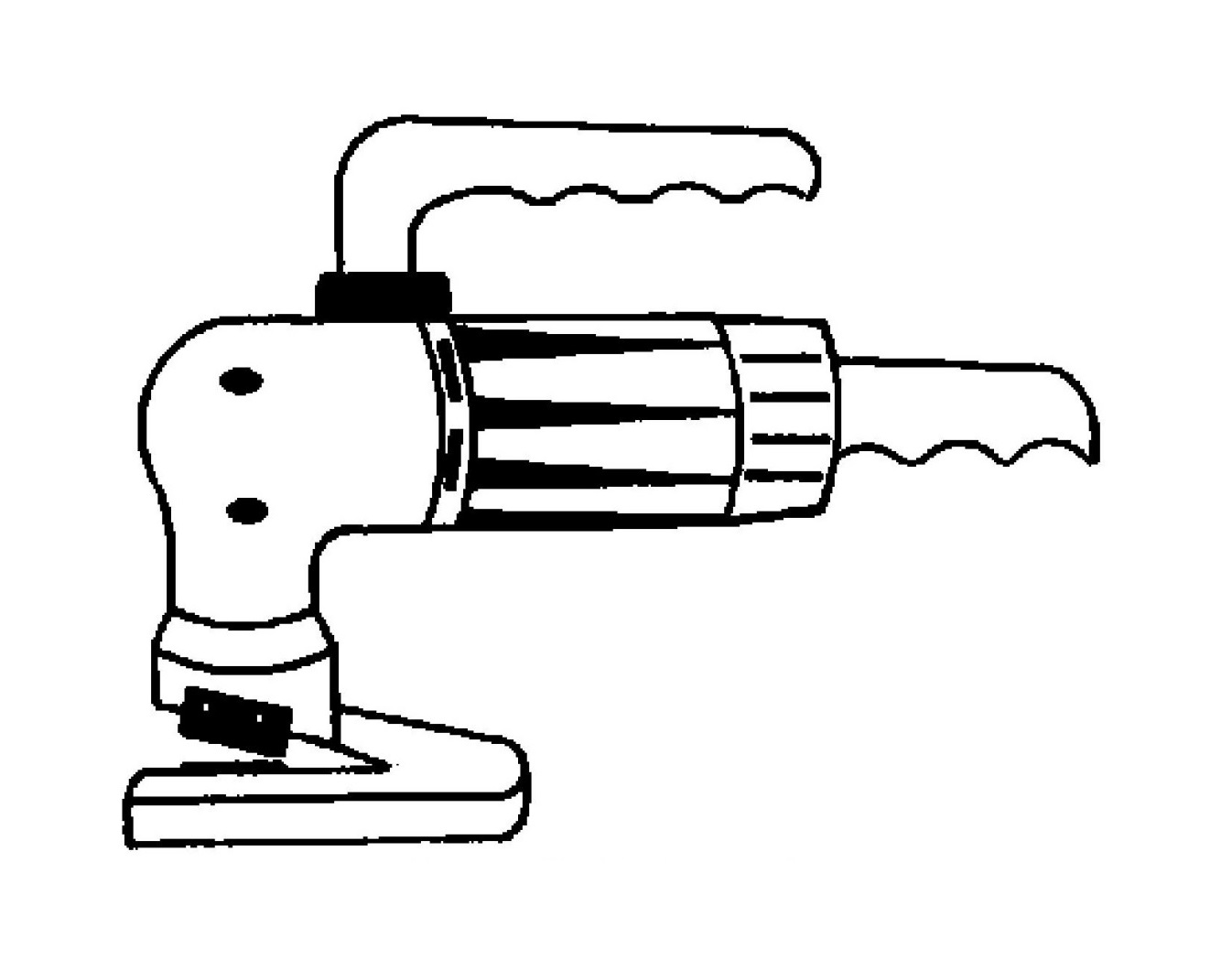
2.8Cisaille électrique pour ferblantiers
Utilisé pour couper des tôles fines suivant des trajectoires courbes. La lame supérieure se déplace rapidement de haut en bas grâce à un moteur, tandis que l'opérateur guide la tôle.
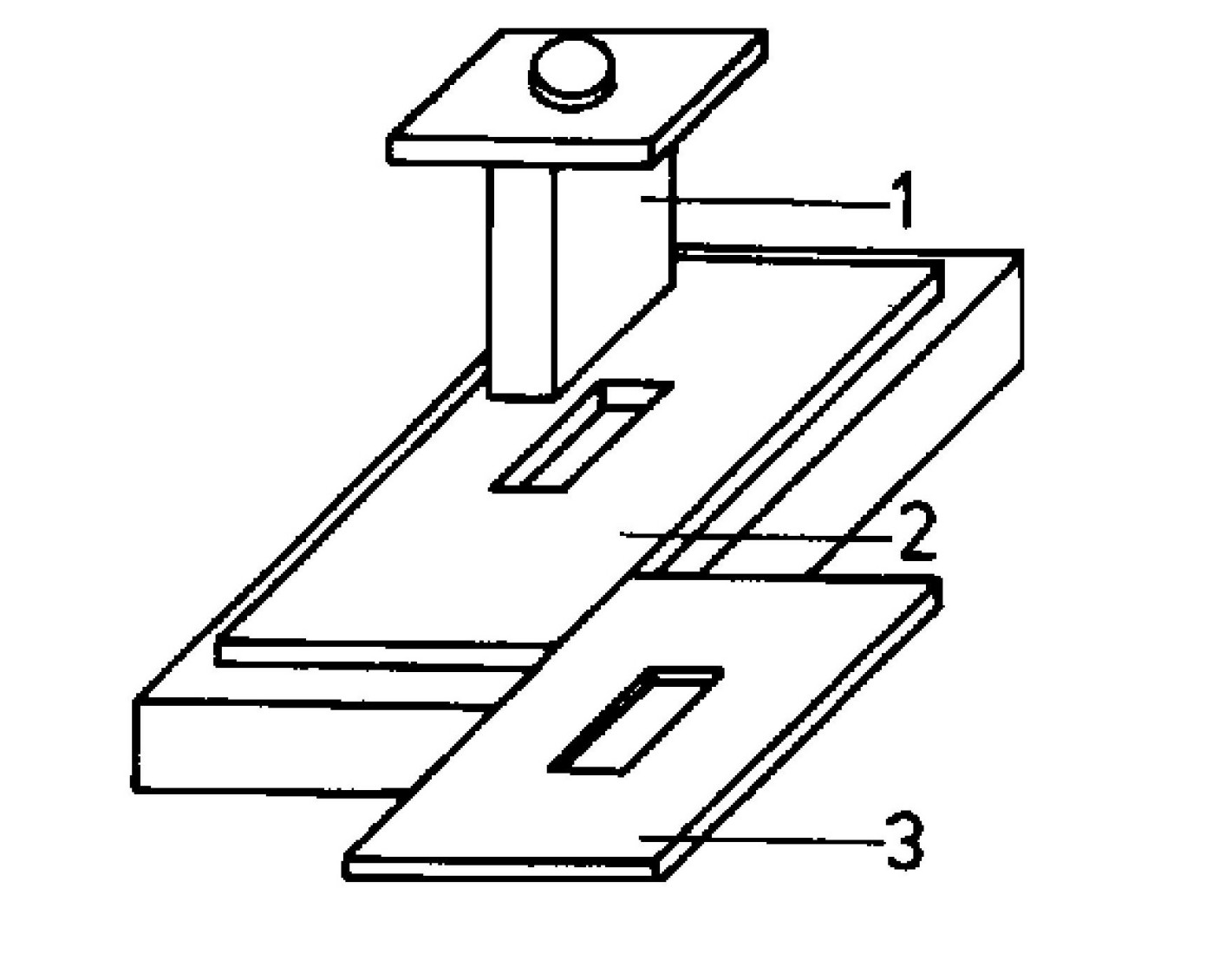
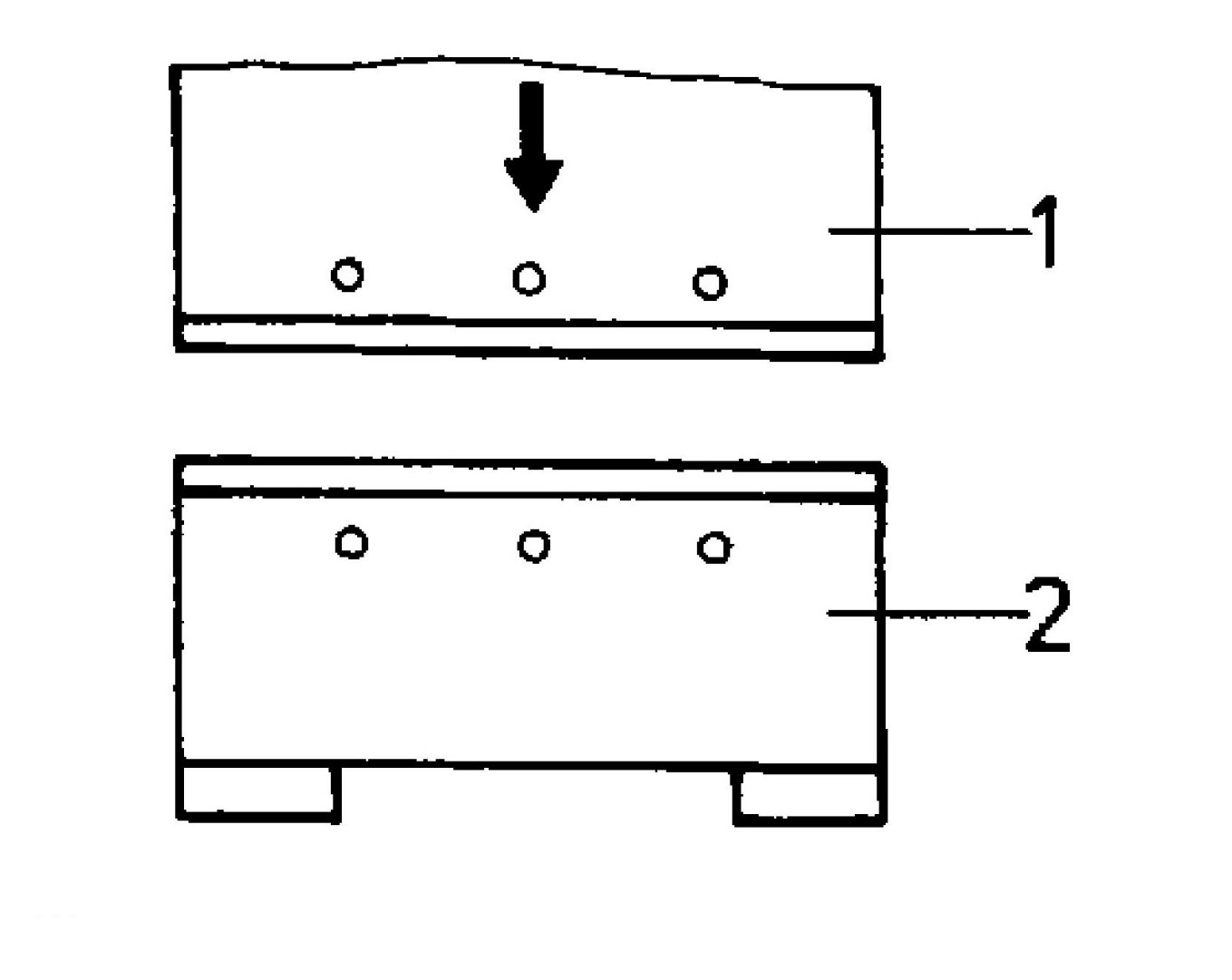
2.9Outils de coupe (poinçons et matrices)
Utilisé pour des découpes répétées et identiques en production. Le poinçon s'insère parfaitement dans la plaque de découpe avec un jeu de 0,05 à 0,1 mm selon l'épaisseur de la tôle.
