

- 1.0Choisir le bon outil pour couper les barres d'armature
- 2.0Comment utiliser un coupe-barres manuel (applications d'urgence/de petit diamètre)
- 3.0Comment utiliser une scie à tronçonner (méthode standard sur site)
- 4.0Comment utiliser une machine de découpe de barres d'armature (traitement par lots)
- 5.0Comment utiliser une scie à ruban pour métaux (précision/empilage par lots)
- 6.0La sécurité avant tout : directives d'exploitation essentielles
- 7.0Dépannage : problèmes courants et solutions
- 8.0Conclusion
- 9.0FAQ : Questions fréquentes sur la découpe des barres d'armature
La découpe de barres d'armature est un processus fondamental dans la construction, la fabrication de machines et d'autres industries. L'essentiel est de choisir l'outil adapté au diamètre des barres, au volume de production, aux exigences de précision et aux conditions du chantier, tout en respectant les procédures appropriées pour garantir l'efficacité et la qualité de la coupe, ainsi que la sécurité de l'opérateur.
1.0Choisir le bon outil pour couper les barres d'armature
L'efficacité et l'application des outils varient considérablement. Choisir le bon outil pour vos besoins est essentiel pour éviter une baisse de productivité ou des coupes de mauvaise qualité.
1.1Outils de coupe manuels pour barres d'armature (applications d'urgence/de petit diamètre)
- Outils de base: Coupe-barres manuel (ouverture de la mâchoire ≤ 18 mm), coupe-boulons robustes
- Idéal pour:Barres lisses ou déformées ≤ 16 mm, coupes uniques/occasionnelles ou travaux d'urgence sans alimentation électrique
- Avantages: Portable, aucune alimentation requise, facile à utiliser
- Limites: Travail intensif, lent (30 à 60 secondes par coupe), ne convient pas aux barres d'armature de grand diamètre
1.2Découpeuses électriques portables (flexibilité sur site)
- Outils de base: Tronçonneuse (avec meule abrasive de 350 mm), meuleuse d'angle (avec disque de coupe de 125 mm)
- Idéal pour:Barres d'armature ≤ 25 mm, ajustements de longueur sur site ou tâches de traitement dispersées
- Avantages: Mobile, coupe rapide (5 à 10 secondes par barre), faible coût d'équipement
- Limites:Bords rugueux (nécessitant un meulage post-coupe), bruit élevé (100–120 dB), génère des étincelles et de la chaleur
1.3Machines de découpe de barres d'armature (traitement à haut volume)
- Outils de base: Coupe-barres hydrauliques de table ou sur pied (capacité max ≤ 60 mm)
- Idéal pour: Découpe par lots (≥ 50 barres/heure), barres d'armature de grand diamètre ou de haute résistance (par exemple, HRB400/HRB500), typique dans les parcs à barres d'armature ou les usines de préfabrication
- Avantages:Extrêmement rapide (1 à 2 secondes par mesure), coupes fluides, automatisation élevée
- Limites:Grand et fixe (nécessite un espace dédié), ne convient pas aux profils de barres d'armature non ronds
1.4Scies à ruban pour métaux (applications de précision/grand diamètre)
- Outils de base: Scies à ruban métalliques horizontales ou verticales (largeur de la lame : 27–41 mm ; pas des dents : 3–6 mm)
- Idéal pour:Barres d'armature de grand diamètre (≥ 30 mm), barres d'armature en alliage ou tâches nécessitant une grande précision (erreur de perpendicularité ≤ 0,1 mm)
- Avantages: Faible contrainte de coupe (évite la déformation des barres d'armature), coupes nettes (aucun post-traitement nécessaire), gère les sections transversales irrégulières
- Limites: Lent (15 à 30 secondes par coupe), coût d'équipement plus élevé, nécessite du liquide de refroidissement, pas idéal pour un travail rapide sur site




2.0Comment utiliser un coupe-barres manuel (applications d'urgence/de petit diamètre)
Idéal pour les barres d'armature lisses ou déformées jusqu'à 16 mm de diamètre, en particulier lorsqu'aucune alimentation électrique n'est disponible.
2.1Préparation et positionnement
- Mesurez la longueur des barres d’armature et marquez clairement la ligne de coupe avec un marqueur.
- Placez la barre d'armature dans les mâchoires de la fraise, en alignant la ligne marquée avec les lames des mâchoires. Assurez-vous que l'axe de la barre d'armature est perpendiculaire aux mâchoires pour éviter les coupes obliques.
