
- 1.0Qu'est-ce que le cisaillement dans le formage des métaux ?
- 2.0Opérations de cisaillement et mécanique des outils
- 3.0Poinçonnage et cisaillement : principales différences dans la découpe des métaux
- 4.0Types courants de techniques de cisaillement dans la découpe de tôles
- 5.0Cisailles : types et principes de coupe
- 6.0Comment optimiser les performances d'une cisaille
- 7.0Études de cas : Applications innovantes des procédés de cisaillement
- 8.0Conclusion et recommandations
- 9.0Foire aux questions (FAQ)
1.0Qu'est-ce que le cisaillement dans le formage des métaux ?
Le cisaillage est un procédé de découpe mécanique permettant de séparer des matériaux, notamment des tôles, sans formation de copeaux, ni brûlure, ni fusion. Cette technique est largement utilisée. opération préparatoire pour la fabrication en aval en raison de sa capacité à maintenir la précision et la cohérence des produits finis.
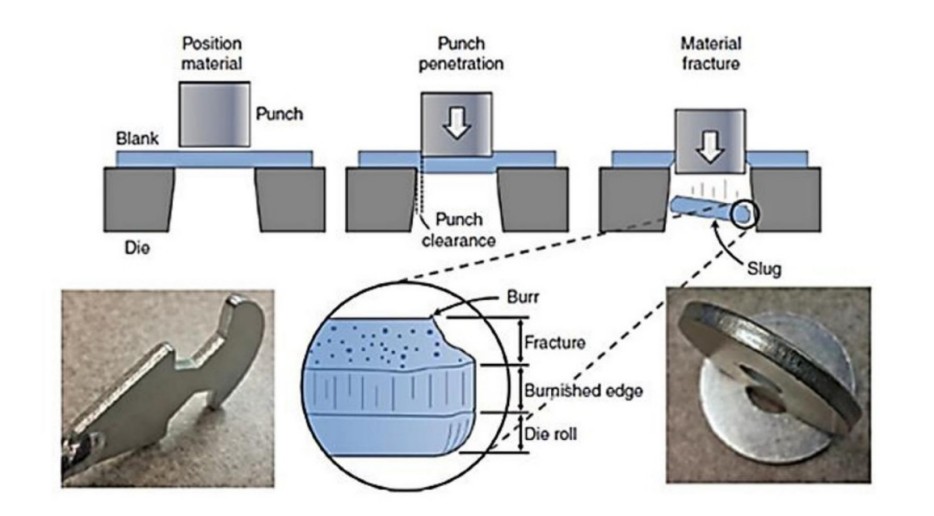
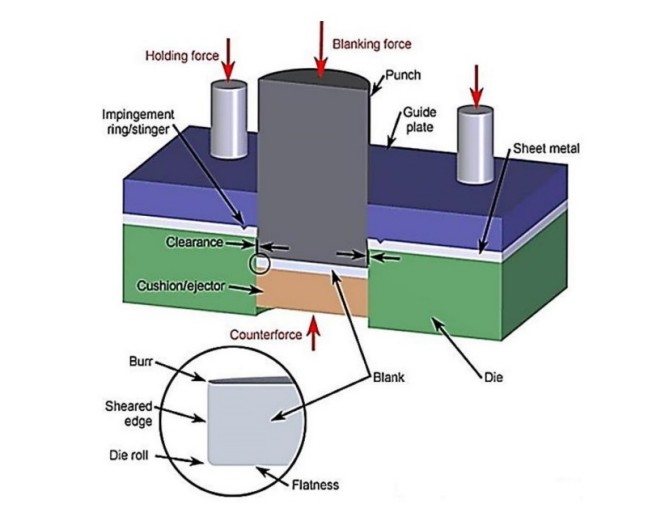
La tonte est également connue sous le nom de découpe de tôleLorsqu'une force de cisaillement dépasse la résistance ultime au cisaillement du matériau, celui-ci se fracture et se sépare à l'endroit où il est appliqué. Le processus de cisaillement utilise deux outils principaux : un poinçon et une matrice (ou lames supérieure et inférieure), situés respectivement au-dessus et en dessous de la tôle (figure 1).
