
- 1.0Précautions de sécurité
- 2.0Sélection et applications des forets
- 3.0Préparation avant le perçage
- 4.0Étapes du carottage
- 5.0Scénarios de forage spéciaux
- 6.0Recommandation de mise à niveau de l'équipement (perceuse à colonne)
- 7.0Vidéo : Comment percer le métal
- 8.0Foire aux questions (FAQ)
- 8.1Quel est le meilleur foret pour le métal ?
- 8.2Ai-je toujours besoin d’huile de coupe lors du perçage ?
- 8.3Comment puis-je éviter que les forets ne surchauffent ?
- 8.4Les forets HSS standard peuvent-ils couper l'acier inoxydable ?
- 8.5Comment choisir le bon foret ?
- 8.6Comment régler la vitesse de perçage ?
- 8.7Que dois-je garder à l’esprit lorsque je perce de grands trous ou des plaques d’acier épaisses ?
Percer le métal ne requiert pas seulement des outils adaptés : il exige également une technique et une préparation adéquates. Sans le foret, le réglage de la vitesse et les mesures de sécurité appropriés, même un simple trou peut endommager l'équipement, réduire la durée de vie de l'outil ou provoquer des blessures.
Ce guide explique les étapes essentielles, du choix du foret et de la préparation de votre pièce à la gestion des situations de perçage spécifiques. Que vous travailliez avec des tôles fines, des plaques d'acier épaisses ou des trous de grand diamètre, les instructions suivantes vous aideront à obtenir des résultats nets et précis, en toute sécurité et efficacité.
1.0Précautions de sécurité
1.1Équipement de protection individuelle
- Portez toujours des lunettes de sécurité enveloppantes pour éviter les blessures aux yeux causées par les éclats de métal projetés.
- Utilisez des gants de travail durables et antidérapants pour protéger vos mains des bords tranchants ou des surfaces chaudes.
- Évitez les vêtements amples, les bijoux pendants et gardez les cheveux longs attachés en arrière pour éviter qu'ils ne s'emmêlent dans les pièces en rotation.
- Si l’environnement de travail est bruyant, portez une protection auditive telle que des cache-oreilles.
1.2Exigences de fixation des pièces
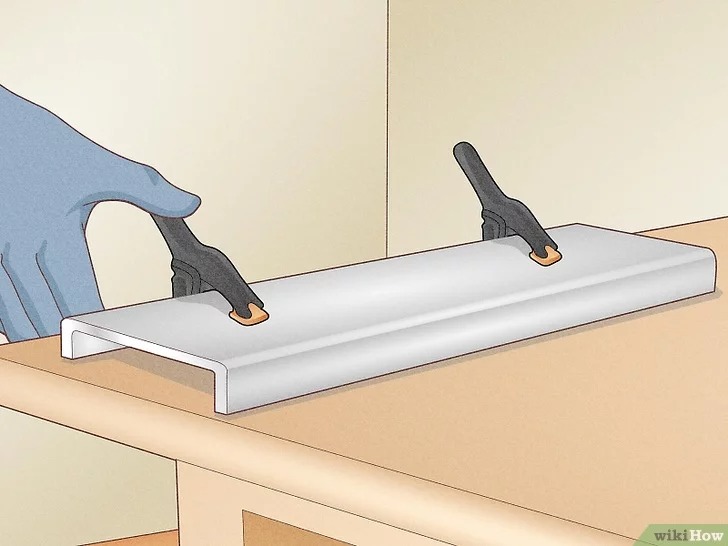
- Ne tenez jamais une pièce métallique d’une seule main et n’utilisez pas la perceuse d’une seule main.
- Fixez toujours la pièce à un établi ou à une base stable à l'aide d'au moins deux serre-joints appropriés. Cela empêche le foret de se bloquer et la pièce de tourner, ce qui pourrait provoquer des coupures ou des blessures.
1.3Gestion des puces et de la chaleur
- Utilisez une brosse d'atelier pour enlever les copeaux métalliques. N'enlevez pas les débris avec les mains.
- Le métal chauffe après le perçage en raison du frottement. Laissez-le refroidir naturellement ou manipulez-le avec des pinces ou des gants pour éviter les brûlures.
