
- 1.0Pourquoi les billes d’acier sont-elles si importantes ?
- 2.0Matériaux utilisés dans la fabrication de billes d'acier
- 3.0Processus de fabrication de billes d'acier étape par étape
- 3.1Étape 1 : Découpe des lingots d'acier
- 3.2Étape 2 : Formation de la boule crue
- 3.3Étape 3 : Retrait du flash (processus de flashage)
- 3.4Étape 4 : Broyage doux (étape facultative)
- 3.5Étape 5 : Traitement thermique pour la dureté et la résistance
- 3.6Étape 6 : Détartrage (élimination de la couche d'oxyde)
- 3.7Étape 7 : Meulage de précision des billes d'acier trempé
- 3.8Étape 8 : Rodage – Superfinition de la surface
- 3.9Étape 9 : Lavage, inspection et dimensionnement
- 3.10Nuances et tolérances des billes d'acier
- 4.0Vidéo recommandée : Comment sont fabriquées les billes d'acier
- 5.0Normes internationales applicables aux billes d'acier
- 6.0Contrôle de qualité à chaque étape
- 7.0Innovations modernes dans la fabrication de billes d'acier
- 8.0Foire aux questions (FAQ)
- 9.0Conclusion
- 10.0Tableau 1 : Types de billes d'acier
- 11.0Tableau 2 : Principales propriétés et spécifications
- 12.0Tableau 3 : Normes et certifications de l’industrie
Les billes d'acier comptent parmi les composants les plus importants de l'industrie moderne. Malgré leur petite taille, elles sont essentielles pour assurer des mouvements de rotation fluides et précis dans une grande variété de systèmes mécaniques. Des transmissions automobiles aux instruments aérospatiaux, les billes d'acier de précision sont omniprésentes.
1.0Pourquoi les billes d’acier sont-elles si importantes ?
Les billes d'acier servent d'éléments roulants dans les roulements à billes et sont largement utilisées dans :
- Roulements industriels et automobiles
- Composants aérospatiaux nécessitant une fiabilité extrême
- Moteurs électriques et outils électriques
- Vannes et systèmes de contrôle de débit
- Appareils de mesure de haute précision
- Électronique, appareils médicaux et plus encore
Leur rôle est simple mais essentiel : réduire les frottements, répartir les charges et maintenir un alignement précis entre les pièces en rotation.
2.0Matériaux utilisés dans la fabrication de billes d'acier
Le processus de fabrication commence par une sélection rigoureuse des matériaux, en fonction des exigences de l'utilisation finale.
2.1Les matériaux courants comprennent :
- Acier chromé (AISI 52100)– Excellente dureté et résistance à l’usure.
- Acier inoxydable (par exemple, AISI 440C, 316, 420)– Utilisé dans des environnements corrosifs ou sujets à l’humidité.
- Acier au carbone– Économique, utilisé dans des applications non critiques.
- Alliages spéciaux– Pour les propriétés magnétiques, les températures élevées ou les applications spécialisées.=
L'acier se présente sous forme de tige ou de fil et est soigneusement testé pour sa composition chimique et ses propriétés mécaniques avant d'être traité.
3.0Processus de fabrication de billes d'acier étape par étape
3.1Étape 1 : Découpe des lingots d'acier
Le fil d'acier est coupé en petits morceaux appelés limaces, chacune légèrement plus grande que la boule finale. Cela garantit une quantité suffisante de matière pour le façonnage et l'élimination des bavures lors des étapes ultérieures.


3.2Étape 2 : Formation de la boule crue
Les billes d'acier peuvent être formées à l'aide de deux méthodes principales, en fonction de la taille, du matériau et de la précision requis : frappe à froid et formage à chaud.
Frappe à froid (formage à froid)
Lors du procédé de frappe à froid, des lingots d'acier sont pressés entre deux matrices semi-sphériques pour former des sphères rugueuses (appelées billes brutes) sous des pressions pouvant atteindre 20 tonnes. À ce stade, l'acier est à l'état mou et recuit, ce qui facilite sa déformation sans fissures.
La frappe à froid non seulement donne à l'acier une forme sphérique, mais affine également la structure interne du grain, améliorant ainsi sa résistance et sa stabilité dimensionnelle. Cette méthode est largement utilisée pour la production de billes d'acier de haute précision pour les roulements, les composants automobiles et les instruments de précision, où la constance des dimensions et la qualité de surface sont essentielles.


