

- 1.0Que sont les opérations de formage des métaux ?
- 2.0Qu'est-ce que la tonte ?
- 3.0Qu'est-ce que le grignotage ?
- 4.0Qu'est-ce que la flexion ?
- 5.0Qu'est-ce que le dessin ?
- 6.0Qu'est-ce que le gaufrage ?
- 7.0Qu'est-ce que la formation ?
- 8.0Qu'est-ce que le coining (squeezing) ?
- 9.0Comprendre la mécanique de flexion et les méthodes courantes
- 10.0Facteurs importants dans la flexion : tolérance de flexion, retour élastique et force
- 11.0Opérations d'emboutissage : production de formes creuses à partir de tôles plates
- 12.0Conclusion
- 13.0FAQ
La fabrication de tôles est un pilier de la production moderne, largement utilisé dans les secteurs de l'automobile, de l'aéronautique, de la construction et de l'électroménager. Comprendre les processus fondamentaux, tels que le cisaillage, le grignotage, le pliage, l'emboutissage, l'emboutissage et le matriçage, est essentiel pour les ingénieurs et les fabricants qui cherchent à optimiser l'efficacité de la production et la qualité des produits.
1.0Que sont les opérations de formage des métaux ?
Les opérations de formage des métaux consistent à façonner la matière sans en retirer aucune partie, évitant ainsi tout gaspillage. La tôle est soumise à des contraintes dépassant sa limite d'élasticité, mais reste inférieure à sa résistance ultime, lui permettant ainsi de prendre une nouvelle forme permanente.
Les opérations courantes de formage des métaux comprennent :
- Pliage
- Dessin
- Gaufrage
- Formation
- Frappe (également appelée compression)
2.0Qu'est-ce que la tonte ?
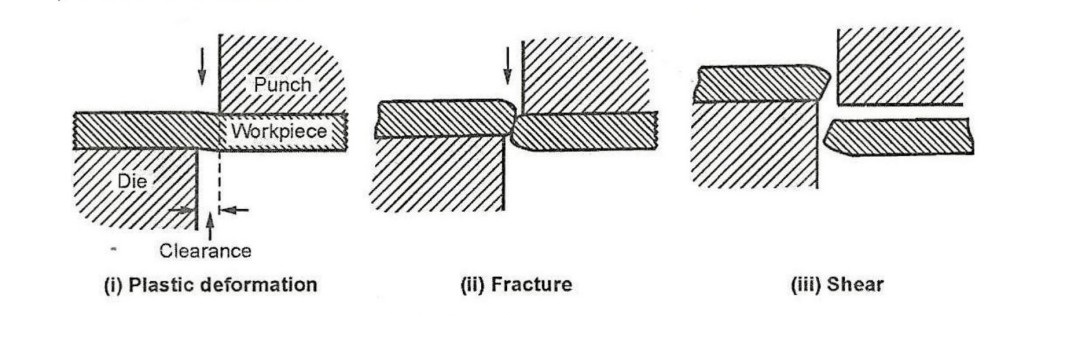
Le cisaillage est un procédé permettant de découper des lignes droites dans des tôles, des bandes ou des barres métalliques. Il comprend trois étapes principales :
- Déformation plastique
- Fracture (propagation de fissure)
- Cisaillement (séparation de matériaux)
Lorsqu'une pièce métallique est placée entre les lames supérieure et inférieure d'une cisaille et qu'une pression est appliquée, le matériau subit d'abord une déformation plastique. À mesure que la pression augmente, des fissures se forment sur les arêtes de coupe des lames. Ces fissures se propagent ensuite et se rejoignent, provoquant le cisaillement du matériau.
Cisailles— allant des modèles manuels aux modèles hydrauliques et mécaniques — sont utilisés pour réaliser ce processus de manière efficace et précise, en particulier dans les applications à volume élevé ou industrielles.
3.0Qu'est-ce que le grignotage ?
Le grignotage est généralement utilisé en remplacement du découpage. Il est conçu pour découper des pièces plates dans des tôles et convient à des formes allant des contours simples aux plus complexes. Ce procédé est principalement utilisé pour la production de petites quantités de composants.
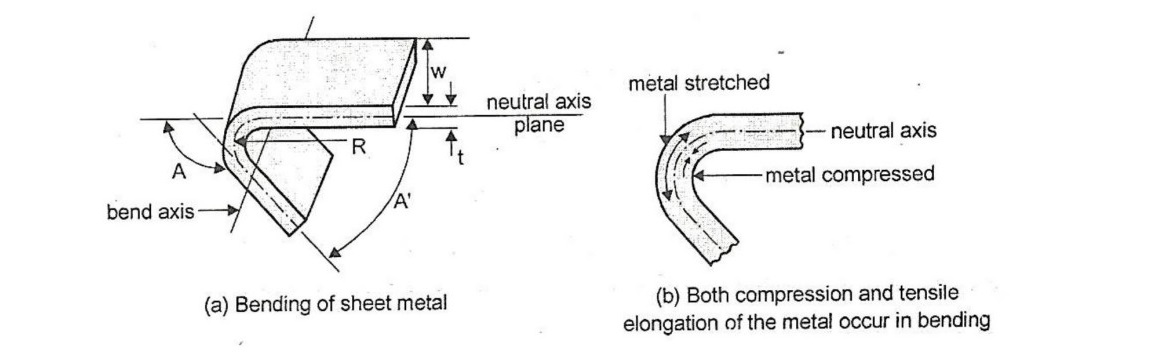
4.0Qu'est-ce que la flexion ?
