

Comment utiliser une cintreuse manuelle
Ce guide fournit des instructions étape par étape, des formules essentielles et des conseils pratiques de dépannage pour aider les utilisateurs à réaliser des pliages précis et réguliers. Des pliages à 90° de base aux pliages multi-plans et inversés, chaque section est conçue pour améliorer la précision et la fiabilité du pliage dans diverses applications.
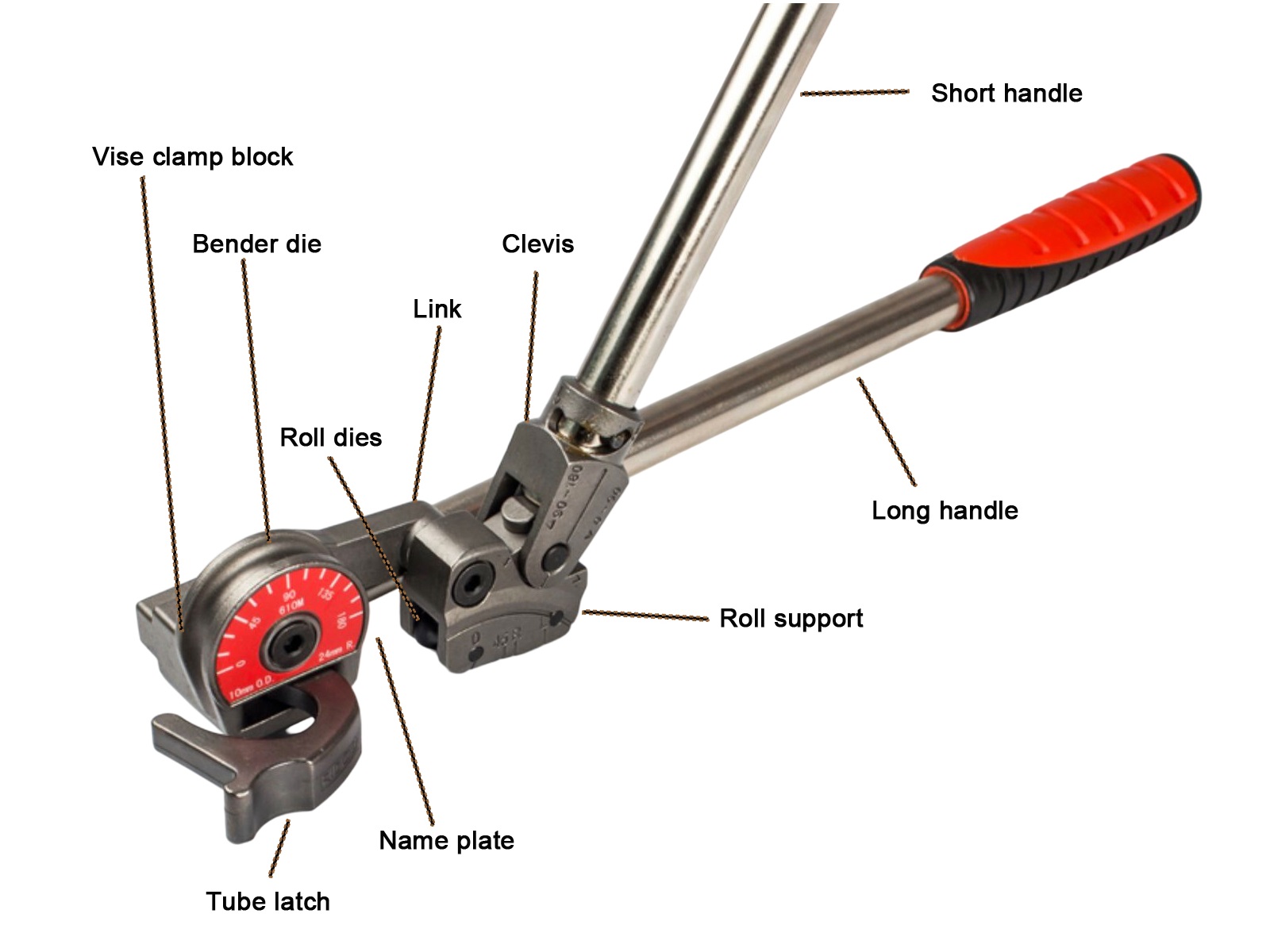
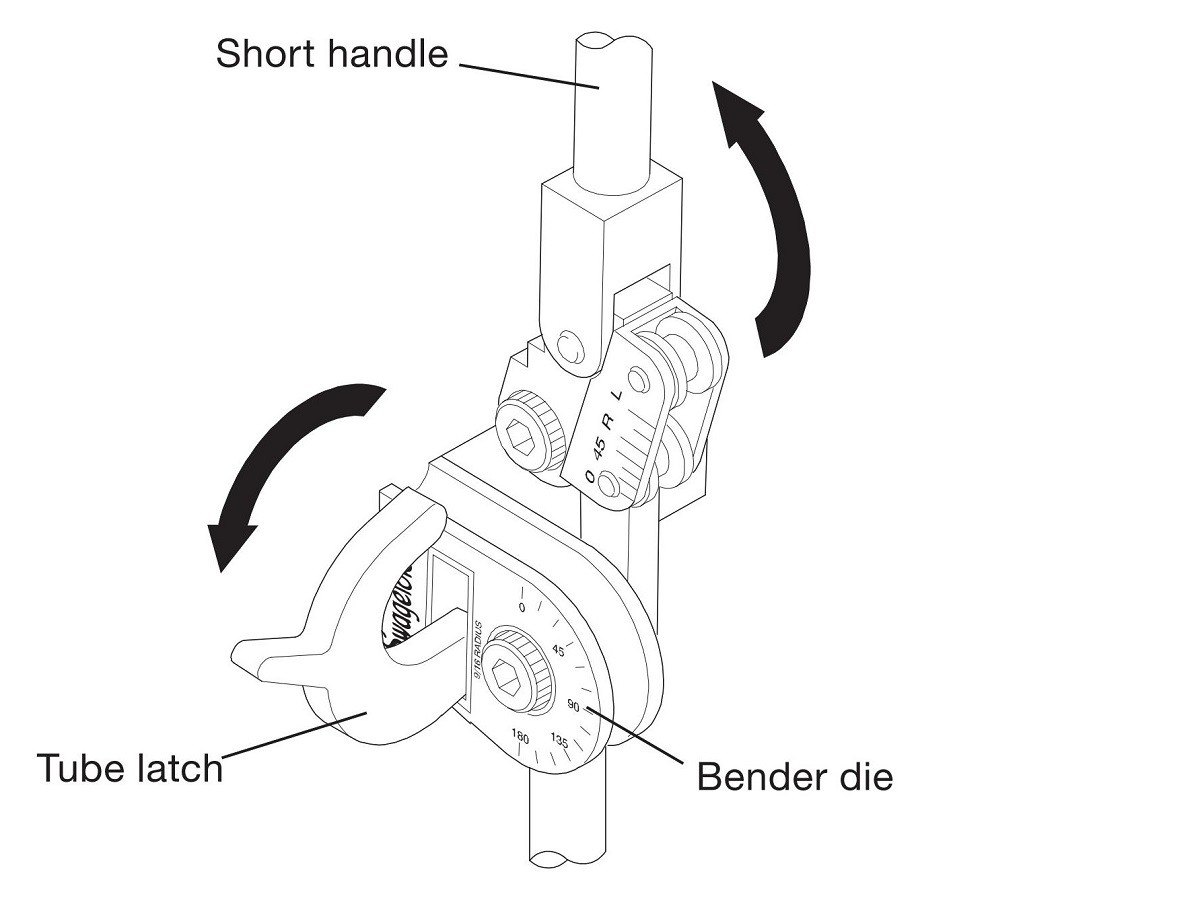
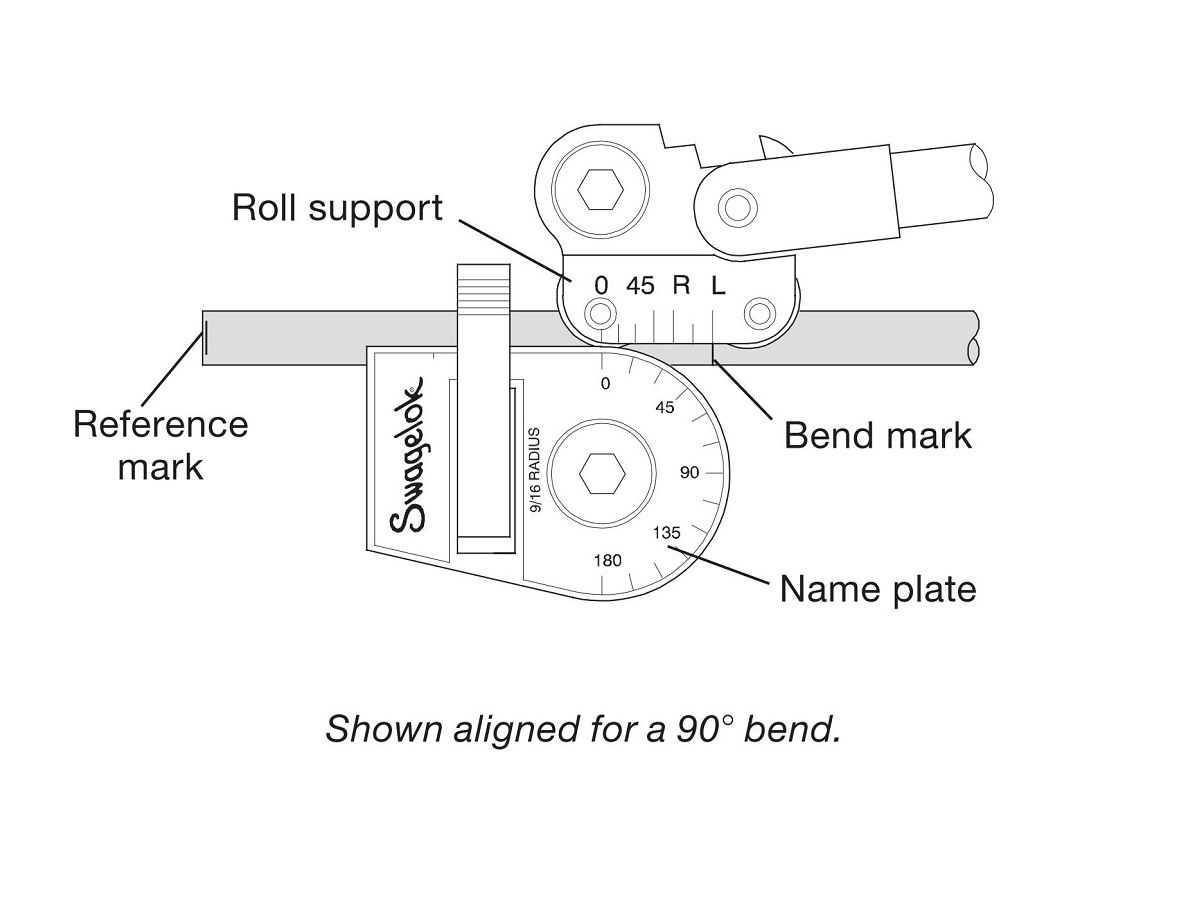
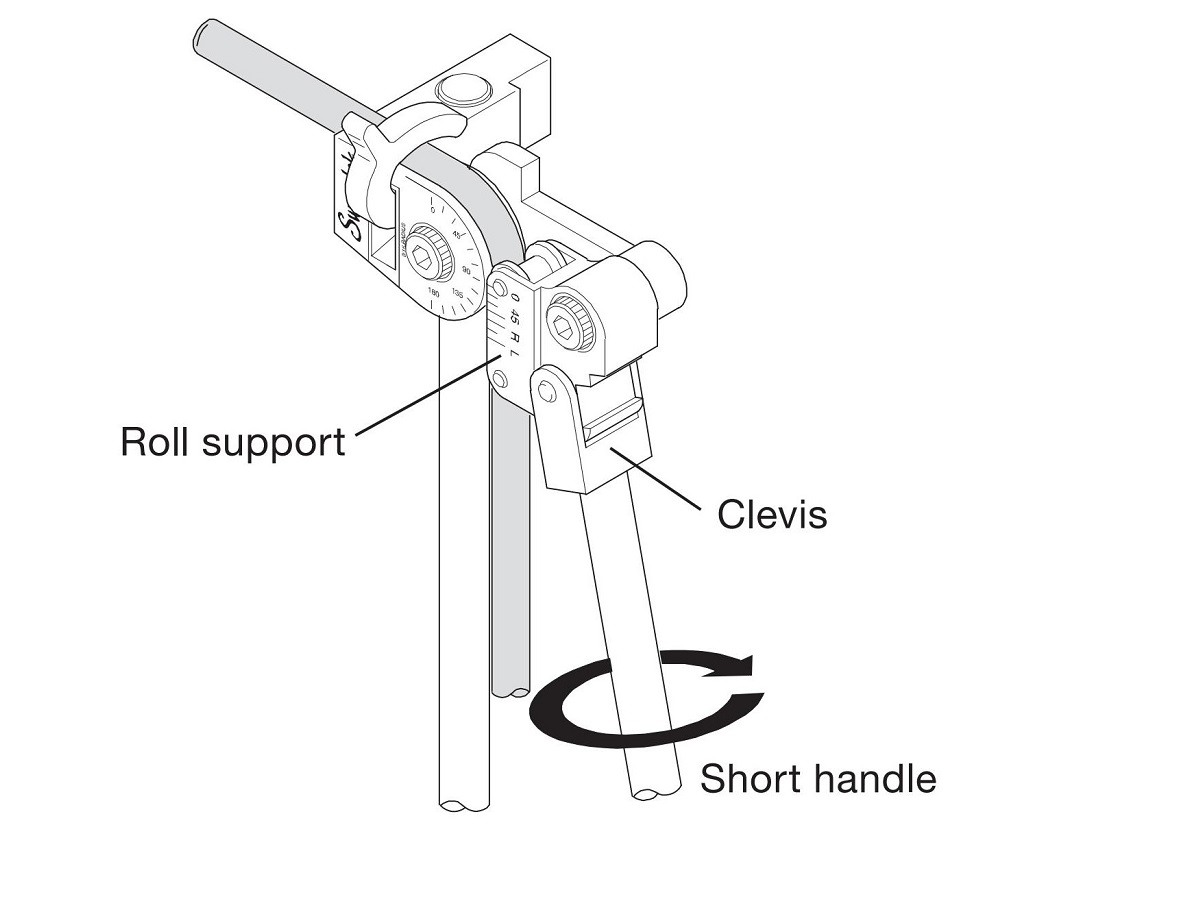
0.1Pièces de cintreuse
1.0Méthodes de calcul de courbure
1.1Formule de courbure décalée
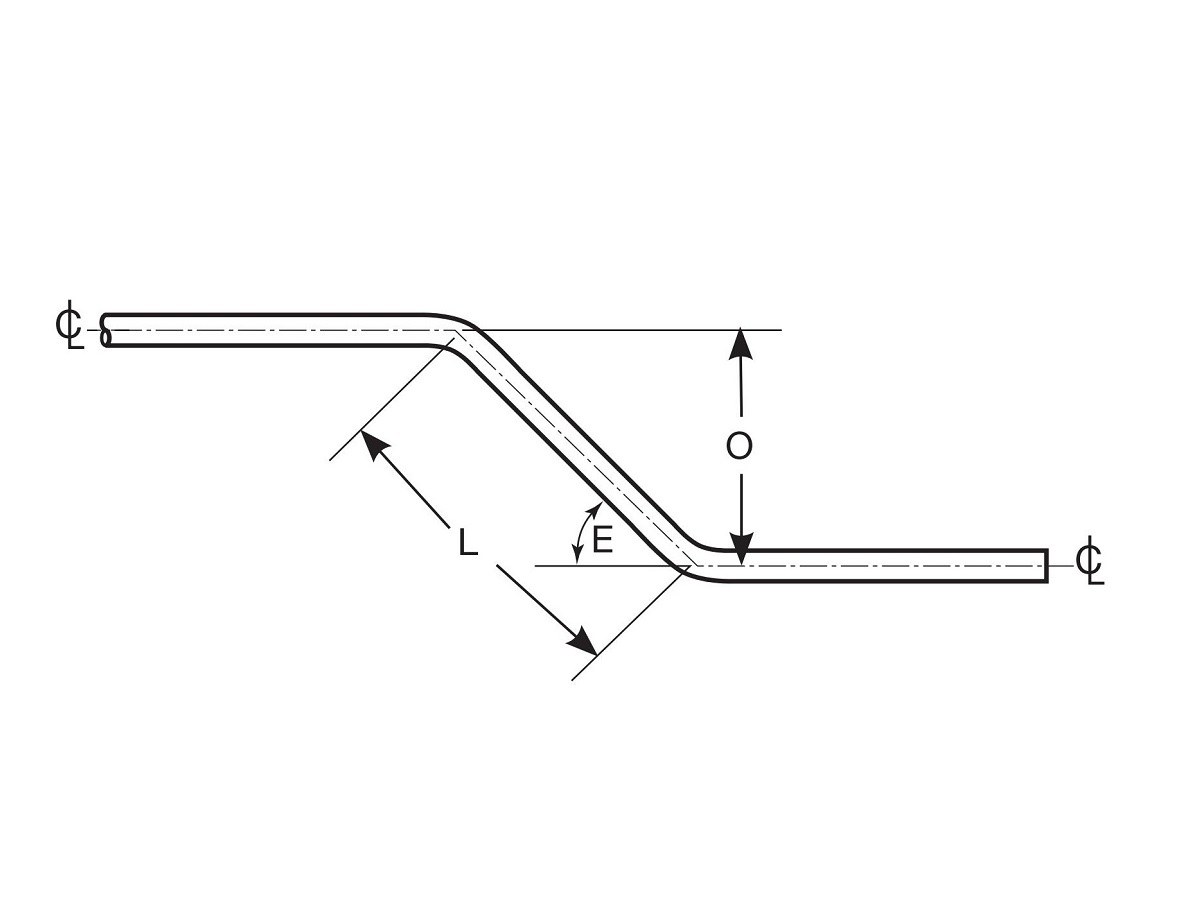
But: Pour déplacer l'axe central du tube, généralement pour contourner des obstacles.
