

- 1.0Quelles sont les principales différences techniques entre les scies à ruban horizontales et verticales ?
- 2.0Comment les scies à ruban horizontales sont utilisées dans les applications de coupe industrielle
- 3.0Quand choisir une scie à ruban verticale : principaux scénarios d'application
- 4.0Types de scies à ruban pour métaux
- 5.0Performances des scies à ruban horizontales et verticales : précision, efficacité et utilisation des matériaux
- 6.0Précision de coupe :
- 7.0Fonctionnement et entretien : scie à ruban horizontale et scie à ruban verticale
- 8.0Comment choisir la scie à ruban adaptée à vos applications industrielles
- 9.0Études de cas : Sélection de scies à ruban horizontales et verticales en production réelle
- 10.0Conclusion : Scie à ruban horizontale ou verticale – Comment faire le bon choix
Choisir la bonne scie à ruban est essentiel pour une découpe efficace et précise du métal. Les scies à ruban horizontales et verticales ont des fonctions différentes : découpe en série ou façonnage de contours complexes. Ce guide explique leurs différences, leurs applications et propose des conseils de sélection pour vous aider à optimiser votre productivité et votre utilisation du matériau.
1.0Quelles sont les principales différences techniques entre les scies à ruban horizontales et verticales ?
Les différences fondamentales entre les scies à ruban horizontales et verticales résident dans la disposition de la lame, le mouvement de la pièce et la structure de la machine. Ces différences déterminent directement leurs domaines d'application respectifs. Les principales distinctions peuvent être résumées comme suit :
| Dimension de comparaison | Scie à ruban horizontale | Scie à ruban verticale |
| Disposition et alimentation des lames | Lame disposée horizontalement ou en angle, avançant selon l'axe Z, perpendiculairement à l'axe de la pièce | Lame disposée verticalement, se déplaçant selon les directions X/Y, la pièce doit être déplacée pour obtenir l'alimentation |
| Serrage de la pièce | Serrage hydraulique / servo, pièce fixe, cadre de scie mobile | Pièce poussée manuellement ou alimentée via la table de travail |
| Méthode de coupe typique | Découpe linéaire par lots, découpage à longueur fixe | Découpe de contours complexes, découpage de moules |
| Contrôle de précision | Les systèmes hydrauliques et CNC assurent la rectitude de la coupe | S'appuie sur les compétences de l'opérateur, flexible pour la coupe en courbe |
| Niveau d'automatisation | Configurable avec CNC, alimentation automatique et dispositifs de découpage | Faible niveau d'automatisation, forte implication manuelle |
2.0Comment les scies à ruban horizontales sont utilisées dans les applications de coupe industrielle
Positionnement de base : Support efficace pour l'usinage d'ébauche par lots