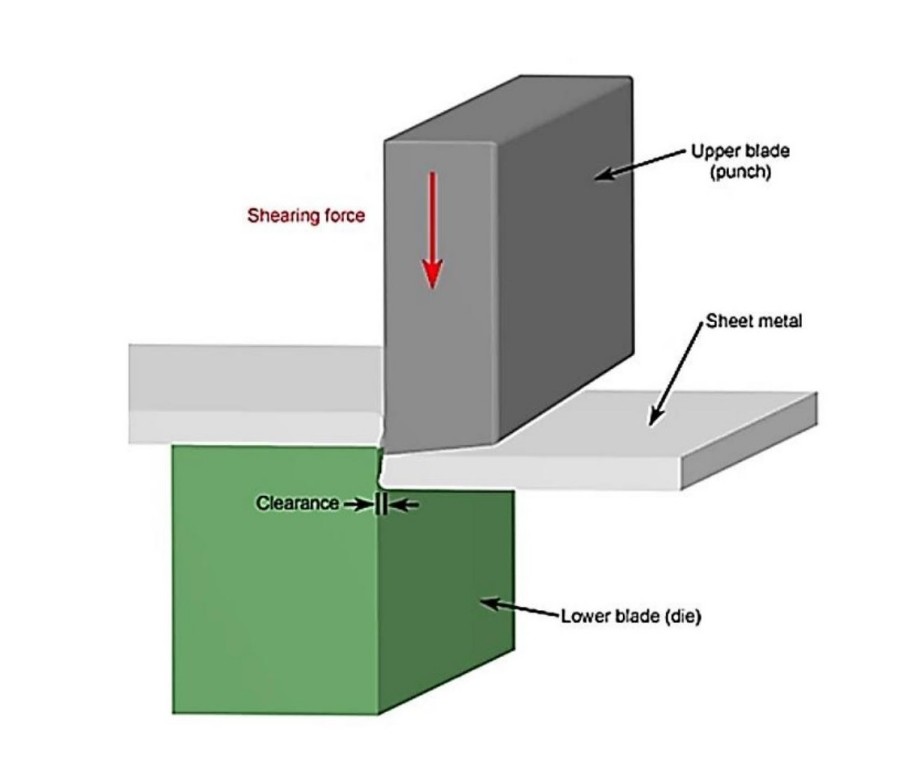
L'espace entre les lames supérieure et inférieure varie généralement de 2% à 10% de l'épaisseur de la tôle, selon les propriétés mécaniques du matériau, comme la résistance au cisaillement. Un espacement adéquat garantit une coupe efficace et favorise la coupe. déformation plastique sans endommager le matériau.
2.0Opérations de cisaillement et mécanique des outils
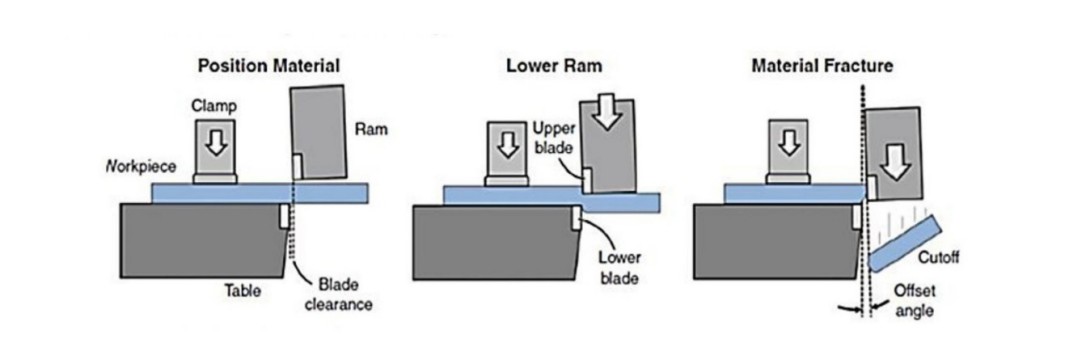
Lorsque deux lames coupent une feuille, l'opération est généralement appelée tonte. Cependant, lorsque les lames sont inclinées ou configurées différemment, des opérations telles que découpage, perçage, entaille ou rognage sont exécutés. Du point de vue de la conception de l'outil et du comportement du matériau, tous sont considérés comme des processus liés au cisaillement.