Formule: L = O × A
L: Distance entre les marques de pliage (en pouces)
O: Dimension décalée (en pouces)
UN: Marge de courbure décalée (en fonction de l'angle)
| Angle de décalage (E) | Allocation (A) |
| 22,5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
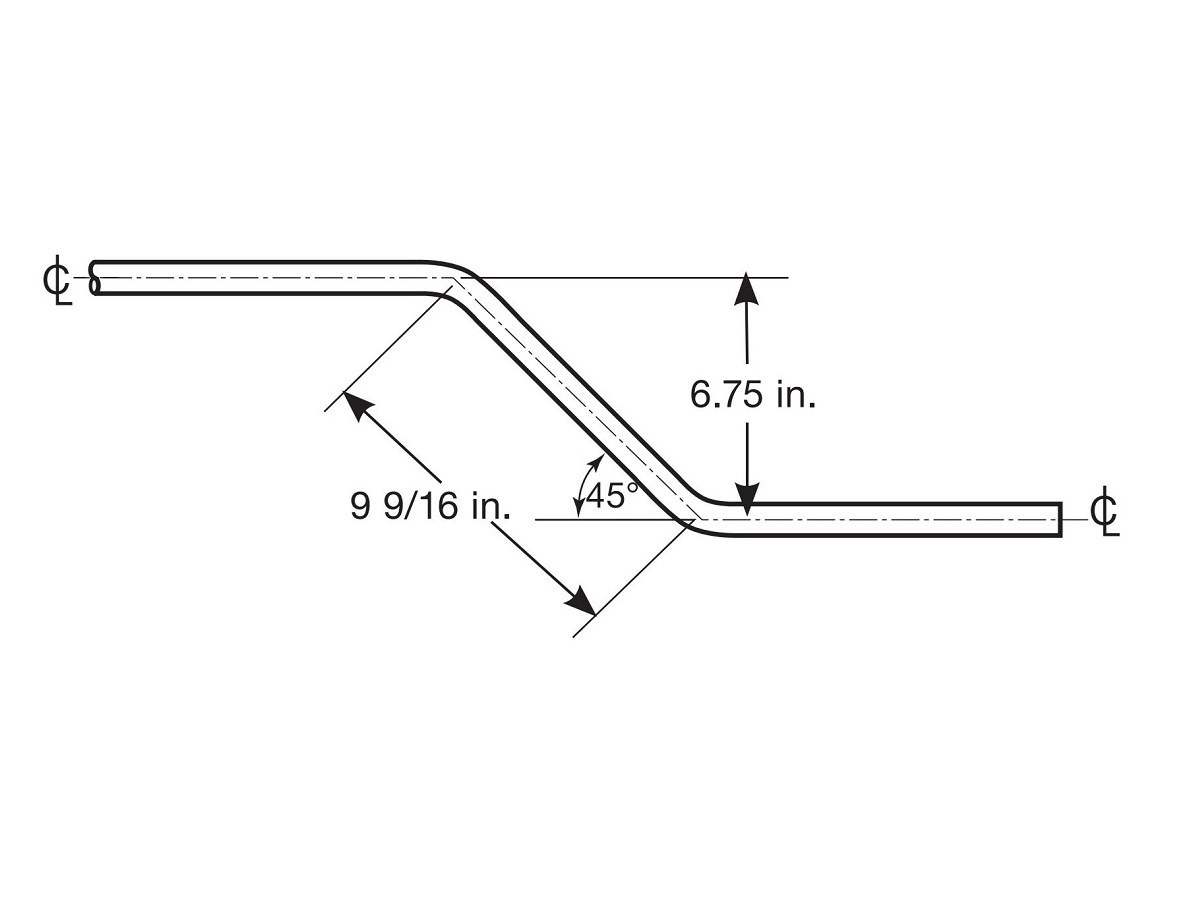
Exemple:
Décalage = 6,75 pouces, angle = 45°
Calcul : 6,75 × 1,414 = 9,55 pouces (≈ 9⁹⁄₁₆ po)
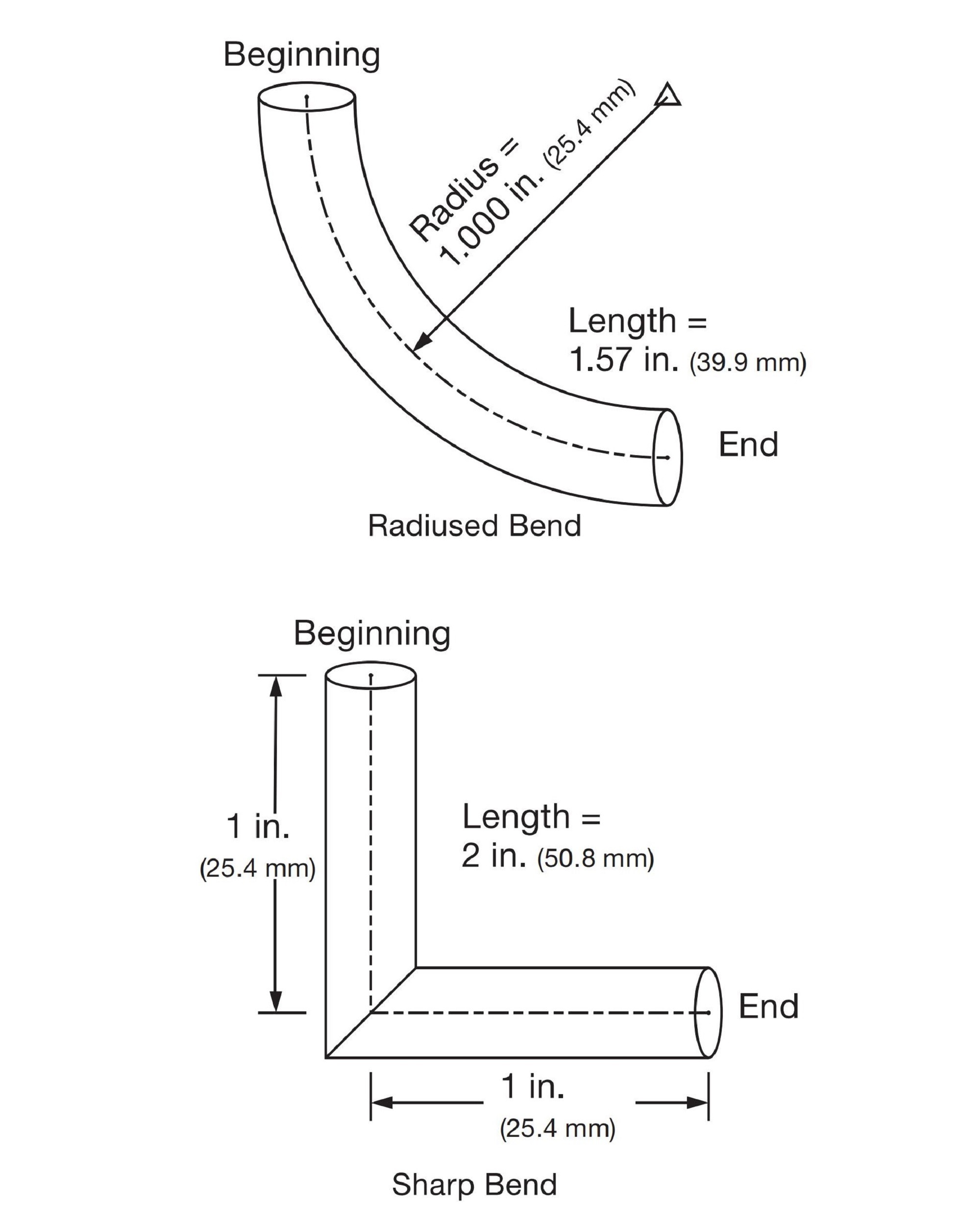
1.2Calculs d'ajustement (gain)
Définition: La différence de longueur de tube utilisée pour un coude courbé par rapport à un angle aigu.
