

- 1.0Compréhension de base : qu’est-ce qu’une vis autotaraudeuse ?
- 2.0Principe de fonctionnement : comment les vis autotaraudeuses « créent-elles des filetages » ?
- 3.0Caractéristiques de conception clés : ce qui détermine les performances d'autotaraudage
- 4.0Guide de sélection : Adaptation du type de vis au matériau
- 5.0Processus de fabrication : comment sont fabriquées les vis autotaraudeuses ?
- 5.1Préparation des matières premières : choisir le bon acier
- 5.2Frappe à froid : formation de la tête et de la tige
- 5.3Formage de filetage : définition des performances d'autotaraudage
- 5.4Formation de la pointe : assurer une pénétration précise
- 5.5Traitement de surface : Résistance à la corrosion et durabilité
- 5.6Inspection et emballage : Contrôle qualité avant expédition
- 6.0Guide pratique : 3 conseils clés pour éviter les erreurs courantes
- 7.0Foire aux questions (FAQ)
Vous êtes-vous déjà senti frustré lors de l'assemblage de meubles, de l'installation de murs ou de la réparation d'appareils électroménagers parce que vous deviez pré-percer un trou ou couper des filets avant d'enfoncer une vis ?
Si tel est le cas, vous n'avez probablement pas pleinement exploité la commodité des vis autotaraudeuses. Ces fixations, conçues pour « tarauder » leur propre filetage au fur et à mesure de leur vissage, sont devenues essentielles dans la construction, la fabrication et l'assemblage général.
1.0Compréhension de base : qu’est-ce qu’une vis autotaraudeuse ?
En termes simples, un vis autotaraudeuse est un type d'attache qui peut créer ses propres filetages internes dans le matériau au fur et à mesure qu'il est enfoncé, éliminant ainsi le besoin de pré-filetage avec un taraud.
Son principal avantage réside dans étapes de réductionLes vis traditionnelles nécessitent de percer un trou, de tarauder un filetage, puis d'insérer la vis. Les vis autotaraudeuses évitent l'étape de taraudage, et certaines éliminent même le pré-perçage, ce qui réduit considérablement le temps d'installation, particulièrement utile pour les applications à volume élevé comme la fabrication de meubles et l'assemblage d'appareils électroménagers.
Les matériaux utilisés sont très variés : métal, bois, plastique, cloisons sèches, etc. Avec le bon type, les vis autotaraudeuses peuvent réaliser la plupart des tâches de fixation courantes.
2.0Principe de fonctionnement : comment les vis autotaraudeuses « créent-elles des filetages » ?
Le processus d'autotaraudage repose sur la capacité de la vis à couper ou déplacer matériau. Il existe deux mécanismes principaux, selon le matériau de base :
2.1Taraudage automatique de type coupant : Couper des filets comme un taraud
Convient aux matériaux plus durs (par exemple, tôle d'acier, plastiques durs).
Ces vis sont dotées d'arêtes tranchantes ou de cannelures à copeaux à la pointe ou sous la tête. Une fois vissées, elles agissent comme des tarauds miniatures :
- Les bords tranchants enlèvent de la matière.
- Les cannelures à copeaux évacuent les débris.
- Des filetages internes correspondants sont formés dans le substrat.
2.2Autotaraudage de type formage : déplacement de matière pour former des filetages
Convient aux matériaux plus souples et ductiles (par exemple, PVC, aluminium, bois).
Au lieu d'arêtes de coupe tranchantes, ils utilisent des profils de filetage spéciaux avec un espacement large et des crêtes arrondies :
- Les fils déplacent le matériau à mesure qu'ils pénètrent.
- Le matériau déformé remplit les espaces entre les filetages, créant ainsi un filetage interne.
- Aucun copeau n'est produit, ce qui réduit la contrainte sur les matériaux plus tendres et empêche les fissures.
