

- 1.0Quelles sont les formes d'usure normales des outils de coupe des métaux ?
- 2.0Quel est le processus d'usure des outils de coupe des métaux ?
- 3.0Quel est le critère d'usure (émoussement) des outils de coupe des métaux ?
- 4.0Quelle est la durée de vie des outils de coupe des métaux ?
- 5.0Quels sont les facteurs qui influencent la durée de vie des outils de coupe des métaux ?
- 6.0Comment déterminer de manière raisonnable la durée de vie des outils de coupe des métaux ?
- 7.0Foire aux questions (FAQ)
Introduction
La découpe des métaux est le fondement de la fabrication moderne, et les outils de découpe en sont les éléments essentiels. Des composants automobiles aux structures aérospatiales, des moules de précision aux pièces mécaniques courantes, la production de la quasi-totalité des produits métalliques repose sur des outils de coupe performants et fiables.
Cependant, lors d'opérations de coupe continues, l'usure des outils est inévitable. Elle détermine directement leur durée de vie et, par conséquent, influe sur l'efficacité de la production, le coût d'usinage et la stabilité de la qualité des produits.
1.0Quelles sont les formes d'usure normales des outils de coupe des métaux ?
Classification des défaillances d'outils :
Les défaillances d'outils peuvent être divisées en deux grandes catégories : l'usure normale et la rupture de l'outil. L'usure normale comprend principalement les formes suivantes.
1.1Rake Face Wear :
Lors de la coupe à des vitesses de coupe élevées et à de grandes épaisseurs de coupe, notamment lors de l'usinage de métaux ductiles à point de fusion élevé tels que l'acier, le frottement intense sur la face de coupe entraîne la formation d'un cratère en forme de croissant.