Lectures recommandées :Dépannage des pannes de poinçonnage : alignement, dégagement et conseils de sécurité
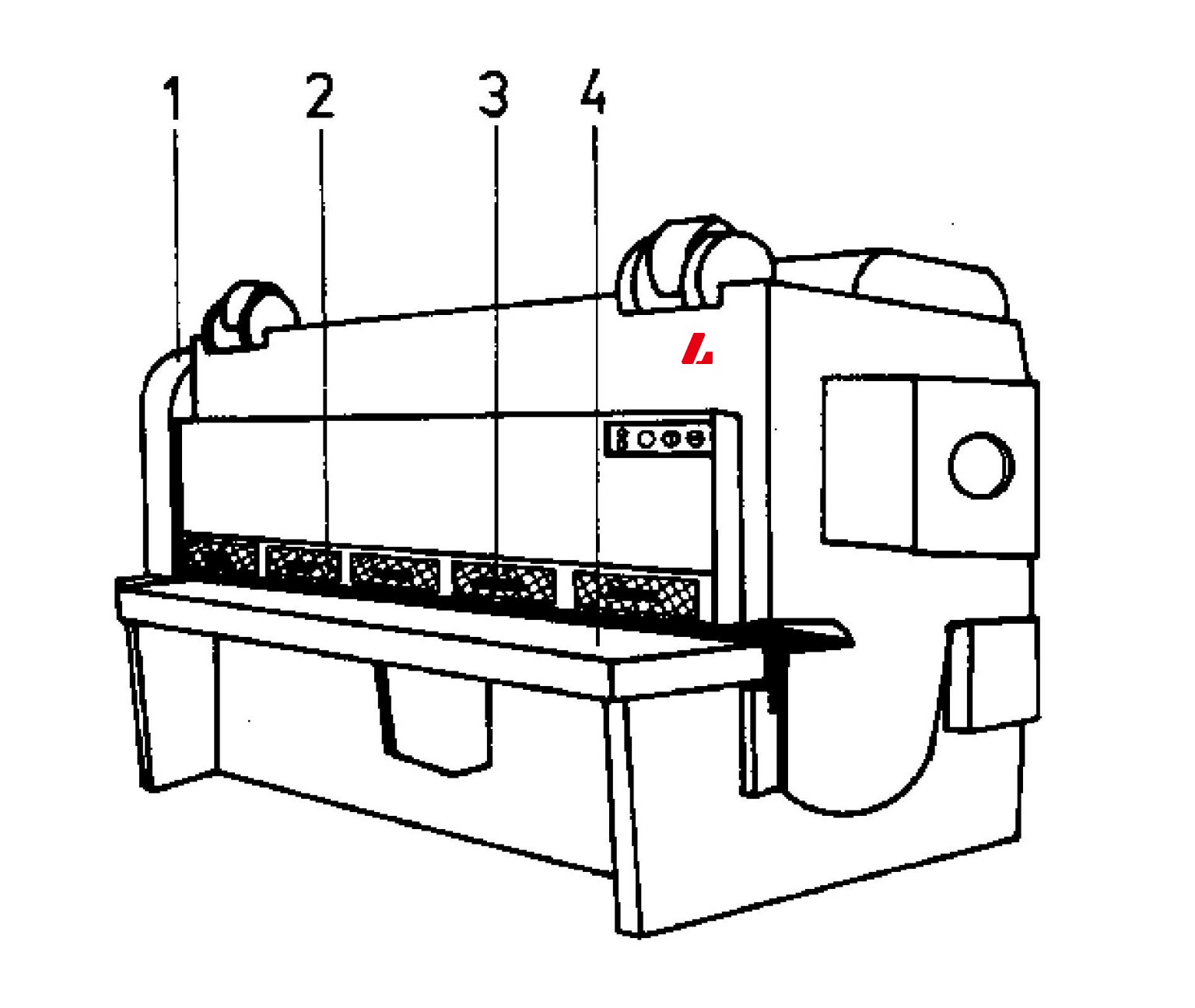
2.10Cisaille à moteur
Pour tôles très longues ou épaisses (plus de 10 mm) et sections robustes. Elle est équipée d'un entraînement puissant, d'une barre de maintien hydraulique et d'un réglage de l'écartement des lames.

3.0Principes de construction et de fonctionnement des cisailles
Les cisailles sont conçues pour résister à des forces de coupe élevées. Les principaux points techniques à prendre en compte sont les suivants :
- Angle de coin de lame : environ 80°, pour la stabilité
- Angle de dégagement : 2°–3°, réduit la friction
- Espacement des lames : 0,05–0,1 mm × épaisseur de la tôle, pour garantir des coupes nettes
Un espacement de lame incorrect peut entraîner des bords irréguliers ou des feuilles pliées.
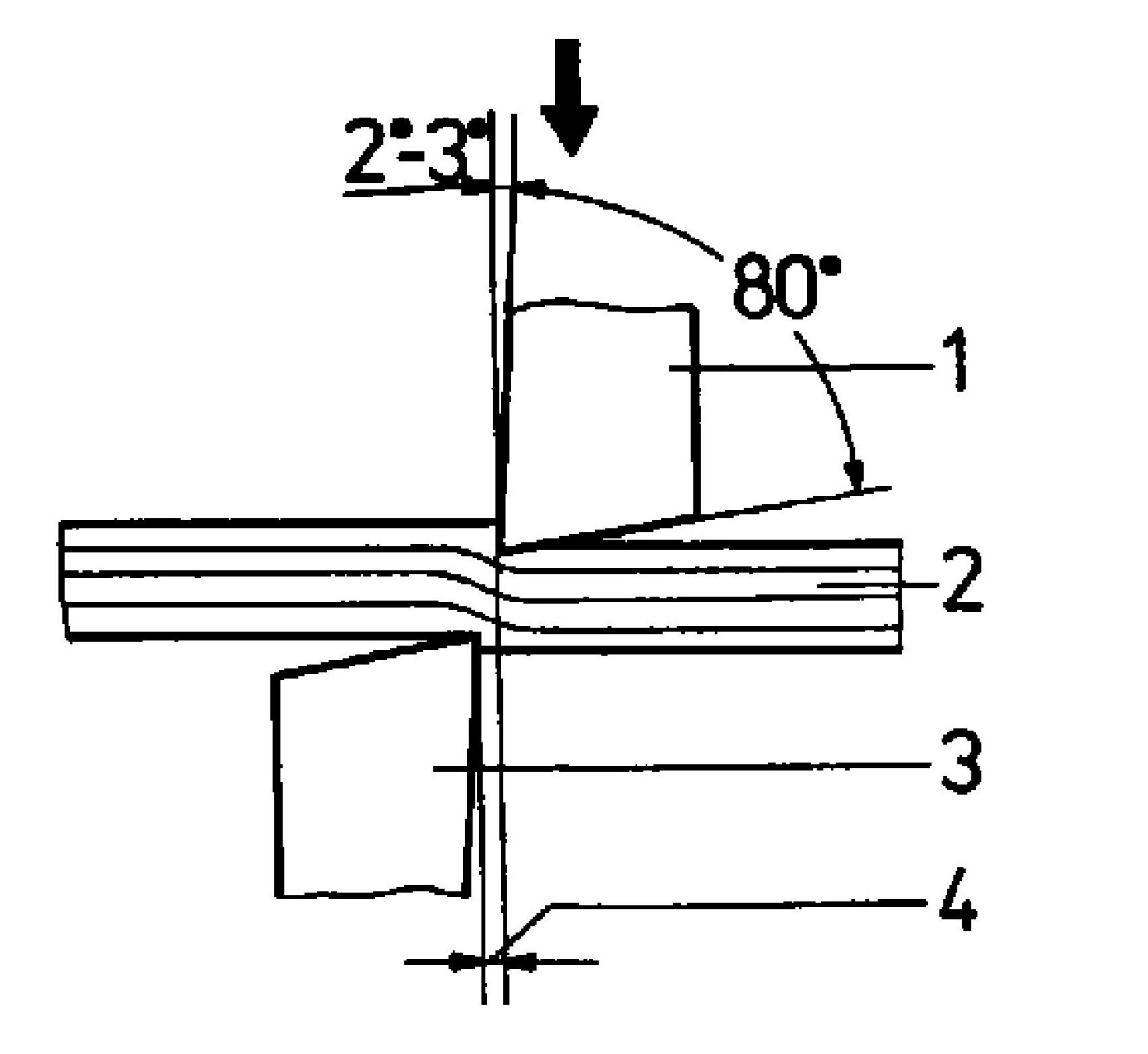
Un espace excessif entraîne une mauvaise finition de surface et une déformation de la feuille.
