

- 1.0Comprendre la capacité de cisaillement basée sur les normes de l'acier doux
- 2.0Facteurs clés qui influencent la force de cisaillement
- 3.0Le rôle de l'angle de coupe dans le cisaillement des métaux
- 4.0Comment les propriétés des matériaux influencent les performances de cisaillement
- 5.0Force de cisaillement et épaisseur du métal : quelle est la relation ?
- 6.0Épaisseur minimale de cisaillement par type de machine
- 7.0Pourquoi le jeu des couteaux est important dans le cisaillage de tôles
- 8.0Types de couteaux de cisaillement et leurs applications
- 9.0Usure, inspection et entretien des couteaux : éléments essentiels
- 10.0Comprendre l'écrouissage lors du cisaillement des métaux
- 11.0Effets du durcissement par écrouissage
- 12.0Pratiques à éviter
- 13.0Capacité de cisaillement vs capacité de couteau : quelle est la différence ?
- 14.0Tableau de référence de la capacité de cisaillement générale (extrait)
- 15.0Tableau de référence de la capacité de cisaillement de l'acier
- 16.0Fonctionnalités de cisaillement en option qui améliorent la précision de coupe
- 17.0Résumé final : Meilleures pratiques pour une tonte sûre et efficace
Industriel Machines à cisailler les tôles Les couteaux sont essentiels à la découpe précise des tôles et des plaques. Pour garantir des performances optimales et un fonctionnement sûr, il est essentiel de comprendre comment la capacité de cisaillement est évaluée et quels facteurs influencent l'efficacité de la coupe. Ce guide offre un aperçu complet des principes fondamentaux de la force de cisaillement, de l'angle de coupe, du choix des couteaux, des propriétés des matériaux et des meilleures pratiques d'entretien.


