

- 1.0Qu'est-ce qu'un chanfrein ?
- 2.0Types de chanfreins
- 3.0Comment s'effectue le chanfreinage ?
- 4.0Qu'est-ce qu'un trou chanfreiné et comment est-il défini ?
- 5.0Chanfrein vs. Rayon : quelle est la différence ?
- 6.0Pourquoi le chanfreinage est-il important ?
- 7.0Catégories d'outils de chanfreinage courants et guide d'application
- 8.0Guide de sélection d'outils (par scénario d'application)
- 9.0Qu'est-ce qu'un bord chanfreiné en CAO ?
- 10.0Comment créer des chanfreins en CAO
- 11.0Chanfrein vs. Arête de rupture
- 12.0Chanfrein ou fraisage
- 13.0Chanfreinage ou ébavurage
- 14.0Qu'est-ce qu'un chanfrein en ingénierie ?
1.0Qu'est-ce qu'un chanfrein ?
Un chanfrein est un traitement de bord couramment utilisé en usinage et en fabrication pour éliminer les angles vifs des arêtes des pièces. Il améliore la fonctionnalité, renforce la sécurité et contribue à l'esthétique de la pièce.
Un chanfrein est une surface plane formant un angle spécifique, généralement utilisé pour remplacer un angle vif à 90 degrés entre deux surfaces adjacentes. Contrairement à un congé, qui est une transition arrondie, un chanfrein crée un biseau droit. L'angle de chanfrein le plus couramment utilisé est de 45°, mais des angles de 30°, 60° ou d'autres angles personnalisés peuvent être appliqués selon la conception ou les exigences fonctionnelles.
Le chanfreinage est largement utilisé sur les pièces en métal, en plastique et autres matériaux. Par exemple, les bords des boîtiers d'ordinateurs portables ou de smartphones sont souvent chanfreinés ou pressés pour offrir une sensation tactile plus douce et éviter toute gêne lors de la manipulation.
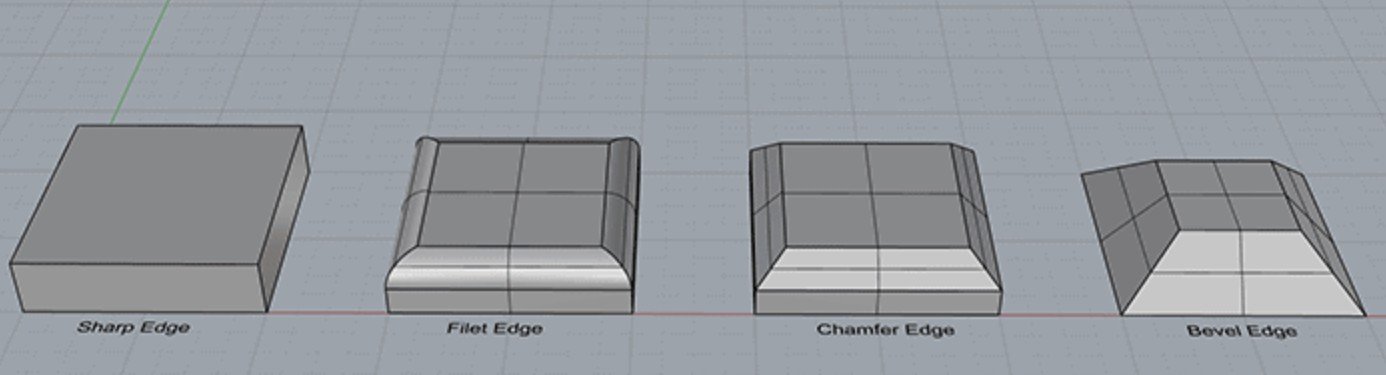
2.0Types de chanfreins
Les chanfreins peuvent être classés par géométrie et application dans les types courants suivants :
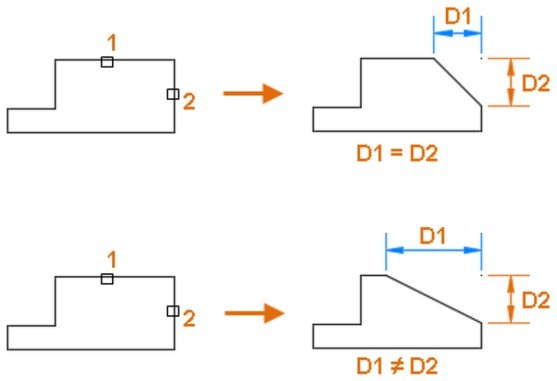
- Chanfrein standard (distance égale à 45°):
Il s'agit du type de chanfrein le plus courant, obtenu par découpe uniforme le long de deux surfaces adjacentes, généralement à un angle de 45°. Il offre symétrie, facilité d'usinage et répétabilité, ce qui le rend idéal pour les blocs, les supports et les pièces plates. C'est également l'option de chanfrein par défaut dans la plupart des systèmes de CAO. - Chanfrein par distance et angle (angle personnalisé):
Ce type est défini en spécifiant un décalage linéaire et un angle personnalisé (par exemple, 30°, 60°). Il est utilisé lorsqu'une précision de pente ou un alignement avec les composants correspondants est requis. Il est souvent utilisé dans les assemblages nécessitant une insertion guidée ou une gestion du jeu. - Chanfrein asymétrique (chanfrein à deux distances):