L’utilisation d’une barre de maintien correctement réglée empêche le mouvement de la feuille.
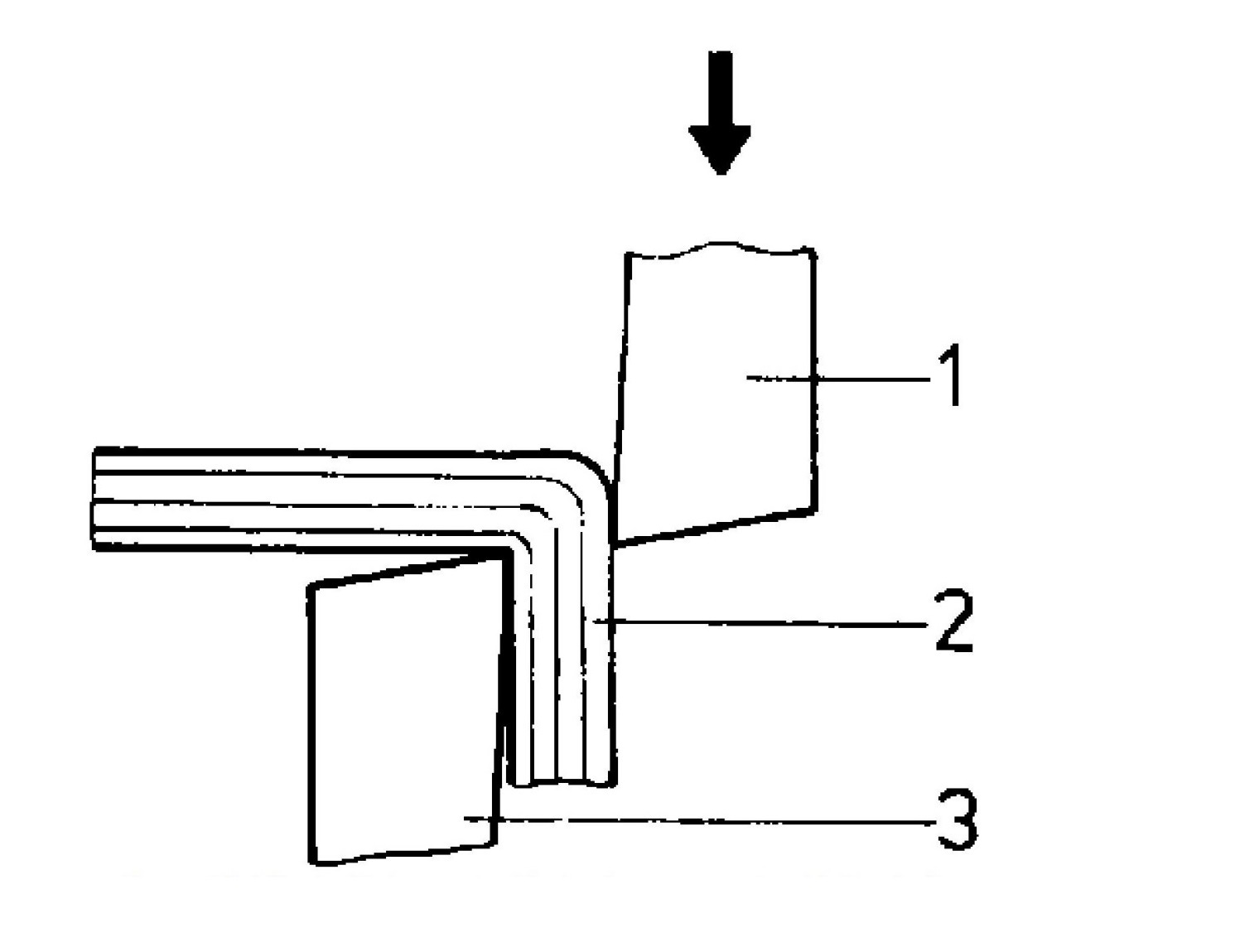
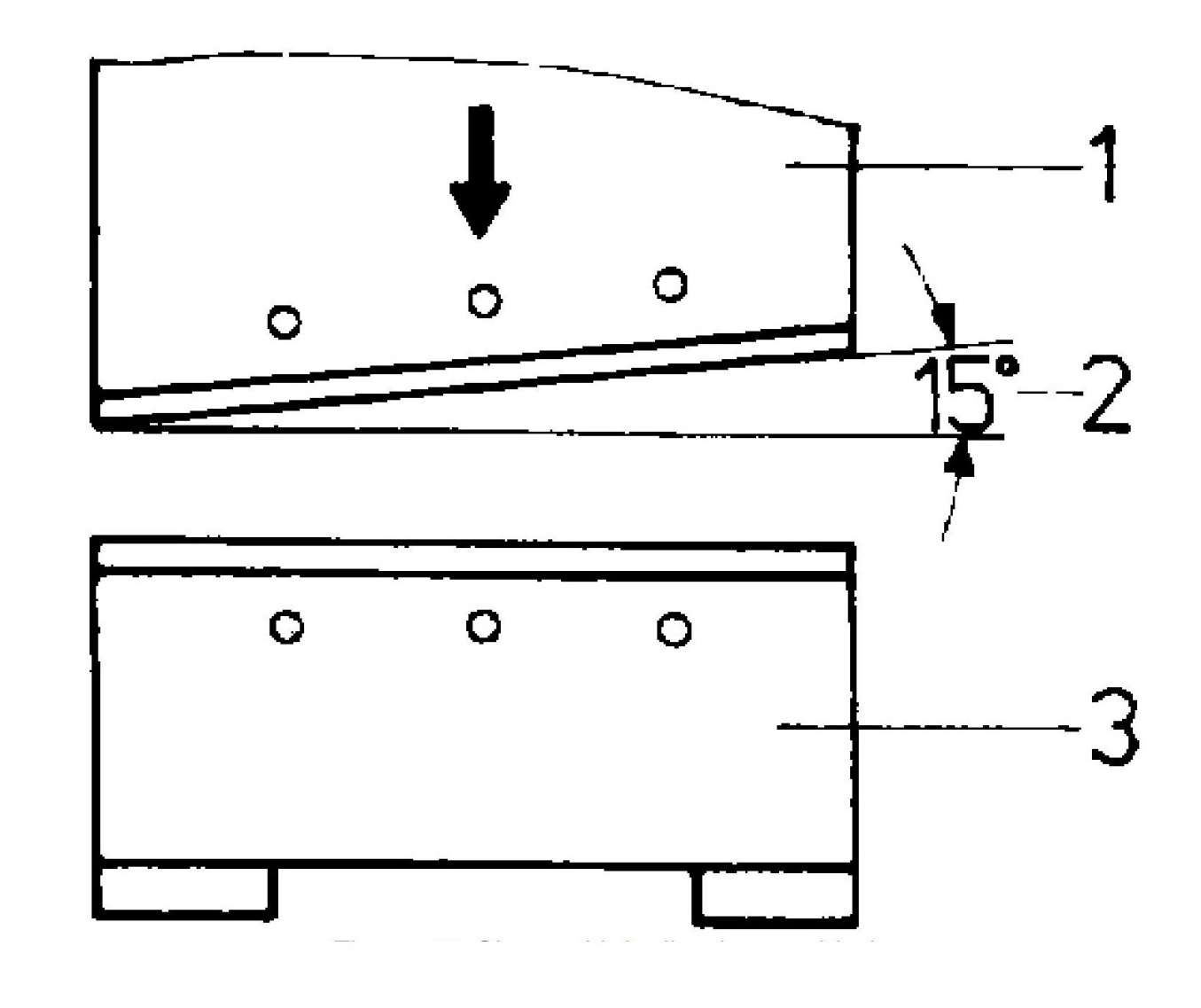
Les lames parallèles coupent le bord entier en une seule fois, ce qui nécessite plus de force. La plupart des machines utilisent une lame supérieure inclinée pour réduire la force de coupe requise.
