

- 1.0Choisir entre les lasers CO₂ et à fibre
- 2.0Qu'est-ce qu'un laser CO₂ ?
- 3.0Qu'est-ce qu'un laser à fibre ?
- 4.0Comprendre les principales différences entre les lasers CO₂ et à fibre
- 5.0Laser CO₂ ou laser à fibre : quelle technologie est la plus sûre à utiliser ?
- 6.0Lasers CO₂ ou à fibre : lequel est le plus économe en énergie ?
- 7.0Lasers CO₂ et lasers à fibre : comparaison des investissements en capital
- 8.0Lasers CO₂ et lasers à fibre : coûts de maintenance et d'exploitation
- 9.0Laser CO₂ vs. Laser à fibre : comparaison des vitesses de découpe
- 10.0Laser CO₂ vs. Laser à fibre — Tableau comparatif des traitements des matériaux
- 11.0Laser à fibre ou laser CO₂ : lequel acheter et pourquoi ?
- 12.0Laser CO₂ vs. Laser à fibre — Questions fréquemment posées
1.0Choisir entre les lasers CO₂ et à fibre
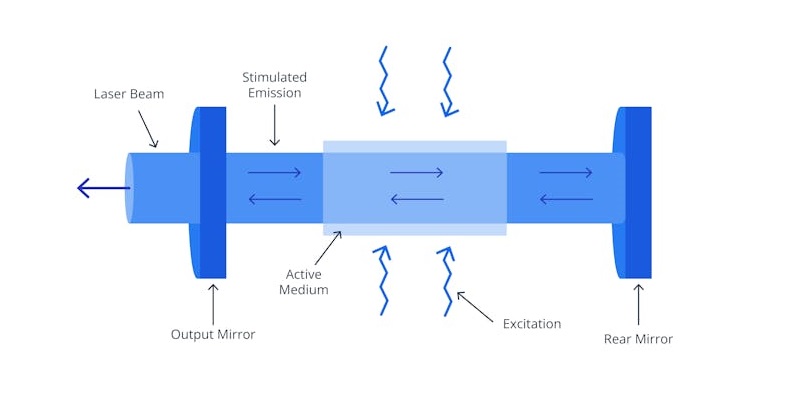
Le rôle principal de la source laser : Au cœur de tout système laser se trouve sa source laser. Ce composant génère le faisceau laser en alimentant des particules lumineuses et en les libérant en un flux focalisé.
Types courants de sources laser et leurs avantages : Les deux sources laser les plus utilisées aujourd'hui sont les lasers CO₂ et les lasers à fibre. Chacun offre des performances distinctes. Choisir la bonne source laser peut améliorer considérablement l'efficacité, la précision et la flexibilité du traitement.
Découpe laser CO₂ vs. fibre pour le traitement des métaux : Les professionnels de la fabrication débattent depuis longtemps de la technologie la mieux adaptée à la découpe des métaux. Certains privilégient les systèmes CO₂ éprouvés, tandis que d'autres privilégient les avantages modernes des lasers à fibre.
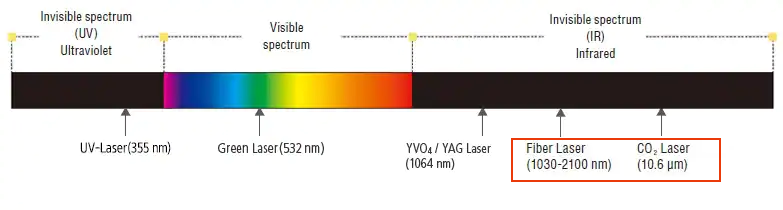
Facteurs clés dans le choix d'une source laser : La principale différence entre ces deux types de laser réside dans leur longueur d’onde et leur méthode de délivrance du faisceau :
- Lasers à fibre : conçus pour la découpe du métal, ils fonctionnent à des longueurs d'onde plus courtes, ce qui les rend très efficaces pour couper une large gamme de métaux.
- Lasers CO₂ : compatibilité des matériaux plus large, idéal pour couper des matériaux non métalliques et certains métaux avec la bonne configuration.
2.0Qu'est-ce qu'un laser CO₂ ?