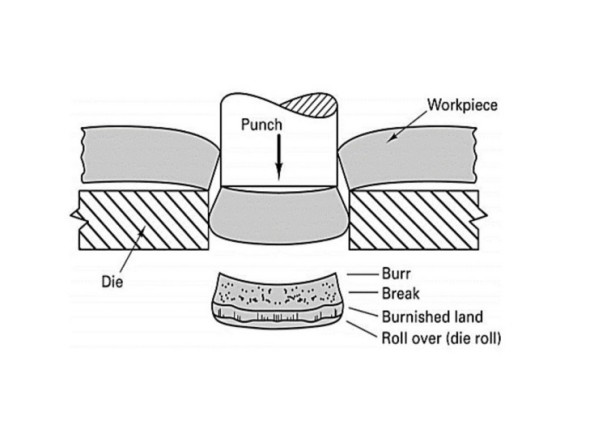
Lors d'un cisaillement classique, le poinçon force le métal à travers la matrice, produisant une déformation localisée le long d'une zone de cisaillement étroite. Un jeu de 5% à 10% d'épaisseur de tôle est maintenu. En conditions de compression, cela réduit les fractures et augmente la fraction de bord lisseSous une pression suffisante, le matériau peut se cisailler complètement avec une rupture de surface minimale.
3.0Poinçonnage et cisaillement : principales différences dans la découpe des métaux
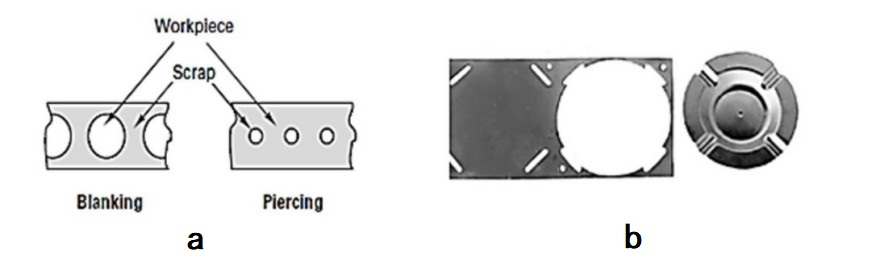
Bien que souvent utilisés de manière interchangeable, poinçonnage et cisaillement sont des procédés distincts. Le cisaillement consiste à appliquer des forces décalées pour fendre un matériau selon une trajectoire rectiligne ou courbe. Le poinçonnage, quant à lui, consiste à créer des formes fermées en retirant de la matière, de la même manière qu'avec une perforatrice à papier
Les principales différences incluent :
- Tonte utilise des lames linéaires opposées pour séparer le matériau.
- Perforation forme des éléments fermés, par exemple des trous circulaires.
- Les arêtes de coupe influencent directement la forme de la pièce finale.
4.0Types courants de techniques de cisaillement dans la découpe de tôles
Il existe plusieurs variantes d’opérations de cisaillement, chacune adaptée à des tâches spécifiques :
- Tonte simple
- Perforation
- Refendage
- masquage
- Entaille
- Couper
- Grignotage
- Rasage
- Garniture
- Boire
- Lancer
- Découpe fine
4.1Refendage : découpe de métal de bobine en bande
Le refendage coupe les bobines de tôle en bandes plus étroites à l'aide lames de cisaillement circulairesLe processus est continu, rapide et économique, produisant des résultats précis par rapport aux autres méthodes de coupe.