3.0Caractéristiques de conception clés : ce qui détermine les performances d'autotaraudage
L'efficacité d'une vis autotaraudeuse dépend de sa conception. Les trois points critiques sont : tête, fil, et jarret.
| Composant | Modèles courants | Fonctions principales | Applications typiques |
| Tête | Formes : tête cylindrique, fraisée, ronde, tête hexagonale Types d'entraînement : Phillips, fente, douille hexagonale, Torx |
1. Les têtes fraisées permettent une installation affleurante (par exemple, panneaux de meubles). 2. Le type d'entraînement assure un transfert de couple approprié et empêche le dérapage (par exemple, la douille hexagonale résiste mieux au dénudage que la Phillips). |
Installation de cloisons sèches (à tête fraisée), boîtier d'appareil (tête cylindrique) |
| Fil | Type de coupe : bords tranchants + cannelures à copeaux Type de formage : pas large + crêtes arrondies Pointe : effilée/pointue |
1. Les bords tranchants permettent la coupe et le pas large favorise le formage. 2. Les pointes effilées améliorent le positionnement et réduisent la résistance à la conduite. |
Type de coupe pour métaux, type de formage pour plastiques |
| Jarret | Entièrement fileté (toute la longueur) Partiellement fileté (partie de la longueur) |
1. Entièrement fileté : idéal pour les substrats minces ou les joints multicouches. 2. Partiellement fileté : idéal pour les matériaux plus épais, garantissant des joints plus solides sans pression excessive. |
Contreplaqué mince (entièrement fileté), planches épaisses (partiellement filetées) |
4.0Guide de sélection : Adaptation du type de vis au matériau
Les vis autotaraudeuses ne sont pas universelles. Choisir le bon type est essentiel : une mauvaise vis peut entraîner une rupture du filetage ou endommager le substrat. Les types courants sont :
4.1Vis autotaraudeuses métalliques (type ST)
- Applications : Tôles d'acier, panneaux d'aluminium ≤ 6 mm d'épaisseur (par exemple, boîtiers d'appareils, supports métalliques).
- Caractéristiques : Filetages tranchants avec goujures coupantes, souvent zingués ou chromés pour une meilleure résistance à la corrosion. Nécessite un avant-trou (diamètre du trou inférieur à celui de la vis ; par exemple, une vis ST4.2 nécessite un trou de 2,9 à 3,3 mm).
- Attention : Ne convient pas aux métaux épais – risque de rupture de vis.
4.2Vis autotaraudeuses à bois (type WOOD)
- Applications : Bois massif, panneaux de particules, contreplaqué (par exemple, armoires, bureaux).
- Caractéristiques : Filetage large et profond pour une prise solide dans le bois. Têtes généralement fraisées pour éviter les saillies. Certaines sont dotées de pointes acérées pour une insertion directe dans les bois tendres sans pré-perçage.
- Attention : Pré-percez dans les bois durs pour éviter les fissures.
4.3Vis autotaraudeuses en plastique (type PLASTIQUE)
- Applications : composants ABS, PVC, nylon (par exemple, jouets, boîtiers en plastique).
- Caractéristiques : Filetages arrondis pour réduire les contraintes, pas modéré, parfois double filetage pour une installation plus rapide. Un couple contrôlé est essentiel : serrez juste assez pour un ajustement parfait.
- Attention : n'utilisez pas de vis métalliques tranchantes, qui pourraient fissurer le plastique.

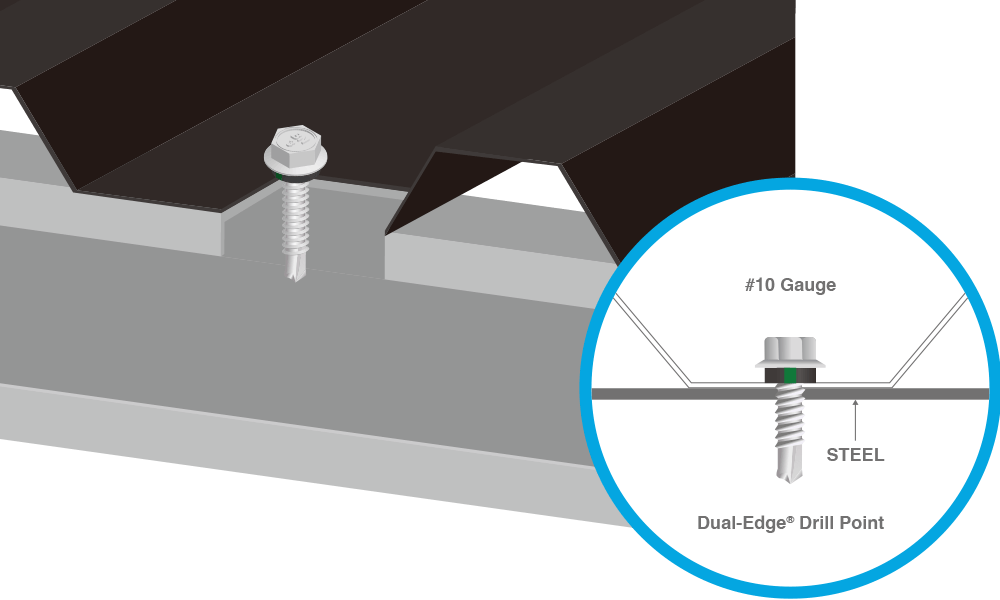
4.4Type spécial : vis autoperceuses (vis Tek)
- Pourquoi spécial : Équipé d'une pointe semblable à une perceuse qui perce un trou et taraude des filetages en une seule étape, éliminant ainsi le besoin de perçage séparé.