Les lasers CO₂ comptent parmi les plus polyvalents et les plus répandus, plébiscités pour leur large compatibilité avec les matériaux. Ils découpent et gravent par vaporisation, ce qui les rend particulièrement efficaces sur les substrats non métalliques.
Comment ça marche :
Un laser CO₂ fonctionne en excitant un mélange gazeux, composé principalement de dioxyde de carbone (CO₂), d'azote (N₂) et d'hélium. Un champ électrique alimente les molécules d'azote, qui transfèrent leur énergie aux molécules de CO₂ par résonance. Les molécules de CO₂ émettent alors des photons, créant ainsi le faisceau laser. L'hélium permet de ramener les molécules de CO₂ à leur état fondamental, permettant ainsi une production continue.
Caractéristiques du laser :
- Longueur d'onde :~10,6 microns ; se situe dans le spectre infrarouge moyen à lointain.
- Sortir: Génération laser à haut rendement.
- Conception: Structure simple avec un faible coût de production.
- Plage de puissance : Réglable de milliwatts à kilowatts.
- Qualité du faisceau : Fournit une puissance de crête continue et stable.
- Évolutivité : La puissance de sortie peut être augmentée en allongeant le tube laser.
- Modulation: La commutation Q via des miroirs rotatifs permet une puissance d'impulsion plus élevée.
- Progrès : Des variantes telles que les lasers CO₂ excités par RF offrent une meilleure puissance, une meilleure longévité et une meilleure efficacité.
Caractéristiques du laser CO₂ :
- Types de systèmes : Compatible avec plusieurs formats de systèmes laser CO₂.
- Personnalisation : Disponible en différents niveaux de puissance et tailles de zone de travail.
- Flexibilité du matériau : Prend en charge une large gamme de substrats.
Abordabilité : Son coût initial inférieur en fait une option rentable pour la gravure.
Matériaux transformables :
- Découpe et gravure : Plastique, acrylique, bois, carton, papier, tissu, caoutchouc.
- Gravure uniquement : Verre, céramique, pierre, métaux revêtus. Le métal nu ne peut généralement pas être traité directement et peut nécessiter des sprays de marquage ou des revêtements.
Applications typiques :
- Fabrication de signalisation et d'affichage
- Découpe et gravure acrylique
- Cadeaux personnalisés et personnalisation de jouets
- Production de trophées et de récompenses
3.0Qu'est-ce qu'un laser à fibre ?
Les lasers à fibre utilisent une fibre dopée aux terres rares comme milieu de gain et sont spécialement conçus pour le marquage des métaux et les applications plastiques à contraste élevé. Ils excellent dans les tâches où les lasers CO₂ sont insuffisants, offrant une vitesse élevée, une faible consommation d'énergie et un fonctionnement quasiment sans entretien.
Comment ça marche :
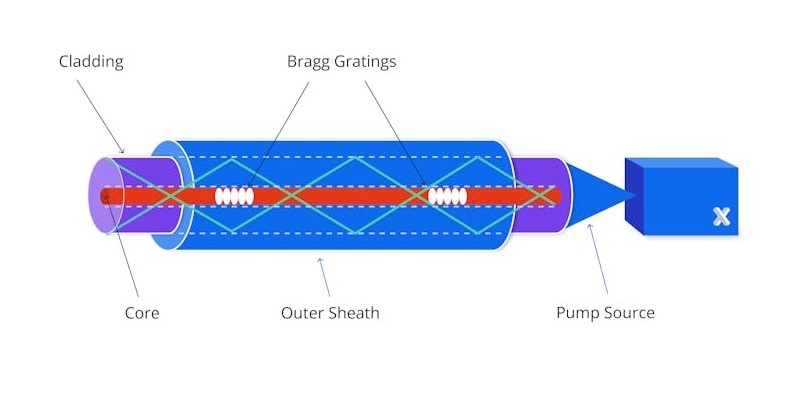
Construits autour d'une architecture monolithique, les lasers à fibre génèrent de la lumière en stimulant une fibre optique dopée (par exemple, à l'ytterbium). L'énergie laser est amplifiée dans la cavité de la fibre et réfléchie par des réseaux de Bragg, produisant un faisceau collimaté focalisé sur la surface du matériau à travers une lentille.
Avantages des lasers à fibre :
- Entretien: Pratiquement sans entretien sur de longues périodes.