Le pliage est un procédé par lequel une feuille de métal rectiligne est transformée en une forme courbe. Lors du pliage, le matériau est soumis à des contraintes de traction et de compression, ce qui entraîne une déformation plastique supérieure à la limite d'élasticité, mais inférieure à la résistance ultime.
Les types courants de pliage comprennent :
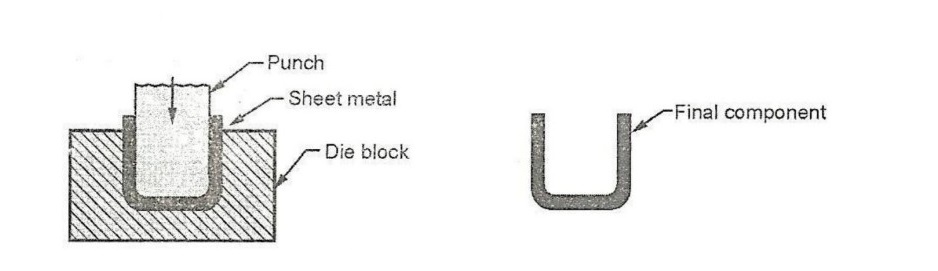
- courbure en U
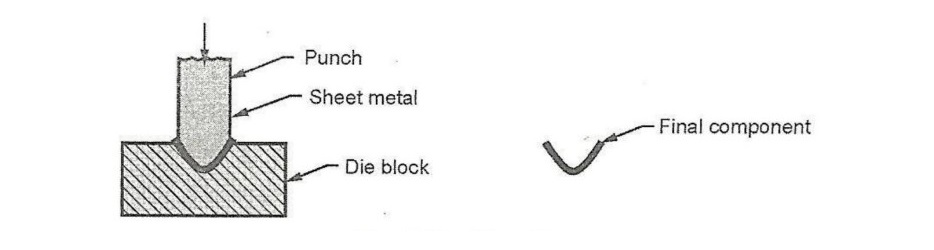
Le cintrage en U (également appelé cintrage en U) utilise une cavité en forme de « U », ce qui donne un composant au profil en U. Cette opération est généralement réalisée à l'aide d'un presse plieuse machine équipé de matrices en U. - pliage en V
Le pliage en V utilise un poinçon en forme de coin et une matrice en V. L'angle du V peut varier d'aigu à obtus, jusqu'à 90°. C'est l'une des techniques de pliage les plus répandues dans les presses plieuses en raison de sa polyvalence et de sa précision. - Pliage d'angle
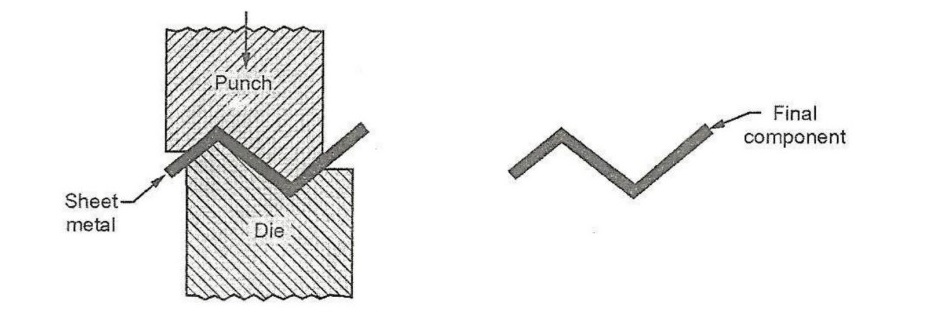