- Applications : Tôles plus épaisses (par exemple, toitures en acier, charpentes).
- Caractéristiques : Points de perçage numérotés de 1 à 5, les numéros les plus élevés étant adaptés à l'acier plus épais (par exemple, #5 perce l'acier de 1/2 pouce).
- Avantage : Extrêmement efficace, largement utilisé dans la construction extérieure et l'installation de masse.
5.0Processus de fabrication : comment sont fabriquées les vis autotaraudeuses ?
Bien que de petite taille, les vis autotaraudeuses sont produites grâce à des procédés précis et très efficaces. Le principe est le suivant : formage à froid avec mise en forme contrôlée, réalisée en six étapes principales :
5.1Préparation des matières premières : choisir le bon acier
Sélection des matériaux :
- Acier à faible teneur en carbone (par exemple, 1018, 1022) pour usage général — faible coût.
- Acier inoxydable (304, 316) pour environnements extérieurs ou humides — résistance à la corrosion.
- Acier allié (par exemple, acier inoxydable 410) pour connexions à haute résistance — propriétés magnétiques.
Prétraitement : Contrôle du diamètre et de la résistance du fil → décapage ou sablage pour éliminer la rouille → tréfilage et redressage du fil au diamètre requis pour un formage uniforme.
5.2Frappe à froid : formation de la tête et de la tige
- Procédé : Réalisé à température ambiante en pressant le fil pour lui donner forme à l'aide de matrices, sans découpe, avec une utilisation de matériau supérieure à 95%.
- Étapes : Découpe du fil en ébauches → premier cap (préforme de la tige) → cap final (forme de la tête et empreinte d'entraînement).
- Précision : la tolérance de la matrice à ± 0,02 mm garantit des dimensions de tête de vis cohérentes.
5.3Formage de filetage : définition des performances d'autotaraudage
-
Roulage (utilisé dans plus de 80% de vis) : Sur un machine à rouler les filetsDeux matrices à profil fileté appuient sur la tige, déformant plastiquement le matériau pour créer des filetages. Ce procédé ne produit aucun copeau, augmente la résistance du filetage de 20 à 30% et est très efficace, ce qui le rend idéal pour la fabrication de vis de formage en série.
-
Découpe (utilisée dans les applications de haute précision) : Les filetages sont réalisés à l'aide de tarauds, ce qui génère des copeaux. Bien que cette méthode offre une grande précision, elle est moins efficace en termes de rendement matière. Elle est souvent utilisée pour les vis coupantes, suivies d'un usinage supplémentaire des goujures à copeaux.
5.4Formation de la pointe : assurer une pénétration précise
- Vis standard (bois/plastique) : meulées selon un cône de 60° à 90°.
- Vis autoperceuses : Affûtées en géométrie de pointe de forage avec cannelures en spirale.
- Précision : La concentricité de la pointe avec des filetages ≤ 0,05 mm empêche tout désalignement pendant la conduite.