1.0Comprendre la capacité de cisaillement basée sur les normes de l'acier doux
Les valeurs nominales de cisaillement sont généralement basées sur l'épaisseur de coupe maximale de l'acier doux sous un angle de coupe spécifié. Les propriétés mécaniques standard de l'acier doux comprennent :
| Propriété | Valeur |
| Résistance maximale au cisaillement | 50 000 psi |
| Résistance ultime à la traction (UTS) | 55 000 à 70 000 psi |
| Limite d'élasticité (YS) | 35 000 à 50 000 psi |
| Allongement (en 2″) | 20–35% |
Remarque : Les valeurs nominales tiennent compte des tolérances d'épaisseur courantes. Par exemple, une plaque de 0,250 po peut être jusqu'à 0,030 po plus épaisse tout en restant dans les limites de la capacité nominale.
2.0Facteurs clés qui influencent la force de cisaillement
La force de cisaillement doit être supérieure à la force nécessaire pour couper le matériau visé. Les principaux facteurs d'influence sont les suivants :
- Résistance au cisaillement du matériau
- Angle de coupe et épaisseur du matériau
- Ductilité et écrouissage
- État et dégagement du couteau
- Profondeur de la pièce arrière et systèmes de support
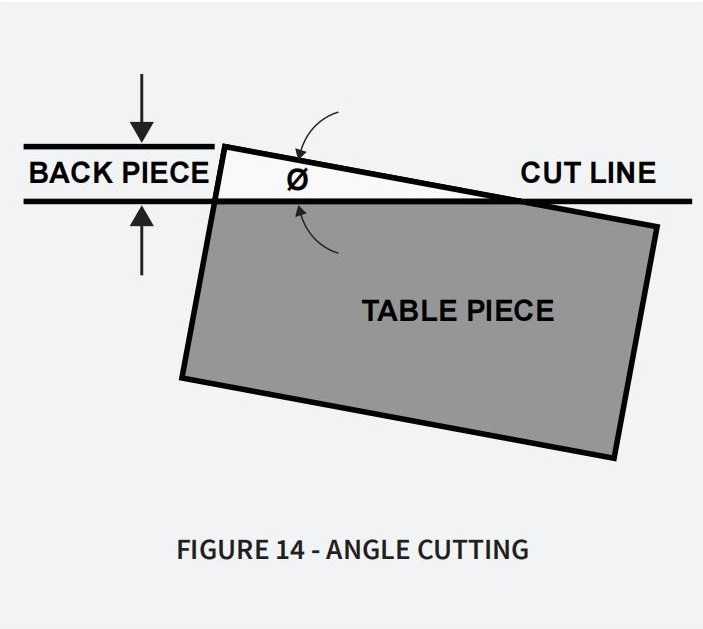
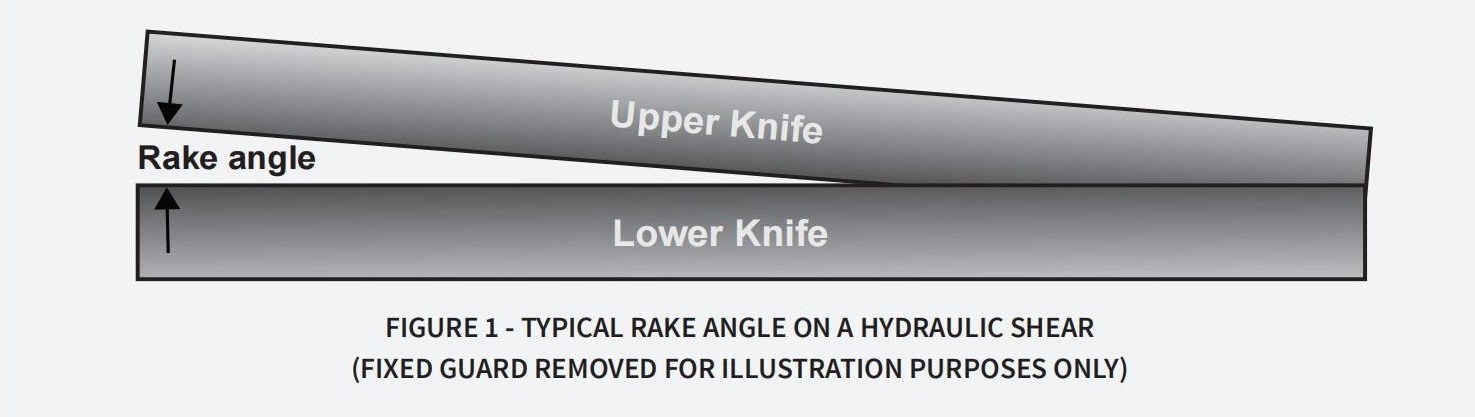
3.0Le rôle de l'angle de coupe dans le cisaillement des métaux