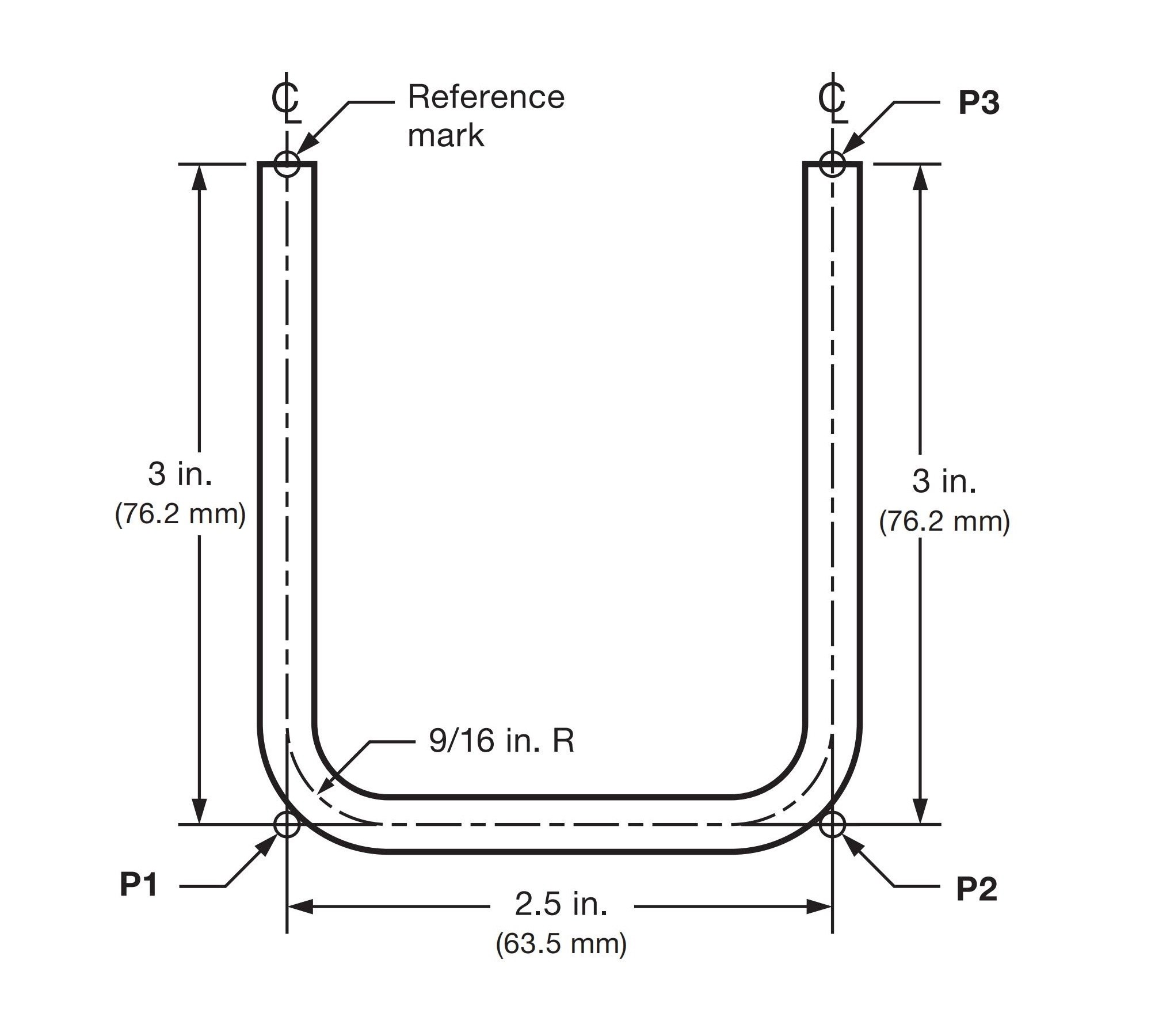
Règle: Pour chaque nouveau virage,
Nouvelle marque = Marque précédente + nouvelle longueur de jambe − gain du virage précédent
Exemple:
Taille du tube : 1/4 po, rayon de courbure : 9/16 po
Gain pour 90° = 5/16 po
Étape par étape :
P1 = 3 po
P2 = P1 + 2,5 po − 5/16 po = 5³⁄₁₆ po
P3 = P2 + 3 po − 5/16 po = 7¹³⁄₁₆ po
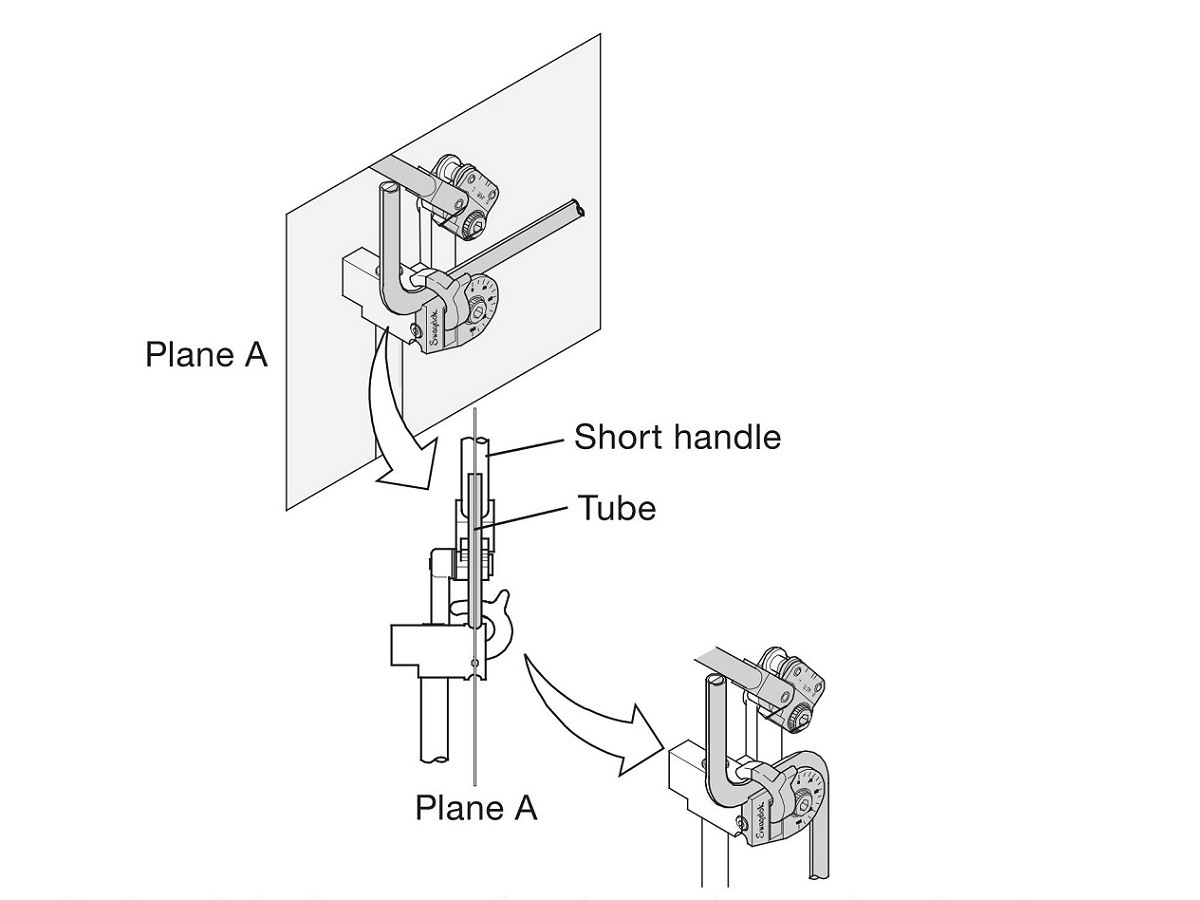
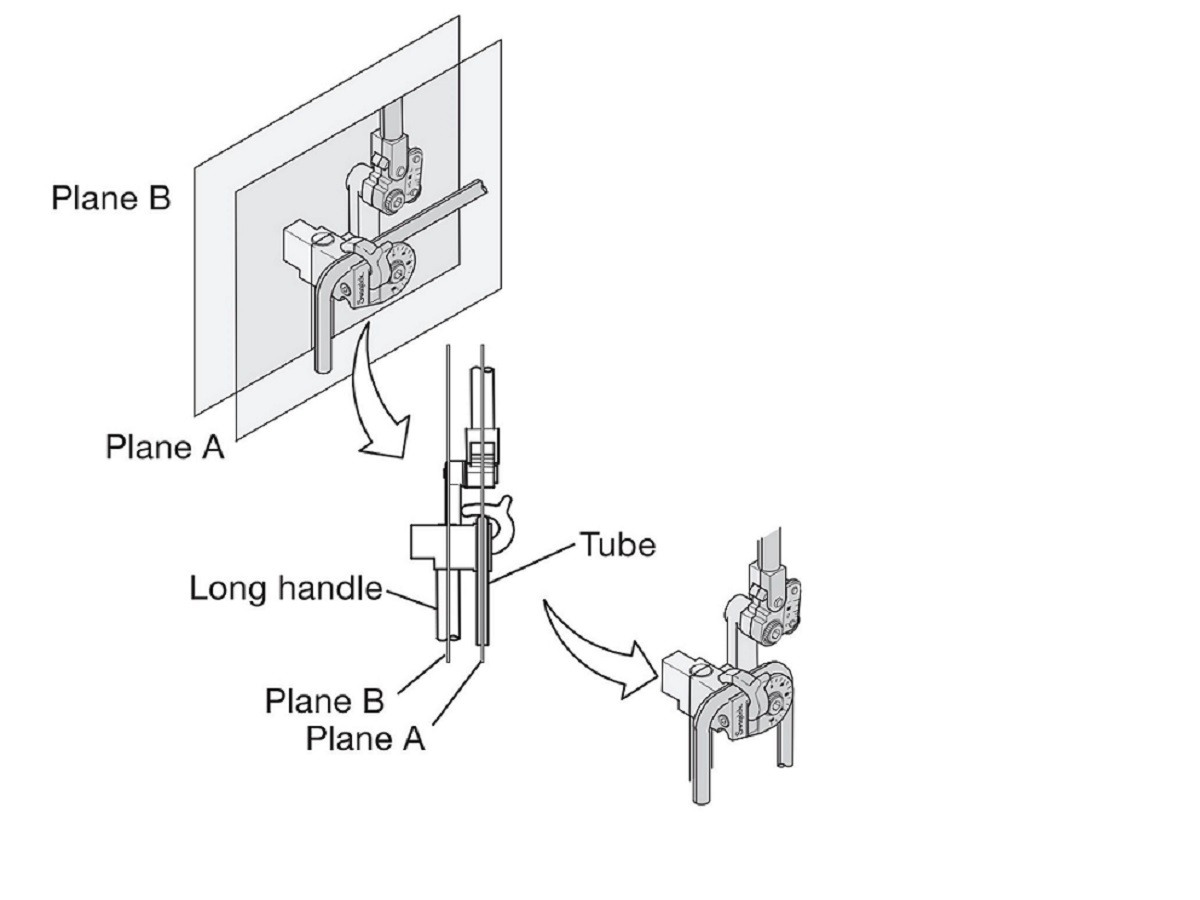
1.3Déterminer les changements de plan et de direction
Lorsque vous effectuez plusieurs coudes sur un seul morceau de tube, assurez-vous que chaque coude est effectué dans la bonne direction.