Le pliage d'angle est un terme général désignant le pliage de tôles à angle aigu. Il peut également être réalisé à l'aide d'une presse plieuse, en fonction de la géométrie et de l'angle requis. - Curling
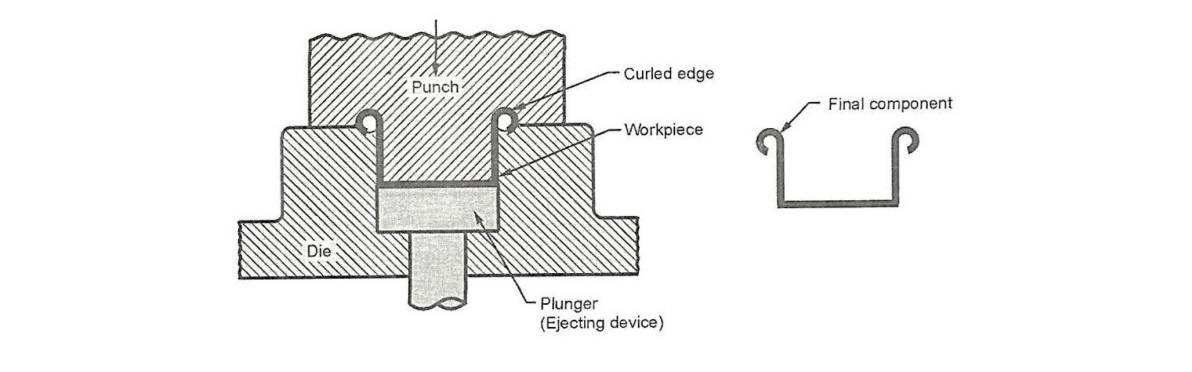
Le roulage consiste à courber le bord d'une tôle autour d'une forme. Le poinçon et la matrice comportent tous deux des cavités partielles pour façonner le matériau. Après l'opération, le poinçon se rétracte et la pièce est éjectée à l'aide d'un piston. Cette méthode est utilisée pour la fabrication de tambours, de casseroles, de marmites et d'articles similaires. - Pliage au rouleau
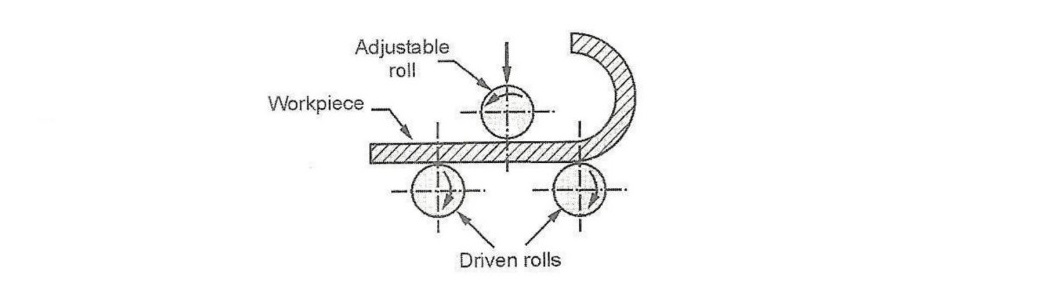
Le cintrage à laminoir utilise un ensemble de rouleaux pour cintrer progressivement de grandes pièces de tôle en sections courbes. Il est couramment utilisé pour la fabrication de grands réservoirs de stockage, d'appareils sous pression, de tuyaux et de composants structurels. - Pliage dans une machine à 4 coulisseaux
Cette méthode est utilisée pour les pièces relativement courtes. Ces machines sont de conception variable et utilisent des mouvements verticaux et latéraux de l'outil pour former des formes complexes. - Pliage des bords