angle de coupe L'inclinaison entre les lames supérieure et inférieure du couteau influence considérablement la force de coupe et le comportement du matériau lors du cisaillement.
- UN râteau plus grand angle réduit la force requise
- Un râteau excessif peut entraîner une déformation de la pièce ou une course de couteau plus longue
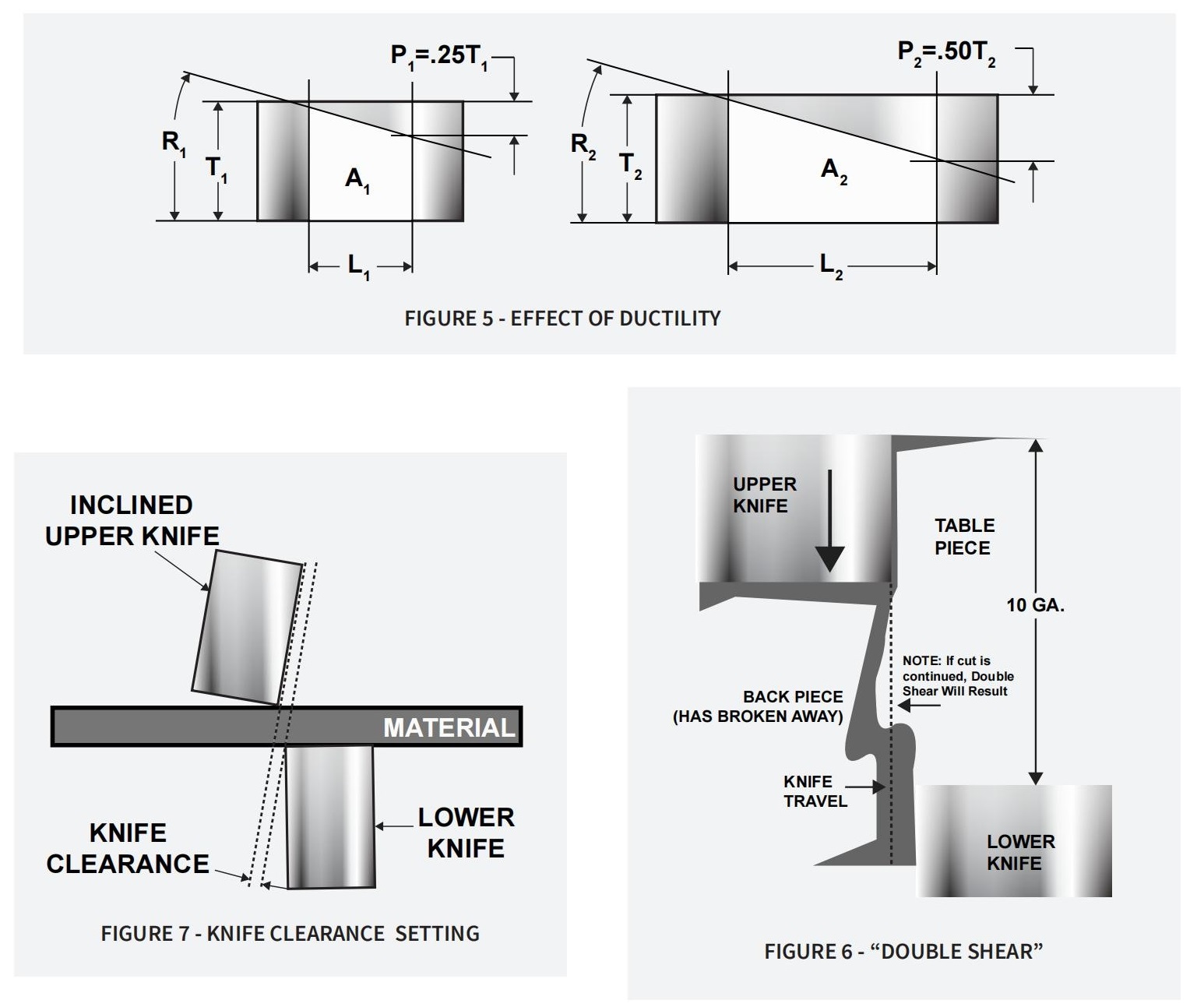
3.1Angle de coupe en pratique : réduction de la force et impact sur la qualité :
Si R₂ = 2R₁ → alors Force₂ = ½ Force₁
Meilleure pratique : Utiliser l'angle de coupe minimal garantissant une qualité de coupe acceptable sans dépasser les limites de la machine. Des angles de coupe plus élevés sont particulièrement avantageux pour l'acier inoxydable et les matériaux à haute ductilité.
4.0Comment les propriétés des matériaux influencent les performances de cisaillement
4.1Résistance des matériaux et son effet sur la capacité de cisaillement
Les matériaux plus résistants que l'acier doux (UTS/YS plus élevés) nécessitent capacité réduite.
4.2Ductilité et pénétration du couteau dans la découpe de tôles
Les matériaux avec un allongement supérieur à 35% réduisent les performances de cisaillement en raison d'une pénétration plus profonde du couteau.
Voici quelques exemples :
- Aciers au carbone 1006, 1008 et parfois 1010/1012
- ASTM A283 Grade A, A285 Grade A, A570 Grade 30 (lorsque l'allongement dépasse 35%)
5.0Force de cisaillement et épaisseur du métal : quelle est la relation ?