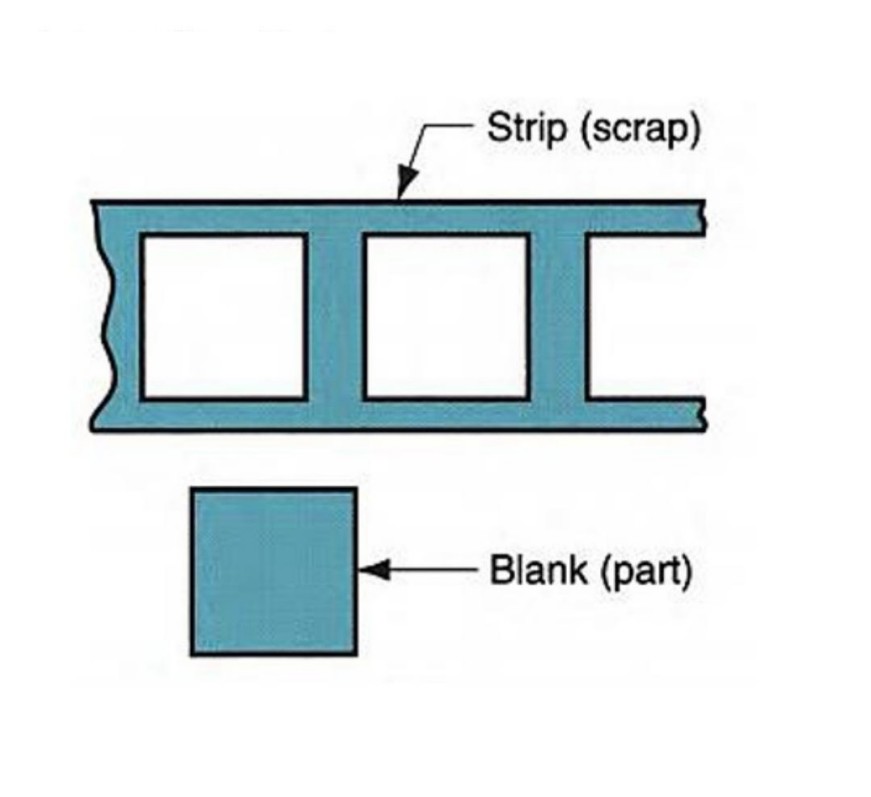
4.2Découpage : Extraction de forme en une seule étape
Le découpage consiste à découper une tôle à l'aide d'un poinçon pour en retirer la forme souhaitée (le flan), en le séparant du stock environnant.
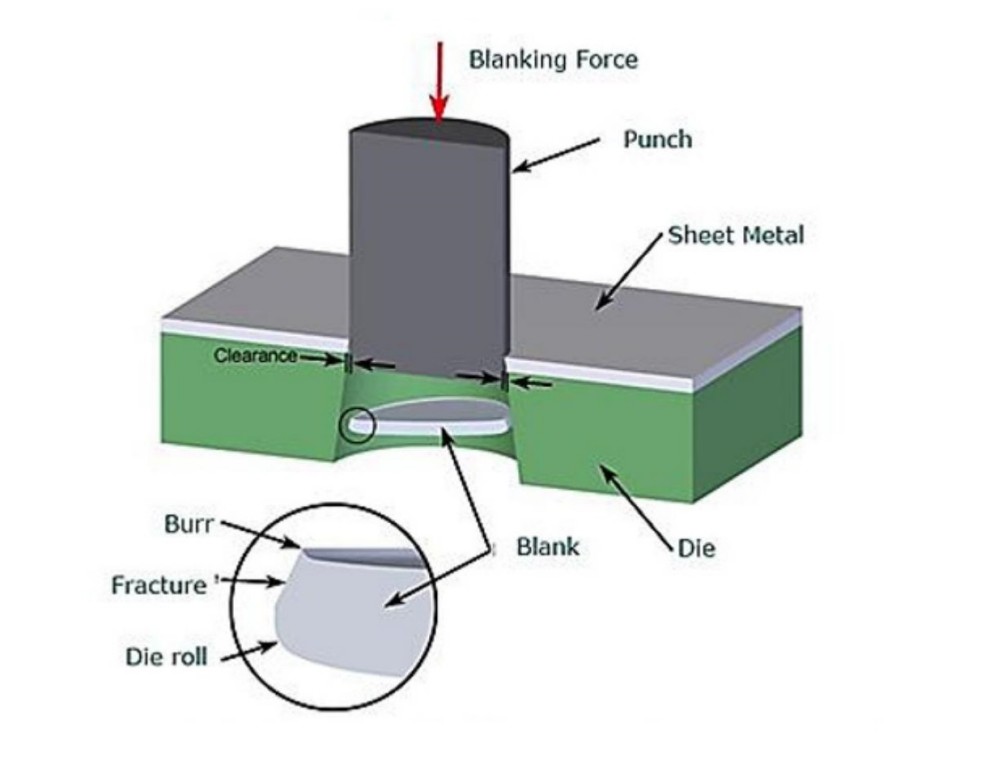
Une presse hydraulique entraîne la matrice de découpage à grande vitesse, jusqu'à 1000 coups/minute—avec un jeu de 10–20% pour permettre un cisaillement propre.