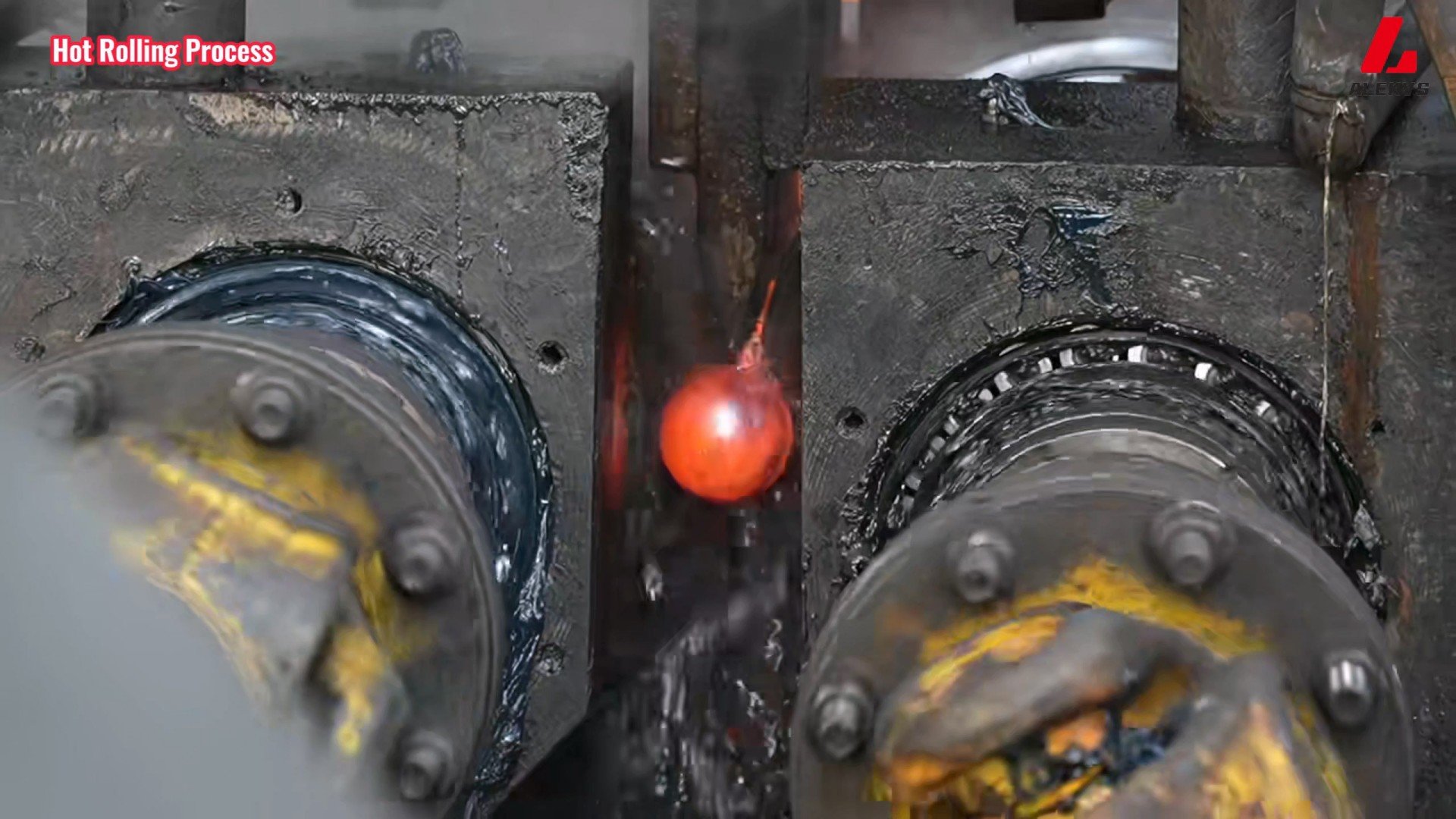
Formage à chaud (frappe à chaud ou laminage à chaud)
Pour les billes d'acier plus grosses ou plus dures, le formage à chaud est couramment utilisé. Cette méthode consiste à chauffer les lingots d'acier à une température généralement comprise entre 900°C et 1200°C jusqu'à ce que le matériau devienne suffisamment plastique. Les lingots chauffés sont ensuite forgés ou laminés entre des matrices de formage pour créer des ébauches sphériques.