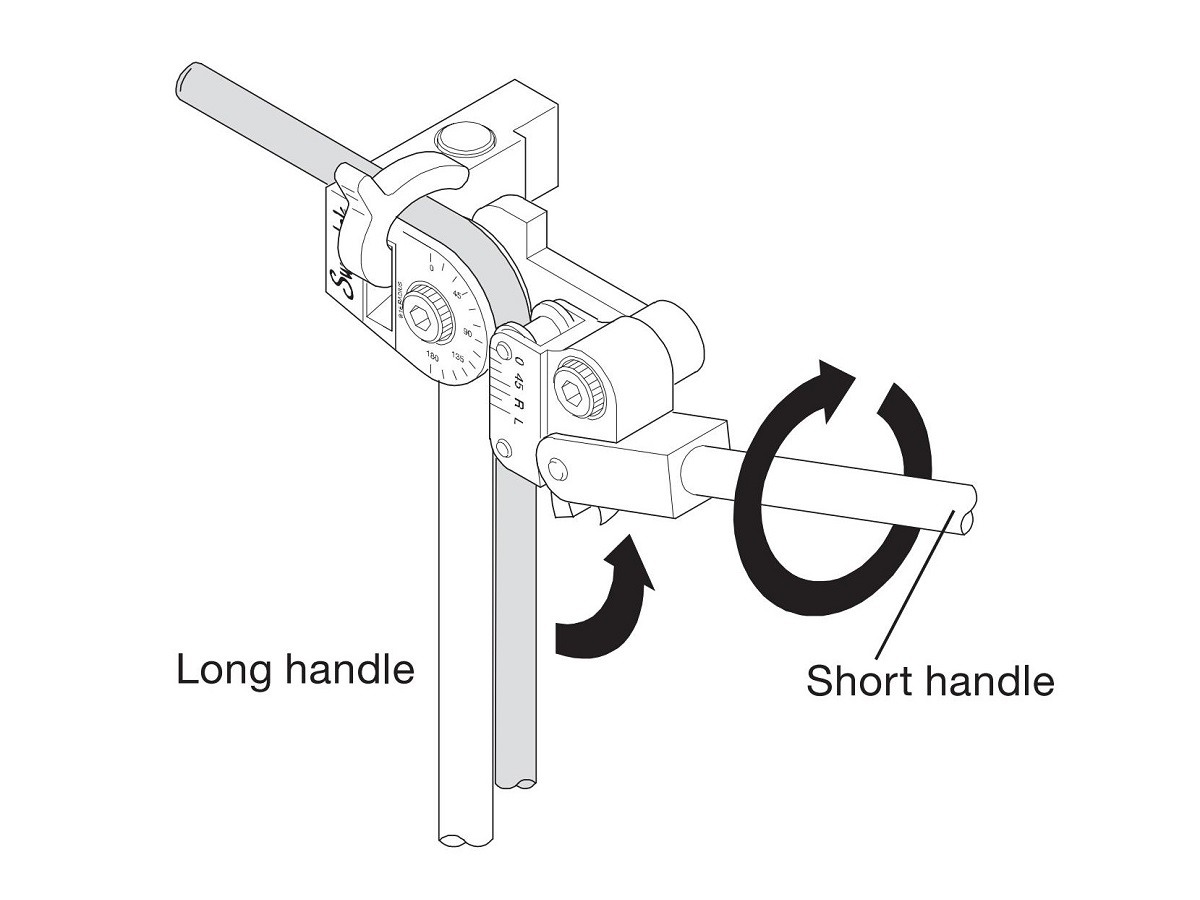
- Virages en sens inverse : Pour les coudes dans le sens inverse du coude précédent, alignez le tube avec la poignée courte surélevée (plan A).
- Courbes dans la même direction :Pour les coudes dans le même sens que le coude précédent, alignez le tube parallèlement au manche long (Plan B).
2.0Méthode de mesure-pliage
Scénario : effectuez un coude à 90° à 4 pouces du repère de référence, suivi d'un coude à 45° à 4 pouces d'intervalle.
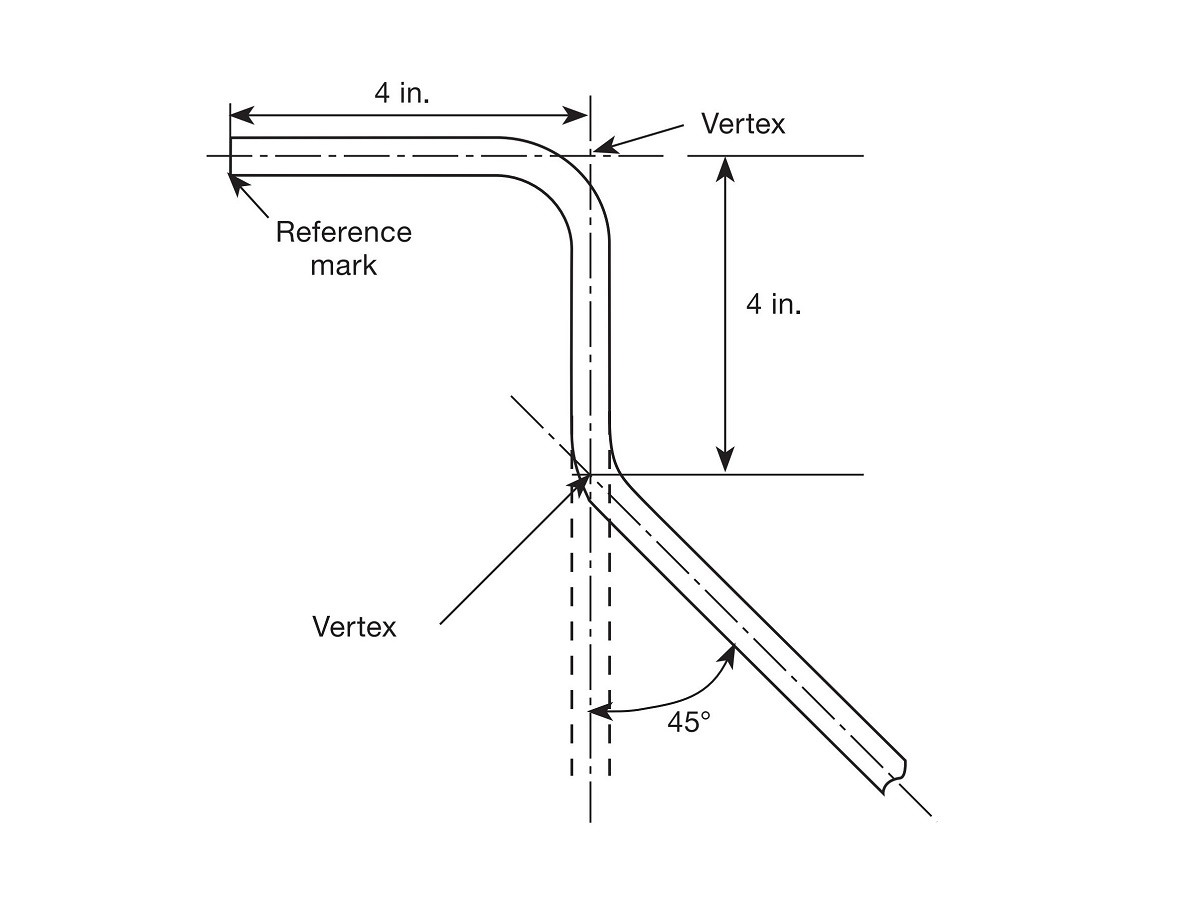
Mesures:
- Placer un repère à l'extrémité du tube.
- Mesurez 4 pouces à partir de la marque pour le coude à 90°.
- Pliez à 90° à l'aide de la cintreuse.
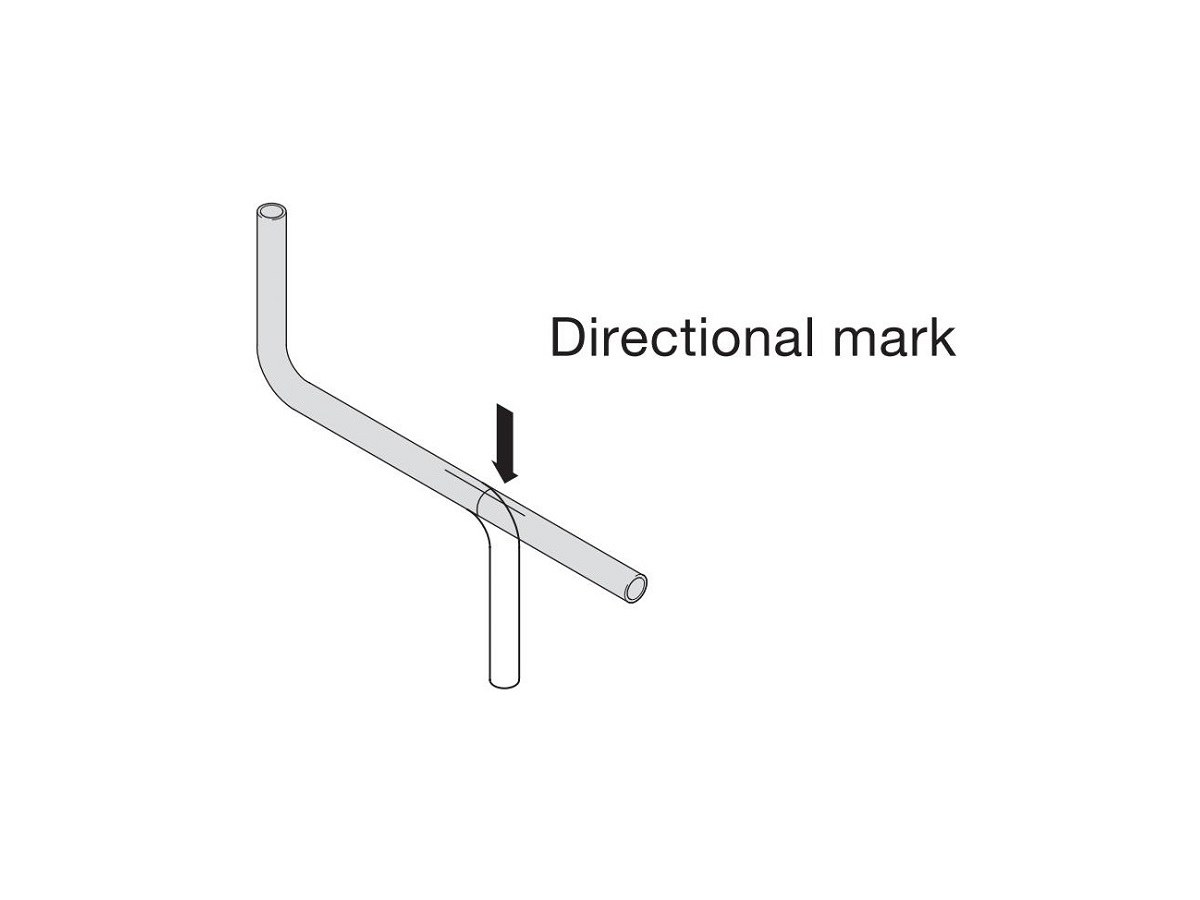
- Mesurez 4 pouces à partir du sommet du coude à 90° et marquez pour le coude à 45°.