2.0Sélection et applications des forets
Différents métaux et besoins de perçage nécessitent un type de foret adapté. Le tableau suivant présente les options appropriées :
| Type de foret | Fonctionnalités principales | Idéal pour les applications |
| Acier rapide (HSS) | Faible coût, usage général | Métaux plus tendres comme l'aluminium, le laiton, la fonte ; perçage unique ou occasionnel |
| Forets au cobalt | Dureté élevée, résistance à la chaleur, longue durée de vie | Métaux durs comme l'acier inoxydable, l'acier trempé ; tâches de perçage fréquentes |
| Revêtement en nitrure de titane (TiN) | Résistant au frottement et à la chaleur, dure jusqu'à 6 fois plus longtemps que le HSS | Divers métaux, idéaux lorsque la durée de vie de l'outil est une priorité |
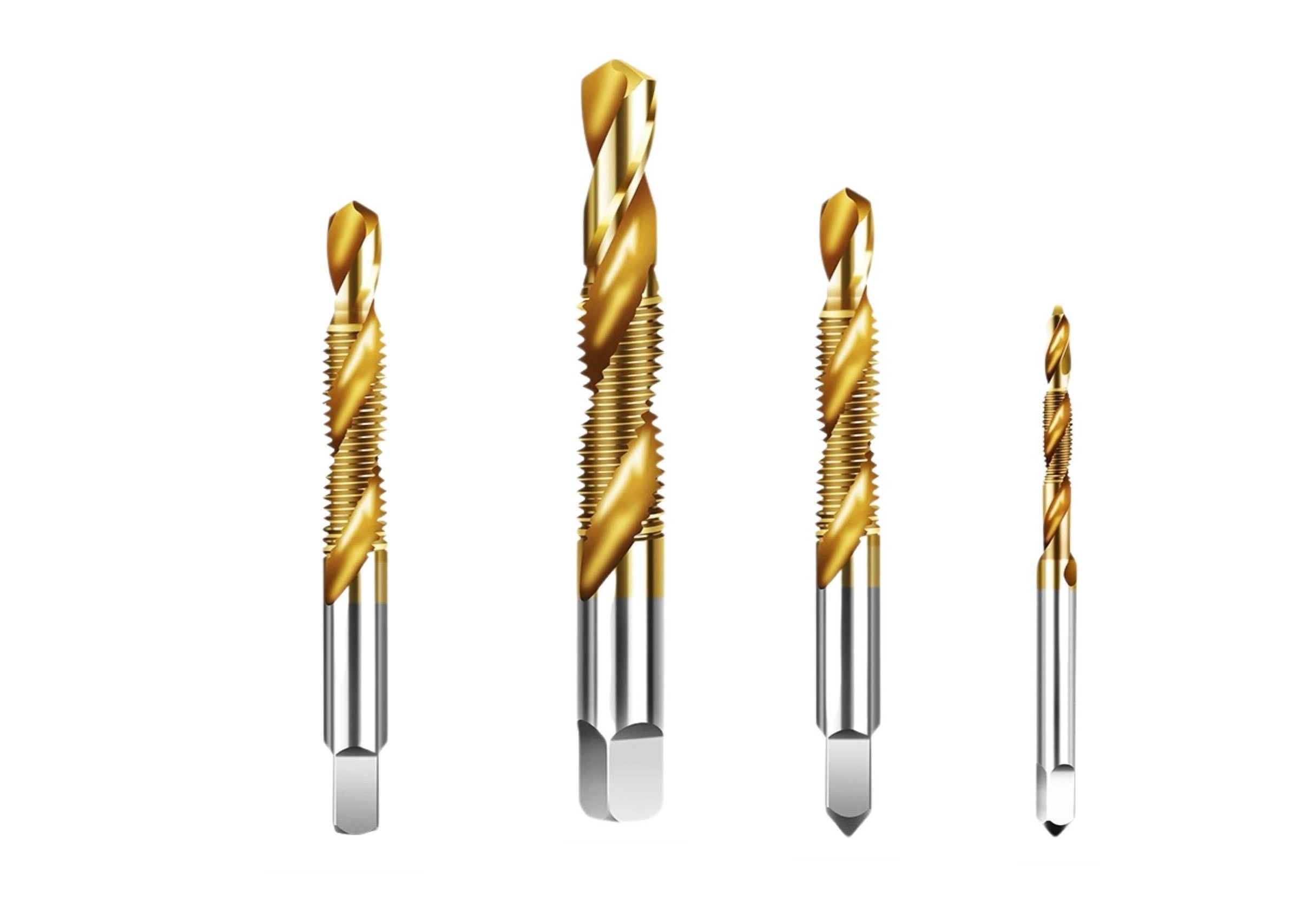
| Forets étagés | Conception conique, permet de percer plusieurs tailles de trous | Feuilles métalliques minces (par exemple, boîtes en acier, éviers en acier inoxydable) nécessitant des trous de différents diamètres |
| Scies cloches pour métal | Coupe en forme d'anneau, bords lisses | Grands trous de plus de 12,7 mm (0,5 po) dans une tôle mince |
Remarque : Privilégiez les forets à pointe fendue à 135°. Cela réduit les écarts et la pression d'avance, ce qui les rend particulièrement efficaces pour les métaux trempés.