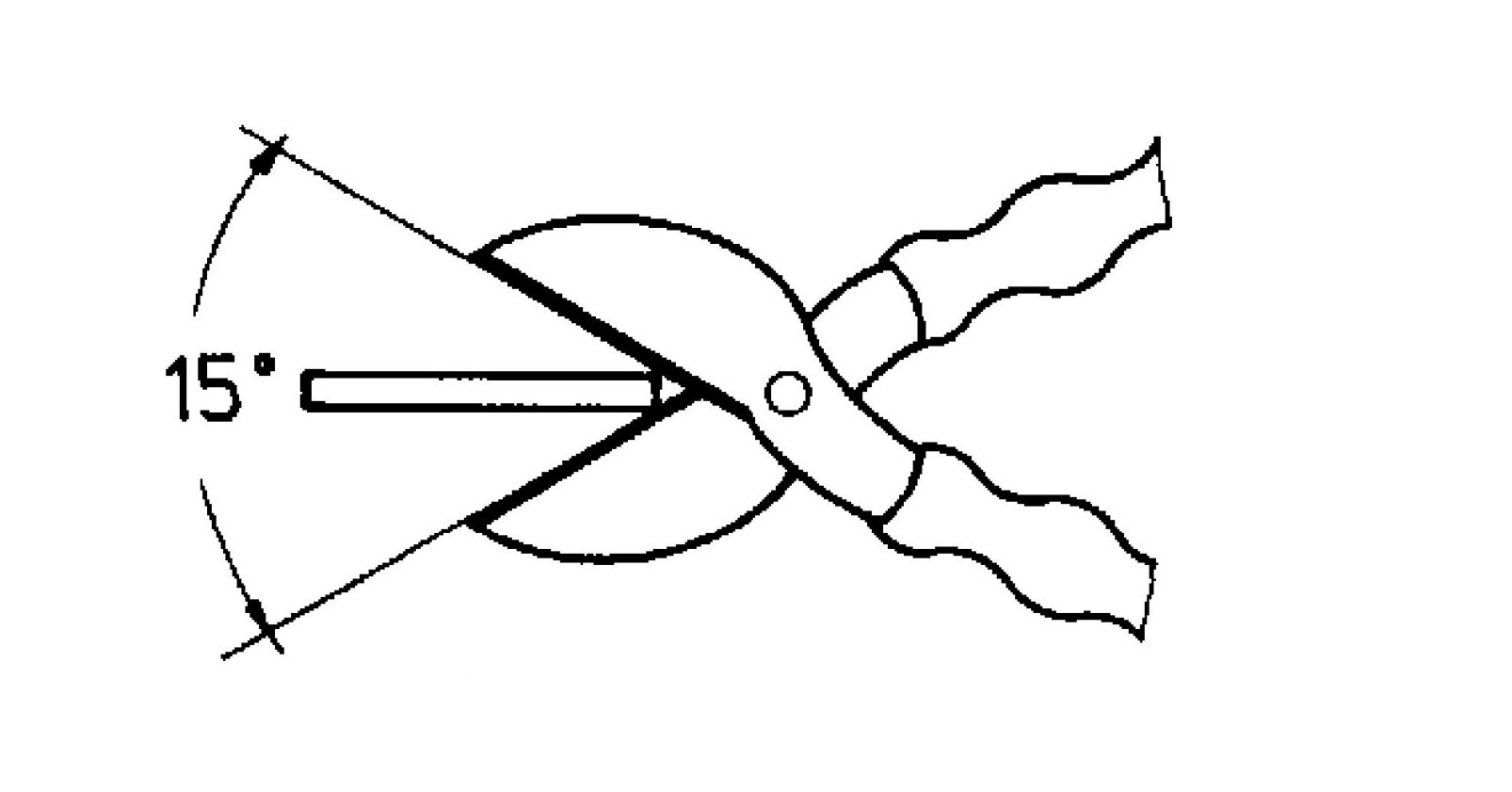
Enfoncer la pièce profondément dans la cisaille augmente l'effet de levier, mais augmente également le risque de glissement de la pièce. L'angle de coupe de la lame (~15°) est essentiel pour maintenir la qualité de coupe.
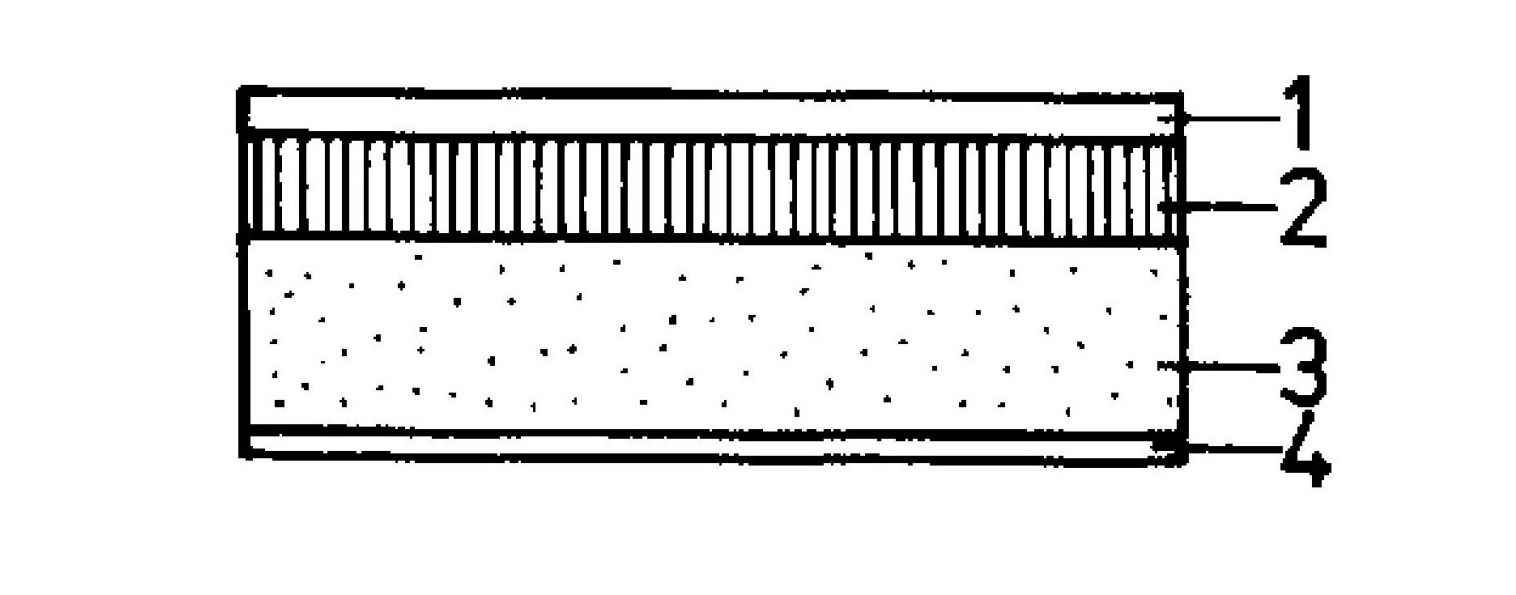
4.0Le processus de tonte : fonctionnement étape par étape
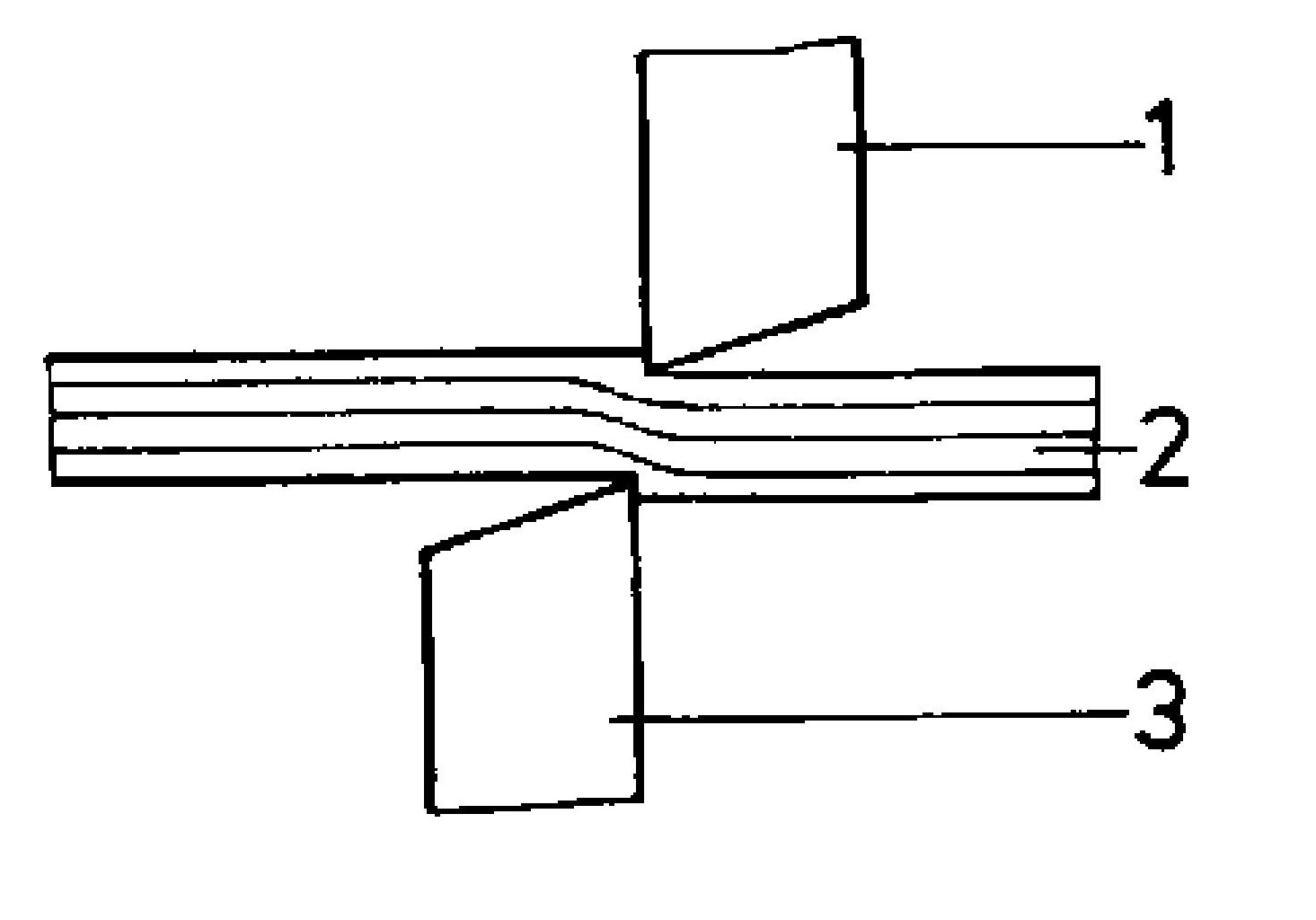
Le processus de tonte comprend trois étapes clés :
4.1Entaille
Indentation initiale du matériau lorsque les lames entrent en contact avec la feuille.