Dans ce cas, les longueurs des chanfreins sur les deux surfaces adjacentes ne sont pas égales, formant ainsi un angle irrégulier. Adapté aux espaces restreints d'un côté ou lorsqu'une force doit être appliquée dans une direction spécifique lors de l'assemblage. Courant dans les conceptions mécaniques asymétriques. - Chanfrein du bord du trou (chanfrein d'entrée):
Appliqué autour de l'entrée d'un trou percé ou usiné pour faciliter l'insertion d'une vis ou d'un boulon, réduire les dommages aux bords et protéger les filetages. Généralement désigné par « C1,0 × 45° ». Couramment utilisé dans les trous filetés, les dispositifs de positionnement et les conceptions fraisées. - Chanfrein de face d'extrémité:
Un bord biseauté est appliqué autour de la face d'extrémité des arbres, des tubes ou des disques. Il améliore l'aspect visuel, réduit les arêtes vives et facilite l'alignement. Dans les composants rotatifs, il contribue également à atténuer l'usure des arêtes et est souvent utilisé en complément des congés pour atténuer les concentrations de contraintes. - Profil de chanfrein personnalisé:
Utilisé dans des applications de haute précision ou de haute spécification telles que l'aérospatiale, les dispositifs médicaux et l'outillage. Ces applications peuvent inclure des angles variables, des transitions courbes ou des surfaces composées. Nécessite généralement un usinage CNC multiaxes, une rectification fine ou une modélisation 3D avancée, avec des définitions gérées par CAO.
3.0Comment s'effectue le chanfreinage ?
Le chanfreinage peut être réalisé par différentes méthodes d'usinage, selon la géométrie de la pièce, la précision requise et les réglages de production. Les procédés les plus courants incluent le tournage, le fraisage, le perçage et la rectification.
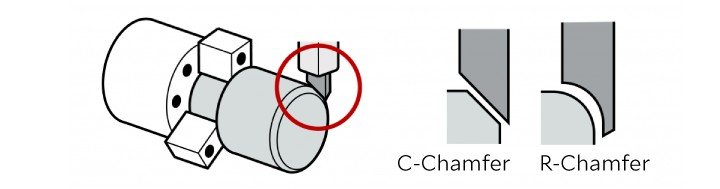
Chanfreins de tournage :
Idéal pour les pièces cylindriques, il est généralement réalisé sur un tour. L'outil de coupe est introduit dans la pièce en rotation pour créer un bord biseauté.
Outils courants :
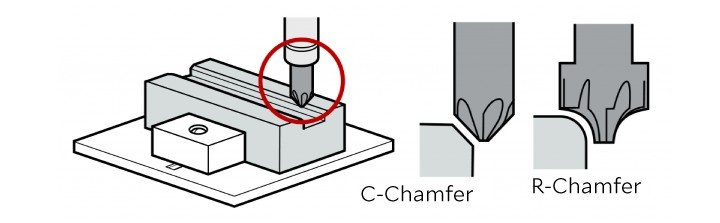
- Outil droit à 45° : utilisé pour les chanfreins de type C (linéaires)
- Outil à rayon : utilisé pour les chanfreins de type R (arrondis)
Cette méthode est idéale pour la production en grande série et le chanfreinage de précision des arbres et des composants similaires.