3.0Préparation avant le perçage
3.1Marquage et positionnement
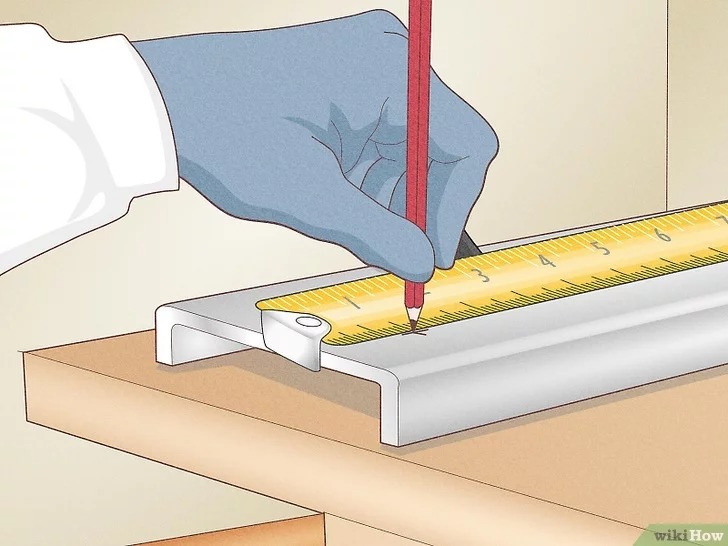
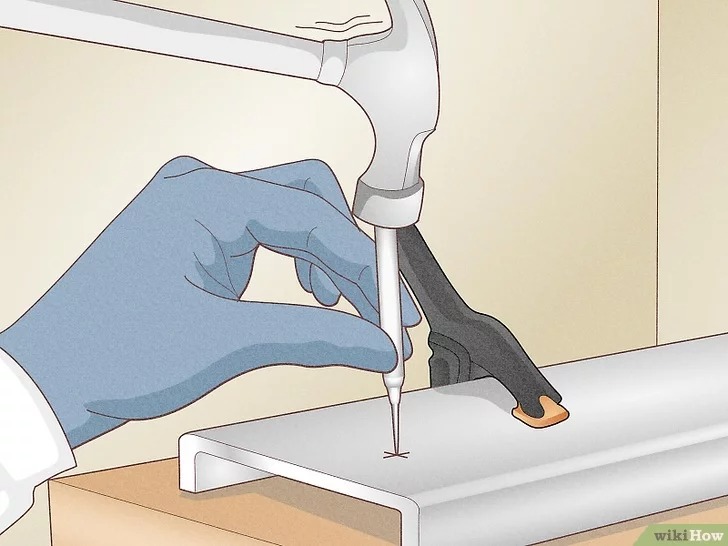
- Mesurez et marquez le centre du trou selon les exigences.
- À l'aide d'un pointeau et d'un marteau, créez une empreinte de 1 à 2 mm (0,04 à 0,08 po). Cela garantit que la pointe du foret est bien en place et ne bouge pas.
- En cas d'urgence, un clou peut être utilisé à la place du poinçon, mais la précision doit être vérifiée à nouveau.