Le centre du cratère correspond à la température de coupe la plus élevée sur la face de coupe. Un petit espace subsiste entre le cratère et le tranchant principal. Au fur et à mesure de la coupe, le cratère s'élargit et s'approfondit progressivement, l'espace se rétrécit et, finalement, un écaillage du tranchant se produit.
La distance entre le centre du cratère et le bord de coupe principal (\(K_M\)) est généralement d'environ 1 à 3 mm, et la quantité d'usure est exprimée par la profondeur maximale du cratère \(K_T\).
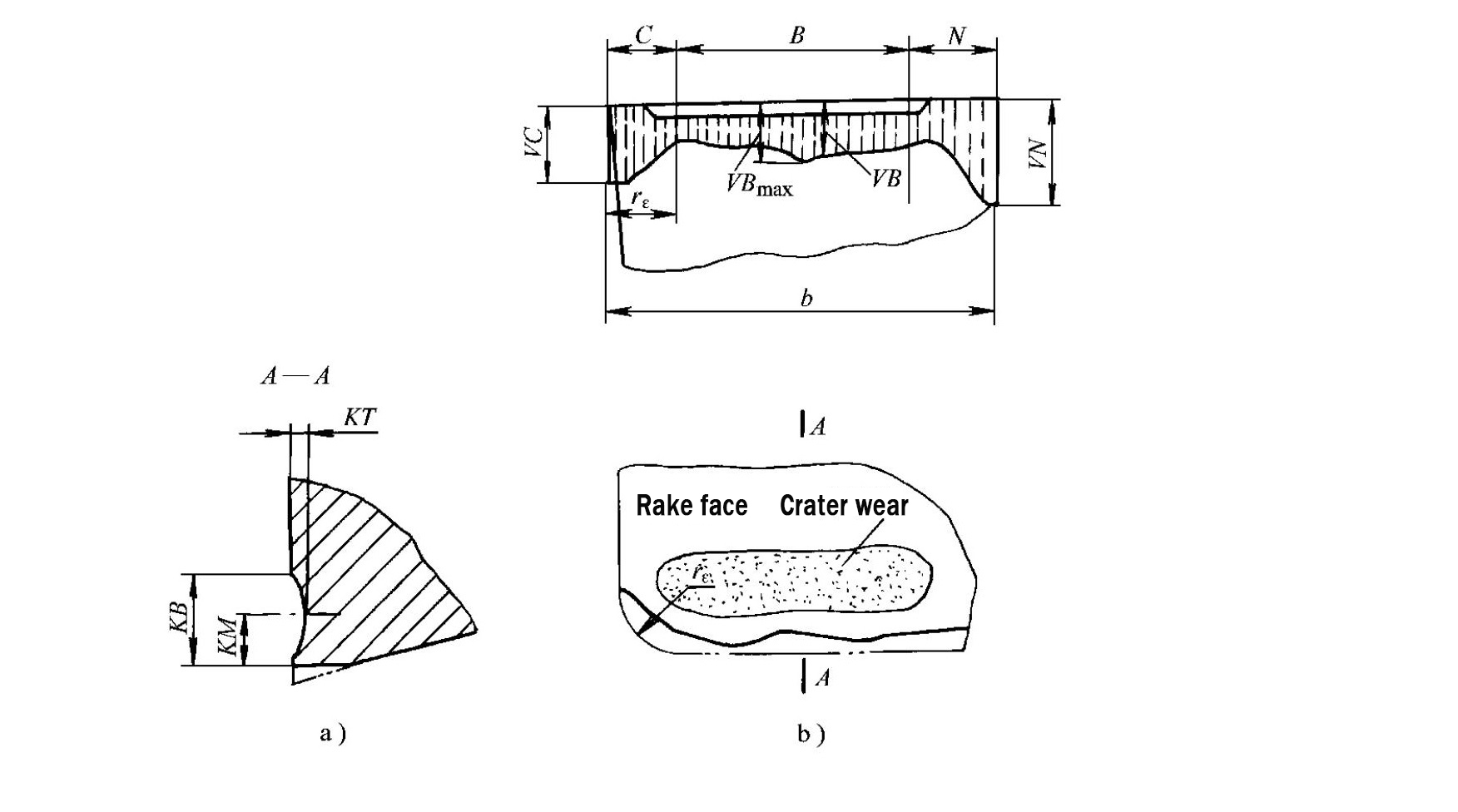
1.2Port sur le flanc du visage :
Un frottement important se produit entre la face de flanc de l'outil de coupe métallique et la surface usinée, formant rapidement une zone d'usure étroite avec un angle de jeu nul près du tranchant principal.
Ce type d'usure se produit à de faibles vitesses de coupe et pour de faibles épaisseurs de coupe, que l'on usine des métaux fragiles ou ductiles.
Caractéristiques typiques des bandes de port latéral :
- Zone du nez de l'outil (zone C) : Subit l'usure la plus sévère en raison de sa faible résistance et de sa mauvaise dissipation de chaleur ; valeur maximale exprimée par \(V_C\).
- Face de flanc près de la surface de la pièce (Zone N) : Sujet aux rainures profondes (usure des bords) ; profondeur représentée par \(V_N\).
- Partie centrale de la bande de maintien (Zone B) : Présente une usure relativement uniforme ; la largeur d'usure maximale est désignée par \(V_{B\text{max}}\).
1.3Usure simultanée du râteau et du flanc :
Lors de l'usinage de métaux ductiles à point de fusion élevé à des vitesses de coupe et d'avance modérées, l'usure en cratère sur la face de coupe et l'usure sur la face de dépouille se produisent souvent simultanément.
2.0Quel est le processus d'usure des outils de coupe des métaux ?
