

- 1.0Principe fondamental du chauffage par induction
- 2.0Configurations typiques de chauffage par induction
- 3.0Scénarios d'application typiques du chauffage par induction
- 4.0Scénarios d'application classés par fréquence
- 5.0Principaux avantages du chauffage par induction
- 6.0Paramètres clés du procédé de chauffage par induction
- 7.0Configuration de base et caractéristiques clés des équipements de chauffage par induction
- 8.0Foire aux questions (FAQ)
Chauffage par induction Le chauffage par rayonnement est un phénomène physique relevant de l'électromagnétisme. Grâce à son rendement élevé, sa précision et son caractère écologique, il joue un rôle essentiel dans la production industrielle et dans de nombreux domaines d'application. Il constitue notamment une solution de chauffage fiable et contrôlable pour des équipements spécialisés tels que les machines de fermeture de tubes.
1.0Principe fondamental du chauffage par induction
Le principe du chauffage par induction repose sur le transfert et la conversion d'énergie par induction électromagnétique. Lorsqu'un courant électrique traverse une bobine primaire faisant office d'électroaimant, il génère un champ magnétique alternatif.
Si une pièce conductrice (généralement en métal, mais aussi en matériaux conducteurs comme le carbone ou le graphite) est placée dans ce champ, elle forme de fait une boucle secondaire en court-circuit, induisant des courants de Foucault. Lorsque ces courants de Foucault circulent dans le matériau, ils rencontrent une résistance électrique et génèrent de la chaleur par effet Joule.
Si la pièce est constituée d'un matériau magnétique, un second mécanisme de chauffage se produit sous la forme de pertes par hystérésis, où la réorientation répétée des domaines magnétiques sous un champ magnétique variable produit une chaleur supplémentaire.
La chaleur totale générée dépend de plusieurs facteurs clés :
- énergie électrique utilisée pour créer le champ magnétique alternatif
- Dimensions et géométrie de la pièce
- Propriétés du matériau de la pièce
- Degré de couplage entre la pièce et la bobine primaire
2.0Configurations typiques de chauffage par induction
Les systèmes de chauffage par induction sont généralement mis en œuvre selon deux configurations structurelles principales, chacune adaptée à des exigences d'application différentes :
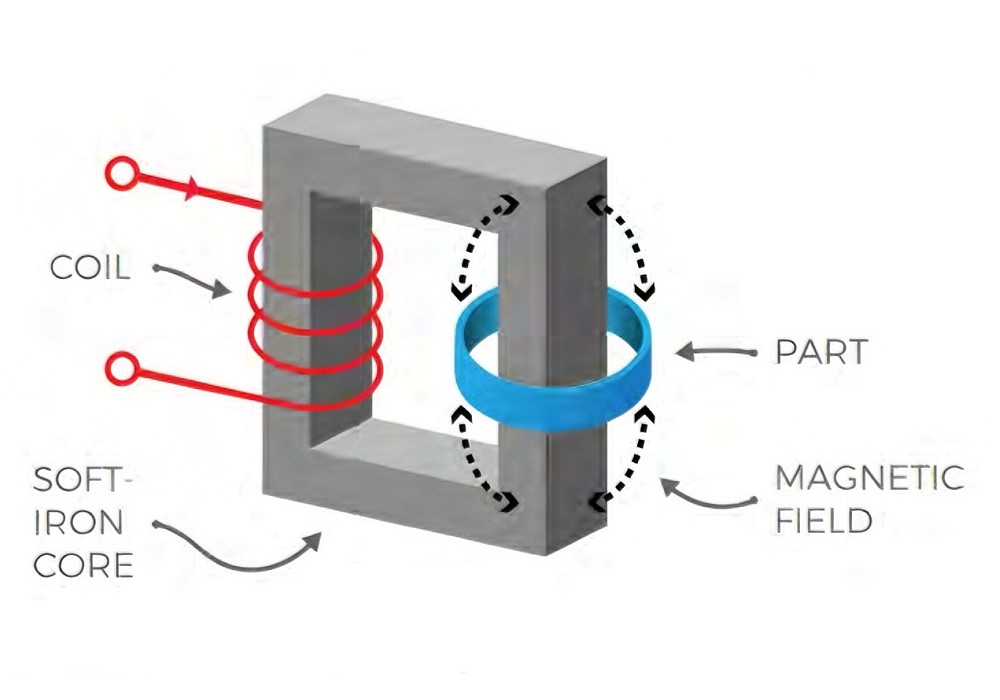
2.1Configuration du noyau magnétique doux
- Un noyau magnétique doux commun transfère le champ magnétique alternatif de la bobine primaire (grand nombre de spires) à la pièce à usiner.