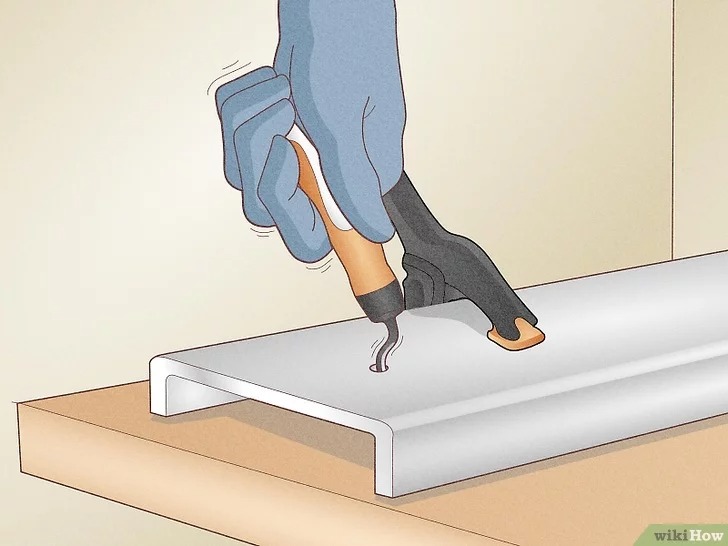
3.2Lubrification et refroidissement
- Lors du perçage d'acier d'une épaisseur ≥ 3,175 mm (1/8 po), appliquez toujours du liquide de coupe ou de l'huile multi-usages sur la zone de perçage. Cela réduit la chaleur due au frottement et prolonge la durée de vie du foret.
- Pour les métaux plus tendres comme l'aluminium, le laiton ou la fonte, la lubrification peut être omise. Cependant, si le diamètre du trou dépasse 12,7 mm (0,5 po), il est toujours recommandé d'appliquer une petite quantité de lubrifiant.
3.3Vérification de l'équipement
- Utilisez une perceuse à vitesse variable et vérifiez que le réglage de la vitesse fonctionne correctement.
- Si vous utilisez une nouvelle perceuse, préréglez la vitesse en fonction de la taille du foret et de la dureté du métal (reportez-vous à la section suivante « Étapes de carottage »).
4.0Étapes du carottage
4.1Paramètres de vitesse
- Petits forets hélicoïdaux (1,588–4,763 mm / 1/16–3/16 po) : 2 800–3 200 tr/min.
- Gros forets hélicoïdaux (17,463–25,4 mm / 11/16–1 po) : 350–1 000 tr/min.
- Pour les métaux durs tels que l’acier inoxydable, réduisez la vitesse de 10 à 15% pour éviter la surchauffe et l’émoussement du foret.
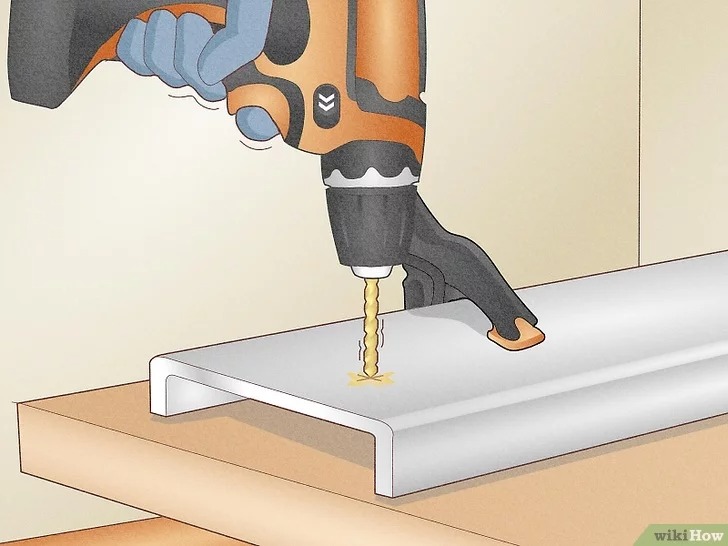
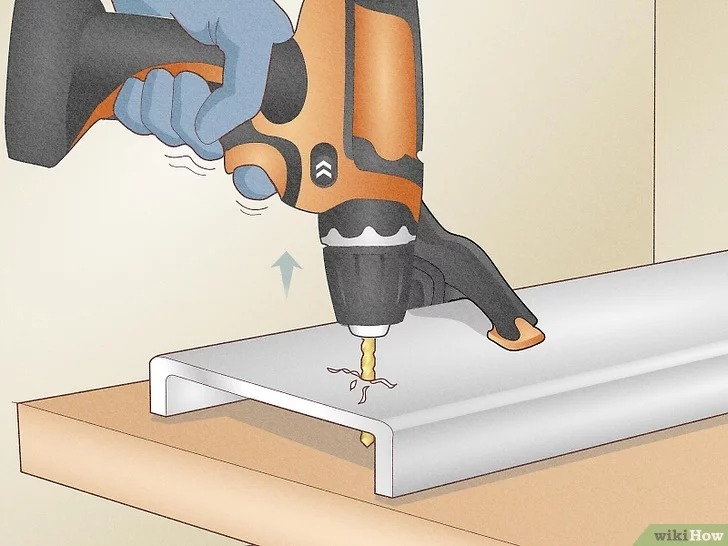
4.2Technique de forage
- Avant de commencer, assurez-vous que la pointe du foret est alignée avec l’indentation et que le foret est perpendiculaire à la pièce.