Le formage à chaud convient aux aciers à haute teneur en carbone ou alliés, difficiles à déformer à température ambiante. Il permet également la production économique de billes de plus grand diamètre. Cependant, les billes formées à chaud nécessitent généralement un meulage et un traitement thermique supplémentaires pour obtenir la précision et l'état de surface souhaités. Cette méthode est souvent utilisée pour la production. supports de broyage, composants de machines industrielles et autres applications où des tolérances ultra-serrées ne sont pas requises.

3.3Étape 3 : Retrait du flash (processus de flashage)
Les boules brutes ont une petite crête ou un excès de matière appelé éclair. Ceci est retiré à l'aide de deux plaques métalliques :
Les billes roulent entre des plaques en fonte qui tournent en sens opposés
Ou bien, une plaque tourne tandis que l’autre reste stationnaire
Cette opération élimine les bavures et améliore la rondeur, mais les billes ne sont pas encore durcies ni dimensionnellement précises.

3.4Étape 4 : Broyage doux (étape facultative)
Dans certaines usines, un meulage doux Ce procédé fait suite à l'étincelage. Il utilise une meule abrasive pour affiner la forme pendant que l'acier est encore tendre. Cette étape prépare la bille au traitement thermique en améliorant son uniformité.
3.5Étape 5 : Traitement thermique pour la dureté et la résistance
Les billes d’acier sont désormais traitées thermiquement pour les durcir et les renforcer.
- Austénitisation : Les boules sont chauffées à environ 1 500 °F (815 °C) pour former de l'austénite.
- Trempe : Les billes sont rapidement refroidies dans un bain d’huile pour former des structures martensitiques dures.
- Trempe : Les boules sont réchauffées pour 325 °F (160 °C) pour soulager le stress interne et réduire la fragilité.
Cela se traduit par billes en acier trempé à cœur avec une résistance élevée à l'usure et à la fatigue.

3.6Étape 6 : Détartrage (élimination de la couche d'oxyde)

3.7Étape 7 : Meulage de précision des billes d'acier trempé
Cette étape de broyage améliore à la fois rondeur et précision dimensionnelle:
- Les billes roulent entre une meule rotative et une plaque d'acier fixe
- Les abrasifs fins éliminent de petites quantités de matière
Cette étape amène les billes à quelques microns de leur taille finale.
3.8Étape 8 : Rodage – Superfinition de la surface
Clapotis est un processus de finition de précision où les billes sont :
- Laminé entre deux plaques d'acier trempé (une fixe, l'autre tournant lentement)
- Exposé à une fine boue abrasive
Cela élimine les irrégularités de surface, obtenant ainsi un finition miroir et des tolérances jusqu'à Ra 0,01 μm et variations de diamètre < 0,1 μm.
3.9Étape 9 : Lavage, inspection et dimensionnement
À ce stade, les billes d'acier sont :
- Lavé pour éliminer les résidus de meulage et de rodage
- Inspecté visuellement et mécaniquement pour les rayures, les fissures ou les irrégularités
- Classé et calibré basé sur la précision
3.10Nuances et tolérances des billes d'acier
Qualités des billes d'acier et normes internationales
Après nettoyage et inspection visuelle, les billes d'acier de précision sont classées en nuances selon des tolérances strictes de circularité, d'état de surface et de variation de diamètre. Le tableau suivant définit ces tolérances géométriques selon les normes industrielles :
| Grade | Unité | Sphéricité | Variation du diamètre du lot | Tolérance du diamètre nominal | Rugosité de surface maximale (Ra) |
| G3 | dans | 0.000003 | 0.000003 | ±0,00003 | 0,5 μin |
| mm | 0.00008 | 0.00008 | ±0,0008 | 0,012 μm | |
| G5 | dans | 0.000005 | 0.000005 | ±0,00005 | 0,8 μin |
| mm | 0.00013 | 0.00013 | ±0,0013 | 0,02 μm | |
| G10 | dans | 0.00001 | 0.00001 | ±0,0001 | 1,0 μin |
| mm | 0.00025 | 0.00025 | ±0,0013 | 0,025 μm | |
| G25 | dans | 0.000025 | 0.000025 | ±0,0001 | 2,0 μin |
| mm | 0.0006 | 0.0006 | ±0,0025 | 0,051 μm | |
| G50 | dans | 0.00005 | 0.00005 | ±0,0003 | 3,0 μin |
| mm | 0.0012 | 0.0012 | ±0,0051 | 0,076 μm | |
| G100 | dans | 0.0001 | 0.0001 | ±0,0005 | 5,0 μin |
| mm | 0.0025 | 0.0025 | ±0,0127 | 0,127 μm | |
| G200 | dans | 0.0002 | 0.0002 | ±0,001 | 8,0 μin |
| mm | 0.005 | 0.005 | ±0,025 | 0,203 μm | |
| G1000 | dans | 0.001 | 0.001 | ±0,005 | — |
| mm | 0.025 | 0.025 | ±0,127 | — |
4.0Vidéo recommandée : Comment sont fabriquées les billes d'acier
Pour mieux comprendre le processus de fabrication, cette vidéo présente étape par étape le formage, le traitement thermique et la finition des billes d'acier. Elle vous permettra de visualiser les méthodes de production décrites dans cet article, notamment les techniques de frappe à froid et de formage à chaud.