- Taille: Compact et facile à intégrer.
- Stabilité: Faisceau de haute qualité avec faible bruit et scintillement.
- Coût: Inférieur aux systèmes comparables à la même puissance de sortie.
- Environnement: Fonctionne bien dans des conditions de température et industrielles variables.
- Vitesse et puissance : Vitesses de coupe rapides avec des niveaux de puissance disponibles atteignant 12 kW ou plus.
Technologie et avantages de la découpe laser à fibre
Les lasers à fibre émettent des faisceaux hautement focalisés avec une excellente absorption dans les métaux, ce qui les rend particulièrement efficaces pour la découpe. Leur faible réflectivité et l'efficacité de leur faisceau surpassent celles des lasers CO₂ dans de nombreuses applications métalliques.
- Adéquation du matériau : Idéal pour l'acier inoxydable, l'aluminium, le laiton et le cuivre.
- Épaisseur de coupe : Capable de couper des tôles de plus de 1 pouce (25 mm), avec des performances optimales inférieures à 0,5 pouce (12,5 mm).
- Gaz d'assistance : L’utilisation d’azote ou d’oxygène contribue à améliorer l’élimination des scories, la vitesse de coupe et la qualité des bords.
- Consommation d'énergie : Fonctionne avec un coût de fonctionnement deux à trois fois inférieur à celui des lasers CO₂.
- Vitesse de coupe : Jusqu'à 5 fois plus rapide que les systèmes CO₂ traditionnels.
- Entretien: Le système optique scellé minimise le nettoyage et le remplacement des lentilles.
- Productivité: Augmente le débit et réduit le coût de production par pièce.
Principales caractéristiques des lasers à fibre
- Marquage direct : Capable de graver et de marquer les métaux nus sans sprays ni revêtements.
- Durabilité: Longue durée de vie (minimum 25 000 heures).
- Axe rotatif : Des accessoires rotatifs en option permettent le marquage sur des surfaces cylindriques ou coniques.
Matériaux transformables :
- Métaux : Aluminium, bronze, cuivre, or, platine, argent, acier inoxydable, titane.
- Plastiques : ABS, polyamide, polycarbonate, PMMA (acrylique), additifs marquables au laser.
Applications typiques :
- Marquage d'articles promotionnels
- Marquage plastique à contraste élevé
- Marquage direct des pièces
- Gravure de codes-barres et de plaques signalétiques
4.0Comprendre les principales différences entre les lasers CO₂ et à fibre
| Critères de comparaison | Laser CO₂ | Laser à fibre |
| Consommation d'énergie et efficacité : | Consommation d'énergie élevée, faible efficacité (~5–10%) ; coûts d'exploitation plus élevés. | Faible consommation d'énergie, haute efficacité (> 90% typique) ; économie d'énergie et rentabilité. |
| Coût initial : | Coût inférieur ; bon rapport qualité-prix. | Coût par watt plus élevé ; le coût total de l’équipement peut être 5 à 10 fois supérieur à celui d’un laser CO₂. |
| Durée de vie : | Durée de vie plus courte ; options de rénovation limitées. | Longue durée de vie (jusqu'à 25 000 heures), environ 10 fois plus longue que le CO₂ ; remise à neuf facilement disponible. |
| Précision de coupe : | Précision inférieure. | Précision supérieure ; idéal pour un travail fin et détaillé. |
| Matériaux de coupe typiques : | Acrylique, mélamine, nacre, papier, film polyester, plastique, caoutchouc, bois, POM, tissu, Corian®, liège, fibre de verre, cuir, carton, contreplaqué, etc. | Métaux (y compris l'acier inoxydable, l'aluminium, le titane et d'autres matériaux réfléchissants), verre, acrylique (PMMA), POM, papier, carton, la plupart des mousses, etc. |
| Compatibilité des matériaux : | Idéal pour les matériaux non métalliques et certains matériaux non ferreux. | Convient à la plupart des matériaux, en particulier aux métaux ; optimal pour la découpe de pièces d'une épaisseur ≤ 20 mm. |
| Plage de puissance : | Des dizaines de watts jusqu'à environ 100 kW ; une puissance élevée nécessite un refroidissement à grande échelle. | La puissance de sortie peut approcher 1 mégawatt (MW) ; faibles besoins de refroidissement. |
| Longueur d'onde : | 10,6 µm ou 9,6 µm (longueur d'onde la plus longue). | 1064 nm (1,064 µm ; longueur d'onde plus courte). |
| Coûts d'exploitation : | Faible efficacité électrique ; consommation d’énergie élevée. | Rendement électrique élevé ; excellentes performances économiques. |
| Industries: | Médical, défense, télécommunications, fabrication générale ; bien adapté à la découpe de plaques épaisses (> 10 mm), souvent utilisé avec l'assistance d'oxygène. | Télécommunications, médical, usinage de précision, automobile, électronique ; excelle dans la découpe de métaux réfléchissants comme le titane, le laiton et l'aluminium. |
5.0Laser CO₂ ou laser à fibre : quelle technologie est la plus sûre à utiliser ?