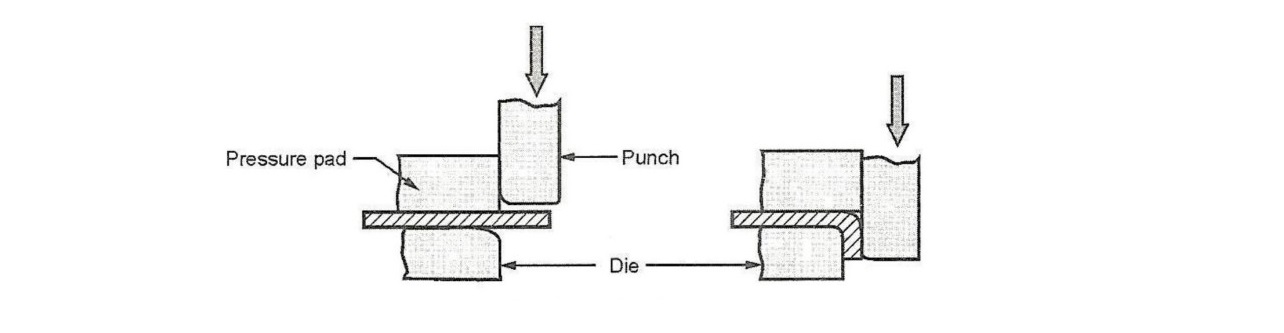
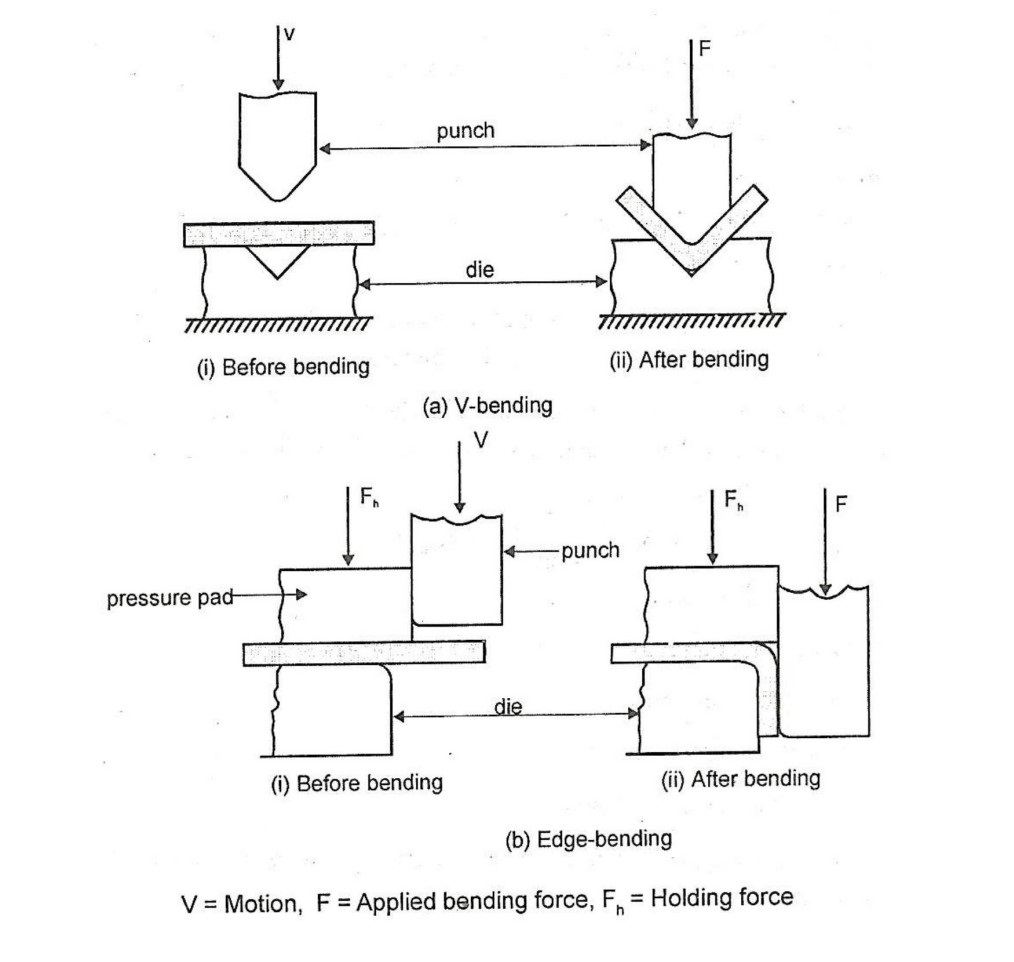
Le pliage des bords implique un chargement en porte-à-faux, où un tampon de pression maintient la pièce contre la matrice tandis qu'un poinçon force le métal à se plier sur le bord. Presse freins Les machines équipées de matrices d'essuyage peuvent également réaliser ce type de pliage. Le pliage des bords est généralement limité à des angles de 90° ou moins, bien que les matrices d'essuyage puissent être conçues pour des angles plus importants.
En raison de la complexité des tampons de pression et des matrices d'essuyage, cette méthode est plus coûteuse mais bien adaptée à la production à grand volume.
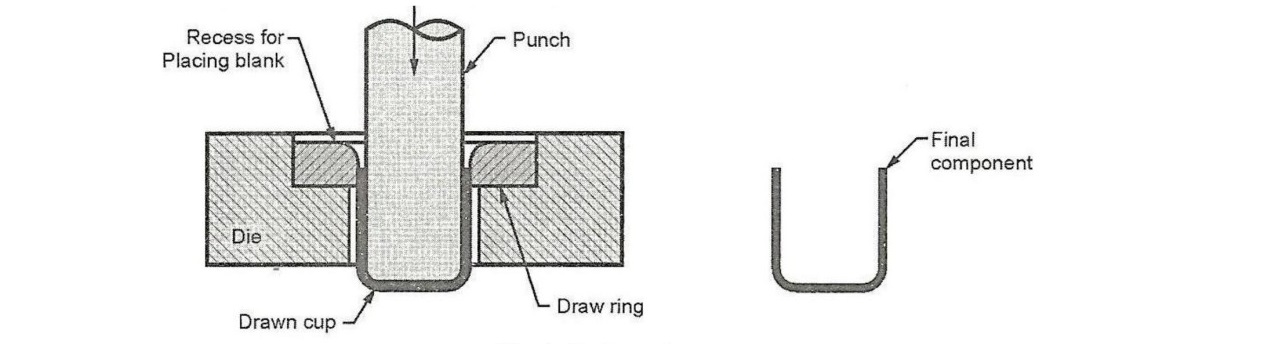
5.0Qu'est-ce que le dessin ?
L'emboutissage est un procédé par lequel un poinçon force une tôle plate dans l'empreinte d'un outil, provoquant un écoulement plastique de la matière et lui donnant une forme de coupe. Il est utilisé pour créer des pièces creuses à partir de tôles plates.