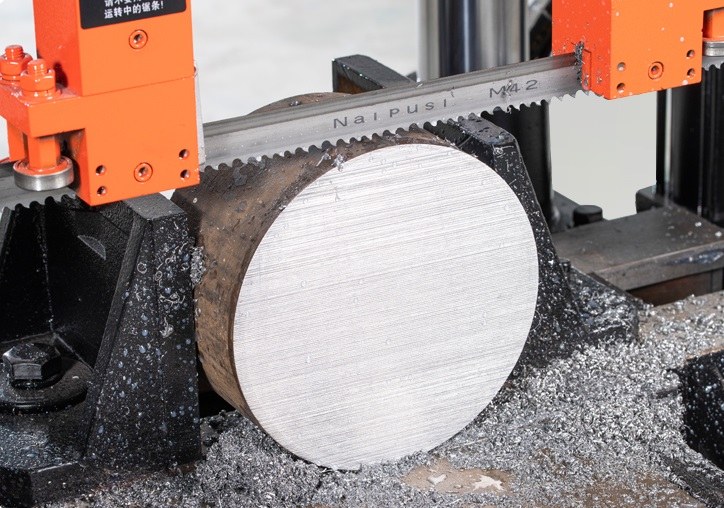
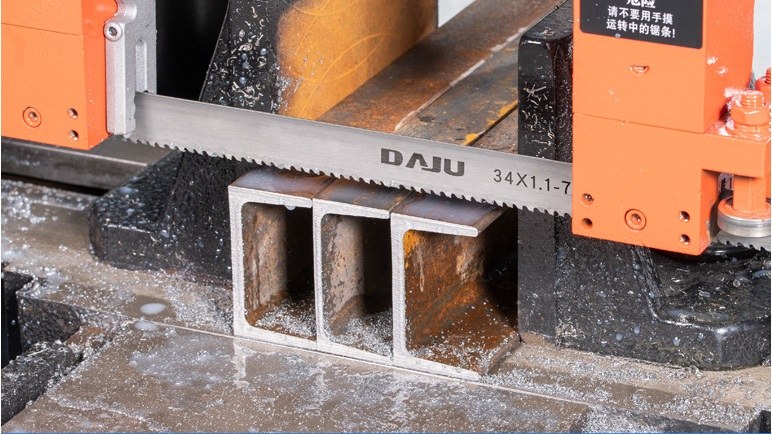
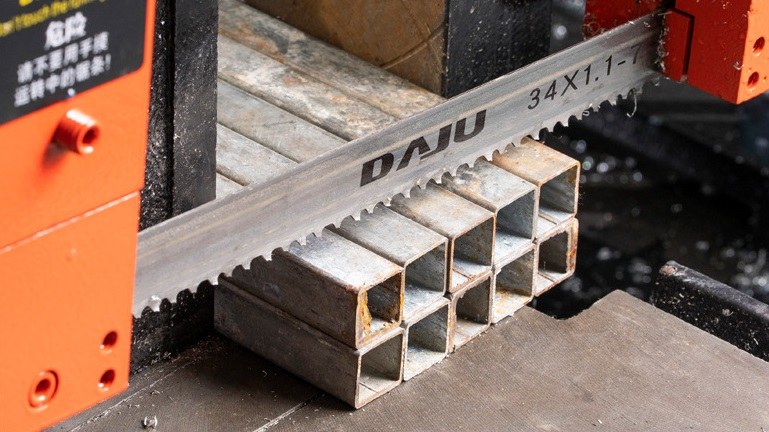
Scies à ruban horizontales Elles sont principalement utilisées pour le prétraitement des matières premières (découpage linéaire par lots), la découpe de matériaux de grandes dimensions en ébauches de longueur fixe. Elles ne conviennent pas aux formes irrégulières ni aux pièces complexes en petites séries. Elles fournissent plutôt les pièces de base pour les processus ultérieurs de tournage, de fraisage et de rectification.
Applications typiques :
- Usines de pièces standard découpant des barres d'acier 45# de Φ50–200 mm ou des barres d'acier de construction allié en ébauches cylindriques de longueur fixe.
- Entreprises de structures en acier découpant des plaques d'acier Q235/Q355 de 8 à 50 mm d'épaisseur pour des composants structurels soudés.
- Installations de traitement de tubes coupant des tubes en acier inoxydable de Φ30 à 150 mm ou des tubes en acier sans soudure pour des projets de pipelines ou l'assemblage de composants.
Adaptabilité du matériau :
- Dureté:Convient aux matériaux à résistance moyenne à élevée (HRC ≥ 30), tels que l'acier 45#, le 20CrMnTi, l'acier inoxydable 304/316 et les aciers à outils. Les systèmes d'entraînement haute puissance assurent une coupe stable et réduisent l'usure de la lame.
- Formulaire:Spécialisée dans l'usinage de barres/tubes de ≥ 3 m de long, de plaques de ≥ 20 mm d'épaisseur et de pièces massives lourdes de diamètre ≥ 150 mm. Les systèmes d'alimentation automatique améliorent considérablement l'efficacité du traitement par lots.


3.0Quand choisir une scie à ruban verticale : principaux scénarios d'application
Positionnement de base : Solution flexible pour un façonnage de précision
Les scies à ruban verticales sont destinées aux contours complexes et à l'usinage en petites séries. Elles conviennent à la découpe de courbes, d'arcs, de trous irréguliers ou aux corrections locales. Cependant, pour les aciers d'une dureté ≥ HRC 30, elles ne sont efficaces que pour les petites pièces ou les plaques minces, avec une efficacité d'usinage relativement faible.
Applications typiques :
- Usines de moulage découpant de l'acier à mouler Cr12MoV de 6 à 20 mm d'épaisseur pour des encoches en arc ou des rainures en U.
- Les fabricants de quincaillerie transforment des plaques d’alliage d’aluminium ou des plaques de plastique de 3 à 10 mm en pièces de forme irrégulière.
- Ateliers de maintenance effectuant la découpe d'ébauches d'engrenages, de boîtiers de roulements ou d'autres produits semi-finis pour corriger les écarts dimensionnels.
- Ateliers artisanaux de découpe de bois, d'acrylique ou de matériaux composites pour un façonnage sur mesure.