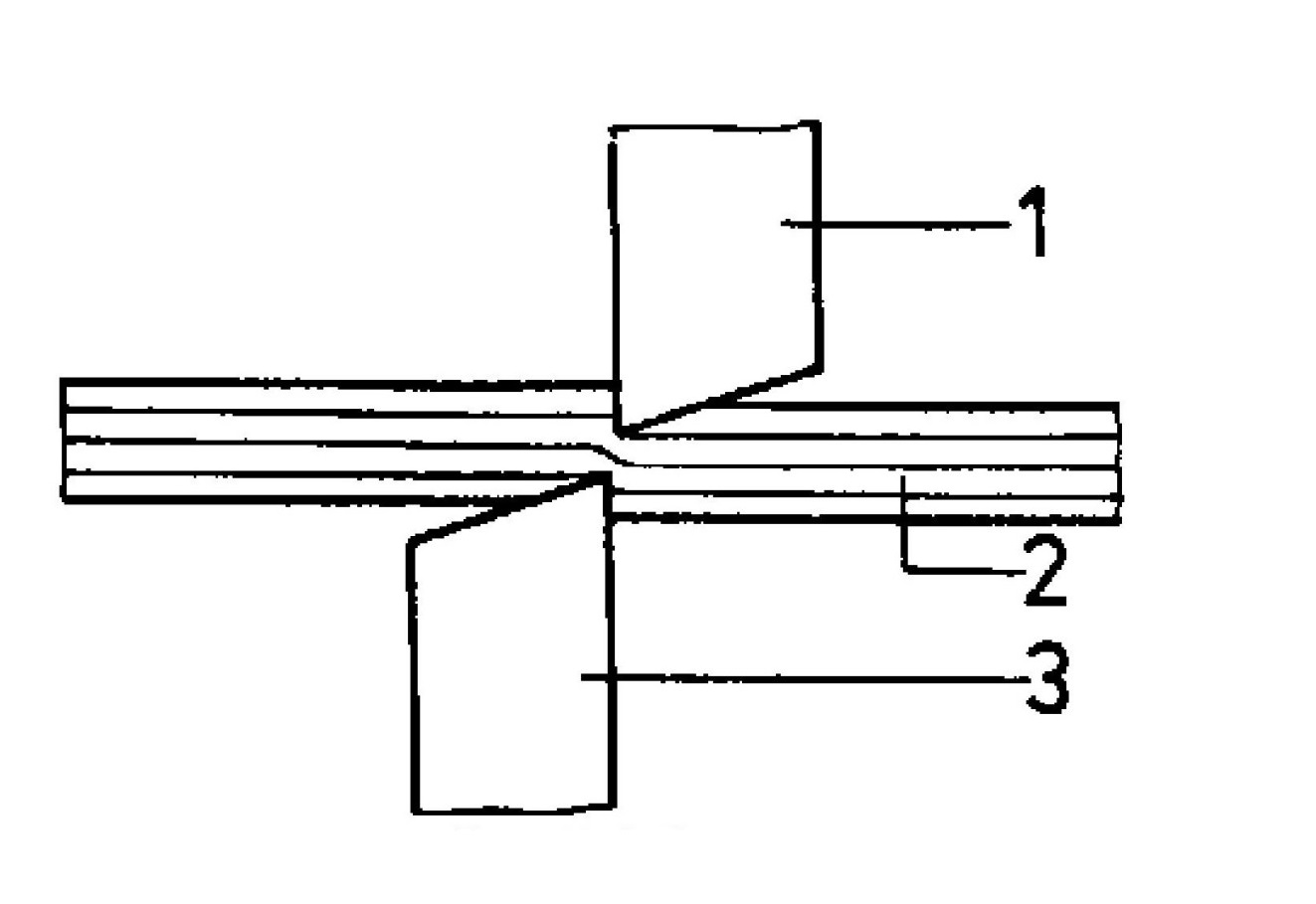
4.2Coupe
Les lames pénètrent et brisent la structure métallique.
4.3Déchirure
Séparation finale du matériau due à la tension interne et à la déchirure.
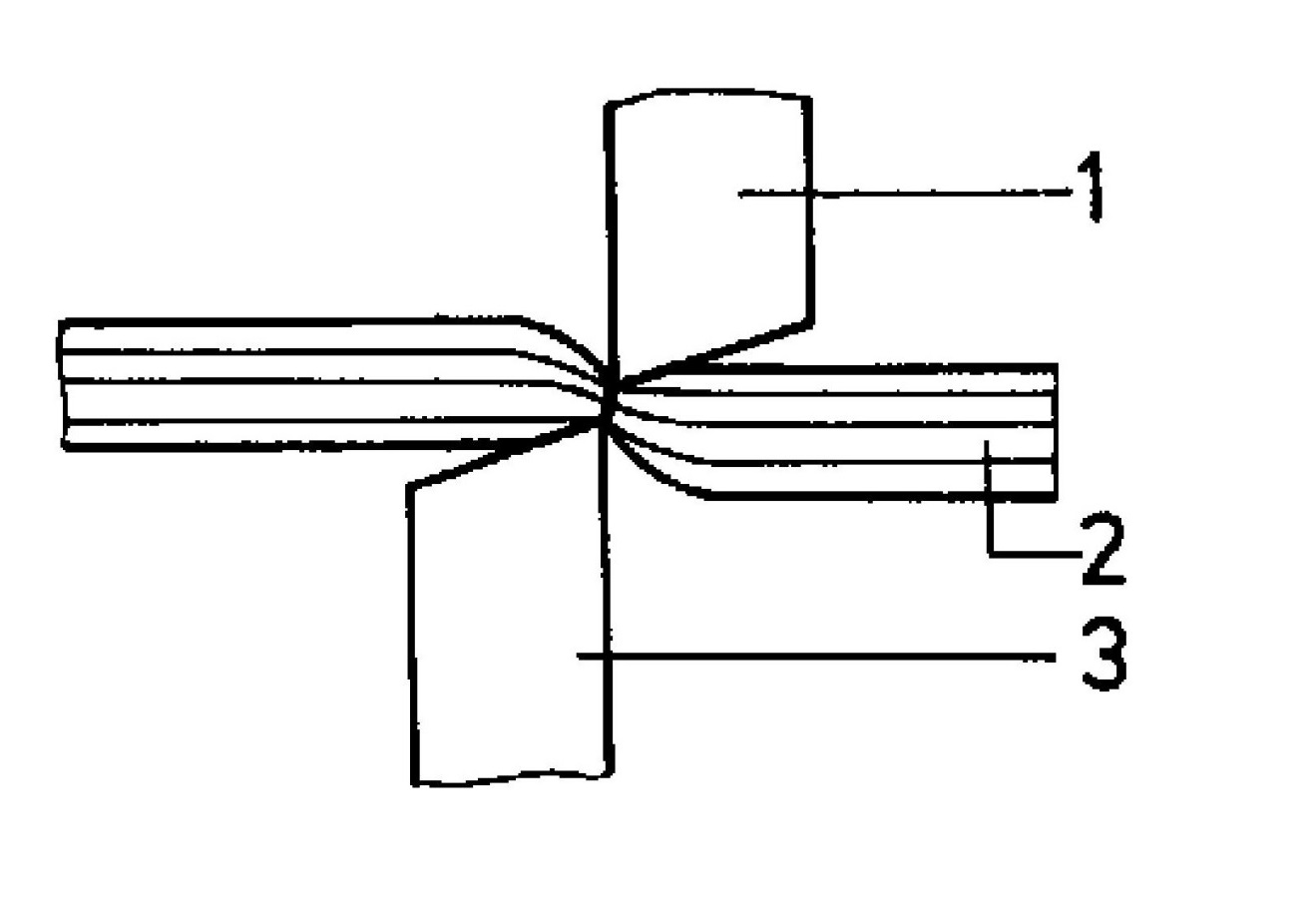
Ces étapes laissent des zones identifiables sur les faces coupées des tôles épaisses.