- Ajoutez une marque directionnelle pour indiquer l’extérieur du coude à 45°.
- Pliez à 45°.
3.0Utilisation de la cintreuse et réalisation de coudes
3.1Pour les coudes ≤ 90°
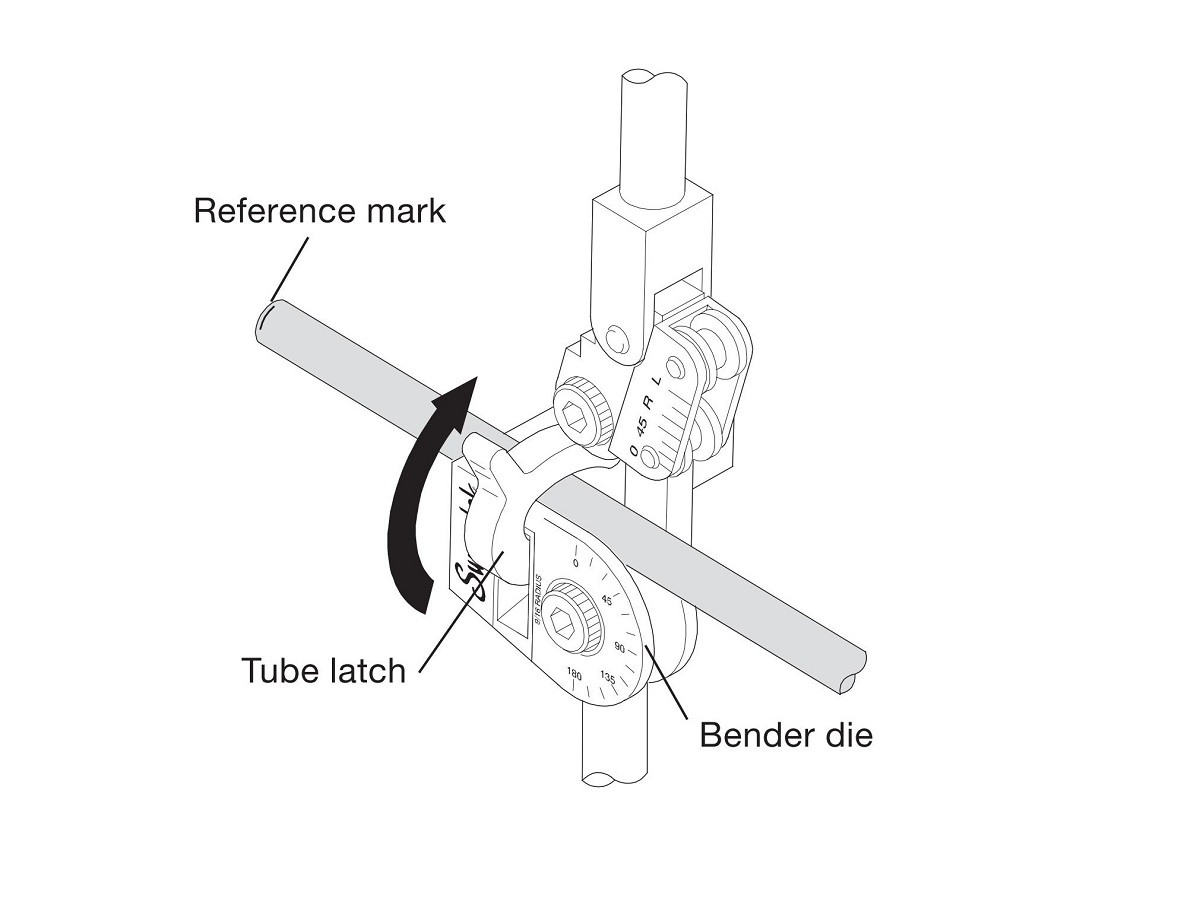
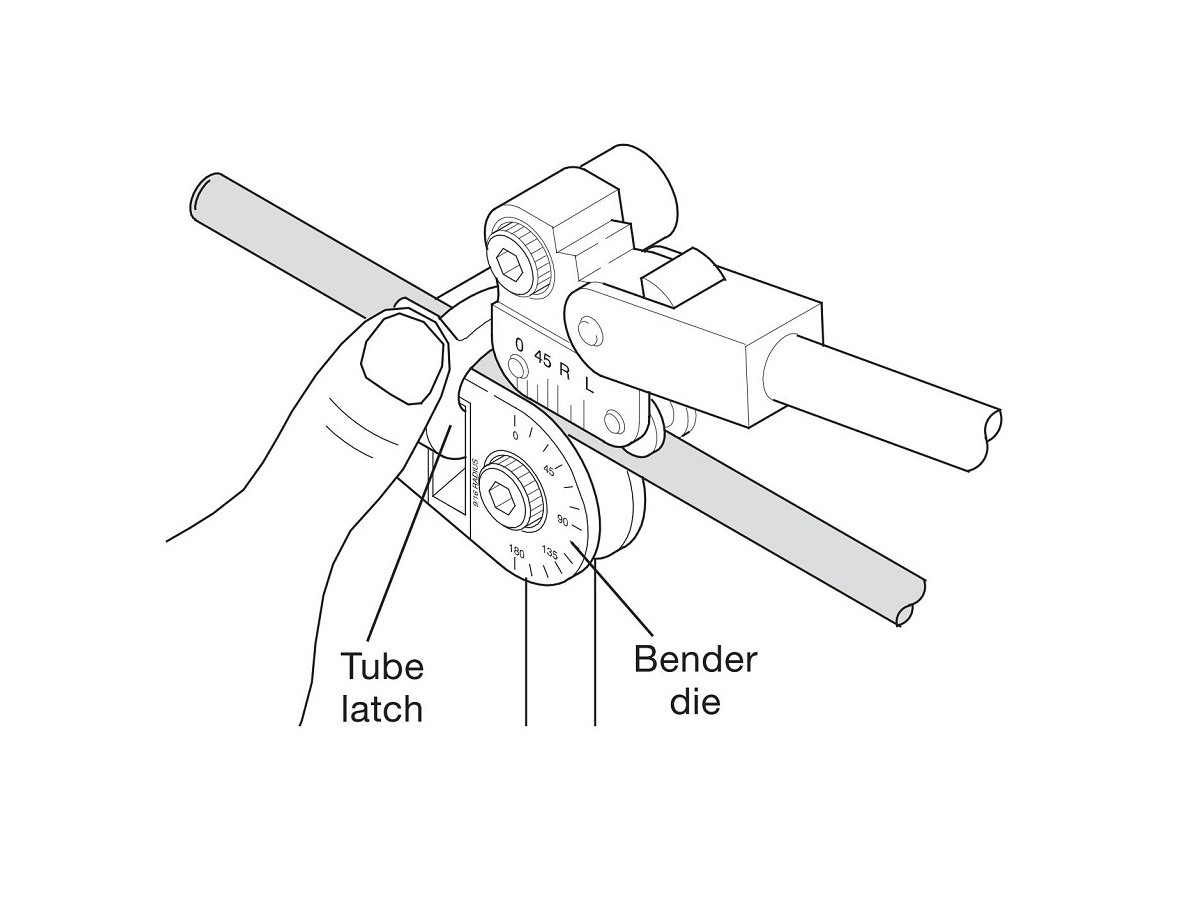
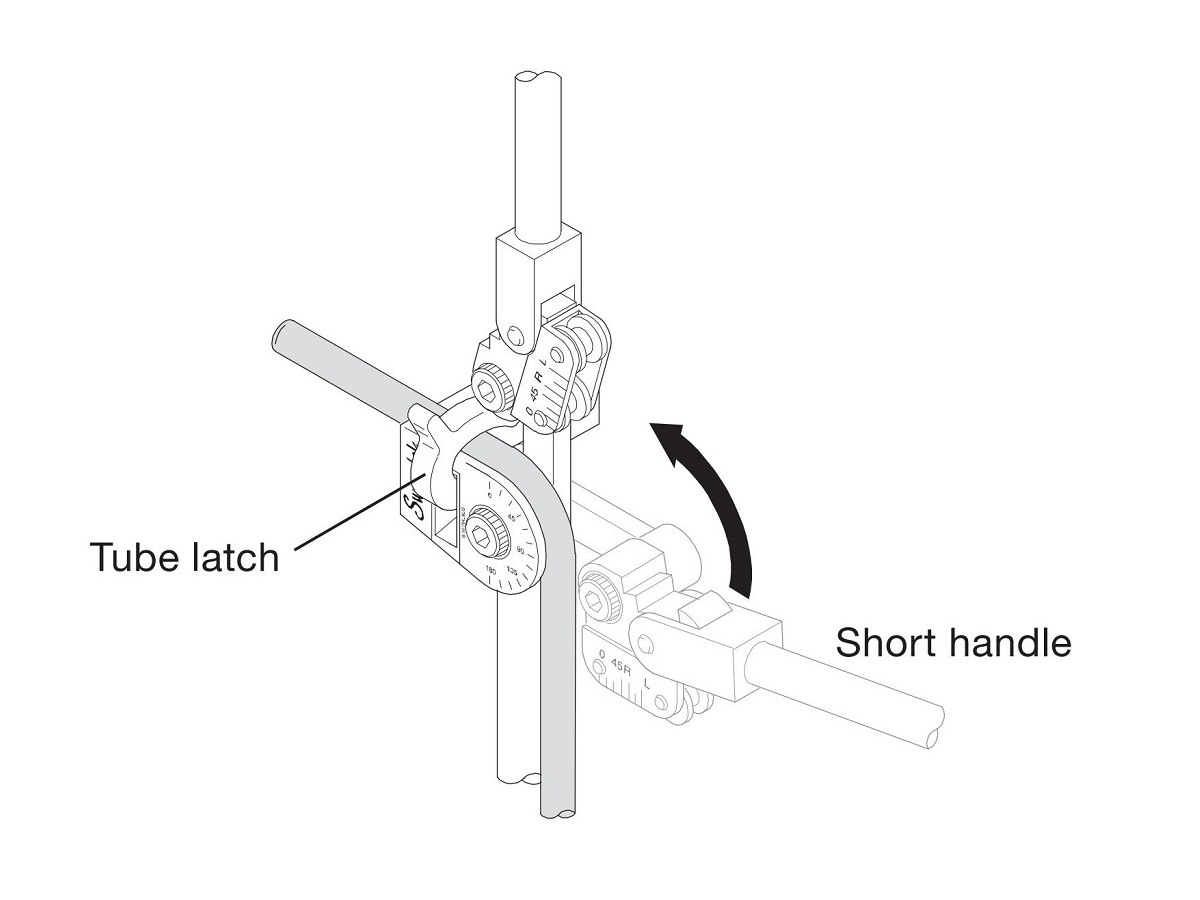
- Alignez le tube avec le repère de référence à gauche du loquet du tube.