Adaptabilité du matériau :
- Dureté:Idéal pour les matériaux de faible dureté (HRC < 30), tels que l'aluminium, le cuivre, les plastiques ou le bois. Pour les aciers d'une dureté ≥ 30, seules les petites pièces peuvent être usinées avec des lames en acier rapide ou en carbure.
- Formulaire:Idéal pour les plaques et tubes fins d'une épaisseur inférieure ou égale à 10 mm, ainsi que pour les pièces semi-finies présentant des trous ou des formes irrégulières. La table de travail flexible permet de prévenir tout dommage aux surfaces déjà traitées.



4.0Types de scies à ruban pour métaux
Les scies à ruban pour métaux peuvent être classées selon l'orientation de la lame, le niveau d'automatisation et l'application prévue. Voici une liste détaillée :
Scies à ruban horizontales
- Scie à ruban horizontale manuelle:Fonctionnement manuel, adapté à la découpe en petites séries ou aux réparations en atelier.
- Scie à ruban horizontale semi-automatique:Dispose d'un serrage et d'une alimentation automatiques, idéal pour la production de volume moyen.
- Scie à ruban horizontale CNC:Entièrement automatisé avec alimentation servo, réglage de la longueur et coupe droite de haute précision pour la production industrielle à grande échelle.
- Scie à ruban verticale manuelle:Flexible pour couper des courbes, des arcs et des formes irrégulières, adapté aux pièces en petites séries ou personnalisées.
- Scie à ruban verticale CNC:Équipé d'une commande CNC, de tables de travail rotatives et d'une alimentation automatisée pour une découpe de contours de haute précision.
Scies à ruban spécialisées
- Scie à ruban à double colonne:Conçu pour la coupe intensive de barres d'acier épaisses et de grandes pièces solides.
- Scie à ruban portative:Compact et mobile, adapté à la découpe sur site de tuyaux, tubes et acier de construction.
Lignes de découpe CNC automatiques:Systèmes intégrés combinant plusieurs scies à ruban avec alimentation, découpe et déchargement automatiques pour la production de masse.
5.0Performances des scies à ruban horizontales et verticales : précision, efficacité et utilisation des matériaux
6.0Précision de coupe :
- Scie à ruban horizontale:Haute précision pour les coupes droites ; erreur de longueur contrôlable de ± 0,1 à 0,3 mm, jusqu'à ± 0,5 mm pour les tôles de grand diamètre ou épaisses. Satisfait aux exigences dimensionnelles des ébauches en série, mais ne permet pas un contrôle précis des courbes ou des formes irrégulières.
- Scie à ruban verticale:Erreur de courbe/d'arc de ± 0,05 à 0,2 mm (± 0,05 à 0,1 mm avec CNC ou tables rotatives). La précision de la coupe droite est légèrement inférieure ; l'avance manuelle permet un rendement de ± 0,1 à 0,3 mm, les modèles CNC pouvant atteindre ± 0,08 mm.
Efficacité du traitement :
- Scie à ruban horizontale :Haute efficacité grâce à l'alimentation automatique et à la découpe continue. Par exemple, pour les barres d'acier 45# de Φ80 mm, cadence de 60 à 100 pièces par heure. Idéal pour la production standardisée à grande échelle.
- Scie à ruban verticale :Faible rendement pour l'usinage monobloc. Le fonctionnement manuel permet d'obtenir 5 à 15 pièces par heure. Les modèles CNC améliorent le rendement, mais restent moins performants que les machines horizontales.
Utilisation du matériel :
- Scie à ruban horizontale :La perte de trait de scie n'est que de 0,5 à 1 mm avec presque aucun déchet d'angle ; utilisation du matériau > 98%.
- Scie à ruban verticale :La découpe de contours complexes produit souvent des chutes dans les coins ; utilisation : environ 90 à 951 TP3T. Des techniques d'optimisation comme l'imbrication des chemins peuvent réduire les déchets.

7.0Fonctionnement et entretien : scie à ruban horizontale et scie à ruban verticale
Complexité opérationnelle :
- Scie à ruban horizontale :Utilisation simple ; la machine effectue automatiquement le serrage, la découpe et le déchargement. Les débutants peuvent maîtriser les bases en 1 à 2 jours.
- Scie à ruban verticale :Nécessite un contrôle manuel de la pièce et de la tension de la lame ; le réglage du bloc de guidage requiert une grande expérience. Une à deux semaines de formation sont nécessaires pour les débutants. Les modèles CNC réduisent la difficulté, mais requièrent des compétences en programmation.