Risques liés à la sécurité laser : Quel que soit son type, le rayonnement laser, direct ou réfléchi, peut présenter de graves dangers pour les yeux et la peau. Pour atténuer ce risque, les systèmes laser sont classés en fonction des risques biologiques potentiels, avec un étiquetage de sécurité obligatoire, conformément à la réglementation. BS EN 60825-1 (CEI 60825-1)Cette norme décrit les classes de laser et les limites d'émission correspondantes :
- Classe 1 :Sûr en fonctionnement normal, même en cas de vision directe prolongée ou d'observation à travers des instruments optiques tels que des loupes ou des télescopes.
- Classe 2M : Émet un rayonnement visible ; généralement sans danger pour une exposition à l'œil nu à court terme, mais peut être nocif s'il est observé à travers des aides optiques.
- Classe 4 :Risque élevé de lésions oculaires et cutanées, même en cas de réflexions diffuses ; présente également des risques d'incendie.


Mesures de sécurité dans les systèmes de découpe laser
Alors que lasers à fibre sont intrinsèquement Classe 4 en raison de leur puissance de sortie élevée, la plupart des systèmes de découpe laser à fibre sont conçus pour répondre Normes de sécurité de classe 1 grâce à des fonctions de protection robustes :
- Systèmes de verrouillage : Désactivez automatiquement l'émission laser si les panneaux d'accès ou les portes de l'enceinte ne sont pas correctement fermés, évitant ainsi toute exposition accidentelle.
- Fenêtres de protection : Un verre de sécurité laser spécialisé protège les opérateurs de l'exposition au faisceau tout en permettant une surveillance visuelle. Le verre doit être classé en fonction de la puissance du laser, de sa focalisation et des caractéristiques du faisceau.
Caractéristiques de sécurité du laser CO₂
- Conception ouverte : Les machines laser CO₂ utilisent souvent des configurations à toit ouvert. Même réfléchi, le faisceau est fortement diffusé, ce qui réduit le risque de lésions graves.
- Protection rentable : Le verre de sécurité utilisé est généralement semi-transparent et moins coûteux, offrant une protection suffisante tout en maintenant la visibilité pour l'opérateur.
Considérations de sécurité relatives aux lasers à fibre
- Exigence de certification : Lors de l'achat d'un équipement laser à fibre, assurez-vous que la source laser et le système complet sont Certifié CE, confirmant la conformité aux normes de sécurité internationales.
- Confinement renforcé : En raison de la longueur d'onde plus courte et de la densité énergétique plus élevée, les lasers à fibre nécessitent un blindage et une conception de boîtier plus stricts pour éviter toute exposition dangereuse, même à des niveaux de puissance élevés.
6.0Lasers CO₂ ou à fibre : lequel est le plus économe en énergie ?
Comparaison de la consommation d'énergie :
Les lasers à fibre offrent un avantage significatif par rapport aux lasers CO₂ en termes d’efficacité énergétique et de durabilité.
Efficacité du laser CO₂ : Avec une efficacité électrique d'environ 10%, un laser CO₂ de 6 kW nécessite généralement environ 60 kW de puissance d'entrée.
Efficacité du laser à fibre : Les systèmes laser à fibre fonctionnent avec une efficacité d'environ 45% (jusqu'à 50%), ne nécessitant qu'environ 13 kW d'entrée pour obtenir la même sortie de 6 kW.