5.0Normes internationales applicables aux billes d'acier
Les billes d'acier pour roulements doivent être conformes aux normes de précision internationales. Celles-ci incluent :
- Norme ABMA 10A– Billes métalliques pour roulements non rectifiés et autres utilisations
- ASTM F2215– Spécifications pour les billes ferreuses et non ferreuses dans les roulements et les vannes
- DIN 5401– Billes pour roulements et usage industriel général
- ISO 3290-1– Roulements à billes — Partie 1 : Billes en acier
- JIS B 1501(JSA) – Roulements à billes
6.0Contrôle de qualité à chaque étape
Pour garantir la fiabilité, la production de billes d'acier comprend :
- Test des matières premières pour la composition et l'intégrité mécanique
- Inspections en cours de fabrication à chaque étape (forme, taille, dureté)
- Essais non destructifs(par exemple, inspection par courants de Foucault) pour les fissures ou les défauts
- Essais destructifs sur des lots d'échantillons (par exemple, tests de dureté, analyse de la microstructure)
7.0Innovations modernes dans la fabrication de billes d'acier
L'industrie continue d'évoluer avec :
- Automatisation et robotique pour une production plus rapide et cohérente
- Vision artificielle et contrôle qualité basé sur l'IA
- Fours de traitement thermique avancés avec surveillance en temps réel
- Nouvelles technologies de revêtement(par exemple, films anticorrosion, autolubrifiants)
- Matériaux hybrides comme l'acier revêtu de céramique ou les alternatives au nitrure de silicium
8.0Foire aux questions (FAQ)
Q1 : Quels matériaux sont utilisés pour fabriquer des billes de roulement en acier ?
L'acier chromé (AISI 52100) est le plus courant, mais l'acier inoxydable, l'acier au carbone et les alliages spéciaux sont également utilisés en fonction de l'application.
Q2 : Quelle est la taille des billes d'acier de précision ?
Les billes de haute qualité (par exemple, G5 ou G10) peuvent s'écarter d'une sphère parfaite de moins de 0,13 micron, offrant une précision extrême pour les applications hautes performances.
Q3 : Quel est le but du traitement thermique des billes d'acier ?
Le traitement thermique augmente la dureté et la durabilité, permettant aux billes de résister à des charges élevées et de réduire l'usure des systèmes mécaniques.
Q4 : Quelle est la différence entre le meulage et le rodage ?
Affûtage est un processus de mise en forme, tandis que clapotis est un processus de polissage qui améliore la finition de surface et permet d'obtenir des tolérances serrées.
Q5 : Quelles sont les nuances de billes d'acier ?
Les billes d'acier sont classées par grade (par exemple, G5, G10, G100), ce qui indique le niveau de précision en fonction de la rondeur, de la finition de surface et de la variation de diamètre.
9.0Conclusion
Bien que petit, billes d'acier Ils jouent un rôle essentiel dans le bon fonctionnement des machines du monde entier. Leur procédé de fabrication allie métallurgie, ingénierie mécanique et automatisation moderne, produisant de minuscules composants qui assurent la rotation des moteurs, le fonctionnement des turbines et le progrès technologique.
Que vous recherchiez des billes d'acier ou que vous soyez simplement curieux de la fabrication industrielle, comprendre ce processus révèle à quel point la précision et le soin sont nécessaires pour fabriquer quelque chose d'aussi simple en apparence.
