

- 1.0Choix de l'acier : propriétés et préparation
- 2.0Outils essentiels : équipement général et outils spécialisés
- 3.0Forger la forme : de l'ébauche à la lame
- 4.0Traitement thermique : contrôle de la dureté et de la ténacité
- 5.0Affûtage, manipulation et affûtage : du couteau vierge au couteau fini
- 5.1Meulage et façonnage
- 5.2Montage de la poignée : trois options pratiques
- 5.3Affûtage : méthode en trois étapes pour un tranchant de rasoir
- 5.4Résumé : Principes fondamentaux pour les forgerons débutants
- 5.5Vidéo – Comment forger un couteau étape par étape, avec un marteau et une enclume uniquement, sans outil électrique
Le forgeage manuel d'un couteau est un artisanat traditionnel qui allie maîtrise de la chaleur, façonnage du métal et traitement thermique. Que vous utilisiez de l'acier à ressort automobile recyclé (acier à haute teneur en carbone) ou de l'acier à outils O1 standard, le processus de fabrication se déroule en trois étapes clés : chauffage – mise en forme – durcissementEn comprenant ces étapes, vous pouvez transformer une ébauche d’acier brut en un couteau fonctionnel.
1.0Choix de l'acier : propriétés et préparation
Le choix de l'acier détermine à la fois le processus de travail et les performances finales du couteau. L'acier à haute teneur en carbone (comme l'acier à ressort automobile) et l'acier à outils O1 sont des options adaptées aux débutants, mais leurs propriétés et leurs étapes de préparation diffèrent :
| Type d'acier | Source / Caractéristiques | Notes de préparation | Meilleur cas d'utilisation |
| Acier à haute teneur en carbone (acier à ressort) | Récupéré à partir de ressorts hélicoïdaux ou de ressorts à lames de voiture ; teneur en carbone 0,61 TP3T–1,01 TP3T | Les ressorts hélicoïdaux nécessitent un recuit (chauffés au feu jusqu'à ce qu'ils soient rouges, puis refroidis à l'air). Les ressorts à lames peuvent être utilisés directement. | Économique ; idéal pour explorer la forge |
| Acier à outils O1 (trempé à l'huile) | Billettes disponibles dans le commerce ; teneur en carbone 0,91 TP3T–1,01 TP3T ; ténacité équilibrée | Prêt à forger, aucun recuit nécessaire | Résultats cohérents ; idéal pour la pratique |
Principes de préparation :
- L'acier à ressort est traité (trempé) en usine. Les ressorts hélicoïdaux doivent être recuits avant d'être coupés (à l'aide d'une meuleuse ou d'une scie à métaux après ramollissement). Les ressorts à lames sont plats et peuvent généralement être forgés sans recuit.
- L'acier O1 est relativement mou à l'état fourni et peut être directement chauffé et forgé.


2.0Outils essentiels : équipement général et outils spécialisés
Forger un couteau ne nécessite pas d'équipement complexe, mais disposer des bons outils garantit sécurité et efficacité. Les outils peuvent être classés par sécurité – chauffage – forgeage – transformation, avec quelques différences selon l'acier.
2.1Équipement de sécurité (obligatoire pour toutes les étapes) :
- Lunettes de sécurité résistantes aux chocs : Il faut couvrir entièrement les yeux pour bloquer les étincelles et les fragments métalliques (des lunettes ordinaires ne suffisent pas).
- Gants résistants à la chaleur : Gants en cuir recommandés ; ils équilibrent isolation et dextérité (ne jamais toucher l'acier chaud à mains nues).
- Boucliers thermiques ou couvertures anti-feu : Placer autour de la zone de forge pour éviter que des étincelles n'enflamment les matériaux à proximité.
2.2Outils de forgeage de base (général) :
- Source de chauffage : Une forge, un four artisanal ou un feu de charbon de bois (il faut utiliser un souffleur pour atteindre la température de forge).
- Enclume: N’importe quel bloc de fer plat ; une petite enclume (10 à 20 kg) convient bien pour un usage domestique.
- Marteau: Un marteau à arrondir de 1 à 2 lb pour le façonnage; un marteau à panne croisée pour des ajustements plus fins (pointe de lame, biseaux).
- Pinces: Pinces de forgeage spécialement conçues pour saisir votre stock en toute sécurité (réduit les risques de glissement et de brûlure).