Risques pour la sécurité :
- Scie à ruban horizontale :Risque réduit ; pièce serrée hydrauliquement, lame protégée, mains à distance. Le système d'arrêt d'urgence (≤ 0,5 s) prévient les accidents.
- Scie à ruban verticale :Risque accru : l'alimentation manuelle rapproche les mains de la lame. Un mauvais alignement peut entraîner un blocage ou une rupture de la lame. Des systèmes de protection sont essentiels.
Entretien et coûts :
- Scie à ruban horizontale :Accent mis sur le système de serrage hydraulique et les rails de guidage d'alimentation. L'entretien annuel représente environ 3 à 51 tonnes du coût total de l'équipement.
- Scie à ruban verticale :Entretien plus fréquent des guides-lames, des rails et des systèmes de tension. L'entretien annuel représente environ 5 à 81 TP3T du coût total de l'équipement.
8.0Comment choisir la scie à ruban adaptée à vos applications industrielles
Étape 1 : Définir les besoins de traitement de base (positionnement fonctionnel)
- Découpe de pièces brutes en lots (longueur fixe, sans contours complexes) : privilégiez la scie à ruban horizontale.
- Façonnage de précision (courbes, profils irréguliers, détourage correctif) : choisissez la scie à ruban verticale.
Étape 2 : Adapter l’échelle de production aux propriétés des matériaux (validation du scénario)
- Production à grande échelle (≥50 pièces/jour, HRC ≥30, barres longues, plaques épaisses, pièces lourdes) : scie à ruban horizontale préférée.
- Production en petites séries (≤20 pièces/jour, HRC <30, plaques minces, matériaux tendres, pièces irrégulières) : scie à ruban verticale préférée.
Étape 3 : Affiner les exigences de précision et d’efficacité (optimisation de la configuration)
- Haute précision de coupe droite ≤ 0,1 mm : horizontale de haute précision avec alimentation servo.
- Haute précision de contour ≤ 0,08 mm : vertical avec table de travail à commande numérique et servocommande.
- Sensible au coût : manuel vertical ou horizontal de base.
- Priorité à l'efficacité : CNC horizontale avec chargement/déchargement automatique.
9.0Études de cas : Sélection de scies à ruban horizontales et verticales en production réelle
Cas 1 : Découpe brute par lots
- Le fabricant de pièces automobiles traite 800 pièces/jour de barres d'acier 20CrMnTi Φ60×70 mm.
- Besoin : découpe continue sans pilote.
- Solution : Scie à ruban horizontale CNC avec alimentation servo et réglage automatique de la longueur.
- Résultat : capacité de production de 60 pièces/heure.
Cas 2 : Façonnage de précision
- Le fabricant de composants de moules coupe 30 pièces/semaine de plaques d'acier pour moules Cr12MoV de 10 mm avec encoche en arc R5.
- Solution : Scie à ruban verticale CNC avec table de travail rotative.
- Résultat : précision du contour ±0,05 mm.
Cas 3 : Découpe multi-matériaux en petites séries
- L'atelier de réparation découpe des tubes en acier inoxydable de Φ50 mm et des pièces en tôle plastique.
- Solution : scie à ruban verticale manuelle.
- Résultat : équilibre entre le traitement des matériaux durs et mous et la maîtrise des coûts.
10.0Conclusion : Scie à ruban horizontale ou verticale – Comment faire le bon choix
Les scies à ruban horizontales et verticales ne sont pas une question de supériorité mais d'adaptation fonctionnelle basée sur la dureté du matériau, les dimensions de la pièce et le volume de production.
Scie à ruban horizontale :
- Résistance : découpe grossière par lots, haute efficacité, stabilité.
- Idéal pour les matériaux de résistance moyenne à élevée, les pièces longues/lourdes et les ébauches standardisées.
- Premier choix pour les entreprises de production à grande échelle.
Scie à ruban verticale :
- Résistance : flexible, façonnage de précision.
- Idéal pour les contours complexes, les petites séries et les pièces multi-variétés.
- Indispensable pour les fabricants de moules, les ateliers de réparation, la production sur mesure.
Principe de sélection :
- Évaluer l'équipement de :
- Besoins de traitement de base
- Échelle de production
- Propriétés des matériaux
- Exigences de précision et d'efficacité
But: Maximisez l’utilisation, réduisez les coûts et améliorez l’efficacité globale de la fabrication.