À mesure que la puissance de sortie du laser augmente, les exigences en matière de refroidissement augmentent également. Les lasers CO₂ nécessitent beaucoup plus d'énergie pour maintenir un refroidissement adéquat, ce qui entraîne des coûts électriques plus élevés que ceux des lasers à fibre.
De plus, la puissance nécessaire à l'extraction et à la filtration des fumées dépend de la taille de la machine et de la surface du plateau de coupe. Une puissance de coupe élevée sollicite davantage les systèmes d'extraction.
Conclusion: Les machines de découpe laser à fibre consomment beaucoup moins d’énergie, ce qui entraîne des économies de coûts mesurables au fil du temps, en particulier dans les environnements de production à volume élevé ou de longue durée.
7.0Lasers CO₂ et lasers à fibre : comparaison des investissements en capital
Tandis que le prix d'achat initial d'un découpeur laser à fibre est généralement plus élevé que celui d'un laser CO₂, son vitesses de coupe plus rapides—en particulier pour les matériaux minces—améliorent la productivité. Combiné à consommation d'énergie réduite, les systèmes de fibres aident à réduire le coût par pièce.
Capacité d'automatisation :
Les systèmes laser CO₂ et à fibre prennent en charge des niveaux élevés d'automatisation, notamment :
- Production sans surveillance
- Changeurs de buses automatiques
- Systèmes d'objectifs autofocus
Ces fonctionnalités réduisent les interventions manuelles et les temps d'inactivité, augmentant ainsi l'efficacité. Bien qu'une automatisation accrue augmente les coûts initiaux, elle réduit considérablement les temps d'arrêt dus aux erreurs des opérateurs et améliore le retour sur investissement à long terme.
Facteurs influençant les coûts du système laser :
- Puissance laser
- Taille de la zone de coupe
- Niveau d'automatisation
Gamme de prix typique :
- Systèmes industriels CO₂ d'occasion : 150 000 £ et plus
- Nouveaux systèmes laser à fibre industriels : 275 000 à 550 000 £, certains dépassant 1 million £
Alors que les prix des lasers à fibre diminuent progressivement grâce aux progrès de la technologie laser à solide, les prix des lasers CO₂ restent relativement stables.
8.0Lasers CO₂ et lasers à fibre : coûts de maintenance et d'exploitation
Exigences d'entretien :
Les lasers à fibre nécessitent beaucoup moins d’entretien que les lasers CO₂, en grande partie en raison des différences dans les systèmes de distribution du faisceau.
- Lasers à fibre : Utilisez des câbles à fibre optique scellés pour transmettre le faisceau laser directement à la tête de découpe. Le trajet fermé du faisceau élimine tout risque de contamination.
- Consommables: Principalement des buses et des fenêtres de protection
- Temps de maintenance typique : Moins de 30 minutes par semaine
- Lasers CO₂ : Appuyez-vous sur des bras articulés avec plusieurs miroirs et soufflets pour guider le faisceau.
- Besoins d'entretien : Les miroirs et les soufflets sont sujets à l'accumulation de poussière et à l'usure, nécessitant un nettoyage et un remplacement réguliers
- Usure mécanique : Le mouvement du soufflet peut provoquer des trous d'épingle et un désalignement
- Effets thermiques : La chaleur du laser peut déformer les miroirs, désaligner le faisceau et nécessiter un réétalonnage.
- Risque de dommages : La réflexion du faisceau peut endommager des composants coûteux comme les oscillateurs
- Temps de maintenance typique :4 à 5 heures par semaine
Alignement du faisceau :
Un alignement précis du faisceau est essentiel pour une qualité de coupe constante.
- Lasers CO₂ : Implique plusieurs miroirs ; le réalignement est complexe et prend du temps.
- Lasers à fibre : Un seul réglage de l'objectif suffit ; l'alignement est rapide et simple.
9.0Laser CO₂ vs. Laser à fibre : comparaison des vitesses de découpe
Aperçu des performances de coupe :
Les lasers à fibre offrent des vitesses de coupe nettement plus rapides que les lasers CO₂ lors du traitement de matériaux minces (moins de 8 mm), les avantages les plus notables étant observés dans les applications en acier inoxydable.
1 mm d'épaisseur : Les lasers à fibre coupent environ 6× plus rapide que les lasers CO₂.