2.3Outils de traitement (spécifiques à l'acier) :
| Étape | Acier à haute teneur en carbone (acier à ressort) | Acier à outils O1 |
| Coupe | Meuleuse d'angle (disque grossier) ou scie à métaux | Identique à l'acier à ressort (O1 est plus doux, plus facile à couper) |
| Trempe | Trempe : Huile (recommandée pour l'acier à ressort pour éviter les fissures) | Huile (refroidissement plus lent, évite les fissures) |
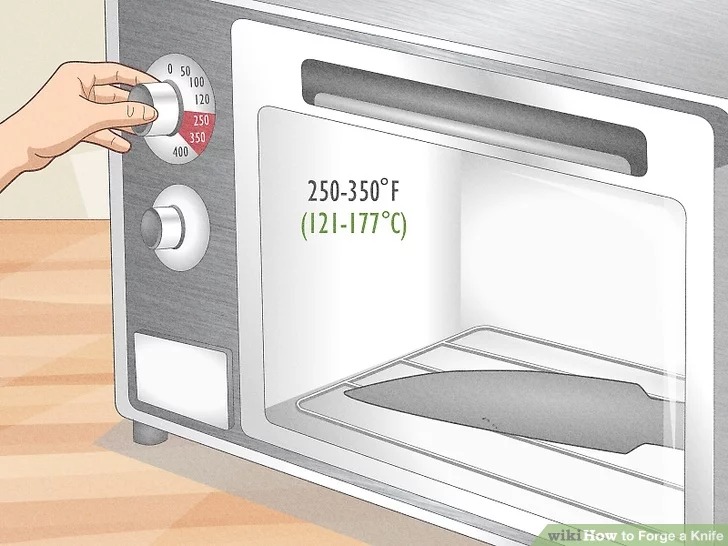
| Trempe | Four (400–500 °F / 204–260 °C) ou chaleur constante au charbon de bois | Même méthode ; le contrôle de la température est plus critique (250–350 °F / 120–175 °C) |
3.0Forger la forme : de l'ébauche à la lame
Le cœur du forgeage est guider le flux de métal chaudQuel que soit le type d'acier, suivez toujours les principes de travailler progressivement et façonner symétriquementCela évite les contraintes localisées ou le surmenage qui peuvent affaiblir la lame.
3.1Contrôle de la chaleur : évaluer la température par la couleur
| Couleur | Plage de température (°C) | Signification en cours |
| Rouge foncé | 650–730 °C | Point critique proche ; utilisé pour la normalisation et le soulagement du stress |
| Rouge cerise | 760–850 °C | Chaleur de trempe typique pour l'acier à haute teneur en carbone |
| Orange-Rouge | 850–950 °C | Gamme de forgeage standard |
| Jaune vif | 1000–1100°C | Forte chaleur de forgeage ; risque de brûlure en cas de surchauffe |
| Jaune paille | 150–230 °C | Couleur de trempe (plage de trempe basse) |
3.2Types d'acier et paramètres de traitement thermique
| Type d'acier | Température de forgeage (couleur) | Température minimale de forgeage | Température de recuit (méthode) | Chaleur de trempe (couleur) | Milieu de trempe recommandé |
| Acier à haute teneur en carbone (par exemple, acier à ressort 5160) | 900–1050 °C (orange à orange vif) | ≥800°C | 800–820°C, maintenir puis refroidir lentement en dessous de 650°C | 820–840 °C (cerise à rouge orangé) | Trempe à l'huile (l'eau peut provoquer des fissures) |
| Acier à outils O1 | Température de chauffage : Rouge cerise (790–820 °C) | ≥815°C | 800–850 °C, maintenir puis refroidir au four en dessous de 650 °C | 790–820 °C (rouge cerise) | Trempe à l'huile |
Pratiques clés :
- Chauffer l'acier uniformément partout—éviter les points chauds qui provoquent l’oxydation et la brûlure.
- Utilisez des pinces pour bien saisir l'acier à son point d'équilibre lors du retrait de la forge. Cela évite les accidents et assure un meilleur contrôle du marteau.


3.3Forger la pointe et le corps de la lame : étape par étape
(1) Forger la pointe
Placez une extrémité de la pièce brute chauffée sur l'enclume. À l'aide d'un marteau à arrondir, effilez progressivement la pointe :
- Acier à haute teneur en carbone : Travailler avec frappes plus légères et plus rapides pour éviter les fissures sous sa dureté plus élevée.
- Acier O1 : Plus facile à façonner ; des coups légèrement plus forts sont possibles, mais retournez l'acier tous les 3 à 4 coups pour conserver la symétrie.