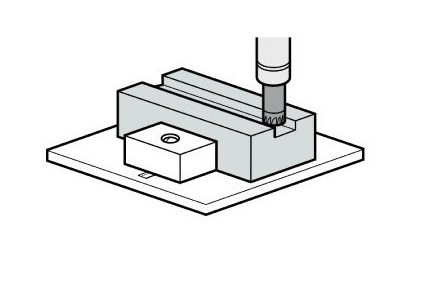
Chanfreins de fraisage :
Utilisé pour les surfaces planes ou les contours extérieurs, où un outil rotatif coupe le chanfrein sur une pièce stationnaire.
Outils courants :
- Fraise à chanfreiner : utilisée pour les chanfreins de type C
- Fraise à arrondir les angles : utilisée pour les chanfreins de type R
Le fraisage offre une grande flexibilité et convient au chanfreinage localisé sur des pièces complexes.
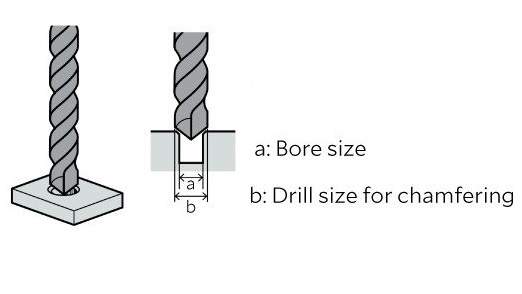
Chanfreins de perçage :
Appliqué aux entrées de trous à l'aide d'un foret de plus grand diamètre pour créer un bord conique. Cette méthode est rapide et efficace pour les trous individuels.
Remarque : Bien qu'efficace, cette technique peut créer des bavures secondaires le long du bord. Une fraise à tête sphérique ou un outil d'ébavurage spécialisé est souvent utilisé par la suite pour garantir une finition nette du trou.
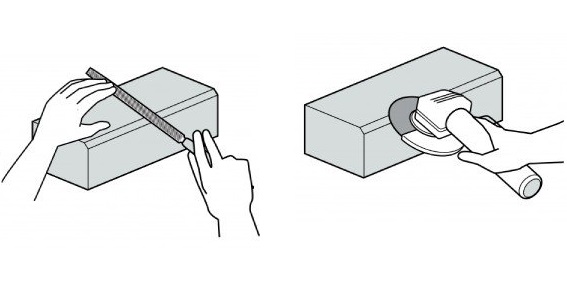
Rectification et chanfreinage manuel :
Utilisé pour ébavurer ou appliquer de petits chanfreins sur des zones irrégulières ou délicates.
Outils courants :
- Meuleuse à disque
- Lime à main
Généralement utilisé pour les chanfreins linéaires ou le lissage général des bords. Non recommandé pour les applications de haute précision. Pour une qualité de production constante, les systèmes d'ébavurage automatisés sont préférables aux méthodes manuelles.
4.0Qu'est-ce qu'un trou chanfreiné et comment est-il défini ?
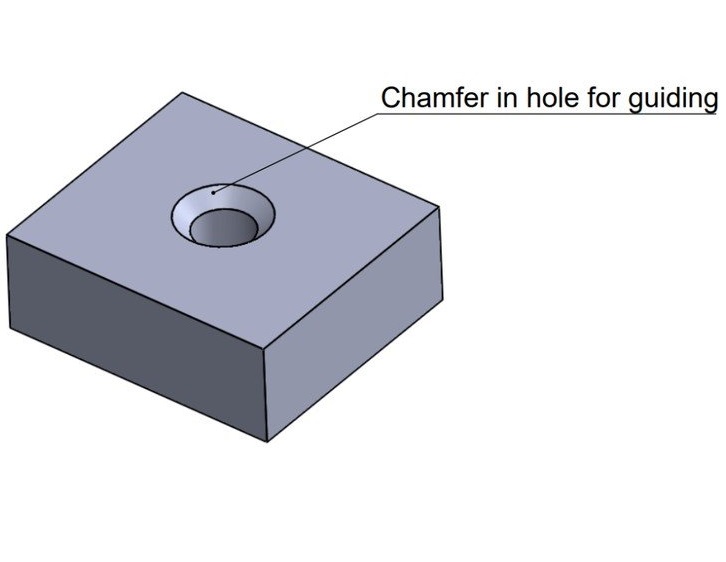
Un trou chanfreiné est un trou dont le bord d'entrée est biseauté selon un angle spécifique, généralement 45°. Cette surface inclinée remplit plusieurs fonctions :
Instructions de montage : Facilite l'insertion en douceur des vis, boulons, broches, bagues et autres composants.