5.5Traitement de surface : Résistance à la corrosion et durabilité
| Traitement | Application | Principaux avantages |
| électro-galvanisation | Utilisation intérieure (électroménagers, meubles) | Faible coût, finition brillante |
| Galvanisation à chaud | Utilisation extérieure (construction, clôtures) | Forte résistance à la rouille, ≥ 500 heures de brouillard salin |
| Revêtement Dacromet | Châssis automobile, joints à haute résistance | Pas de fragilisation par l'hydrogène, ≥ 1 000 heures de brouillard salin |
| Passivation de l'acier inoxydable | Équipement médical de qualité alimentaire | Améliore la résistance à la corrosion de l'acier inoxydable 304 |
5.6Inspection et emballage : Contrôle qualité avant expédition
- Essais : calibre de filetage (normes de passage/d'interdiction), résistance à la traction (acier au carbone ≥ 400 MPa), essai de taraudage (doit s'enfoncer dans le substrat cible sans dénuder ni casser) et contrôles visuels des bavures/fissures.
- Emballage : Trié par taille, emballé dans du papier antirouille et du papier bulle pour éviter la corrosion ou la déformation pendant le transport.
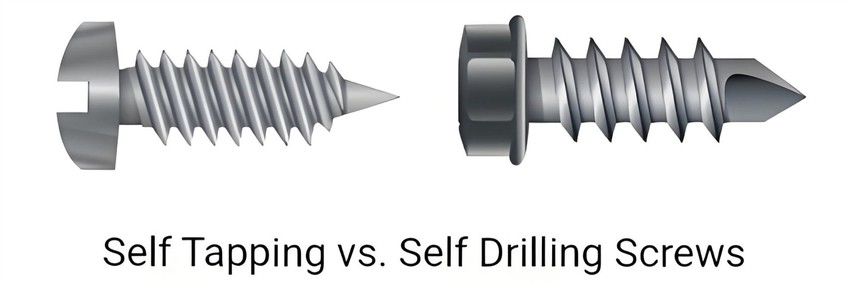
Différence clé : vis autotaraudeuses et vis autoperceuses
Beaucoup confondent autotaraudeuse avec autoforant Vis. En fait, les vis autoperceuses sont un sous-ensemble des vis autotaraudeuses. La principale différence réside dans la capacité de la vis à percer son propre avant-trou.
| Comparaison | Vis autotaraudeuse | Vis autoperceuse (type Tek) |
| Fonction principale | Tarauds filetés uniquement, ne peuvent pas percer | Perce des trous et taraude des filetages en une seule étape |
| Conception de la pointe | Conique ou pointu | Foret à pointe avec goujures hélicoïdales |
| Trou pilote | Requis dans les métaux/bois durs | Non requis |
| Matériaux appropriés | Tôle fine, bois, plastique | Tôles métalliques plus épaisses (toiture en acier, acier de construction) |
| Résumé | « Nécessite un trou pilote, puis crée des filetages. » | « Perce et taraude tout seul : fixation en une seule étape. » |
Souviens-toi: Toutes les vis autoperceuses sont autotaraudeuses, mais toutes ne sont pas autoperceuses. La forme de la pointe est révélatrice : une pointe de perceuse indique une vis autoperceuse, tandis qu'une pointe en forme de crayon indique une vis autotaraudeuse standard.
6.0Guide pratique : 3 conseils clés pour éviter les erreurs courantes
- Faites correspondre la vis au matériau : Les vis à bois ne doivent pas être utilisées dans le métal (risque d'arrachement du filetage) et les vis à métal ne doivent pas être utilisées dans les plastiques souples (risque de fissuration).
- Contrôler le couple de serrage : Évitez de trop serrer, en particulier dans le bois et le plastique. Un couple excessif peut provoquer des fissures du substrat ou la rupture de la vis.
- Utilisez les bons outils : L'empreinte Torx nécessite un embout Torx adapté ; n'utilisez pas de tournevis à tête plate sur des vis cruciformes (risque de dévissage). Lorsque vous utilisez des outils électriques, réglez la vitesse en conséquence : une vitesse trop élevée peut générer de la chaleur et endommager le filetage.
- Tenez compte de la résistance à la corrosion : Pour les salles de bains, les balcons ou les applications extérieures, privilégiez les vis en acier galvanisé ou inoxydable. Évitez l'acier au carbone ordinaire, qui rouille facilement et peut se gripper.
7.0Foire aux questions (FAQ)
Les vis autotaraudeuses peuvent-elles être réutilisées ?