Division par stade d'usure :
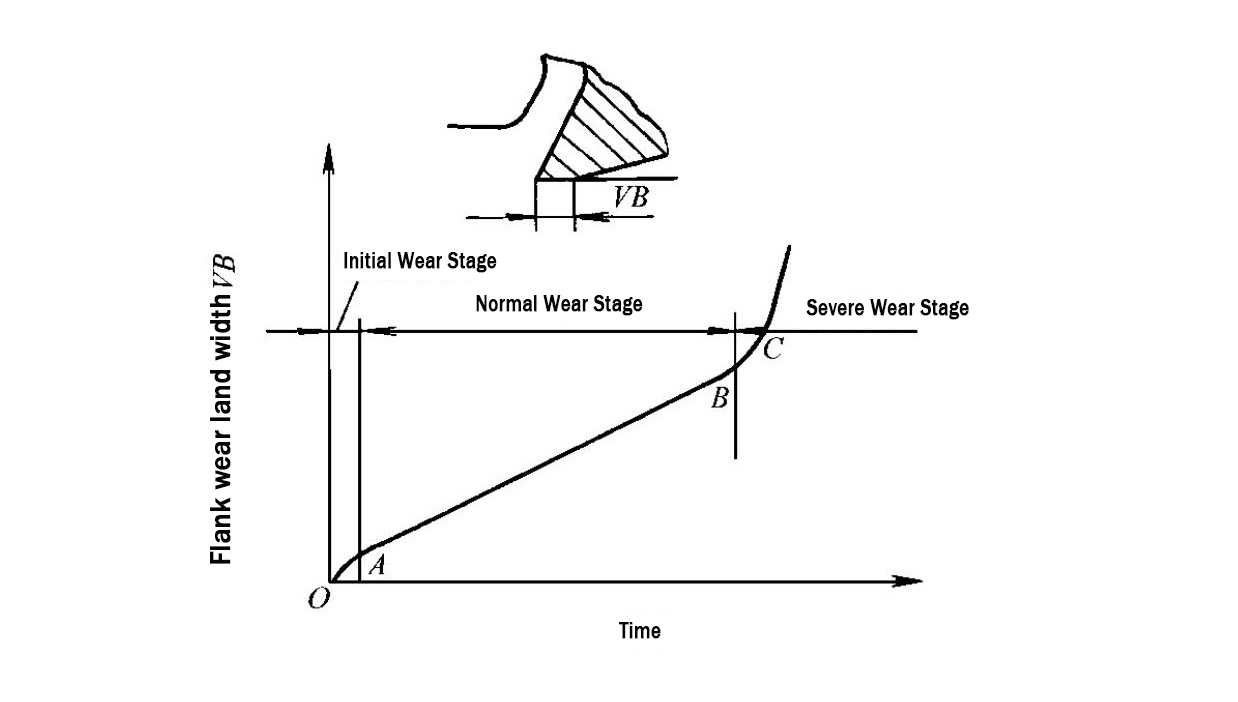
Dans des conditions de coupe données, quelle que soit la forme d'usure, l'usure de l'outil augmente avec le temps de coupe et progresse généralement en trois étapes.
2.1Phase d'usure initiale :
Les outils de coupe nouvellement affûtés présentent des surfaces rugueuses et des défauts microscopiques, tels que des microfissures sur la face de dépouille. Le tranchant est affûté et la surface de contact entre la face de dépouille et la surface usinée est réduite.
De ce fait, les contraintes de compression et la température de coupe sont fortement concentrées au niveau du tranchant, ce qui entraîne un taux d'usure relativement élevé.
2.2Stade d'usure normal :
Après la période d'usure initiale, la surface rugueuse de la face de dépouille s'adoucit, la zone d'appui augmente, la contrainte de compression diminue et le taux d'usure chute significativement et se stabilise. L'outil de coupe entre alors dans sa phase d'usure normale.
2.3Stade d'usure sévère :
Lorsque la largeur d'usure en dépouille (V_B) atteint une limite critique, le frottement augmente fortement, les forces de coupe et la température de coupe s'élèvent rapidement, et le taux d'usure s'accélère considérablement. L'outil de coupe se détériore rapidement et perd son pouvoir de coupe.
3.0Quel est le critère d'usure (émoussement) des outils de coupe des métaux ?
Fondements du jugement terne :
Lorsqu'un outil de coupe en métal s'use jusqu'à un certain point, les phénomènes suivants se produisent :
- La force de coupe et la température de coupe augmentent de manière significative
- La surface usinée devient rugueuse et la précision dimensionnelle sort des tolérances.
- La couleur et la forme de la puce deviennent anormales, avec d'éventuelles vibrations ou bruits.
Ces phénomènes indiquent que l'outil s'est émoussé.
Définition du critère de Dulling :
Une valeur d'usure maximale admissible doit être spécifiée en fonction des exigences d'usinage ; cette valeur est connue sous le nom de critère d'usure (émoussement) de l'outil.