4.3Découpe fine : découpe de haute précision
Utilisations du découpage fin trois forces contrôlées Pour obtenir une planéité supérieure, des bavures minimales et une tolérance dimensionnelle proche de ± 0,0003. La configuration est similaire à celle du découpage classique, mais inclut un contrôle supplémentaire pour des résultats de meilleure qualité.
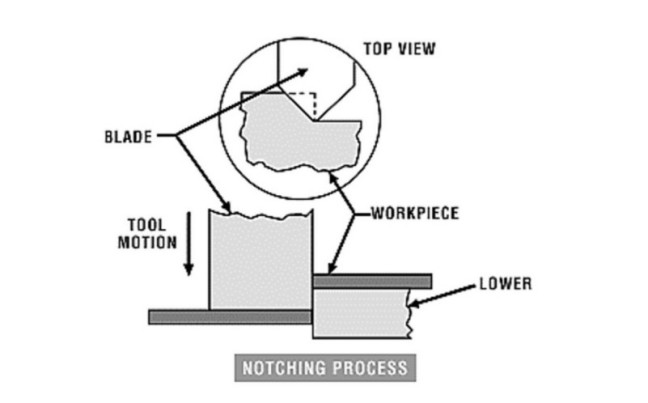
4.4Entaille : élimination des chutes de bord
L'encochage consiste à retirer les chutes de matériau du bord d'une pièce. Il s'agit généralement d'un processus manuel à faible volume idéal pour des formes ou des angles personnalisés.
Avantages :
- Coupes d'angle réglables
- Capable de géométries uniques non réalisables en cisaillement standard
5.0Cisailles : types et principes de coupe
Les machines à cisailler coupent les métaux à l'aide en forme de ciseaux mouvement ou action de lame droite. Les petites machines peuvent utiliser un mouvement angulaire, tandis que les plus grandes machines s'appuient sur angle de coupe et jeu pour optimiser les performances.

5.1Types courants de cisailles :
- Cisailles pneumatiques– Alimenté par des vérins pneumatiques
- Cisailles hydromécaniques– Entraîné par des moteurs hydrauliques
- Cisailles à servomoteur– Lié directement aux servomoteurs
- Cisailles hydrauliques– Fournit une force de coupe très élevée
- Cisailles électriques – Alimenté directement par des moteurs électriques (généralement combinés à une transmission mécanique ou hydraulique)
- Cisailles manuelles– Actionné manuellement via un grossissement à levier
6.0Comment optimiser les performances d'une cisaille
Le processus de tonte est un processus exigeant en main-d'œuvre et exige un contrôle précis pour maximiser la productivité. Les facteurs clés sont les suivants :
- Assurez-vous que les lames sont parfaitement droites
- Régler le jeu en fonction de l'épaisseur du matériau
- Confirmer les réglages corrects de la butée arrière
- Stabiliser la feuille pendant la découpe
- Effectuer un entretien régulier (nettoyage, remplacement de composants)
La tonte est idéale pour bronze, laiton, aluminium et aciers à faible teneur en carbone, produisant un minimum de saignée et de tolérances. Cependant, il n'est pas adapté matériaux durs et cassants comme le tungstène et pour les pièces < 3,2 mm de longueur.