2.2Application de la force
- Saisissez fermement les deux poignées du coupe-acier et appliquez une pression constante et uniforme (évitez toute force soudaine et excessive, car cela pourrait plier les poignées ou provoquer une rupture imprévisible de la barre d'armature).
- Pour les barres d’armature plus épaisses (14 à 16 mm), appliquez une pression en 2 à 3 étapes : appuyez légèrement, faites une brève pause, puis continuez jusqu’à ce que la barre d’armature se brise en douceur.
2.3Étapes après la découpe
- Retirez le segment de barre d'armature coupé et nettoyez les bavures du bord coupé à l'aide d'une brosse métallique (évite les rayures des mains lors de la manipulation).
- Inspectez les mâchoires de coupe pour déceler toute trace d'usure, d'émoussage ou d'écaillage. Affûtez les lames avec une meule si nécessaire pour maintenir l'efficacité de la coupe.

3.0Comment utiliser une scie à tronçonner (méthode standard sur site)
Idéal pour les barres d'armature jusqu'à 25 mm de diamètre, largement utilisé pour la coupe flexible sur site.
3.1Pré-vérification et préparation
- Inspectez le cordon d’alimentation pour détecter tout dommage d’isolation ; vérifiez que la scie est correctement mise à la terre (pour éviter les chocs électriques).
- Vérifiez que la meule abrasive ne présente pas de fissures, d’éclats ou d’usure ; serrez l’écrou à bride à 5–8 N·m pour éviter une rotation excentrique.
- Éliminez les matériaux inflammables (par exemple, les pots de peinture, les bouteilles d’acétylène) à moins de 1,5 m de la zone de travail ; installez une pince en V pour fixer les barres d’armature.
3.2Sécurisation et marquage
- Placez la barre d'armature dans la pince en V, en ajustant sa position de sorte que la ligne de coupe s'aligne avec la trajectoire de la meule abrasive.
- Serrez la pince jusqu'à ce que la barre d'armature ne puisse plus se déplacer horizontalement (empêche la déviation de coupe pendant le fonctionnement).
3.3Commencer la coupe
- Tenez fermement la poignée principale (pour le contrôle de la puissance) et la poignée auxiliaire (pour la stabilité). Mettez la scie en marche et attendez que la meule atteigne sa vitesse maximale (environ 2 800 tr/min, avec un temps d'arrêt de 3 secondes pour confirmer la stabilité).
- Enfoncez la meule dans la barre d'armature à une vitesse constante (5 à 8 mm/s) ; ne forcez pas la scie (évite la surchauffe ou la rupture de la meule).
- Réduire l'avance lorsque la coupe atteint 1/5 du diamètre de la barre (cela évite une rupture brutale de la barre). Arrêter immédiatement si des étincelles apparaissent anormales (par exemple, un éclaircissement soudain ou une répartition inégale).
3.4Nettoyage après la coupe
- Coupez l’alimentation et attendez que la meule abrasive s’arrête complètement (≈ 10 secondes) avant de toucher la barre d’armature.
- Ébavurez le bord coupé avec une lime ou une brosse métallique ; récupérez les copeaux métalliques de la zone de travail (pour éviter les glissements). Inspectez la meule ; remplacez-la si l'usure dépasse 1/3 de son épaisseur d'origine.
4.0Comment utiliser une machine de découpe de barres d'armature (traitement par lots)
Idéal pour les barres d'armature simples ou à haute résistance (par exemple, HRB400/HRB500) avec des diamètres ≥ 20 mm, idéal pour les tâches à volume élevé.
4.1Configuration de la machine
- Vérifier le niveau d'huile hydraulique (doit atteindre les 2/3 de l'échelle du réservoir) et la température (≤ 45°C ; un niveau d'huile bas ou une température élevée réduit la pression de coupe).
- Exécutez un test à vide : activez la machine pour effectuer 2 cycles de lame complets, en garantissant un mouvement fluide sans blocage ni bruit inhabituel.
- Calibrez la jauge d'arrêt à l'aide d'un échantillon de barre d'armature de longueur standard (erreur ± 0,5 mm) pour garantir des longueurs de coupe cohérentes.
- Régler la course de la lame : régler la distance maximale vers le bas sur (diamètre de la barre d'armature + 2 mm) pour éviter une usure excessive de la lame.