10.0Tableau 1 : Types de billes d'acier
Les billes d'acier sont disponibles dans une large gamme de matériaux, de tailles et de finitions, chacune conçue pour répondre à des exigences mécaniques, environnementales et économiques spécifiques. Le tableau suivant résume les principaux types de billes d'acier, leurs propriétés matérielles et leurs applications typiques, aidant ainsi les ingénieurs et les concepteurs à choisir l'option la plus adaptée à leurs besoins.
| Catégorie | Matériau / Type | Propriétés clés | Applications typiques |
| Acier chromé | AISI 52100 | Dureté 60–67 HRC, excellente résistance à l'usure, bonne stabilité dimensionnelle, capacité de charge élevée | Roulements, composants automobiles, instruments de précision |
| Acier inoxydable | AISI 316 | Austénitique, excellente résistance à la corrosion, non magnétique | Environnements marins, équipements de traitement chimique |
| AISI 420 | Martensitique, dureté 50–55 HRC, équilibre entre dureté et résistance à la corrosion | Transformation des aliments, équipements médicaux | |
| AISI 440C | Martensitique à haute teneur en carbone, dureté 58–65 HRC, bonne résistance à la corrosion | Roulements hautes performances, applications aérospatiales | |
| Acier au carbone | 1010, 1055, 1085 | Faible coût, teneur en carbone variable, dureté inférieure à celle de l'acier chromé | Jouets, roulements à faible charge, usage industriel général |
| Alliages spéciaux | Acier à outils (M50) | Résistance aux hautes températures | Aérospatiale, machines à grande vitesse |
| alliages de nickel | Résistance extrême à la corrosion | Traitement chimique, applications marines | |
| Laiton et bronze | Anti-étincelles, décoratif | Aménagements décoratifs, environnements de sécurité spéciaux |
Grades de taille et de précision
Les billes d'acier sont fabriquées dans différentes gammes de tailles et de degrés de précision pour répondre à différentes exigences de performance.
| Gamme de tailles (diamètre) | Applications typiques | Qualité de précision | Exemple de tolérance (bille de 10 mm) |
| 0,2–25,4 mm | Roulements de précision, instruments | 3e année | ±0,08 μm |
| 0,2–25,4 mm | Roulements de haute qualité, automobile | 5e année | ±0,13 μm |
| 0,2–50 mm | Applications industrielles générales | 10e année | ±0,25 μm |
| 25–150 mm | Équipement industriel lourd | 16e année et plus | ± 0,5 μm ou plus |
Finitions et traitements de surface
La finition et les traitements de surface influencent considérablement la résistance à l'usure, la friction et la protection contre la corrosion, ce qui les rend essentiels pour les performances dans les applications exigeantes.
| Traitement / Finition | Objectif / Effet | Matériaux applicables |
| Passivation | Améliore la résistance à la corrosion | Billes en acier inoxydable |
| Phosphatation | Revêtement résistant à l'usure | Billes en acier au carbone |
| PVD – TiN (nitrure de titane) | Augmente la dureté et la résistance à l'usure | Acier chromé, acier inoxydable |
| PVD – DLC (carbone de type diamant) | Réduit les frottements, haute résistance à l'usure | Applications hautes performances |
| Rugosité de surface (Ra) | 0,02 μm (miroir) – 0,25 μm (standard) ; plus lisse = moins de frottement et de bruit | Tous les matériaux |
| Propriétés magnétiques | L'acier chromé est ferromagnétique ; l'acier inoxydable AISI 316 est non magnétique | Cela dépend des besoins de l'application |
11.0Tableau 2 : Principales propriétés et spécifications
La performance des billes d'acier dépend de plusieurs propriétés essentielles, notamment la dureté, la résistance à la corrosion, la capacité de charge et la précision dimensionnelle. Le tableau suivant présente un aperçu de ces spécifications clés afin de faciliter le choix des billes d'acier adaptées à des conditions d'utilisation spécifiques.