7.0Études de cas : Applications innovantes des procédés de cisaillement
7.1Cas 1 : C2S2 – Cisaillement de bande confiné en continu
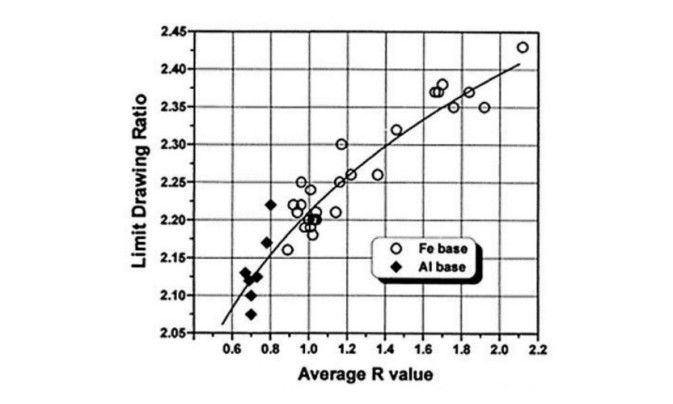
Pour produire des véhicules plus légers, aluminium (Al) Les tôles remplacent les tôles plus lourdes à base de fer. Pressage angulaire à canaux égaux (ECAP)Les ingénieurs induisent une contrainte de cisaillement pour améliorer la valeur R du métal, améliorant ainsi la formabilité.
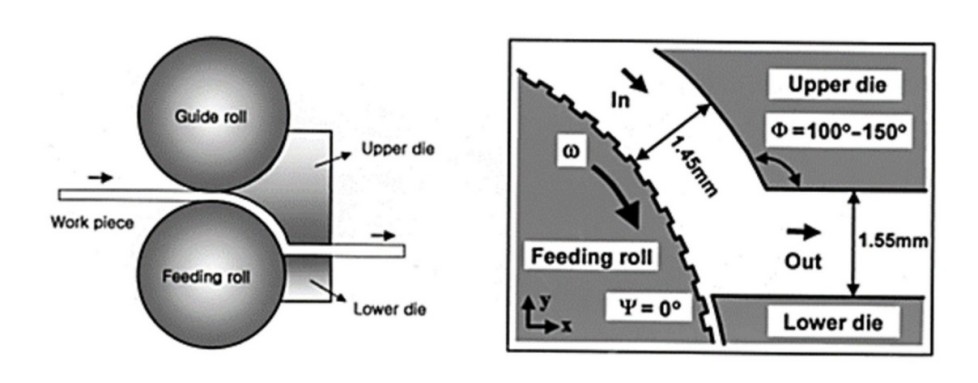
Le système C2S2 utilise des rouleaux jumeaux pour générer une déformation de cisaillement constante, plus efficace que les presses hydrauliques, et peut détecter les défauts de surface pendant le fonctionnement.
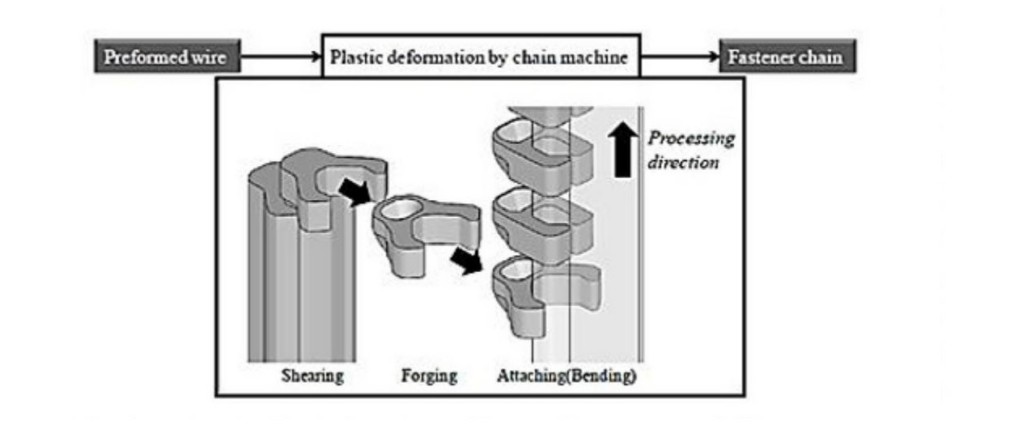
7.2Cas 2 : Cisaillement pour composants de fermetures à glissière en cuivre-zinc
Utilisé dans les vêtements et les accessoires, Fil en alliage de cuivre en forme de Y est cisaillé en copeaux, forgé et plié pour former les dents de la fermeture éclair. À mesure que les conceptions se complexifient, la précision du façonnage nécessite de multiples itérations.