- Marquage: Avant de façonner, désignez un côté pour le bord et l'autre pour le dos. Cela minimise les corrections ultérieures.
(2) Quitter le Tang
La soie est la partie de la lame qui maintient le manche. Définissez-la dès le début du processus :
- Longueur: Laissez au moins 5 cm (2 po). Pour les manches plus longs, une largeur de 7,6 à 10 cm est recommandée.
- Marquage: Utilisez des coups de marteau pour entailler le début de la soie, évitant ainsi tout amincissement accidentel. Une soie fragile compromet la résistance du manche.
(3) Aplatissement et forgeage des biseaux
La lame doit progressivement se rétrécir de la soie à la pointe, tout en formant les biseaux (le premier tranchant) :
- Éclaircissage général : Réchauffez, puis martelez légèrement les deux côtés de la lame, en alternant uniformément de la soie à la pointe. Maintenez un écart inférieur à 1 mm. Si disponible, Marteau-pilon pneumatique pour forge peut être utilisé pour effectuer ces frappes plus rapidement et plus uniformément, réduisant ainsi la fatigue et aidant à maintenir la symétrie.
- Forgeage en biseau : Frappez principalement le long du bord prévu pour former un angle incliné (environ 20 à 25°). Retournez et répétez immédiatement l'opération sur le côté opposé pour éviter toute déformation.
- Problèmes courants :
- Renflements ou plis : Réchauffez et tapotez à plat avec le côté marteau ; les plis importants peuvent devoir être coupés.
- Colonne vertébrale courbée : Une légère courbure est normale. Corrigez-la ultérieurement en ajustant la température à basse température (rouge foncé) et en martelant doucement.



4.0Traitement thermique : contrôle de la dureté et de la ténacité
Le traitement thermique est l'étape clé qui transforme la lame en doux à dur. Il se compose de trois étapes distinctes : recuit, trempe et revenu. Chaque type d'acier requiert des paramètres spécifiques, et leur adéquation détermine directement les performances finales du couteau.
4.1Recuit : soulagement des contraintes et adoucissement
But:
Pour adoucir l'acier, libérer les contraintes internes dues au forgeage et rendre la lame plus facile à meuler et à façonner.
Processus:
- Chauffez la lame jusqu'à obtenir une teinte rouge terne (800–820 °C pour l'acier à haute teneur en carbone ; 870–980 °C pour l'acier O1). Retirez-la et laissez-la refroidir à l'air libre jusqu'à ce que la couleur rouge disparaisse.
- Répétez ce cycle trois fois.
- Lors de la troisième chauffe, placez l'acier dans un environnement isolé (par exemple, enfoui dans du charbon ou des cendres) et laissez-le refroidir toute la nuit. Ce refroidissement lent assure un ramollissement maximal.
4.2Trempe : durcissement de l'acier
La trempe modifie la structure cristalline de l’acier, créant une dureté élevée, la propriété déterminante d’une lame fonctionnelle.
| Étape | Acier à haute teneur en carbone (acier à ressort) | Acier à outils O1 |
| Température de chauffage | Rouge orangé (850–950 °C) | Jaune pâle à paille (1150–1200°C) |
| Quench Medium | Eau (immersion verticale, 30 à 60 secondes) | Huile (immerger verticalement, 30 à 60 secondes, éviter les bulles) |
| Notes clés | Tout acier trempé doit être revenu immédiatement.
(La trempe à l'eau est risquée pour les aciers à ressort et n'est pas recommandée aux débutants.) |
La trempe à l'huile produit une dureté plus uniforme : un revenu précis est essentiel |
Conseils essentiels :
- Toujours éteindre la lame verticalementL'inclinaison provoque un refroidissement irrégulier, ce qui peut déformer la lame. La correction nécessite un reforgeage et une perte de temps.
- Après la trempe, testez la dureté avec une lime. Si la lime glisse sans couper, la dureté est suffisante. Si elle mord dans l'acier, réchauffez et trempez à nouveau.