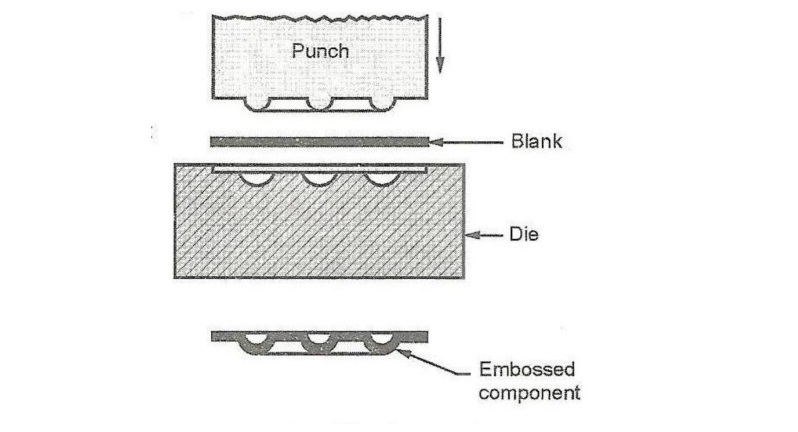
6.0Qu'est-ce que le gaufrage ?
Le gaufrage permet de créer des motifs en relief ou en creux sur des tôles, à des fins décoratives ou fonctionnelles. Il peut servir à imprimer des logos, des marques, des références de pièces ou d'autres signes distinctifs.
7.0Qu'est-ce que la formation ?
Lors du formage, le métal est soumis à une contrainte au-delà de sa limite d'élasticité afin de conserver définitivement une nouvelle forme, reproduisant ainsi fidèlement le contour du poinçon et de la matrice. Contrairement à l'emboutissage, il n'y a pas de fluage important du métal. Ce procédé est utilisé pour la fabrication d'articles tels que les panneaux de porte, les meubles en acier et les carrosseries d'avion.
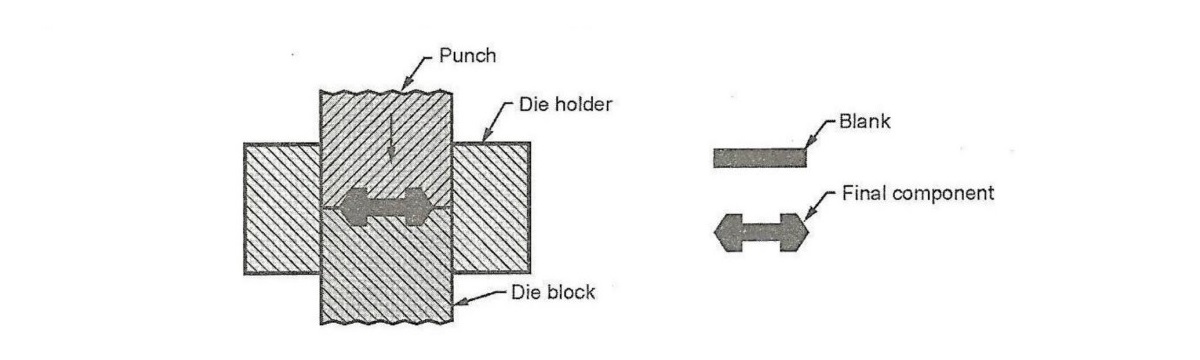
8.0Qu'est-ce que le coining (squeezing) ?
Le frappe est un procédé de formage de précision qui consiste à placer une ébauche métallique entre un poinçon et une matrice, puis à appliquer une pression élevée. Le métal s'écoule à froid, remplissant entièrement la cavité de la matrice. Ce procédé permet de produire des pièces de monnaie, des médailles et des éléments décoratifs aux détails de surface précis.
9.0Comprendre la mécanique de flexion et les méthodes courantes
Lors du pliage de tôles, le métal est tendu autour d'un axe rectiligne. Le matériau à l'intérieur du pli est comprimé, tandis que celui à l'extérieur est étiré. Le métal subit une déformation plastique, de sorte que le pli conserve sa forme après la suppression de la contrainte. Le pliage ne modifie généralement pas significativement l'épaisseur du matériau.
Les deux méthodes de pliage les plus courantes sont :
- pliage en V: Réalisée à l'aide d'un poinçon et d'une matrice en V, cette méthode permet de réaliser une gamme d'angles de pliage allant de l'aigu à l'obtus. Elle est généralement utilisée pour les applications à faible production et est souvent réalisée sur une presse plieuse. Les matrices en V sont relativement simples et peu coûteuses.
- Pliage des bordsCette méthode utilise un tampon de pression pour maintenir la base de la pièce pendant qu'un poinçon plie la tôle sur le bord de la matrice. Le pliage des bords est limité à des angles de 90° ou moins, sauf si des matrices d'essuyage plus complexes sont utilisées. Ces matrices sont plus coûteuses que les matrices en V, mais conviennent à la production en grande série.