- Fixez délicatement le tube avec le loquet.
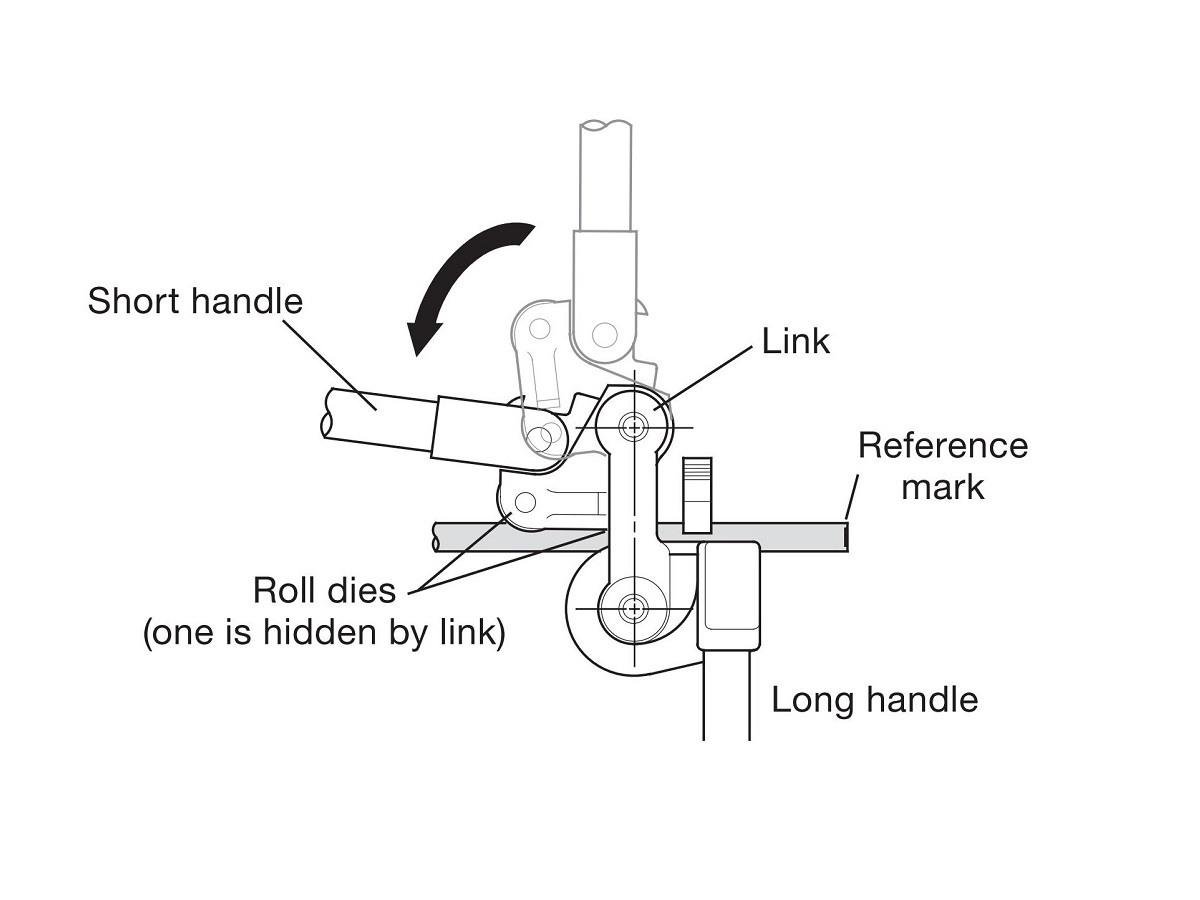
- Abaissez la poignée courte jusqu'à ce que le rouleau entre en contact avec le tube.
- Gardez le lien droit et parallèle au long manche.
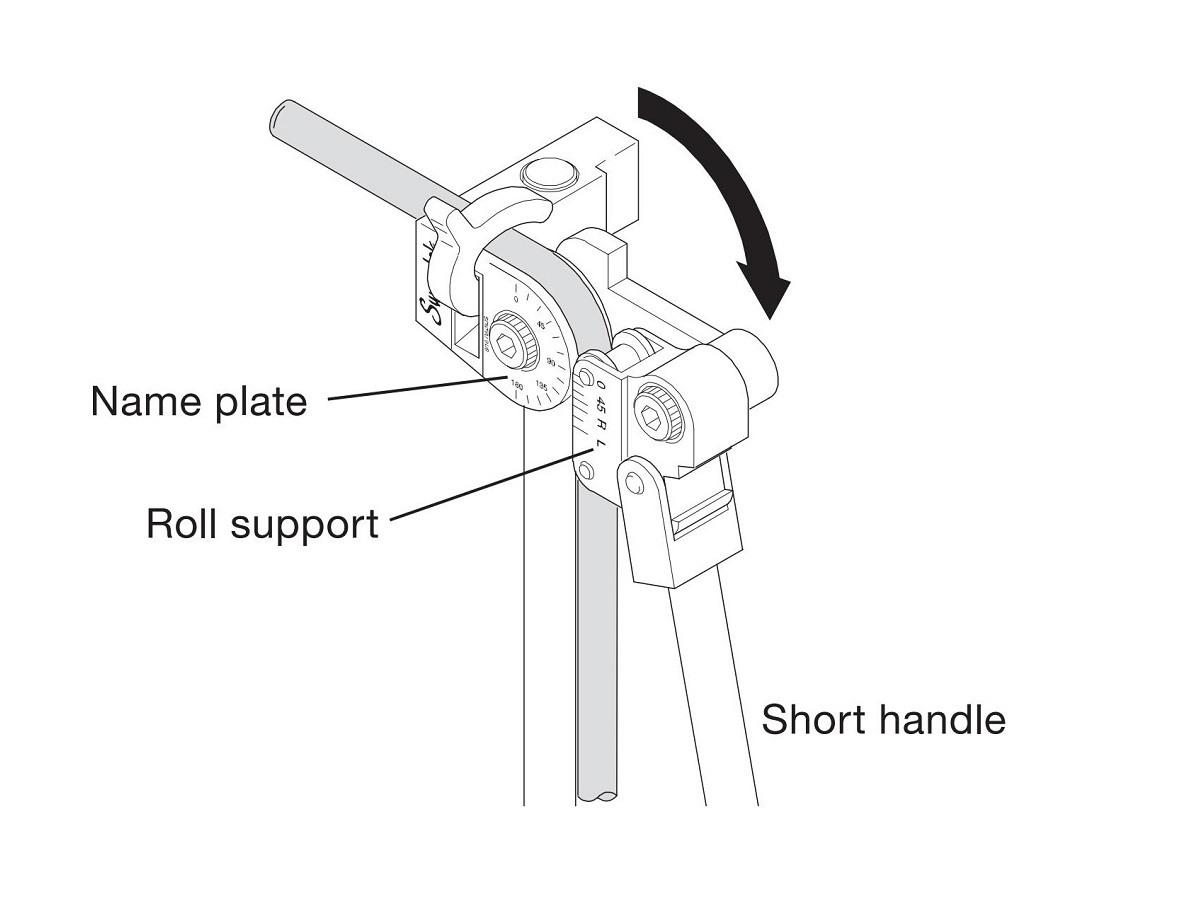
- Alignez le 0° sur le support de rouleau avec l'angle cible sur la plaque signalétique.