5.0Techniques de cisaillement : méthodes de coupe et leur utilisation
Le cisaillement peut être classé selon le type et l'étendue de la séparation du matériau :
5.1Découpe
Les coupes partielles en profondeur servent à préparer la tôle aux opérations de pliage ou de cintrage ultérieures. La coupe ne traverse pas entièrement le matériau, mais le fragilise le long d'une ligne pour permettre une déformation précise et contrôlée.

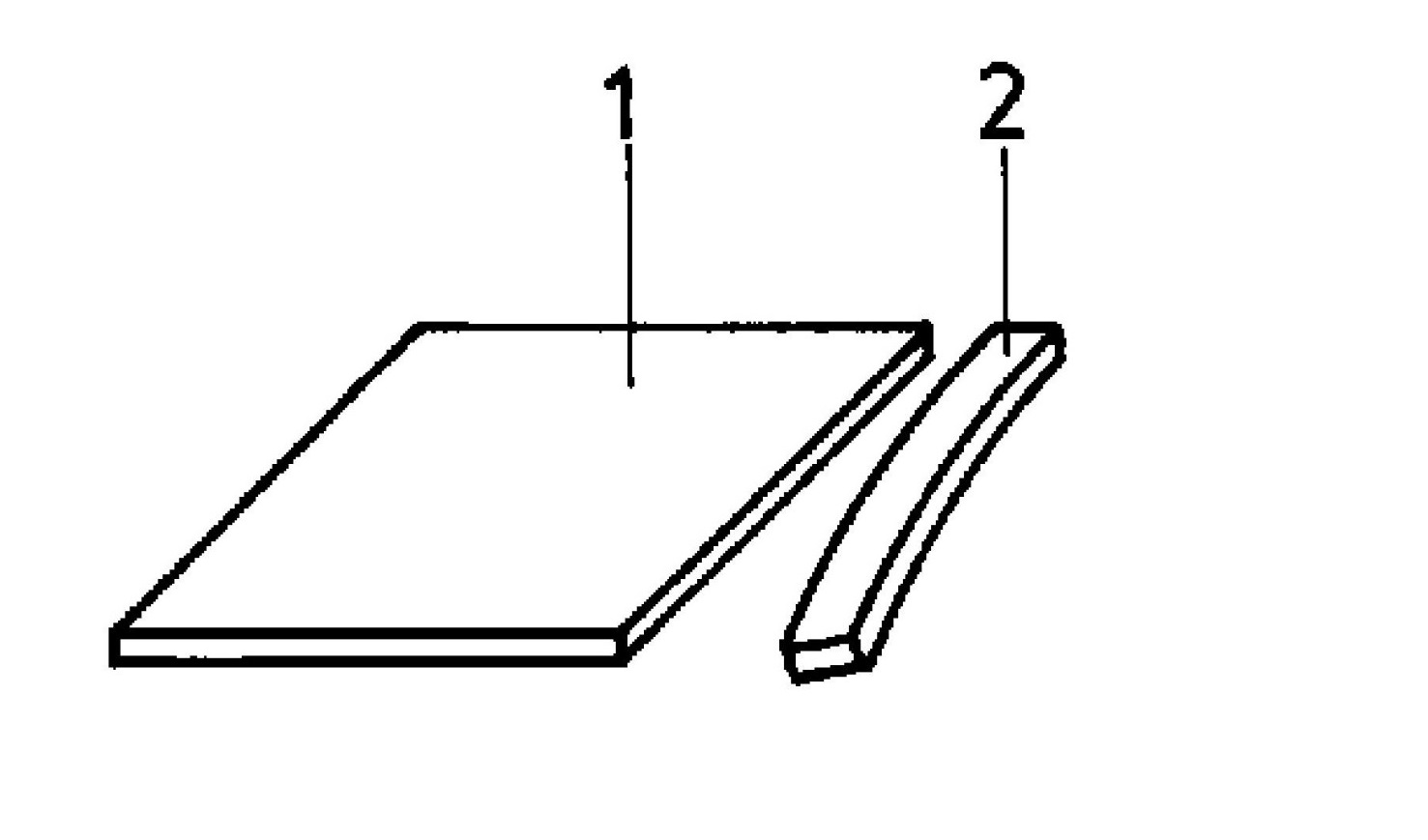
5.2Coupure
Coupe complète qui sépare la pièce en deux sections, généralement pour éliminer les chutes de matière. Il s'agit d'une opération de cisaillement simple réalisée à l'aide de cisailles manuelles ou mécaniques.
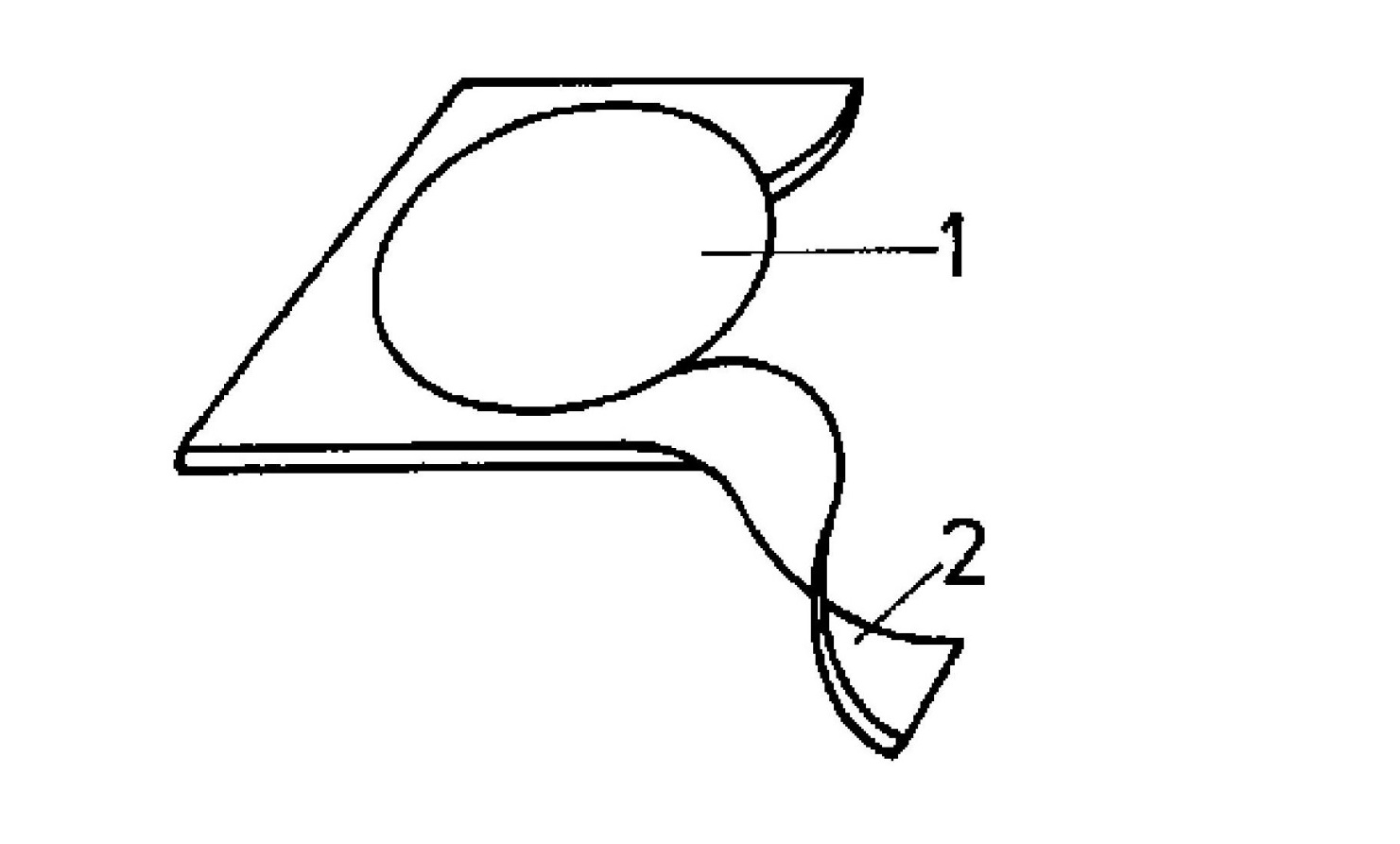
5.3Découpe
Cette technique consiste à découper le long d'un contour fermé, tel qu'un cercle ou un rectangle, la partie intérieure étant la pièce à usiner et la partie extérieure étant éliminée. Elle est couramment utilisée pour extraire des formes fonctionnelles de matériaux en feuille.