Raison du choix du critère :
Étant donné que l'usure de la face de dépouille est la plus courante et la plus facile à mesurer, la valeur d'usure moyenne sur la partie centrale de la face de dépouille, \(V_B\), est généralement utilisée comme critère d'usure pour les outils de coupe des métaux.
3.1Valeurs recommandées de (V_B) dans différentes conditions d'usinage
| Conditions d'usinage | Valeur VB recommandée (mm) |
|---|---|
| Finir le tour | 0,1–0,3 |
| Ébauche par tournage d'acier allié ou ébauche par tournage de pièces à faible rigidité | 0,4–0,5 |
| Ébauche d'acier au carbone | 0,6–0,8 |
| Ébauche de pièces en fonte | 0,8–1,2 |
| Ébauche à basse vitesse de grandes pièces en acier et en fonte | 1,0–1,5 |

4.0Quelle est la durée de vie des outils de coupe des métaux ?
Définition de la durée de vie d'un outil :
La durée de vie de l'outil correspond au temps de coupe effectif total, depuis le début de la coupe après affûtage jusqu'à ce que l'usure atteigne le critère d'émoussement spécifié. Les temps morts, tels que le réglage de l'outil, la mesure, les déplacements rapides et les retours, ne sont pas inclus.
La durée de vie de l'outil est notée \(T\) et mesurée en minutes.
Classification de la durée de vie des outils :
- Outils de coupe des métaux réaffûtables : La durée de vie de l'outil fait référence au temps de coupe réel entre deux opérations de réaffûtage consécutives ; la durée de vie totale de l'outil correspond au temps de coupe depuis la première utilisation jusqu'à sa mise au rebut complète.
- Outils de coupe des métaux non réaffûtables : La durée de vie totale de l'outil est égale à sa durée de vie nominale.
5.0Quels sont les facteurs qui influencent la durée de vie des outils de coupe des métaux ?
5.1Paramètres de coupe :
Les paramètres de coupe figurent parmi les facteurs les plus importants. La relation générale entre la durée de vie de l'outil (T) et les paramètres de coupe est la suivante :
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Où:
- (C_T) : Constante de durée de vie de l'outil liée au matériau de l'outil, au matériau de la pièce et aux conditions de coupe
- \(x, y, z\): Exposants empiriques, généralement avec \(x > y > z\)
Exemple:
Lors du tournage d'acier au carbone avec \(\sigma_b = 0,637\ \text{GPa}\) à l'aide d'un outil de tournage en carbure :
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Règle:
Lorsque la vitesse de coupe (v_c), l'avance (f) et la profondeur de passe (a_p) augmentent, la durée de vie de l'outil (T) diminue. La vitesse de coupe (v_c) a l'influence la plus importante, suivie de l'avance (f), et la profondeur de passe (a_p) a l'influence la plus faible.
Pour améliorer la productivité tout en assurant la durée de vie de l'outil, sélectionnez d'abord un \(a_p\) plus grand, puis un \(f\) plus grand, et enfin un \(v_c\) raisonnable.
5.2Paramètres géométriques de l'outil :
- Angle de chasse (\(\gamma_o\)) : L'augmentation de l'angle de coupe réduit la force de coupe et la température, ce qui prolonge la durée de vie de l'outil. Un angle de coupe excessif, en revanche, affaiblit l'outil et nuit à la dissipation de la chaleur, augmentant ainsi le risque de casse.
- Angle de coupe principal (\(\kappa_r\)) : Sa réduction améliore la résistance de la pointe de l'outil et la dissipation de la chaleur. Une valeur de \(\kappa_r\) trop faible augmente la force radiale et peut provoquer des vibrations dans les systèmes à faible rigidité.
- Facteurs supplémentaires : La réduction de l'angle de coupe mineur \(\kappa_r\) et l'augmentation du rayon du nez de l'outil \(r_\varepsilon\) ont des effets positifs similaires sur la durée de vie de l'outil.
5.3Matériau de l'outil :
Une résistance accrue aux hautes températures et à l'usure prolonge la durée de vie des outils. En cas d'impact, d'utilisation intensive ou d'usinage difficile, la ténacité à l'impact et la résistance à la flexion deviennent des facteurs prépondérants.
5.4Matériau de la pièce :
- Une résistance et une dureté plus élevées augmentent la température de coupe et réduisent la durée de vie de l'outil.