- La pièce à usiner se comporte comme une bobine secondaire à une seule spire, en court-circuit.
- Respectant les principes du rapport de spires et de la conservation de l'énergie électromagnétique, ce procédé produit une basse tension et un courant très élevé.
- Idéal pour les tâches de chauffage concentré (par exemple, le préchauffage des extrémités de tubes dans les machines de fermeture d'extrémités de tubes).
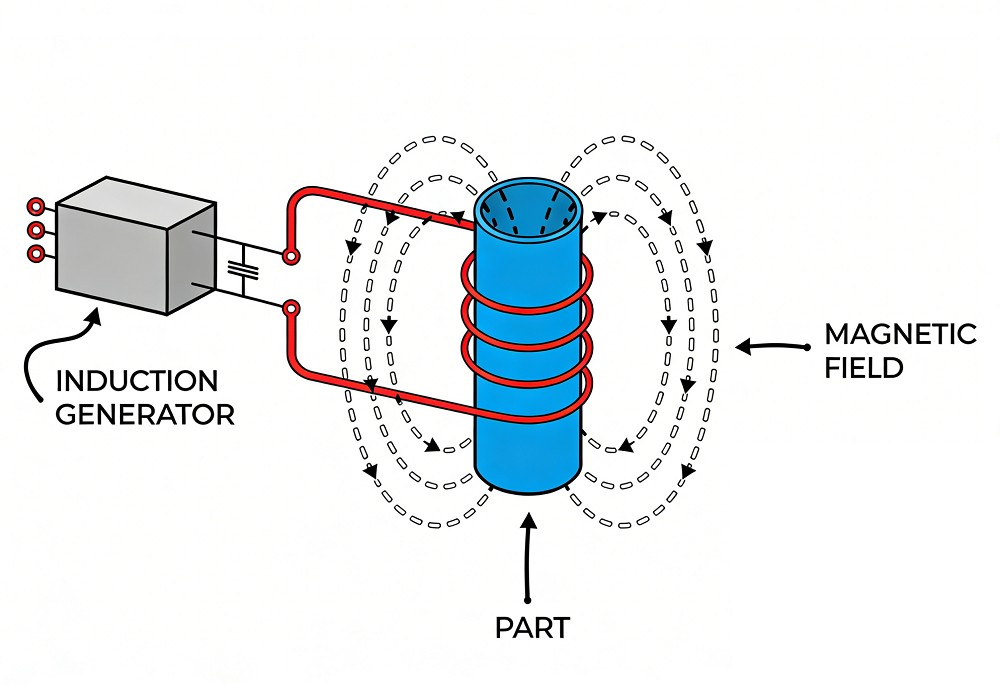
2.2Configuration de couplage direct
- Bobine primaire positionnée directement autour de la pièce à usiner
- Pièce placée directement dans le champ magnétique alternatif (sans noyau magnétique doux)
- Offre une efficacité de chauffage supérieure
- Adapté aux processus de production continus à haut débit
3.0Scénarios d'application typiques du chauffage par induction
Le champ d'application du chauffage par induction est vaste et est généralement classé selon le niveau de puissance induite dans la pièce :
3.1Applications haute puissance
- Fusion par induction
- Soudage, brasage tendre et brasage (chauffage rapide jusqu'aux températures de fusion/assemblage)
3.2Applications à faible consommation d'énergie
- Traitement thermique : durcissement superficiel/localisé des roulements, engrenages, bagues, poulies, accouplements (améliore la dureté et la résistance à l’usure)
- Assemblage thermique (montage par frettage) : Chauffage des composants pour permettre leur dilatation lors de l’assemblage, refroidissement pour assurer un ajustement serré.
- Applications spécialisées :
- Collage du métal au verre ou aux plastiques
- Chauffage indirect (cuisson, moulage par injection plastique, scellage d'emballages)
- Chauffage et scellage des extrémités de tubes Machines à fermer les extrémités des tubes
4.0Scénarios d'application classés par fréquence
Le chauffage par induction peut être adapté à des exigences spécifiques en fonction de la fréquence du courant de fonctionnement :
4.1Chauffage par induction basse fréquence (50 ou 60 Hz)
- Utilise la fréquence standard du réseau électrique
- Solution économique à forte pénétration thermique
- Permet un chauffage progressif et uniforme des grandes pièces.