10.0Facteurs importants dans la flexion : tolérance de flexion, retour élastique et force
tolérance de pliage
Lorsque le rayon de courbure est faible par rapport à l'épaisseur du matériau, celui-ci a tendance à s'allonger lors du pliage. Une estimation précise de cet allongement est essentielle pour garantir que la pièce finale soit conforme aux spécifications de conception. La tolérance de pliage (PA) est la longueur estimée de l'axe neutre avant pliage et tient compte de l'allongement du matériau. Elle peut être calculée à l'aide de la formule générale suivante :
BA = (π / 180) × A × (R + K × t)
Où:
- BA = Tolérance de pliage (en mm)
- A = Angle de courbure (degrés)
- R = Rayon de courbure intérieur (mm)
- t = Épaisseur du stock (mm)
- K = Facteur permettant d'estimer l'emplacement de l'axe neutre (généralement compris entre 0,33 et 0,5, selon le matériau et les conditions de pliage)

L'étirement se produit généralement lorsque le rayon de courbure est petit par rapport à l'épaisseur de la tôle.
Retour élastique
Une fois la pression de flexion relâchée, l'énergie élastique emmagasinée dans le matériau provoque un retour partiel à sa forme initiale : c'est ce qu'on appelle le retour élastique. Ce retour est défini comme l'augmentation de l'angle d'ouverture de la pièce pliée par rapport à l'angle de l'outil après décharge.
SB = θ₁ – θ₂
Où:
- SB = Retour élastique (degrés)
- θ₁ = Angle inclus de la pièce en tôle après pliage
- θ₂ = Angle inclus de l'outil de formage
Force de flexion
La force de pliage requise dépend de facteurs tels que la géométrie du poinçon et de la matrice, la résistance du matériau, l'épaisseur de la tôle et la largeur de la pièce. La force de pliage maximale peut être estimée à l'aide des éléments suivants :
F = (Kbf × TS × ω × t²) / D
Où:
- F = Force de flexion (N)
- TS = Résistance à la traction du matériau (MPa)
- ω = Largeur de la pièce (mm)
- t = Épaisseur de la tôle (mm)
- D = Dimension d'ouverture de la matrice (mm)
- Kbf = Coefficient de force de flexion
- 33 pour le pliage en V
- 33 pour le pliage des bords
11.0Opérations d'emboutissage : production de formes creuses à partir de tôles plates
L'emboutissage est un procédé de formage de tôle utilisé pour créer des pièces creuses en forme de coupelle, de boîte ou autres. Une tôle plate est placée sur une cavité de matrice et enfoncée à l'aide d'un poinçon. Un serre-flan maintient la pièce en place pendant l'opération.
Les applications typiques incluent :
- canettes de boisson
- obus de munitions
- Éviers et ustensiles de cuisine
- Panneaux automobiles
Mécanique et étapes de l'emboutissage profond
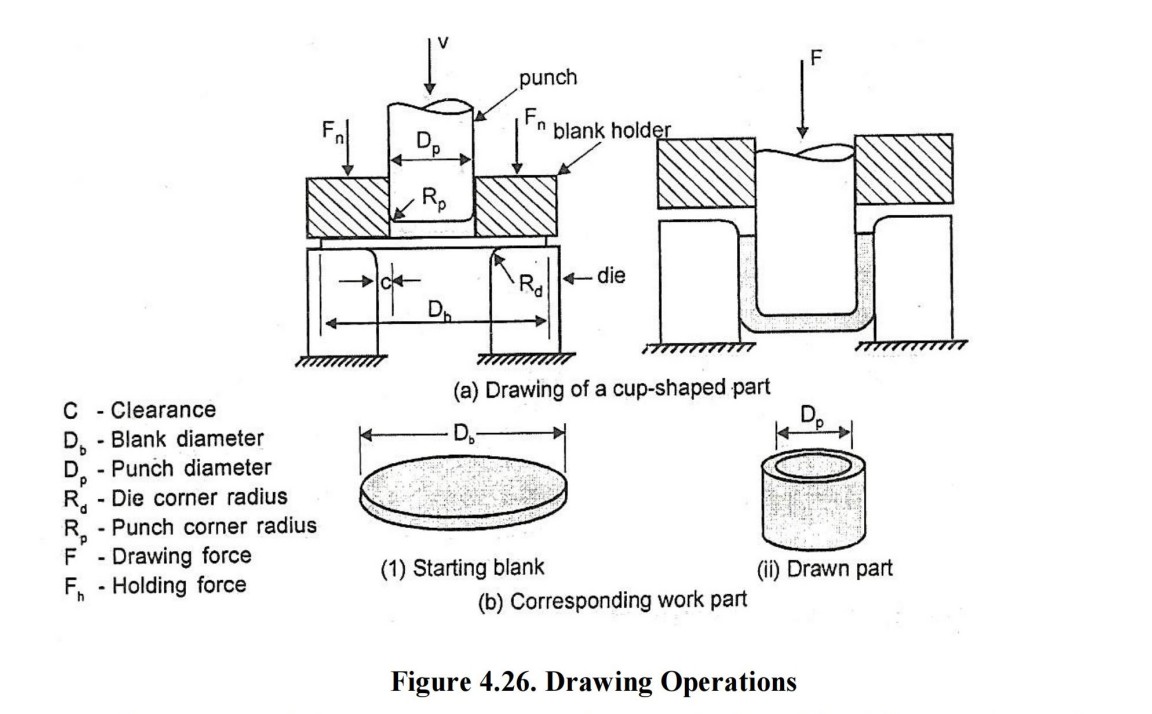
Dans le processus de dessin de base de la tasse :
Une ébauche de diamètre Db est emboutie à l'aide d'un poinçon de diamètre Dp.