- Une plus grande plasticité et une plus grande ténacité, combinées à une faible conductivité thermique, augmentent également la température de coupe et raccourcissent la durée de vie de l'outil.
6.0Comment déterminer de manière raisonnable la durée de vie des outils de coupe des métaux ?
Principe fondamental :
Le choix judicieux de la durée de vie des outils améliore la productivité et réduit les coûts. Une durée de vie excessive impose des paramètres de coupe faibles et diminue la quantité de métal enlevée. À l'inverse, une durée de vie excessive allonge les temps de changement et d'affûtage, augmentant ainsi le coût global.
6.1Durée de vie recommandée pour les outils courants
| Type d'outil | Durée de vie recommandée de l'outil (min) |
|---|---|
| Outils de tournage en acier rapide | 60–90 |
| Forets en acier rapide | 80–120 |
| Outils de tournage en carbure brasé | 60 |
| Outils de tournage en carbure indexables | 15–30 |
| Fraises à surfacer en carbure | 120–180 |
| outils de taillage d'engrenages | 200–300 |
| Outils de tournage en acier rapide pour machines automatiques | 180–200 |
6.2Considérations supplémentaires :
- Complexité et précision des outils : Les outils complexes, de haute précision et à multiples tranchants ont une durée de vie plus longue que les outils simples, de faible précision et à un seul tranchant.
- Outils indexables : Le remplacement rapide des plaquettes permet une durée de vie plus courte de l'outil afin de maintenir des arêtes de coupe affûtées.
- Finition vs. dégrossissage : Les outils de finition nécessitent une durée de vie plus longue en raison des charges de coupe plus légères et des exigences de précision plus élevées.
- Finition de pièces de grande taille : Une durée de vie plus longue des outils permet d'éviter les changements d'outils en cours de processus.
- Usinage CNC : La durée de vie de l'outil doit dépasser un poste de travail et être supérieure au temps de coupe d'une seule pièce.
7.0Foire aux questions (FAQ)
Q : Pourquoi l'usure de la face de dépouille est-elle le critère d'émoussement des outils le plus couramment utilisé ?
UN: L'usure en dépouille est la forme d'usure la plus courante en usinage, applicable aux métaux fragiles et ductiles à des vitesses de coupe faibles à moyennes. Sa bande d'usure présente une forme régulière, avec une usure uniforme dans la partie centrale (zone B), et la valeur d'usure moyenne V<sub>B</sub> est facile à mesurer et à contrôler. C'est pourquoi V<sub>B</sub> est largement adopté comme critère d'émoussement standard.
Q : Quel paramètre de coupe a la plus grande influence sur la durée de vie de l'outil ?
UN: La vitesse de coupe (v_c) est le facteur ayant la plus grande influence, suivie de l'avance (f), tandis que la profondeur de passe (a_p) a l'effet le plus faible. Ceci est confirmé par l'équation de durée de vie de l'outil, où des exposants plus élevés indiquent un impact plus important.
Q : En quoi le choix de la durée de vie des outils diffère-t-il entre les opérations de finition et d'ébauche ?
UN: Les opérations de finition impliquent des charges de coupe plus faibles et nécessitent une durée de vie des outils plus longue afin de garantir la qualité de surface et la précision dimensionnelle. Les opérations d'ébauche, quant à elles, privilégient un enlèvement de matière rapide et peuvent utiliser des outils plus courts avec des paramètres de coupe plus importants.
Q : Pourquoi les outils indexables ont-ils une durée de vie plus courte que les outils brasés ?
UN: Les outils à plaquettes indexables permettent un remplacement rapide sans réaffûtage, préservant ainsi le tranchant des arêtes de coupe. Une durée de vie plus courte des outils se traduit par une efficacité de coupe accrue, tout en maîtrisant les coûts d'outillage.
Q : Existe-t-il des exigences particulières en matière de durée de vie des outils en usinage CNC ?
UN: Oui. L'usinage CNC est généralement automatisé et continu. La durée de vie des outils doit être supérieure à une journée de travail et au temps d'usinage nécessaire pour une pièce afin de garantir une production stable et ininterrompue.