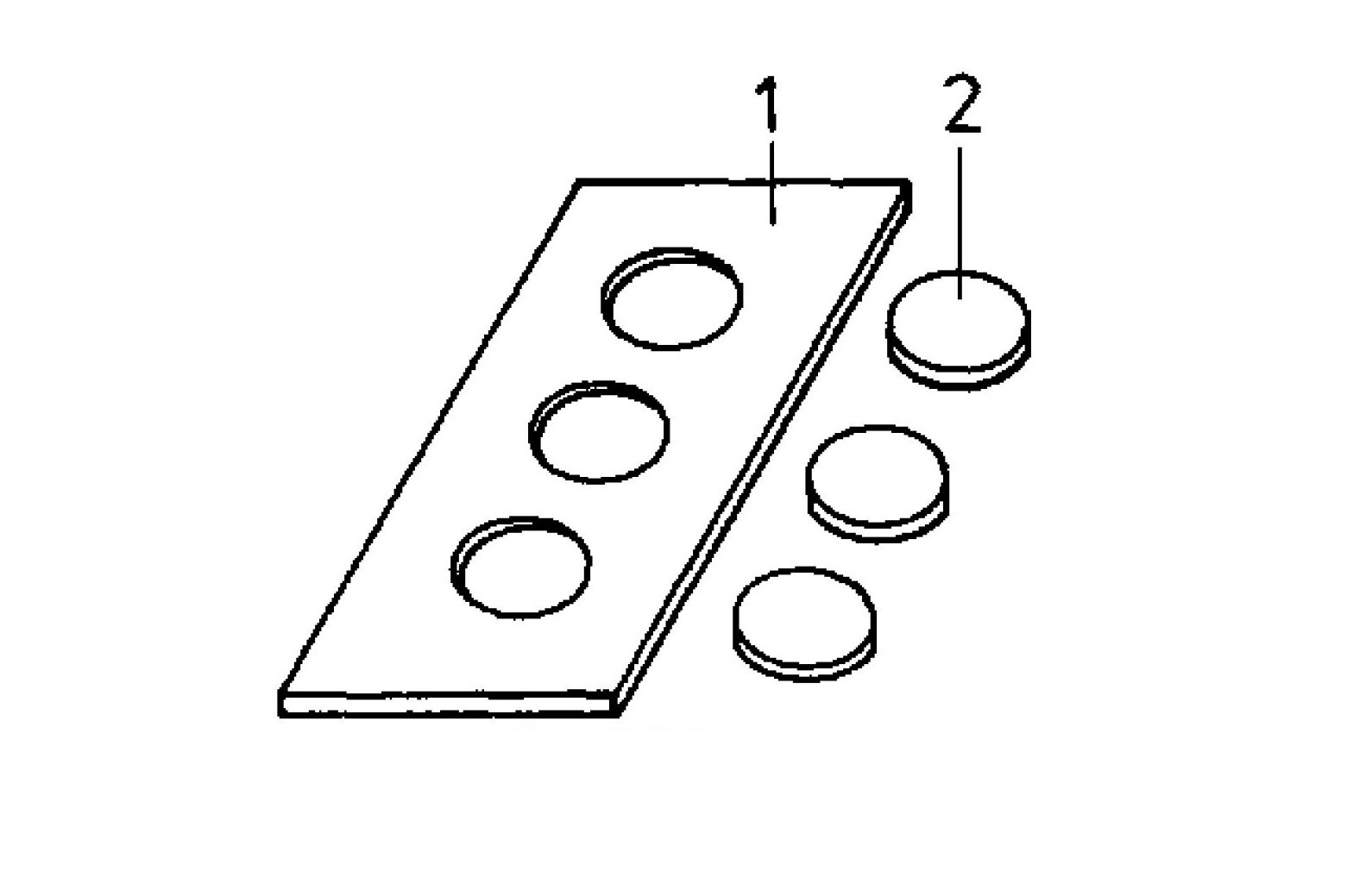
5.4Perforation
Similaire au découpage, le poinçonnage suit un parcours en ligne fermée. Cependant, lors du poinçonnage, la partie intérieure retirée est considérée comme un déchet, et la tôle environnante restante constitue la pièce à usiner. Il s'agit de l'une des opérations les plus courantes dans l'usinage industriel des tôles.
5.5Pressage intégré dans la fabrication moderne
Dans les procédés de fabrication modernes, les presses sont capables d'exécuter toutes les techniques de cisaillage décrites ci-dessus (découpe, enlèvement de matière, découpage et poinçonnage) à l'aide de jeux de poinçons et de matrices personnalisés. Ces machines sont couramment utilisées pour l'emboutissage progressif. presses hydrauliques, et Presses à cadre en C utilisé dans la production de masse.
Les presses offrent :
- Haute répétabilité et cohérence
- Temps de cycle réduits
- Découpe complexe en plusieurs étapes en un seul passage
- Intégration avec les systèmes d'alimentation et d'automatisation
Cette intégration en a fait des outils essentiels dans des secteurs tels que la fabrication automobile, électroménager et électronique.
6.0Procédures opérationnelles : exécution des tâches de cisaillement
6.1Découpe avec une cisaille de ferblantier
- Marquez la feuille avec précision
- Ouvrir les mâchoires à environ 15°, aligner avec la ligne
- Fermer partiellement la coupe, éviter de déchirer
- Progression étape par étape jusqu'à la longueur complète
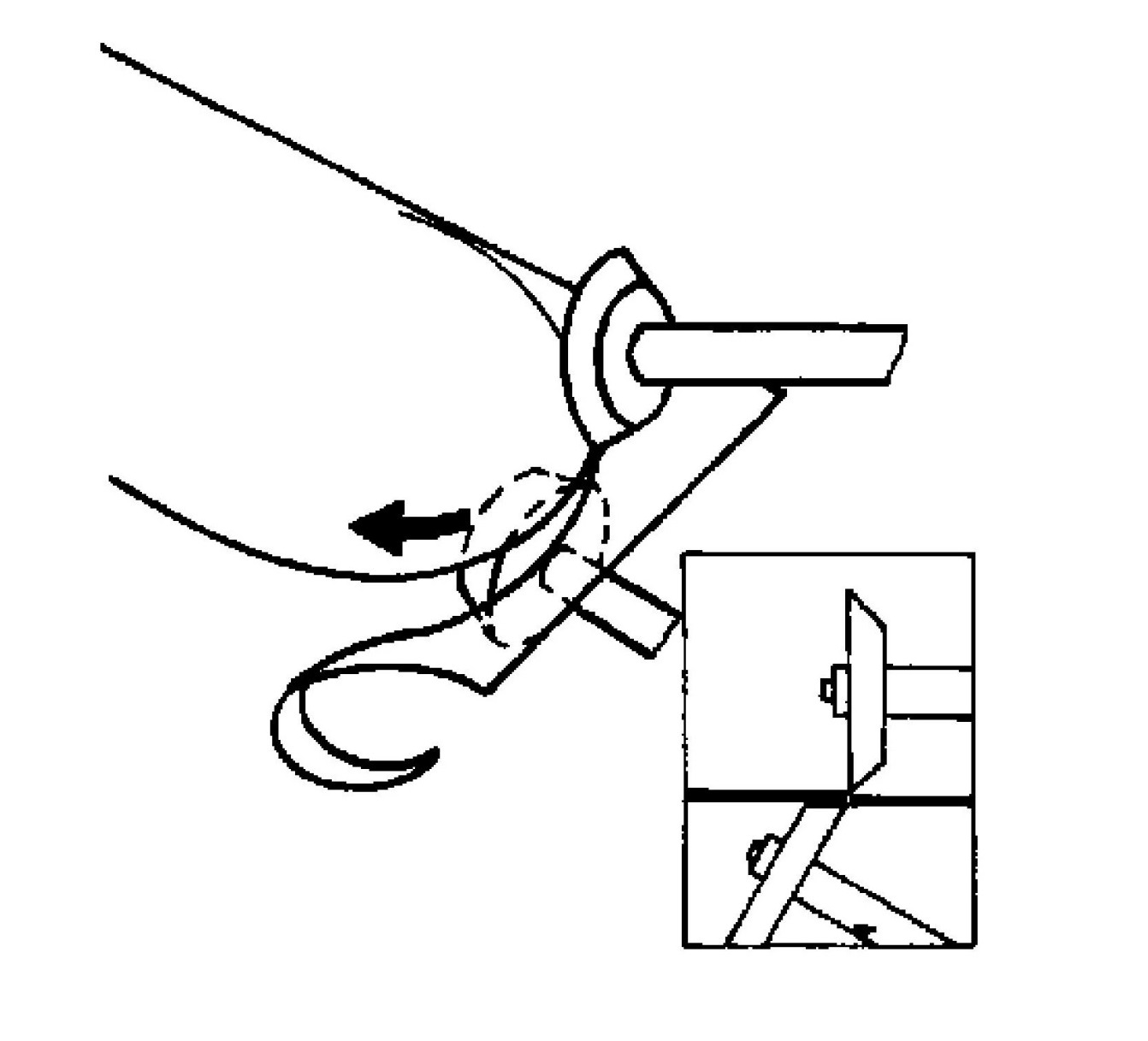
6.2Coupe avec cisaille à levier
- Marquer et aligner la feuille
- Ajustez le jeu de la lame si nécessaire
- Engagez la barre de maintien et déverrouillez le levier
- Abaissez la lame en douceur, évitez un coup complet pour éviter les fissures
- Verrouillez le levier après la coupe et retirez les chutes
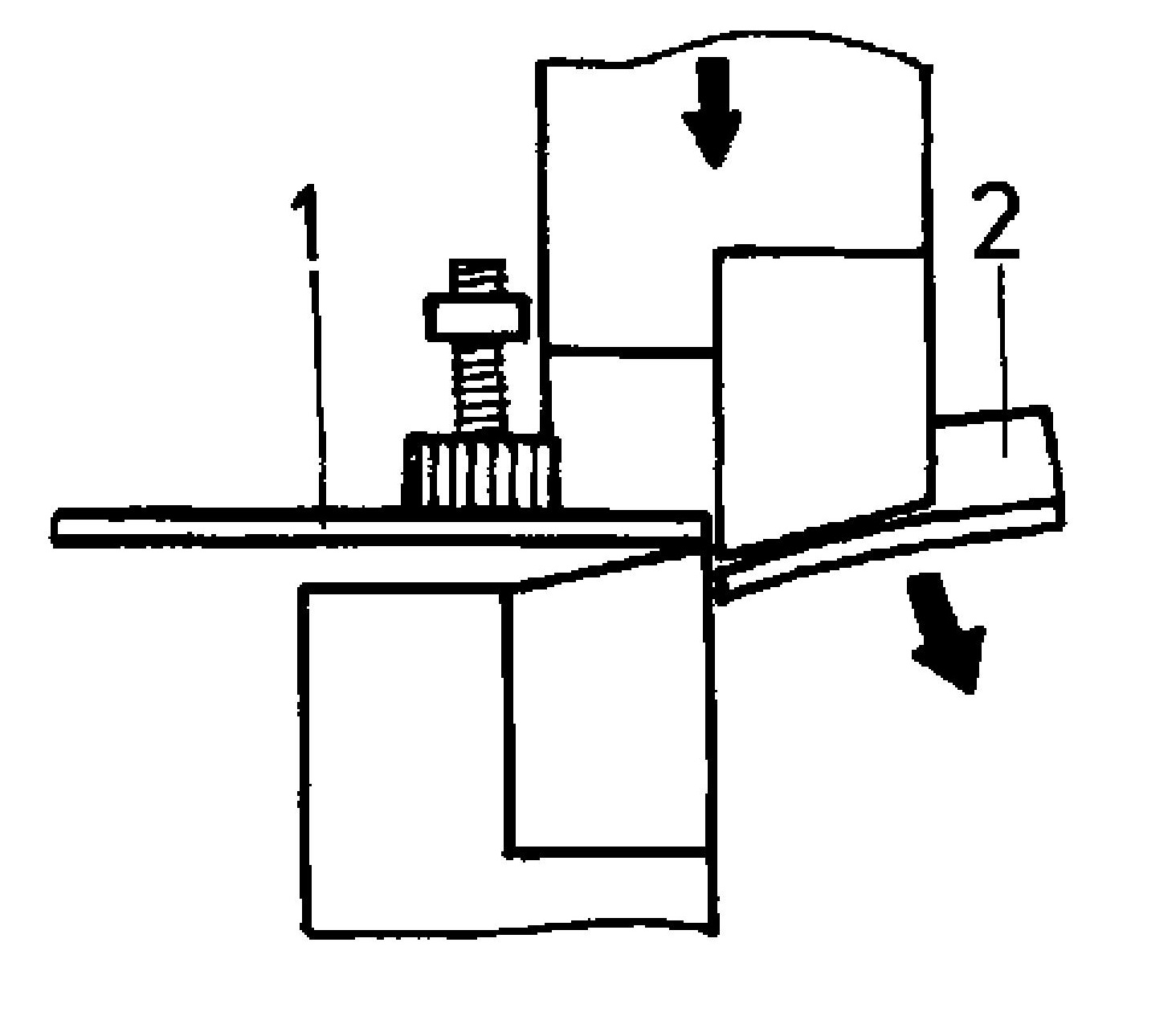