4.2Chauffage par induction à moyenne fréquence (5–500 kHz)
- Convient aux traitements thermiques à haute puissance, localisés ou en subsurface
- La profondeur de pénétration de la chaleur diminue avec l'augmentation de la fréquence.
- Permet un chauffage précis des zones sélectionnées de la pièce.
| Gamme de fréquences | Profondeur de pénétration | Caractéristiques de chauffage | Applications typiques |
| Basse fréquence (50–60 Hz) | Profond | Chauffage en masse progressif et uniforme | Pièces de grande taille, chauffage général |
| Fréquence moyenne (5–500 kHz) | Moyen à peu profond | Chauffage localisé et contrôlé | Traitement de surface ou de subsurface, chauffage des extrémités de tubes |






5.0Principaux avantages du chauffage par induction
Comparé aux méthodes de chauffage conventionnelles (chauffage par flamme, chauffage par four, chauffage par bain d'huile), le chauffage par induction offre des avantages techniques distincts :
- Chauffage rapideChauffage immédiat dès la mise sous tension (sans préchauffage), réduisant les temps d'attente en production et améliorant le débit.
- Haute efficacité énergétiqueChaleur générée directement au sein de la pièce (éliminant les pertes par transfert thermique externe) ; pas de cycles de chauffage/refroidissement inutiles du système ; coupure instantanée de l’alimentation en l’absence de pièce.
- Propreté élevéeAucun contact direct entre la source de chaleur (bobine primaire) et la pièce à usiner, ce qui empêche la corrosion, la contamination par des résidus ou la dégradation des matériaux due aux flammes nues.
- Sécurité renforcéeConception intrinsèquement sûre ; aucune mesure de sécurité particulière pour les sources de chaleur externes ; aucune consommation d'oxygène ambiant ; aucune fumée ni émission nocive
- Facilité de contrôleEntièrement électrique et offrant une excellente contrôlabilité, cet appareil prend en charge la commande à distance, l'intégration de capteurs et la surveillance en temps réel du processus de chauffage par enregistrement de données.
- Qualité constante des produitsUn contrôle de processus convivial assure un chauffage uniforme des pièces ; des profils de chauffage prédéfinis produisent des produits de haute qualité avec des contraintes internes résiduelles minimales.
- Intégration facile en productionEncombrement réduit ; chargement/déchargement aisé des pièces ; aucune mesure spéciale de sécurité pour l’opérateur ou d’extraction des fumées requise (réduit les efforts de modification de la ligne et les coûts d’exploitation)
6.0Paramètres clés du procédé de chauffage par induction
L'efficacité du chauffage par induction dépend de paramètres de processus critiques, qui doivent être définis avec précision en fonction des caractéristiques de la pièce :
- FréquenceLe facteur principal déterminant la profondeur de pénétration de la chaleur est la faible pénétration (fréquence plus élevée = pénétration plus superficielle) ; basse fréquence pour les grandes pièces, haute fréquence pour les petits composants/chauffage de surface
- PouvoirDétermine l'intensité de chauffage de la pièce ; ajustée en fonction du volume de matériau et de la température cible.
- consigne de températureTempérature finale requise (valeur fixe unique ou profil température-temps) pour un chauffage contrôlé et une minimisation des contraintes
- Géométrie bobine/inducteurConçu pour épouser la forme de la pièce et assurer un couplage optimal ; influe directement sur l’efficacité du chauffage et l’uniformité de la température.
- Propriétés des matériauxLa pièce à usiner doit être électriquement conductrice (la résistivité influe sur la profondeur de pénétration et la génération de chaleur par courants de Foucault) ; les matériaux magnétiques offrent un chauffage supplémentaire par pertes par hystérésis (rendement supérieur).