4.3Trempe : équilibre entre dureté et ténacité
Après trempe, l'acier est dur mais cassant. Le revenu applique une chaleur douce et contrôlée pour réduire les contraintes, améliorant ainsi la ténacité tout en préservant la résistance des arêtes.
| Type d'acier | Température de revenu (°C) | Température de revenu (°F) | Référence de couleur | Temps | Remarques |
| Acier à haute teneur en carbone (acier à ressort) | 180–230 °C | 175–235 °C | Jaune paille à bleu foncé | 2 heures (répétable) | Améliore la ténacité ; idéal pour les couteaux d'extérieur |
| Acier à outils O1 | 150–230 °C | 300–445°F | Jaune pâle à paille | 1 à 2 heures (2 cycles recommandés) | Permet un contrôle précis de l'équilibre dureté/ténacité |
Alternative simple :
Si vous n'avez pas de four, construisez une petite pièce fermée en briques. Placez quelques braises à l'intérieur pour maintenir une chaleur constante. Utilisez toujours un thermomètre pour surveiller la température et éviter toute surchauffe.



5.0Affûtage, manipulation et affûtage : du couteau vierge au couteau fini
Après traitement thermique, la lame atteint la dureté requise, mais nécessite encore un raffinement. L'affûtage affine la forme, l'insertion d'un manche améliore la prise en main et l'affûtage crée le tranchant.
5.1Meulage et façonnage
Utilisez du papier de verre par étapes, du plus grossier au plus fin (grain 80 → grain 120 → grain 240 → grain 400) :
- Domaines d'intervention : Éliminez les marques de forge, les écailles et les asymétries. Assurez-vous que la lame est plane et que les angles de biseau sont constants.
- Utilisation d'une ponceuse à bande : Si disponible, un ponceuse à bande peut accélérer la mise en forme et aider à maintenir des biseaux uniformes, en particulier sur les zones plus grandes de la lame.
- Conseil de refroidissement : Lorsque vous utilisez un moulin, plongez la lame dans l’eau toutes les 1 à 2 secondes pour éviter une surchauffe qui pourrait ruiner la trempe.
5.2Montage de la poignée : trois options pratiques
Choisissez en fonction des matériaux disponibles, pas besoin d’outils spécialisés :
- Manche en bois écailles : Percez des trous dans la soie, fixez les plaquettes en bois dur (comme le noyer ou l'érable) avec des goupilles en laiton. Protégez le bois avec de l'huile de cire.
- Poignée enrouleur de cordon : Enroulez fermement la cordelette en paracorde ou en coton autour de la soie, en nouant les deux extrémités. Offre une bonne adhérence et une bonne résistance au glissement, idéale pour une utilisation en extérieur.
- Manche en bois massif : Effilez la soie et insérez-la dans un bloc de bois. Façonnez le bloc avec une lime jusqu'à ce qu'il tienne confortablement dans la main.


5.3Affûtage : méthode en trois étapes pour un tranchant de rasoir
Passez progressivement du grossier au fin jusqu'à ce que le bord soit suffisamment tranchant pour raser les poils :
- Mise en forme fine des limes : Utilisez une lime (grain 400 ou plus) le long des biseaux pour affiner le profil du bord. Évitez de limer trop fort, car cela pourrait provoquer des éclats.
- Pierre à aiguiser :
- Côté grossier : Maintenez la lame à un angle de 22° et poussez sur la pierre 10 fois de chaque côté. Maintenez l'angle constant.
- Côté fin : Même angle, 15 passes par côté. Cela élimine les grosses marques et lisse le bord.
- Cuir à l'affûtage : Passez le bord sur une bande de cuir enduite de pâte à polir. Cela permet d'éliminer les bavures et de polir le bord.
- Test final : La lame doit facilement couper le papier ou raser les cheveux.
5.4Résumé : Principes fondamentaux pour les forgerons débutants
La beauté du forgeage réside dans assister à la transformation de l'acier brut de vos propres mainsQuel que soit le choix de l'acier, n'oubliez pas trois principes fondamentaux :
- La température est l'âme : Apprenez à juger la chaleur par la couleur (par exemple, jaune paille pour l'acier O1) plutôt que de vous fier à des conjectures.
- La sécurité avant tout : Portez toujours des lunettes et des gants de sécurité. Utilisez des pinces pour l'acier chaud ; ne prenez jamais de risques.
- La patience plutôt que la force : Le forgeage, le meulage et l'affûtage doivent être effectués petits pas répétésLa symétrie et la précision déterminent la qualité finale.
Du billet brut au couteau utilisable, chaque ajustement enrichit l'expérience. Même si votre première tentative comporte des défauts, le sentiment de créer de ses propres mains est la véritable récompense du forgeron.
5.5Vidéo – Comment forger un couteau étape par étape, avec un marteau et une enclume uniquement, sans outil électrique
Références
https://www.wikihow.com/Forge-a-Knife