4.2Découpe par lots
- Introduisez la barre d'armature dans la machine jusqu'à ce qu'elle touche la butée. Si la barre est pliée (flèche > L/500, où L = longueur de la barre), redressez-la d'abord pour assurer sa perpendicularité avec la lame.
- Appuyez sur la pédale pour activer la lame ; la lame reviendra automatiquement à sa position d'origine après la coupe.
- Effectuer des contrôles qualité : inspecter 3 barres d'armature choisies au hasard pour 50 coupes afin de vérifier la précision de la longueur (erreur admissible ± 1 mm). Réétalonner la butée en cas d'écart.
- Collectez les barres d'armature finies sur un rack dédié (évite les déformations induites par les collisions).
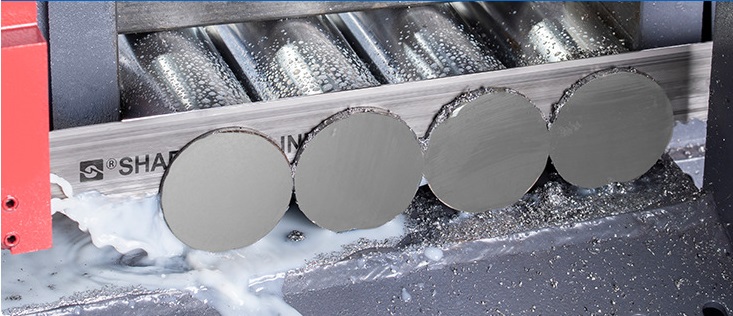
5.0Comment utiliser une scie à ruban pour métaux (précision/empilage par lots)
Idéal pour les barres d'armature de grand diamètre (≥ 30 mm) ou en alliage, idéal pour les coupes de précision ou les opérations d'empilage par lots.
5.1Préparation de la machine
- Sélectionnez la lame appropriée : lames en acier rapide (HSS) pour barres d'armature standard (Q235B) ; lames à pointe en carbure (WC-Co ≥ 94%) pour barres d'armature en alliage (HRB500E).
- Faites correspondre le pas des dents de la lame à la taille des barres d'armature ou à la hauteur de la pile (par exemple, pas de 3 mm pour les barres d'armature de Φ30 à 50 mm ; pas de 4,5 mm pour les barres d'armature ou les piles de Φ50 à 80 mm).
- Installer un bloc en V élargi (largeur ≥ 200 mm) et des butées latérales pour fixer les barres d'armature empilées (empêche le déplacement latéral).
5.2Réglage des paramètres
- Réglez la tension de la lame sur 25–30 N/mm² ; augmentez de 10–15% pour une coupe empilée (améliore la rigidité de la lame pour éviter la déformation).
- Réglez la vitesse de coupe : 6 à 10 m/min pour les piles de barres d'armature standard ; 4 à 6 m/min pour les barres d'armature en alliage (réduit la charge de coupe et l'usure de la lame).
- Optimisez le système de refroidissement : augmentez la concentration à 10–12% et le débit à ≥ 8 L/min ; ajoutez une buse 分流 pour assurer une couverture uniforme du liquide de refroidissement sur tous les bords coupés (évite la surchauffe et le collage du matériau).