La force de cisaillement augmente de façon quadratique avec l'épaisseur :
Force ∝ Épaisseur²
→ Si T₂ = 2T₁ → Force₂ = 4 × Force₁
6.0Épaisseur minimale de cisaillement par type de machine
Les limites minimales dépendent du jeu et du tranchant du couteau. Exemples :
| Modèle | Jauge | Pouce | mm |
| 375 HS | 26 GA | 0.018″ | 0.45 |
| 500 HS | 22 GA | 0.030″ | 0.76 |
| 750 HS | 20 GA | 0.036″ | 0.91 |
| Série SE | 16 GA | 0.060″ | 1.52 |
7.0Pourquoi le jeu des couteaux est important dans le cisaillage de tôles
Un espacement correct des couteaux garantit des coupes nettes et uniformes.
- Trop peu: Double cisaillement, bavures, usure rapide
- Trop:Coupes imprécises, pliage
7.1Réglages de dégagement de couteau recommandés par type de cisaille :
- Cisailles mécaniques : 7%de l'épaisseur du matériau
- Cisailles hydrauliques : 7–15%, réglable avec des cales de table
Pour l'acier inoxydable, maintenez un jeu minimum pour éviter les bavures et l'écrouissage.
8.0Types de couteaux de cisaillement et leurs applications
Choisir les bons équilibres de matériaux pour les couteaux résistance à l'usure et résistance aux chocs.
| Taper | Résistance à l'usure | Résistance aux chocs | Utilisation idéale |
| UN | Le plus élevé | Le plus bas | Acier doux/inoxydable fin |
| B | Haut | Faible | Inox léger ou aluminium |
| C | Moyen | Moyen | Découpe à usage général |
| D | Faible | Haut | Applications à chocs élevés |
| E | Le plus bas | Le plus élevé | Matériaux abrasifs, cassants ou à fort impact |
| S | Modéré | Très élevé | Acier inoxydable, Inconel, Hastelloy, alliages ductiles |
Pour les coupes fréquentes d'acier inoxydable (en particulier pour une utilisation >50%), le type S est recommandé.
Pour l'acier inoxydable léger (≤ 10 GA), le type A peut suffire.
9.0Usure, inspection et entretien des couteaux : éléments essentiels
Les couteaux émoussés ou endommagés augmentent la force de coupe et peuvent endommager les machines.
9.1Indicateurs d'usure des couteaux courants
- Ventouses
- Zones lumineuses (indiquent un double cisaillement)
- Mauvaise finition des bords
9.2Facteurs qui accélèrent l’usure des couteaux :
- Matériaux coupés au chalumeau ou durcis
- Feuilles à motifs (par exemple, tôles de roulement)
- Dégagement incorrect
- Matériaux de coupe > 300 BHN
9.3L'impact de la profondeur de la pièce arrière sur la force de cisaillement :
- Faire tourner et affûter régulièrement les couteaux
- Port du moniteur près des bras carrés
- Évitez de couper les plaques AR > 360 BHN

10.0Comprendre l'écrouissage lors du cisaillement des métaux
La profondeur de la pièce arrière est la distance entre la lame et le bord de fuite du matériau :
- Plus grande profondeur → force requise plus élevée
- Utilisez des tables pneumatiques ou des bras d'angle pour le support de matériaux lourds ou ductiles
11.0Effets du durcissement par écrouissage
Les matériaux écrouis comme l'acier inoxydable et les alliages de nickel nécessitent une force de cisaillement plus importante en raison de leur dureté de surface accrue. Pour atténuer ce problème, utilisez des couteaux à haute résistance aux chocs et des réglages de coupe adaptés.
12.0Pratiques à éviter
| Pratique | Risque |
| Coupes de finition < 0,125″ | Augmentation de la charge, piégeage des matériaux |
| Grand jeu de couteaux sur tôles minces | Essuyer au lieu de couper proprement |
| Découpe multicouche | Mauvaise qualité de coupe, surcharge de la machine |
| Coupes d'angle < 20° | Éclats, rupture par cisaillement |
13.0Capacité de cisaillement vs capacité de couteau : quelle est la différence ?
Comprendre cette distinction permet d’éviter une défaillance prématurée :
| Paramètre | Gouverne | Cela dépend de |
| Capacité de cisaillement | Machine | Épaisseur² × Résistance au cisaillement × Angle de coupe |
| Capacité du couteau | Matériau du couteau | Épaisseur × Résistance au cisaillement (indépendamment de l'inclinaison) |
Les modèles hydrauliques sont souvent dotés d'une protection contre les surcharges. Cependant, le calage augmente l'usure des couteaux.