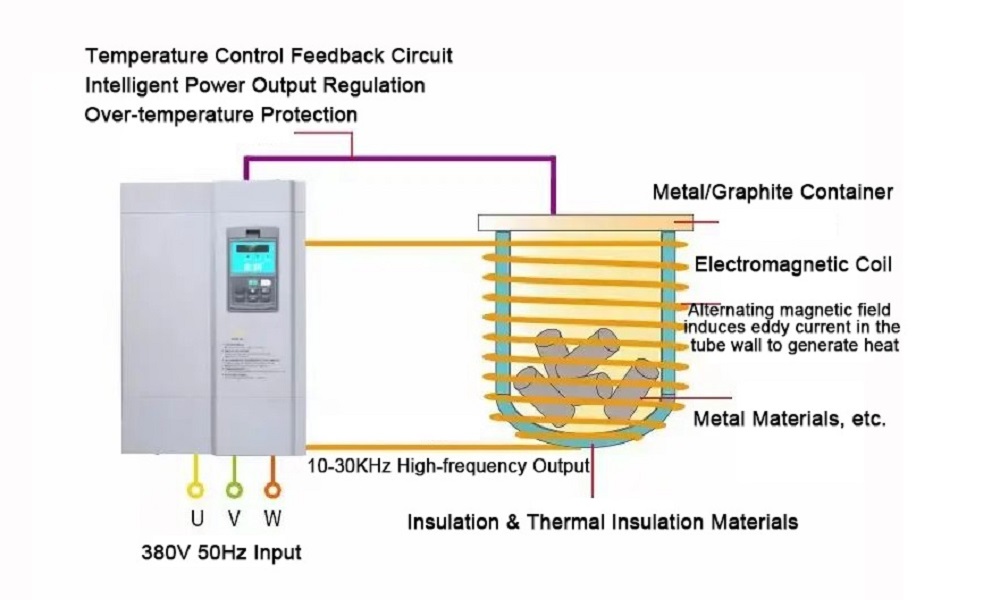
7.0Configuration de base et caractéristiques clés des équipements de chauffage par induction
7.1Configuration de base
D'un point de vue fonctionnel, les composants essentiels comprennent :
- Électroaimant (bobine primaire)
- Oscillateur électronique ou alimentation secteur (fournit un courant alternatif pour générer un champ magnétique)
- Les applications industrielles nécessitent des systèmes auxiliaires supplémentaires :
- dispositifs de manutention
- Armoires électriques
- Systèmes de contrôle de processus
- interfaces utilisateur
- Systèmes de refroidissement
7.2Caractéristiques techniques clés
Les équipements de chauffage par induction industriels intègrent les caractéristiques suivantes pour répondre aux exigences de production :
- Fonctionnement écoénergétiqueLa compensation capacitive corrige le facteur de puissance, minimisant ainsi le déphasage et les pertes de puissance active lors d'un fonctionnement à courant élevé.
- Empreinte compacte: Occupe un espace au sol limité par rapport à la taille de la pièce, ce qui permet une intégration facile dans diverses lignes de production.
- Contrôle avancé de la température:
- Régulation de consigne de température de base
- Chauffage par rampe (augmentation progressive de la puissance)
- Régulation de la température différentielle (surveille la différence de température intérieure/extérieure avec une limite maximale admissible définie)
- Facilité d'utilisationInterface tactile simplifiée avec prise en charge multilingue ; affichage en temps réel de l’état du système (paramètres, température, codes d’erreur) ; assistance en cas d’alarme ou de panne.
- capacités de communication étendues: Ethernet pour le contrôle à distance des paramètres ; USB pour l'exportation des données de processus (prend en charge la traçabilité de la qualité)
- Solutions personnalisées: Des conceptions sur mesure pour des exigences fonctionnelles ou des scénarios d'application spécifiques
8.0Foire aux questions (FAQ)
8.1Peut-on chauffer des matériaux non magnétiques par induction ?
Oui. La conductivité électrique est le critère fondamental (et non les propriétés magnétiques). Les matériaux conducteurs non magnétiques (par exemple, l'aluminium, les alliages de cuivre) sont chauffés par effet Joule grâce aux courants de Foucault induits. En l'absence de pertes par hystérésis, les paramètres (puissance, fréquence) doivent être ajustés pour garantir un rendement suffisant.
8.2Le chauffage par induction est-il adapté aux opérations de scellage d'extrémités de petits tubes dans les machines à fermer les tubes ?
Oui, cette solution est parfaitement adaptée. Le chauffage par induction à moyenne fréquence (5–500 kHz) permet un chauffage localisé précis des extrémités des tubes afin de répondre aux exigences de température de scellage. Ce chauffage rapide, propre et sans contact garantit l'intégrité du scellage et la qualité de surface, tandis que la conception compacte de l'équipement facilite son intégration dans les lignes de production.
8.3Comment éviter les contraintes internes dans la pièce lors du chauffage par induction ?
La clé réside dans la mise en œuvre d'un profil de chauffage contrôlé :
- Utilisez le chauffage par rampe pour augmenter progressivement la puissance d'entrée (évite les hausses de température soudaines).
- Utiliser une régulation différentielle de la température pour surveiller et limiter les gradients de température interne/externe.
- Sélectionnez les points de consigne de fréquence et de température appropriés en fonction des propriétés du matériau afin d'assurer un chauffage uniforme.
Référence
https://en.wikipedia.org/wiki/Induction_heating