Le poinçon et la matrice ont des rayons d'angle (Rp et Rd) pour éviter les déchirures.
Un jeu C est prévu entre le poinçon et la matrice :
C ≈ 1,1 × t
Deux forces sont appliquées :
Force de poinçonnage (F) pour la déformation
Force de serrage de la pièce (Fh) pour contrôler le flux de métal
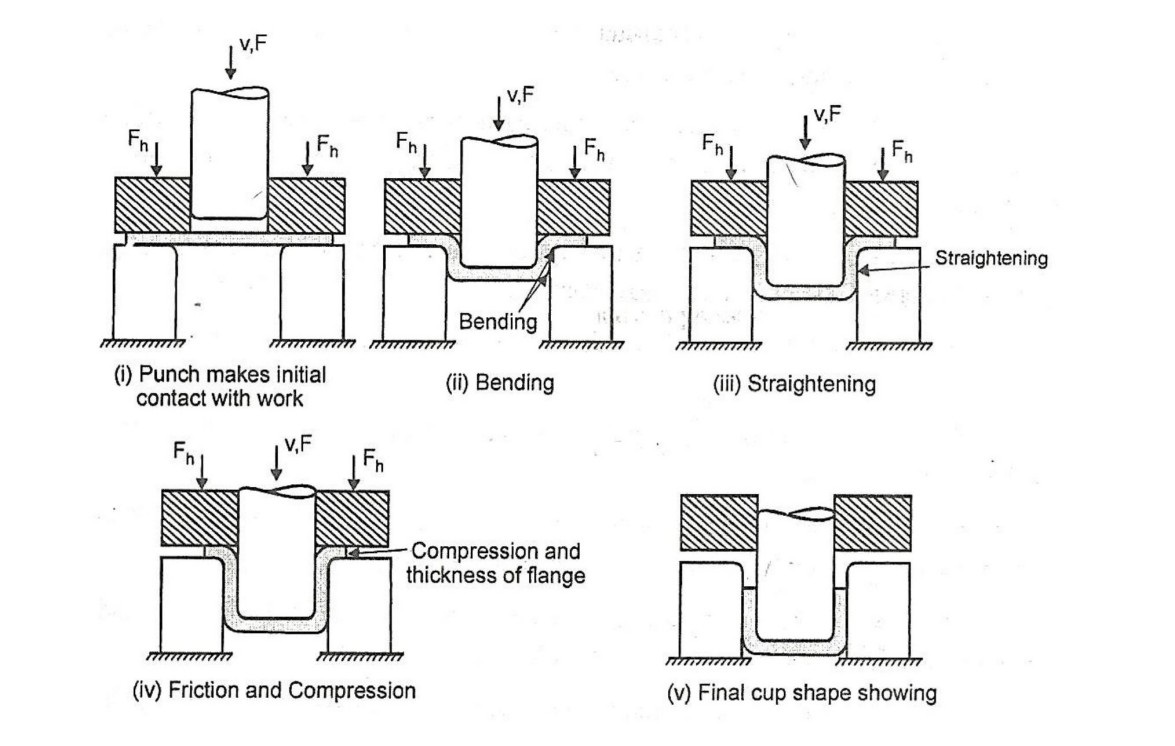
Les étapes de l'emboutissage profond comprennent :
Contact initial – Le métal est plié sur le rayon de la matrice et du poinçon.
Redressement – Les zones précédemment pliées se redressent lorsqu’elles sont tirées dans la matrice.
Étirage et compression – Le matériau s’écoule de la bride vers la cavité de la matrice.
Le frottement (statique → dynamique) résiste à l'écoulement.
La compression au niveau de la bride provoque un épaississement et un froissement potentiel.
Dessin continu – Le poinçon continue vers le bas, attirant le métal dans la matrice.
Un amincissement peut se produire dans la paroi du cylindre.
Un équilibre entre la force du serre-flan et le frottement est essentiel.
Une lubrification est généralement requise.