5 mm d'épaisseur : L'écart de vitesse se réduit à environ 2×.
Mise à l'échelle de la puissance : L'augmentation de la puissance du laser d'environ 2 kW peut augmenter la vitesse de coupe des matériaux minces de 2 à 3 fois.
À mesure que l'épaisseur du matériau augmente à puissance équivalente, les lasers CO₂ peuvent approcher, voire dépasser, les vitesses de découpe des lasers à fibre. Cependant, cet avantage est relativement limité. les lasers CO₂ haute puissance (supérieure à 6 kW) sont moins courants dans les milieux industriels.
Les lasers à fibre, en revanche, restent efficaces sur une large gamme d'épaisseurs de matériaux, en particulier dans systèmes de haute puissance, où ils surpassent constamment en termes de vitesse et d'efficacité.
Note: La vitesse de coupe optimale doit être évaluée non seulement par des mesures de vitesse, mais également par durée de vie consommable et contribuer à l'efficacité énergétique pour assurer un fonctionnement rentable.
Tableau comparatif des vitesses de coupe (laser 6 kW vs plasma 170 A)
| Matériau et épaisseur | Laser à fibre de 6 kW (m/min) | Laser CO₂ 6 kW (m/min) | Plasma haute définition (m/min) |
| Acier inoxydable 5 mm | 6.00 | 2.70 | 2.69 |
| Acier inoxydable 10 mm | 1.30 | 1.50 | 1.61 |
| Acier inoxydable 15 mm | 0.90 | 0.75 | 1.23 |
| Acier doux 5 mm | 4.20 | 4.20 | 2.32 |
| Acier doux 10 mm | 2.00 | 2.40 | 2.68 |
| Acier doux 15 mm | 1.20 | 1.75 | 2.27 |
Remarque : Les vitesses indiquées correspondent aux performances de coupe en ligne droite. En conditions réelles, la coupe impliquant des géométries complexes ou des agencements imbriqués peut produire des vitesses effectives inférieures. Les capacités d'accélération et de décélération de la machine influencent également le rendement global.
Comparaison de la qualité des bords
Lasers CO₂ :
Les lasers CO₂ présentent un faisceau plus large, ce qui les rend particulièrement adaptés à la découpe de matériaux d'épaisseurs diverses. Ce faisceau plus large produit des bords plus lisses, notamment lorsque l'épaisseur du matériau augmente. La qualité des bords de coupe s'améliore avec la profondeur, ce qui fait des lasers CO₂ une option privilégiée lorsque la régularité des bords est une exigence essentielle pour les matériaux épais.
Lasers à fibre :
Les lasers à fibre ont un diamètre de faisceau plus petit, ce qui permet des entailles étroites et une découpe à grande vitesse sur des matériaux fins. Ce faisceau focalisé augmente l'absorption d'énergie, pour un traitement rapide et efficace.
Cependant, lors de la découpe de matériaux plus épais, le faisceau du laser à fibre affecte principalement le haut de la zone de coupe. Le laser doit s'appuyer sur de multiples réflexions internes pour atteindre le fond de la saignée, ce qui peut entraîner :
Finitions de surface plus rugueuses
Fines stries le long du bord
Augmentation des exigences de pression du gaz d'assistance pour évacuer efficacement le matériau en fusion
Par conséquent, la qualité des bords de coupe peut être inférieure à celle des lasers CO₂ lors du traitement de sections épaisses, en particulier dans les applications nécessitant un post-traitement minimal.