- Poussez la poignée courte vers le bas pour la plier.
- Relâchez et retirez le tube.
3.2Pour les coudes > 90°
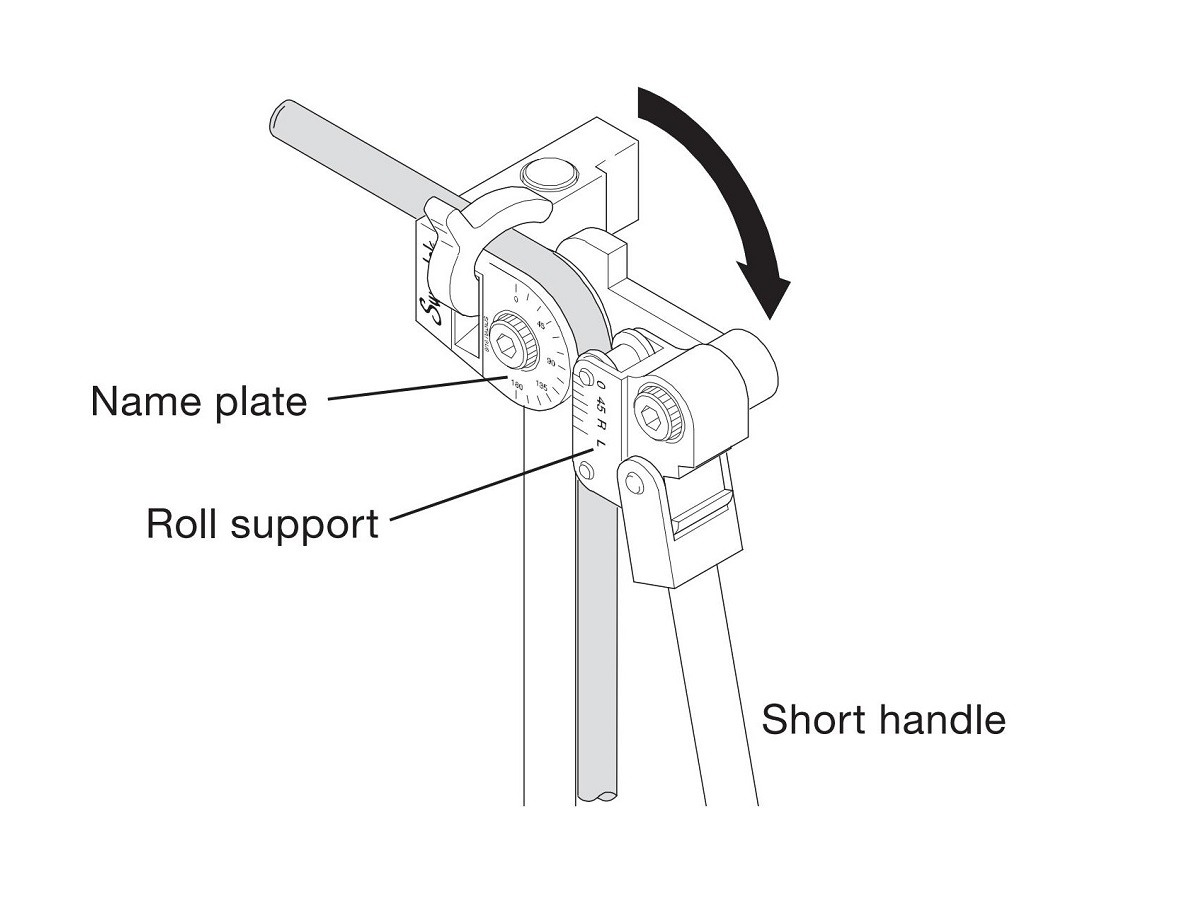
- Poussez la poignée courte à 90° : Poussez lentement la poignée courte vers le bas jusqu'à ce que le 0 sur le support du rouleau atteigne environ 90° sur la plaque signalétique.
- Desserrez la poignée courte : Desserrez la poignée courte de la chape jusqu'à ce qu'elle puisse pivoter librement sans déplacer le support du rouleau.
- Faites pivoter la poignée courte vers le haut : Soulevez la poignée courte jusqu'à ce qu'elle soit légèrement au-dessus de la perpendiculaire à la poignée longue.
- Resserrer la poignée courte : Resserrez à nouveau la poignée courte pour permettre un effet de levier continu à angle droit pour le reste du virage.
- Continuer le virage : Appuyez sur la poignée courte jusqu'à ce que le 0 sur le support du rouleau s'aligne avec le repère de degré souhaité sur la plaque signalétique.
- Réinitialiser la poignée courte : Faites pivoter la poignée courte jusqu'à ce que le 0 sur le support du rouleau revienne à environ 90°, puis desserrez-la, repositionnez-la parallèlement à la poignée longue et resserrez-la.
- Soulevez la poignée courte : Déplacez la poignée courte vers le haut et loin du tube.
- Retirer le tube : Retirez le loquet du tube et soulevez le tube hors de la rainure de la cintreuse.
3.3Courbes inversées
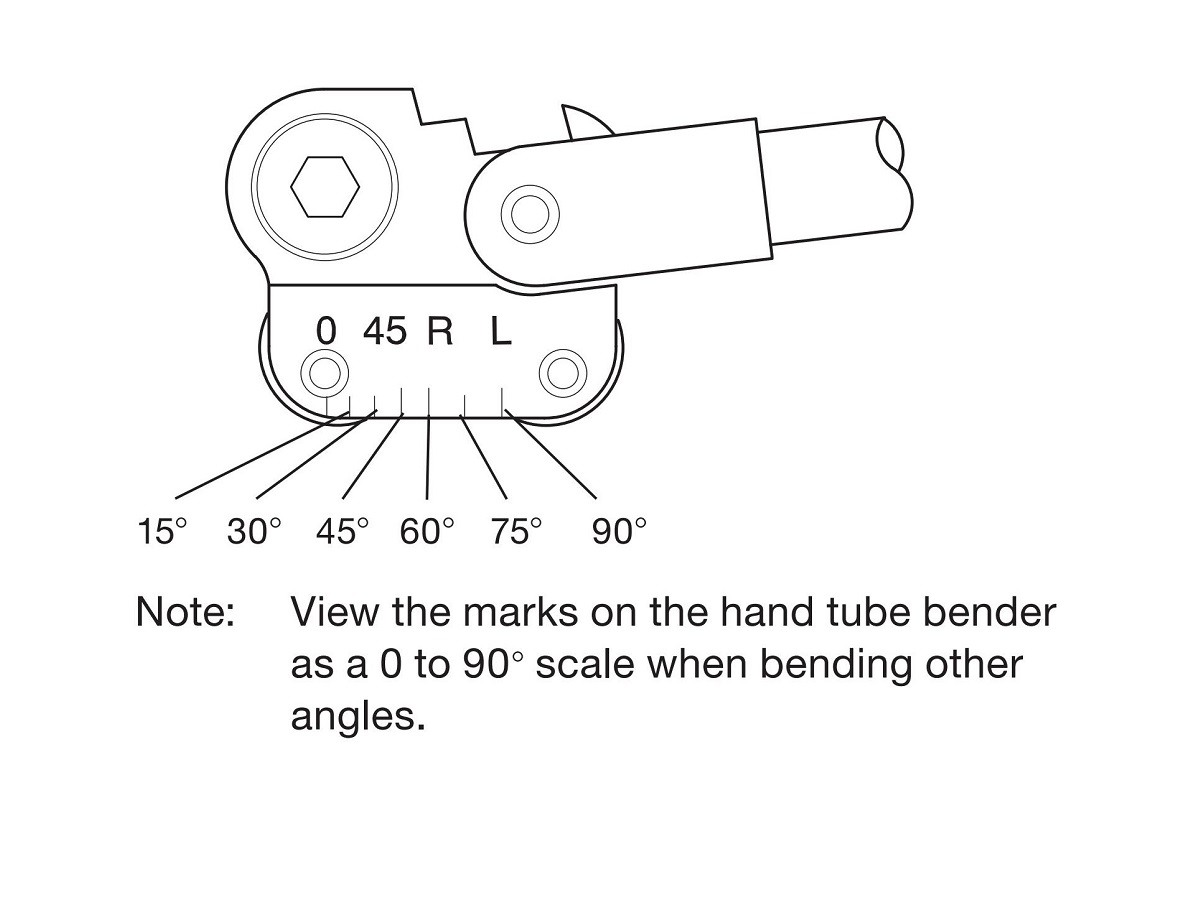
- Alignez les coudes à 90° avec le repère « R » sur le support du rouleau.
- Pour les autres angles, utilisez l’échelle entre 0 et R comme guide.
4.0Compensation du retour élastique
- Qu'est-ce que le retour élastique ?Les tubes ont tendance à se « déplier » légèrement une fois la force relâchée.
- Rémunération typique :Surpliage de 1 à 3°, selon le matériau et l'épaisseur de la paroi.
- Conseil:Utilisez un rapporteur ou un gabarit pour vérifier les angles finaux.
5.0Dépannage des problèmes courants
| Problème | Cause | Solution |
| Courbure ridée | Rayon de courbure trop petit | Utilisez un rayon plus grand ou un tube plus épais |
| Courbe aplatie | Mauvaise taille de cintreuse | Faites correspondre le diamètre extérieur du tube à la cintreuse appropriée |
| Courbure pliée | Pression de verrouillage excessive | Réduire la force sur les tubes plus souples |
| Notation ou marques | Pièces de cintreuse endommagées ou sales | Nettoyer ou remplacer les composants |
Références:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