14.0Tableau de référence de la capacité de cisaillement générale (extrait)
| Qualité ASTM | Résistance à la traction (ksi) | Limite d'élasticité (ksi) | Allongement minimal (% en 2″) | Épaisseur nominale de l'acier doux | Capacité maximale équivalente (pouces) |
|---|---|---|---|---|---|
| A36 | 58–80 | 36–51 | 23 | 0,188″ (environ 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | 110–130 | ≥110 | 18 | 0,188″ (environ 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 Grade 50 | ≥65 | ≥50 | 21 | 0,188″ (environ 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
Notes d'utilisation :
Ce tableau est destiné à estimer l'épaisseur maximale cisaillable pour différentes nuances d'acier ASTM sur des machines de cisaillement des métaux, y compris les cisailles hydrauliques, les cisailles mécaniques et les systèmes de cisaillement à commande numérique par ordinateur.
La « capacité maximale équivalente » reflète la résistance au cisaillement typique basée sur l’acier doux comme matériau de base.
14.1Exemple:
- 250″ A572 Grade 65→ Nécessite une résistance au cisaillement nominale pour Acier doux de 0,375 po
- T-1 (ASTM A514)sur un Cisaille de 750 pouces → Capacité maximale : 0.625″
15.0Tableau de référence de la capacité de cisaillement de l'acier
| Nuance d'acier | Résistance à la traction (ksi) | Limite d'élasticité (ksi) | Allongement minimal (%) | 12 GA (0,1046″) | 10 GA (0,1345″) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS Type A/B/C | NS | 20–40 | 30 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 DDS | NS | 17–29 | 38 | 14 GA | 12 GA | 10 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 SS Grade 40 | 52 MIN | 40 MIN | 20 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS Grade 50 Cl. 1 | 65 MIN | 50 MIN | 20 | 13 GA | 11 GA | 8 GA | 5 GA | – | – | – | – | – | – | – |
| Acier inoxydable A1011 Grade 36 Type 2 | 58–80 | 36–51 | 21 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS Grade 70 Cl. 1 | 85 MIN | 70 MIN | 14 | 14 GA | 12 GA | 9 GA | 7 GA | – | – | – | – | – | – | – |
| A1011 HSLAS-F Grade 80 | 90 MIN | 80 MIN | 18 | 14 GA | 12 GA | 10 GA | 7 GA | 0.281 | 0.375 | 0.500 | – | – | – | – |
Remarques:
Ce tableau fournit des directives générales pour l'épaisseur de cisaillement estimée en fonction des propriétés mécaniques du matériau.
Les valeurs sont nominales et doivent être vérifiées par rapport à la capacité et à la configuration de la lame de la machine de découpe spécifique.
Les références GA (calibre) sont approximatives et peuvent varier selon la norme (par exemple, calibre d'acier américain par rapport aux spécifications du fabricant).
Les performances de cisaillement sont affectées par l'angle de coupe, le jeu de la lame, l'état de la lame et la dureté du matériau.
16.0Fonctionnalités de cisaillement en option qui améliorent la précision de coupe
- Cales de table captives pour un réglage rapide du jeu des couteaux
- Dégagement du couteau électrique(modèles automatisés)
- Feuille pneumatique prend en charge pour la manipulation de matériaux volumineux ou flexibles
- Coin arrière prend en charge pour éviter la déformation des matériaux épais ou ductiles
17.0Résumé final : Meilleures pratiques pour une tonte sûre et efficace
- Commencez avec l'angle de coupe maximal, puis réduisez-le en fonction de la qualité de la coupe
- Faites toujours correspondre le type de couteau au matériau et à l'épaisseur
- Surveillez l'usure, maintenez le jeu et faites tourner les couteaux régulièrement
- Ne jamais dépasser la capacité nominale de cisaillement ou de couteau
En appliquant ces principes et en comprenant la physique derrière le cisaillement, les opérateurs peuvent garantir des performances sûres, précises et durables de leur équipement de coupe.