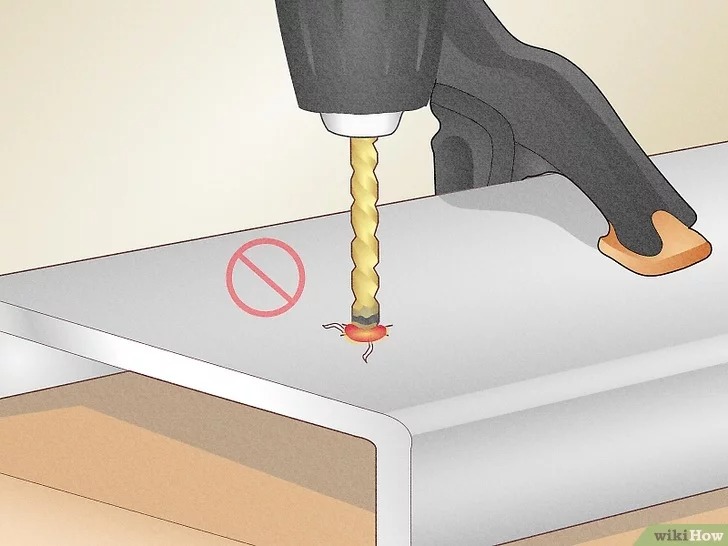
- Exercez une pression légère et constante pendant l'insertion. Ne forcez pas sur la mèche, car cela pourrait la tordre ou la casser.
- Pour les trous profonds, faites une pause toutes les 10 secondes pour retirer le foret, évacuer les copeaux et laisser refroidir avant de reprendre.
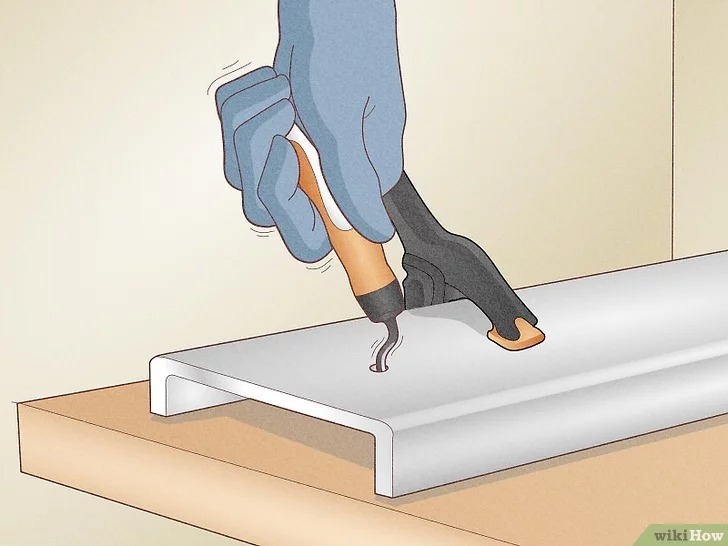
4.3Élargissement et ébavurage des trous
- Pour les trous de plus de 6,35 mm (1/4 po), percez d’abord un trou pilote de 3 à 4 mm (1/8 po), puis augmentez progressivement avec des forets plus gros.
- Après le perçage, utilisez un outil d'ébavurage ou un foret légèrement plus grand que le trou. Tournez manuellement le bord pour éliminer les bavures.
5.0Scénarios de forage spéciaux
5.1Tôles minces (épaisseur < 3 mm)
- Utilisez la méthode du « sandwich contreplaqué » : serrez la tôle entre deux morceaux de contreplaqué et fixez l'ensemble avant de percer. Cela évite les déformations et empêche le foret de dévier.
5.2Plaques d'acier épaisses (épaisseur > 6,35 mm / 1/4 pouce)
- Réduisez la vitesse de la broche à environ 80% de la vitesse standard et appliquez plus de liquide de coupe.