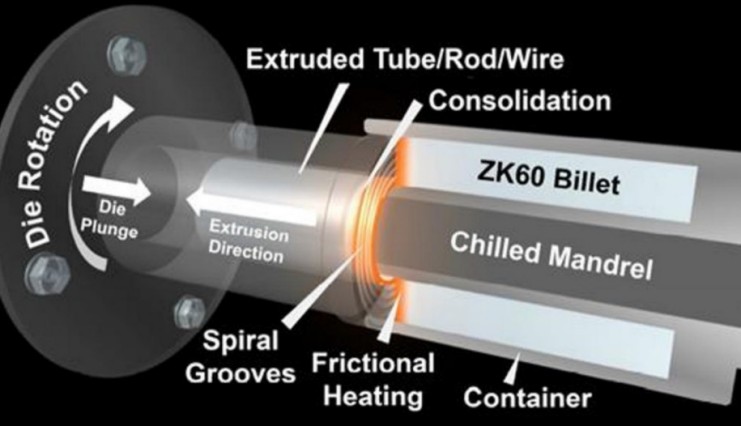
7.3Cas 3 : FORME pour tube en alliage de magnésium ZK60
Les alliages de magnésium, en particulier le magnésium non-terre rare, offrent des avantages en termes de gain de poids. Traitement et extrusion assistés par cisaillement (SHAPE) améliore les propriétés mécaniques en affinant les microstructures et en éliminant les faiblesses de la deuxième phase.
8.0Conclusion et recommandations
Cette étude met en évidence des éléments clés opérations de cisaillement, machines et applications avancéesLe processus de cisaillement est très efficace pour les métaux mous à moyens et est rentable pour la production de masse, mais pas idéal pour les applications de finition de surface de haute dureté ou de précision.
Recommandation: Évitez de cisailler des longueurs inférieures à 3,2 mm ou des métaux cassants et à haute résistance.
Orientation future : Des techniques telles que SHAPE et C2S2 s'avèrent prometteuses pour améliorer les propriétés des matériaux via la déformation par cisaillement.
9.0Foire aux questions (FAQ)
Q1 : Quelle est la différence entre le cisaillage et le poinçonnage ?
UN: Le cisaillage consiste à couper la matière selon une trajectoire droite ou courbe à l'aide de lames opposées, comme des ciseaux. Le poinçonnage, quant à lui, enlève la matière entièrement selon une forme fermée, comme pour percer des trous avec un emporte-pièce. Les deux utilisent des outils similaires, mais diffèrent par leur forme et leur objectif d'enlèvement de matière.
Q2 : Quels matériaux sont les mieux adaptés au processus de cisaillement ?
UN: Le cisaillement est optimal sur les métaux ductiles, de résistance tendre à moyenne, tels que l'aluminium, l'acier à faible teneur en carbone, le laiton et le bronze. non recommandé pour les matériaux durs ou cassants comme le tungstène en raison de l'usure des outils et du risque de déformation anormale.
Q3 :Qu'est-ce que le masquage fin et en quoi est-il différent du masquage classique ?
UN: Le découpage fin est une version de découpage de haute précision qui utilise trois forces appliquées Pour produire des bords lisses, des tolérances plus strictes (jusqu'à ± 0,0003″) et un minimum de bavures. Il est couramment utilisé pour les composants automobiles et électroniques de précision.
Q4 : Comment le jeu affecte-t-il l'opération de cisaillement ?
UN: Le jeu désigne l'espace entre les lames supérieure et inférieure (poinçon et matrice). Il varie généralement de 2% à 10% de l'épaisseur du matériau. Un jeu adéquat garantit des coupes nettes, évite les déchirures ou les bavures excessives et réduit l'usure de l'outil.
Q5 : Le cisaillement peut-il être utilisé pour une production à grande échelle ?
UN: Oui. La tonte est bien adaptée pour production de masse, notamment dans l'usinage de la tôle. Les cisailles hydrauliques et servocommandées peuvent atteindre des cadences allant jusqu'à 1000 coups par minute, ce qui le rend très efficace pour les opérations continues.