| Propriété | Valeurs typiques / Plage | Facteurs d'influence | Remarques |
| Dureté | 52100 : 60–67 HRC ; 420 : 50–55 HRC ; 440C : 58–65 HRC | Matériau, traitement thermique | Dureté plus élevée = meilleure résistance à l'usure et capacité de charge |
| Résistance à l'usure | Excellent en acier chromé ; amélioré par PVD ou nitruration | Dureté, composition du matériau, finition de surface | Testé par abrasion Taber ou méthodes similaires |
| Résistance à la corrosion | 316 : Excellent ; 440C : Bon ; 52100 : Limité | Composition des alliages, traitements de surface, environnement | Utilisez la passivation, le revêtement à l'huile ou des revêtements spéciaux pour une protection supplémentaire |
| Capacité de charge | Plus riche en acier chromé ; dépend de la taille et de la dureté | Dureté du matériau, diamètre, lubrification | Inclut les charges statiques et dynamiques ; affecte la durée de vie en fatigue |
| Fatigue de vie | Teneur élevée en acier chromé de précision | Qualité des matériaux, finition de surface, conditions de fonctionnement | Essentiel pour un fonctionnement à grande vitesse ou continu |
| Résistance à la température | 52100 : –20 °C à 120 °C ; 440 °C : –30 °C à 200 °C ; M50 : jusqu’à 315 °C | Matériau et traitement thermique | Une température élevée diminue la dureté ; une température basse peut augmenter la fragilité |
| Précision dimensionnelle | Grade 3 : ± 0,08 µm ; Grade 5 : ± 0,13 µm ; Grade 10 : ± 0,25 µm | Procédé de fabrication, qualité de précision | Essentiel pour les roulements et les instruments |
| Rondeur | Plus serré que la tolérance de diamètre ; Grade 5 ≈ 0,13 μm | Fabrication de précision | Affecte le bon fonctionnement et le niveau de bruit |
| Finition de surface (Ra) | 0,02 μm (miroir) – 0,25 μm (standard) | Méthodes de meulage et de polissage | Plus lisse = frottement et bruit réduits |
| Uniformité du lot | Dureté, taille et rondeur constantes au sein du lot | Contrôle de qualité strict | Important pour les applications multi-billes (par exemple, les roulements) |
12.0Tableau 3 : Normes et certifications de l’industrie
Le respect des normes reconnues garantit une qualité, des performances et une interchangeabilité constantes des billes d'acier entre différents fabricants et applications. Le tableau suivant présente les principales normes et certifications industrielles applicables aux billes d'acier.
| Norme / Certification | Portée | Exigences clés | Secteur d'activité / Applications typiques |
| ABMA 10-1989 | Billes d'acier générales | Nuances, tolérances dimensionnelles, état de surface ; 0,397–150 mm | Roulements, industrie générale |
| ABMA 12.1-2001 | Roulements d'instruments | Tolérances strictes pour les billes de haute précision | Instruments aérospatiaux, appareils de précision |
| ABMA 12.2-2001 | Roulements miniatures et extra-petits | Précision dimensionnelle pour les petites boules | Électronique, micro-roulements |
| ISO 3290-1:2014 | Billes d'acier finies | Taille, rondeur, qualité de surface, méthodes d'essai | Roulements de précision, applications mondiales |
| ISO 9001:2015 | Système de gestion de la qualité | Qualité de fabrication constante | Toutes les industries |
| ISO 14001:2015 | Gestion de l'environnement | Pratiques de production durables | De plus en plus important dans tous les secteurs |
| ASTM A295 | Acier à roulement à haute teneur en carbone | Composition chimique, traitement thermique | Roulements industriels et automobiles |
| ASTM A756 | Propriétés magnétiques | Spécifie les caractéristiques magnétiques des billes d'acier | Électronique, capteurs |
| ASTM F2235 | Billes en acier inoxydable | Propriétés mécaniques, exigences de qualité | Roulements, alimentation et équipements médicaux |
| AS9100 | Gestion de la qualité aérospatiale | Exigences strictes en matière de production et de documentation | Aérospatiale et défense |
| NADCAP | Procédés spéciaux aérospatiaux | Accréditation pour le traitement thermique, le revêtement | fabricants de l'aérospatiale |
| IATF 16949 | Gestion de la qualité automobile | PPAP et approbation de la qualité de la production | Roulements et composants automobiles |
| ISO 13485 | Qualité des dispositifs médicaux | Conformité aux normes médicales | Équipement médical |
| Conformité à la FDA | Approbation réglementaire | Requis pour les composants à usage médical | Dispositifs médicaux |
| MIL-STD-1835 | Composants de précision militaires | Verrouillage de précision et normes de matériaux | Applications militaires et de défense |
| ISO 4288:1996 | Mesure de la rugosité de surface | Règles d'évaluation Ra | Toutes les industries nécessitant une finition de surface précise |
| ISO 6508 / ASTM E18 | Essai de dureté Rockwell | Méthodes de mesure de la dureté | Contrôle de la qualité dans toutes les industries |
| ASTM E10 | essai de dureté Brinell | Méthode alternative de mesure de la dureté | Contrôle de qualité industriel |