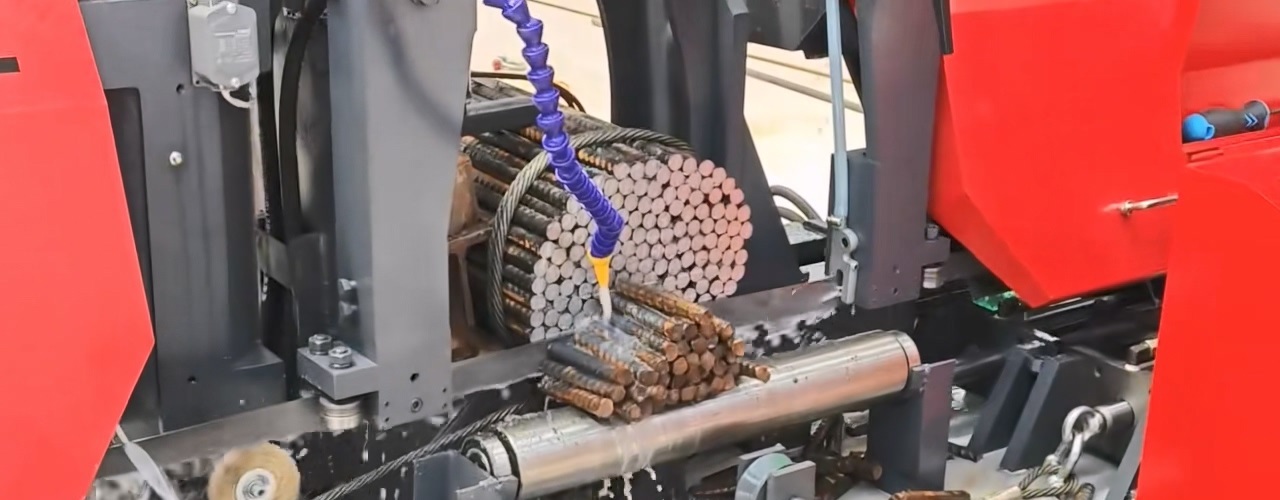
5.3Procédure de découpe par lots
- Empilez uniquement des barres d'armature de même diamètre et de même matériau (pour éviter une force de coupe inégale). Serrez l'empilement avec une pression initiale de 5 à 8 MPa, vérifiez l'alignement, puis augmentez la pression à 12 à 15 MPa (pour éviter tout glissement).
- Installer des rouleaux de support multipoints (espacement ≤ 1,5 m) pour les barres d'armature de plus de 2 m (évite l'affaissement et la déviation de coupe).
- Effectuez une coupe d'essai (profondeur de 5 mm) : arrêtez la machine, vérifiez la perpendicularité (≤ 0,1°) et la planéité (erreur ≤ 0,05 mm) de la coupe. Ajustez la tension de la pince ou de la lame si nécessaire avant de commencer les coupes par lots.
- Surveiller la lame pendant le fonctionnement : arrêter et meuler les petits copeaux avec une meule fine ; remplacer la lame si la profondeur d'écaillage dépasse 1 mm.
5.4Étapes finales
- Effectuer des inspections aléatoires : vérifier 3 groupes de piles par lot (1 barre d'armature supérieure et 1 barre d'armature inférieure par groupe) pour la précision de la longueur (± 1 mm) et la qualité de coupe.
- Coupez le système de refroidissement, desserrez la pince et retirez les barres d'armature coupées. Soufflez les résidus de liquide de refroidissement avec un pistolet à air haute pression, ébavurez les bords et triez les barres d'armature selon leurs spécifications.

6.0La sécurité avant tout : directives d'exploitation essentielles
6.1Équipement de protection individuelle (EPI)
- Toujours porterlunettes de sécurité résistantes aux chocs (protège contre les projections de copeaux et d'étincelles) et gants résistants aux coupures (évite les rayures et les blessures liées aux vibrations).
- Utiliserbouchons d'oreilles ou cache-oreilles lorsque le bruit dépasse 85 dB (par exemple, lors du fonctionnement d'une scie à tronçonner ou d'une scie à ruban).
- Attachez les cheveux longs et évitez les vêtements amples/bijoux (évite les enchevêtrements avec les pièces mobiles).
6.2Restrictions d'équipement
- N'utilisez pas de lames de travail du bois ou de maçonnerie pour les barres d'armature (dureté insuffisante, sujettes à la casse et aux projections de débris).
- Ne coupez pas de barres d'armature trempées (par exemple, barres d'armature précontraintes, dureté > HRC30) avec des coupe-barres hydrauliques (risque d'écaillage de la lame ou d'endommagement de la machine).
- Ne coupez pas de barres d'armature en alliage avec une scie à ruban sans liquide de refroidissement (cela provoque une surchauffe et une défaillance rapides de la lame).
6.3Procédures d'urgence
- Rupture de lame: Arrêtez immédiatement la machine, éloignez-vous d'au moins 5 m (évitez les fragments volants) et nettoyez uniquement après l'arrêt de toutes les pièces mobiles.
- fuite électrique:Coupez l'alimentation principale, débranchez le cordon avec des outils isolés et testez le système de mise à la terre (résistance ≤ 4Ω) avant de redémarrer.
- Coupes à la main:Rincez la plaie avec du sérum physiologique, désinfectez avec de l'iode et consultez un médecin en cas de coupures profondes (pour recevoir un vaccin contre le tétanos).