Une réutilisation fréquente est déconseillée. Les vis autotaraudeuses forment des filetages dans le substrat en coupant ou en déplaçant la matière. Une fois installées, les filetages du substrat s'adaptent parfaitement à la vis. La réinstallation risque de provoquer de l'usure, un arrachement du filetage ou une déformation, réduisant ainsi la résistance de la fixation. Un retrait temporaire (par exemple pour réparation) est possible une à deux fois, mais une utilisation à long terme nécessite le remplacement par des vis neuves.
Comment choisir la bonne taille de trou pilote pour les vis autotaraudeuses ?
La taille du trou dépend du type de vis et du substrat. Le principe est le suivant : légèrement plus petit que le diamètre nominal de la vis pour permettre un engagement correct du filetage.
- Métal (type ST) : Respectez les normes de l'industrie (par exemple, ST4.2 → trou pilote de 2,9 à 3,3 mm ; ST5.5 → 4,2 à 4,5 mm).
- Vis à bois : Pour les bois tendres (par exemple, le pin), les avant-trous peuvent être inutiles. Pour les bois durs (par exemple, le chêne), percez un diamètre de vis de 60 à 70% (par exemple, vis de 4 mm → trou de 2,5 à 3 mm).
- Vis en plastique : percez un diamètre de vis de 80–90% (par exemple, vis de 3 mm → 2,4–2,7 mm) pour éviter les fissures ou le dénudage.
Que dois-je faire si une vis autotaraudeuse se casse ?
- Si l'extrémité cassée dépasse : utilisez une pince pour la saisir et la dévisser. Si ce n'est pas possible, meulez une fente sur l'extrémité exposée et retirez-la avec un tournevis plat.
- Si l'extrémité cassée est encastrée : pour les supports métalliques, percez un petit trou au centre de la vis avec un foret fin, puis utilisez un extracteur de vis (taraud inversé). Pour le bois ou le plastique, percez la vis cassée et remplacez-la par une vis légèrement plus grosse (veillez à éviter de fissurer le support).
Pourquoi les vis autotaraudeuses en acier inoxydable sont-elles difficiles à visser ?
Les causes possibles incluent :
- Inadéquation des matériaux: Les vis en acier inoxydable sont plus dures ; si elles sont utilisées dans de l'acier épais ou dur sans trou pilote approprié, elles risquent de ne pas s'enfoncer.
- Manque de lubrificationL'acier inoxydable présente un coefficient de frottement élevé. Appliquez une huile légère (par exemple, de l'huile pour machine) avant l'installation.
- Couple insuffisantLes tournevis manuels peuvent manquer de couple. Utilisez des outils électriques à vitesse moyenne-basse ou choisissez un embout à six pans creux (qui transfère mieux le couple que le Phillips).
Les vis autotaraudeuses et les vis mécaniques peuvent-elles être interchangées ?
- La principale différence réside dans la nécessité ou non d'un trou pré-fileté.
- Vis autotaraudeuses : Réalisent des filetages lors de la pose, adaptées aux supports non taraudés (bois, tôle).
- Vis mécaniques : Nécessitent des trous ou des écrous pré-taraudés. Dans un matériau non taraudé, elles risquent de se déformer ou de se rompre.
Quel traitement de surface est le meilleur pour les vis autotaraudeuses extérieures ?
Les options les plus durables sont :
- Galvanisation à chaud : Épaisseur du revêtement : 50 à 100 µm, résistance au brouillard salin ≥ 500 heures. Idéal pour les clôtures et les structures extérieures en acier.
- Revêtement Dacromet : Couche de zinc-aluminium-chromate, sans fragilisation par l'hydrogène, résistance au brouillard salin ≥ 1 000 heures. Idéal pour les châssis automobiles et les environnements marins.
Éviter l'électro-galvanisation (revêtement mince de 5 à 20 μm), qui se corrode rapidement à l'extérieur.
Références
www.valuefastener.com/screws/self-tapping-screws
sendcutsend.com/blog/vis-autoperceuses-vs-vis-autotaraudeuses-quelle-est-la-meilleure-solution-de-fixation
www.fastenermart.com/understanding-tapping-screws.html
en.wikipedia.org/wiki/Vis_autotaraudeuse
www.fastbuildsupplies.co.uk/knowledge-hub/guide-to-self-tapping-screws