- Pour de meilleurs résultats, percez à mi-chemin d'un côté, puis retournez la pièce et terminez le trou de l'autre côté. Cela réduit la contrainte sur le foret et améliore la précision du trou.
5.3Grands trous (diamètre > 25,4 mm / 1 pouce)
- Utilisez une scie cloche conçue pour le métal, avec un support en contreplaqué pour protéger la surface de travail et stabiliser le guide de scie.
- Retirez fréquemment la scie cloche pour éliminer les copeaux et éviter le grippage.
6.0Recommandation de mise à niveau de l'équipement (perceuse à colonne)
Pour le perçage de métaux de haute précision ou de grand volume, un outil dédié perceuse à colonne est recommandé. Les avantages comprennent :
- Fournit une alimentation verticale stable, éliminant les oscillations de la perceuse manuelle et garantissant la précision du trou.
- Equipé d'une table de travail en fonte, réglable en hauteur et en inclinaison, pour gérer différentes tailles de pièces.
- Réglage facile de la vitesse via des changements de poulie, permettant une compatibilité avec différents métaux.
- Nécessite des pinces métalliques appropriées pour fixer la pièce à usiner. Ne jamais ajuster la pièce à usiner ou la perceuse à colonne pendant le fonctionnement.
Remarque : Le prix des perceuses à colonne d'établi est d'environ $200. Les modèles sur pied sont plus adaptés aux pièces plus volumineuses ; choisissez-les en fonction de l'échelle du projet.
7.0Vidéo : Comment percer le métal
8.0Foire aux questions (FAQ)
8.1Quel est le meilleur foret pour le métal ?
- Pour les métaux tendres comme l'aluminium ou le laiton : utilisez des forets en acier rapide (HSS).
- Pour les métaux durs tels que l'acier inoxydable ou l'acier trempé, ou pour des perçages répétés : utiliser des forets au cobalt.
- Pour les tôles fines avec plusieurs tailles de trous : utilisez des forets étagés.
8.2Ai-je toujours besoin d’huile de coupe lors du perçage ?
- Pour l'acier d'une épaisseur ≥ 3,175 mm (1/8 pouce), l'huile de coupe est indispensable.
- Pour les métaux plus tendres comme l’aluminium ou le laiton, l’huile de coupe est facultative, mais recommandée pour les grands trous ou les métaux durs afin de prolonger la durée de vie du foret.
8.3Comment puis-je éviter que les forets ne surchauffent ?
- Courez à la bonne vitesse lente.
- Appliquer de l’huile de coupe si nécessaire.
- Utilisez toujours des embouts tranchants.
- Nourrissez régulièrement sans forcer.
- Pour les trous profonds, retirez périodiquement le foret pour évacuer les copeaux et refroidir.
8.4Les forets HSS standard peuvent-ils couper l'acier inoxydable ?
- C'est possible, mais difficile. Les forets HSS ont tendance à surchauffer et à s'émousser rapidement.
- Il est recommandé d'utiliser un foret au cobalt avec de l'huile de coupe, avec une vitesse réduite de 10–15%.
8.5Comment choisir le bon foret ?
- Pour métaux tendres (aluminium, laiton) : forets HSS.
- Pour métaux durs (acier inoxydable) : forets revêtus de cobalt ou de TiN.
- Pour tôles fines : forets étagés.
- Pour les grands trous : utilisez une scie cloche conçue pour le métal.
8.6Comment régler la vitesse de perçage ?
- Forets de petit diamètre (1/16–3/16 pouce) : vitesse élevée, environ 2 800–3 200 tr/min.
- Forets de grand diamètre (11/16–1 pouce) : vitesse plus lente, environ 350–1 000 tr/min.
- Pour les métaux durs comme l’acier inoxydable : réduisez encore la vitesse de 10–15%.
8.7Que dois-je garder à l’esprit lorsque je perce de grands trous ou des plaques d’acier épaisses ?
- Pour les grands trous (> 25,4 mm / 1 pouce) : utilisez une scie cloche et nettoyez fréquemment les copeaux.
- Pour les plaques d'acier épaisses : réduisez la vitesse, augmentez le liquide de coupe et, si nécessaire, percez des deux côtés pour réduire la charge du foret.
Référence
https://www.wikihow.com/Drill-Metal