Placez toujours le côté ferraille à droite de votre ligne de vue.
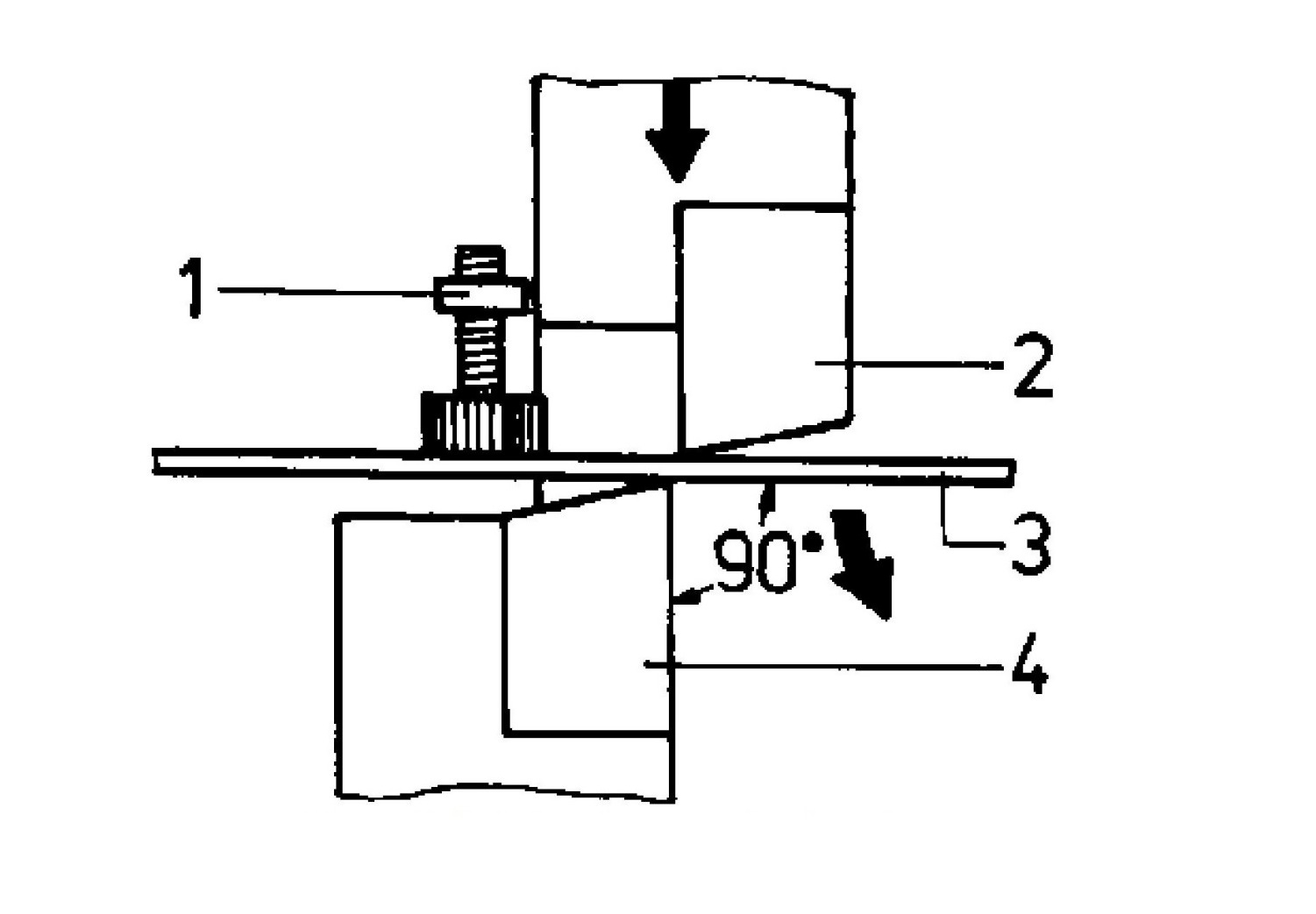
6.3Sections d'angle de coupe avec cisaille à levier
- Marquer la surface intérieure
- Insérer dans la section profilée le porte-lame
- S'aligner sur la pointe de la technologie
- Déverrouillez et tirez le levier vers le bas avec force
- Jeter les déchets immédiatement

7.0Consignes de sécurité pour les opérations de tonte
- Portez des gants lorsque vous manipulez de la tôle
- Gardez vos mains éloignées de la zone de la lame
- Utilisez uniquement des outils correctement entretenus
- Fixez les leviers manuels après la coupe
- Utiliser des couteaux de section pour les profils structurels
- Suivez toutes les instructions des fabricants d'équipements
- Jetez immédiatement les déchets pliés ou tranchants pour éviter les blessures.
8.0Questions fréquemment posées
Que se passe-t-il si le jeu de la lame est trop large ?
Mauvaise qualité de surface, bavures et pliage de la tôle.
Pourquoi l'angle du coin de la lame est-il si grand ?
Pour assurer la stabilité et la durabilité du tranchant.
Quelle est la différence entre découper et perforer ?
Lors de la découpe, la pièce intérieure est conservée ; lors du poinçonnage, la pièce intérieure est perdue.
Pourquoi un angle de coupe de 15° est-il important ?
Il réduit la force de coupe requise et améliore la qualité de coupe.
Pourquoi les sections structurelles doivent-elles être coupées avec des couteaux à sections ?
Les lames plates peuvent s'écailler ou se casser lors de la coupe de sections solides.
9.0Conclusion
Le cisaillage est une méthode rapide, efficace et fiable pour l'usinage des tôles et des profilés en acier. La maîtrise du choix des outils, du réglage des machines et des procédures de sécurité garantit des résultats de qualité et réduit les risques liés à la fabrication des métaux.