10.0Laser CO₂ vs. Laser à fibre — Tableau comparatif des traitements des matériaux
| Type de matériau | Exemples | Découpe laser CO₂ | Gravure au laser CO₂ | Marquage laser CO₂ | Découpe laser à fibre | Gravure laser à fibre | Marquage laser à fibre | Remarques |
| Bois et papier | Contreplaqué, MDF, carton, placage | √ | √ | √ | × | × | × | Les lasers à fibre ne conviennent pas aux matériaux organiques |
| Acrylique et plastiques | Acrylique coulé, ABS, Delrin (POM) | √ | √ | √ | × | √ | √ | Lasers à fibre adaptés aux plastiques avec additifs |
| Textiles et cuir | Coton, feutre, cuir synthétique | √ | √ | √ | × | × | × | Les lasers à fibre ne sont pas recommandés pour les matériaux fibreux |
| Verre et céramique | Verre plat, tasses en céramique | × | √ | √ | × | × | √ | Marquage laser à fibre limité à la décoloration de surface |
| Matériaux en caoutchouc | Feuilles de caoutchouc et de silicone de qualité laser | √ | √ | √ | × | × | × | Les lasers à fibre ne peuvent pas traiter les matériaux mous |
| Produits en papier | Papier cartonné, papier à dessin | √ | √ | √ | × | × | × | Le contrôle de la flamme est important lors de la découpe avec des lasers CO₂ |
| Pierre | Granit, marbre, ardoise | × | √ | √ | × | × | Limité | Profondeur de marquage laser à fibre limitée ; pour les marques peu profondes uniquement |
| Matériaux en mousse | Mousse EVA, mousse PE | √ | √ | √ | × | × | × | Les lasers à fibre ne conviennent pas aux mousses hautement absorbantes |
| Métaux (métal nu) | Acier inoxydable, aluminium, cuivre, laiton, titane | × | × | √ (avec spray) | √ | √ | √ | Les lasers à fibre peuvent traiter directement les métaux |
| Métaux revêtus | Aluminium anodisé, métaux peints | × | √ | √ | × (coupe non recommandée) | √ | √ | Les lasers à fibre excellent dans le marquage de surface à contraste élevé |
| Métaux précieux | Or, argent, platine | × | × | √ (avec spray) | √ | √ | √ | Les lasers à fibre sont largement utilisés dans la bijouterie et le traitement des métaux de grande valeur |
| Métaux hautement réfléchissants | Miroir aluminium, cuivre, laiton | × | × | √ (avec spray) | √ | √ | √ | Les lasers à fibre nécessitent une puissance élevée ou des réglages spéciaux pour éviter les dommages par réflexion |
| Matériaux en fibre de verre | Panneau de fibre de verre, feuilles époxy | × | × | × | × | × | × | Le traitement libère des gaz toxiques ; non recommandé |
| PVC et vinyle | Matériaux en PVC, films vinyle | × | × | × | × | × | × | Les deux types de laser ne conviennent pas aux matériaux contenant du chlore |
11.0Laser à fibre ou laser CO₂ : lequel acheter et pourquoi ?
Choisir entre les découpeuses laser CO₂ et à fibre
Si vous envisagez d’acheter une machine de découpe laser mais que vous ne savez pas si vous devez choisir un laser CO₂ ou un laser à fibre, comprendre les différences entre ces deux technologies vous aidera à prendre une décision éclairée.
Une compréhension claire des avantages et des limites de chaque type de laser permettra de déterminer lequel est le mieux adapté à vos besoins spécifiques.
11.1Comparaison de coupe en acier inoxydable de 5 mm
- Échantillon d'acier inoxydable de 5 mm découpé au laser CO₂
- Échantillon de découpe laser à fibre en acier inoxydable de 5 mm
(Insérez un schéma ou des photos de comparaison ici)
11.2Facteurs clés dans la sélection d'un système de découpe laser
Choisir le bon système de découpe laser automatisé nécessite une évaluation complète de vos applications actuelles, de vos besoins, de vos contraintes et de vos projets de croissance. Les principaux points à considérer sont les suivants :
- Types de matériaux et épaisseurs
- Précision du traitement
- Efficacité de la production
- Budget d'achat
- Coûts d'exploitation
11.3Comparaison et conclusion des technologies
Alors que la technologie laser CO₂ est bien établie et reste supérieure pour la découpe de nombreux matériaux non métalliques, les lasers à fibre offrent jusqu'à Vitesses de coupe 5 fois plus rapides sur les métaux minces (moins de 8 mm) et peut réduire les coûts d'exploitation d'environ 50%.
Une productivité accrue et un coût total de possession réduit positionnent les lasers à fibre comme une force de transformation au sein de l'industrie.