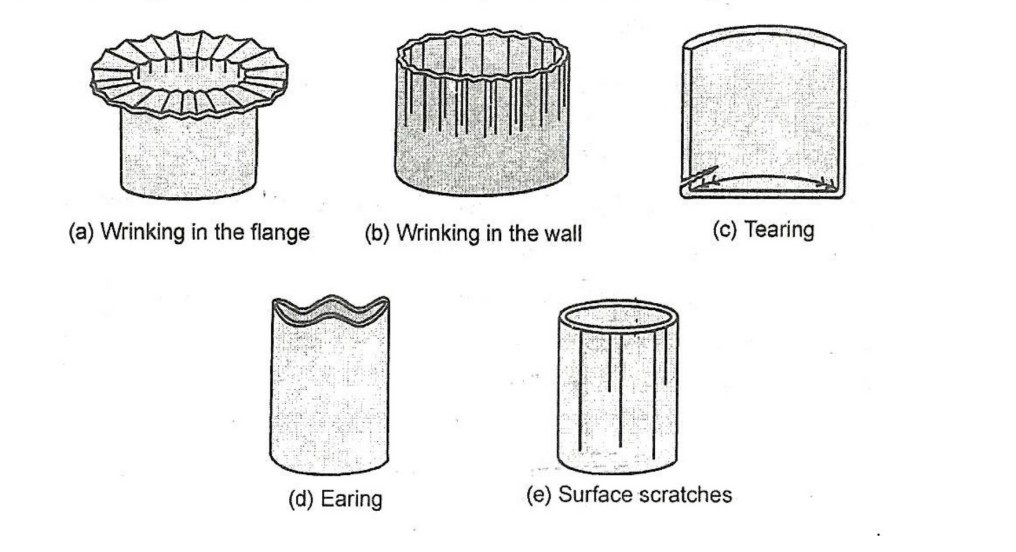
Défauts courants dans le dessin
- Plissement dans la bride : crêtes radiales dues au flambement par compression.
- Plissement dans le mur : plis de bride tirés dans le mur vertical.
- Déchirure : fissures ouvertes près de la base en raison d'une contrainte de traction élevée.
- Oreilles : bords irréguliers (oreilles) dus à l'anisotropie de la feuille.
- Rayures de surface : causées par des surfaces de matrice rugueuses ou une mauvaise lubrification.
Opérations de formage par étirage : grandes feuilles profilées pour l'aérospatiale et l'automobile
Le formage par étirement crée de grandes feuilles aux contours précis en étirant le métal au-delà de sa limite élastique sur un bloc de forme.
Le retour élastique est un problème clé, influencé par :
- Type de matériau
- Épaisseur
- Dureté
- Rayon de courbure (un rayon plus grand entraîne un retour élastique plus important)
Méthodes pour réduire le retour élastique
Étirement excessif à l'aide de blocs de forme de type V
Réglage des coins : Frappage des coins pour libérer la contrainte élastique résiduelle
Méthodes de formage par étirage
Méthode du bloc de forme
Le flan est tendu sur un seul bloc de forme (matrice mâle).
Méthode d'accouplement
Utilise des matrices mâles et femelles pour une précision et une répétabilité supérieures.
12.0Conclusion
En résumé, les procédés de fabrication de tôles tels que le cisaillement, le grignotage, le pliage, l'emboutissage, le gaufrage et le frappe jouent chacun un rôle essentiel dans la transformation des tôles en composants fonctionnels et précis.
Une compréhension approfondie des mécanismes et des variables affectant ces processus, notamment la tolérance de pliage, le retour élastique et la conception des outils, permet aux fabricants de minimiser les défauts et d'optimiser la production, que vous produisiez des pièces plates simples ou complexes.
Panneaux profilés, la maîtrise de ces techniques est la clé d'une fabrication réussie de tôles.
13.0FAQ
Q1 : Quelle est la principale différence entre le pliage et l’emboutissage dans la fabrication de tôles ?
A1 : Le pliage modifie la forme en déformant plastiquement le métal autour d'un axe sans flux de matière significatif, tandis que l'étirage consiste à tirer la matière dans une cavité de matrice, provoquant un flux de plastique pour former des formes creuses.
Q2 : Comment le retour élastique peut-il être minimisé lors du pliage ?
A2 : Le retour élastique peut être réduit par une flexion excessive, en sélectionnant un outillage approprié, en utilisant un matériau avec moins d'élasticité et en appliquant des calculs de tolérance de pliage appropriés lors de la conception.
Q3 : Quand le grignotage est-il préféré au masquage ?
A3 : Le grignotage est privilégié pour la découpe de contours complexes ou de petites séries de production où les matrices de découpage seraient coûteuses ou peu pratiques.
Q4 : Quelles sont les causes des rides lors de l'emboutissage profond et comment peut-on les éviter ?
A4 : Les plis résultent des contraintes de compression au niveau de la bride. Ils peuvent être minimisés en optimisant la force exercée sur le serre-flan, la lubrification et la géométrie de l'outil.
Q5 : Pourquoi la lubrification est-elle importante dans les processus de formage et d’étirage ?
A5 : La lubrification réduit la friction entre la tôle et l'outillage, évitant ainsi les dommages de surface, l'usure excessive de l'outil et les défauts tels que les déchirures ou les plis.