7.0Dépannage : problèmes courants et solutions
| Problème | Cause probable | Solution |
| Coupe non perpendiculaire (> 0,5°) | Serrage lâche, lame mal alignée, alimentation inégale | Resserrez la barre d'armature, calibrez l'alignement de la lame, utilisez un contrôleur de vitesse pour une alimentation régulière |
| La lame/scie à ruban s'use trop rapidement | Mauvais type de lame, vitesse excessive, mauvais liquide de refroidissement | Remplacer par une lame spécifique aux barres d'armature, réduire la vitesse, ajuster la concentration/le débit du liquide de refroidissement |
| Les barres d'armature se déforment après la coupe | Mâchoires émoussées, force de coupe excessive | Affûter les mâchoires, réduire la force d'alimentation, inspecter le matériau des barres d'armature pour détecter les incohérences de dureté |
| Stations de coupe à la scie à ruban | Faible tension de la lame, serrage trop serré, faible pression hydraulique | Augmenter la tension de la lame, réduire la pression de serrage, faire l'appoint d'huile hydraulique et vérifier la pression de la pompe |
8.0Conclusion
La clé d'une coupe réussie des barres d'armature est compatibilité outil-personne-tâche + procédures standardisées:
- Coupes d'urgence de petit diamètre → Coupe-barres manuel
- Travail flexible sur site → Scie à tronçonner
- Traitement à haut volume → Machine de découpe de barres d'armature
- Barres d'armature de précision/grand diamètre/alliage → Scie à ruban pour métaux
Quel que soit l'outil, effectuez systématiquement des contrôles avant utilisation, surveillez attentivement le processus et effectuez le nettoyage après utilisation. Privilégiez la sécurité en permanence pour garantir l'efficacité, la qualité et le bien-être de l'opérateur.
9.0FAQ : Questions fréquentes sur la découpe des barres d'armature
Q : Comment choisir l’outil de coupe adapté au diamètre de mes barres d’armature ?
A : Adaptez l'outil à la taille des barres d'armature : utilisez des coupeurs manuels pour ≤ 16 mm (urgence/petits lots) ; des scies à tronçonner/meuleuses d'angle électriques portables pour ≤ 25 mm (travail sur site) ; des machines de découpe de barres d'armature hydrauliques pour ≥ 20 mm (traitement à grand volume) ; et des scies à ruban pour métaux pour ≥ 30 mm ou barres d'armature en alliage (besoins de précision).
Q : Que dois-je faire si les étincelles semblent anormales lorsque j’utilise une scie à tronçonner ?
R : Arrêtez immédiatement la machine. Des étincelles anormales (par exemple, un éclaircissement soudain, une répartition inégale) indiquent généralement que la meule abrasive est mal alignée, usée ou mal adaptée (par exemple, si vous utilisez une meule à bois). Vérifiez si la meule est fissurée, resserrez l'écrou à bride et assurez-vous d'utiliser une meule abrasive spécifique au métal avant de redémarrer.
Q : Pourquoi ma scie à ruban métallique cale-t-elle pendant la coupe et comment y remédier ?
R : Le blocage est généralement dû à trois problèmes : une faible tension de la lame (augmenter à 25–32 N/mm², ajustée pour les coupes empilées) ; un serrage trop serré (réduire la pression à 5–8 MPa pour le pré-serrage, puis 12–15 MPa pour la coupe) ; ou une faible pression hydraulique (faire l'appoint d'huile hydraulique et vérifier la pression de la pompe).
Q : Comment puis-je garantir des longueurs de coupe constantes lorsque j'utilise une machine de découpe de barres d'armature pour un travail par lots ?
R : Tout d’abord, calibrez la butée avec un échantillon de longueur standard (erreur de ± 0,5 mm). Pendant la coupe, assurez-vous que chaque barre est bien appuyée contre la butée (sans jeu). Toutes les 50 coupes, inspectez 3 barres au hasard pour vérifier la précision de la longueur (erreur admissible de ± 1 mm) ; réétalonnez la butée en cas d’écart.
Q : Puis-je couper des barres d’armature trempées (par exemple, des barres d’armature précontraintes) avec un coupe-barres hydraulique ?
R : Non. Les barres d'armature trempées ont une dureté élevée (> HRC 30), ce qui peut endommager la lame de la fraise ou le système hydraulique. Utilisez plutôt une scie à ruban à métaux avec une lame au carbure (WC-Co ≥ 94%) et suffisamment de liquide de refroidissement pour barres d'armature trempées/alliées.