11.4Comparaison des performances clés des technologies laser
| Fonction / Performance | Laser à fibre | Laser CO₂ |
| Découpe de tôle | ✓ | |
| Gravure sur métal | ✓ | |
| Coupe de matière organique | ✓ | |
| Découpe de matériaux minces (<8 mm) | ✓ | |
| Découpe de matériaux épais | ✓ | ✓ |
| Rugosité de surface (meilleure finition) | ✓ | |
| Vitesse de coupe (<8 mm) | ✓ | |
| Consommation d'énergie | ✓ | |
| Coûts d'exploitation | ✓ | |
| Coûts d'entretien | ✓ | |
| Configuration de la machine et temps d'inactivité | ✓ | |
| Coût total de possession | ✓ | |
| Empreinte (espace requis) | ✓ | |
| Sécurité | ✓ |
12.0Laser CO₂ vs. Laser à fibre — Questions fréquemment posées
Qu'est-ce qu'un laser CO₂ ?
Un laser CO₂ génère une lumière laser en excitant des molécules de CO₂, produisant une longueur d'onde d'environ 10,6 microns. Il convient à la découpe et à la gravure d'une large gamme de matériaux non métalliques et est actuellement le type de laser le plus utilisé.
Qu'est-ce qu'un laser à fibre ?
Un laser à fibre utilise une fibre optique dopée aux terres rares (généralement de l'ytterbium) comme milieu de gain, avec une longueur d'onde plus courte d'environ 1,064 micron. Spécialement conçu pour la découpe et le marquage des métaux, il offre un rendement élevé et une maintenance aisée.
Quelles sont les principales différences entre les lasers CO₂ et les lasers à fibre ?
Longueur d'onde : Les lasers CO₂ fonctionnent à 10,6 microns, les lasers à fibre à 1,064 microns.
Adéquation du matériau : Les lasers CO₂ excellent dans les matériaux non métalliques, tandis que les lasers à fibre sont optimisés pour la découpe des métaux.
Efficacité et maintenance : Les lasers à fibre offrent une meilleure efficacité énergétique et une maintenance plus simple ; les lasers CO₂ consomment plus d'énergie et nécessitent un entretien plus complexe.
Quel laser est le meilleur pour couper le métal ?
Les lasers à fibre, avec leur longueur d'onde plus courte et leur efficacité d'absorption plus élevée, sont idéaux pour couper divers métaux, en particulier les tôles minces (< 8 mm), offrant des vitesses de coupe plus rapides et une consommation d'énergie plus faible.
Quels avantages offrent les lasers CO₂ ?
Les lasers CO₂ prennent en charge une large gamme de matériaux (plastiques, bois, acrylique, etc.), ont des structures plus simples, des coûts initiaux inférieurs et offrent une découpe et une gravure de haute qualité sur des matériaux non métalliques.
Y a-t-il une grande différence dans les coûts d’exploitation ?
Les lasers à fibre sont environ 4 à 5 fois plus économes en énergie que les lasers CO₂, ce qui se traduit par une consommation d'énergie et des coûts de maintenance considérablement inférieurs, ce qui les rend plus économiques à long terme.
Quel laser est le plus sûr ?
Ces deux lasers de haute puissance nécessitent des mesures de sécurité strictes. La plupart des systèmes de découpe laser sont conçus pour répondre aux normes de sécurité laser de classe 1, garantissant ainsi un fonctionnement sûr.
L’entretien du laser à fibre est-il compliqué ?
L'entretien est simple, il consiste principalement à nettoyer les buses et les fenêtres de protection, avec un temps d'entretien hebdomadaire typique inférieur à 30 minutes.
L’entretien du laser CO₂ est-il difficile ?
L'entretien est plus complexe et nécessite un nettoyage régulier des miroirs et des soufflets. Un entretien hebdomadaire peut prendre 4 à 5 heures.
Y a-t-il une différence significative dans le coût d’achat ?
Les lasers à fibre représentent généralement un investissement initial plus élevé, souvent plusieurs fois supérieur à celui des lasers CO₂. Cependant, leur rendement supérieur et leurs coûts d'exploitation réduits permettent de rentabiliser cet investissement à long terme.
Les lasers à fibre sont-ils adaptés aux plastiques et aux matériaux organiques ?
Généralement déconseillé. Les lasers à fibre sont mieux adaptés aux métaux et aux plastiques contenant des additifs sensibles au laser.
Références
www.researchgate.net/publication/335334467_Analyse_de_la_précision_de_la_découpe_au_laser_à_fibre_et_au_CO2
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