Protection des bords : Réduit le risque d'usure, d'écaillage ou de rupture des bords autour du trou.
Élimination des bavures : Dans les trous filetés, le chanfreinage permet d'éliminer les bavures qui pourraient interférer avec les pièces d'accouplement ou endommager les filetages.
Intégrité structurelle améliorée : Minimise la concentration de contraintes autour du trou, contribuant ainsi à une durée de vie plus longue.
Notation du chanfrein dans les dessins techniques :
Les chanfreins sur les trous sont généralement spécifiés dans l'un des formats suivants :
C1,0 × 45° : Indique une profondeur de chanfrein de 1,0 mm à un angle de 45°.
2 × 45° : Indique une largeur de chanfrein de 2 mm à un angle de 45°.
Les trous chanfreinés sont couramment utilisés pour les trous filetés, les trous de goujon, les trous de positionnement et les fraisures. Ils constituent une pratique de conception standard en ingénierie de précision, où la fiabilité de l'assemblage et la durabilité sont essentielles.
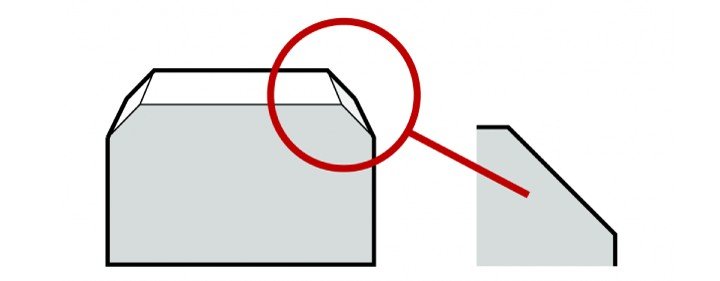
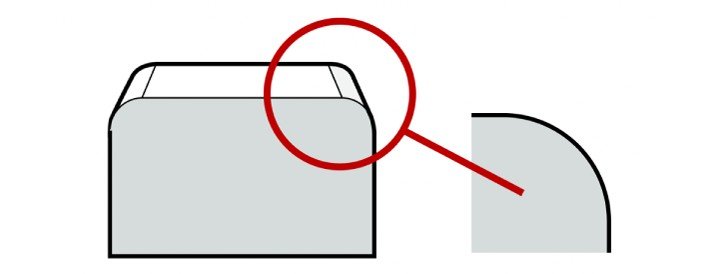
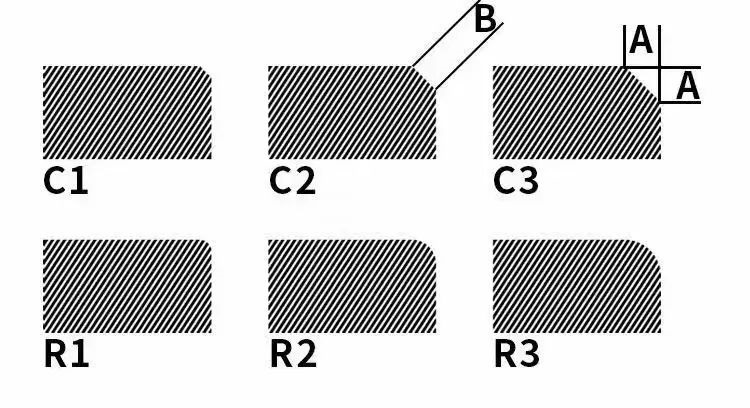
5.0Chanfrein vs. Rayon : quelle est la différence ?
En conception et fabrication mécaniques, chanfreins et rayons (ou congés) Ces deux techniques sont utilisées pour éliminer les arêtes vives des pièces. Leur objectif est d'améliorer l'ajustement, la sécurité, l'intégrité structurelle et l'apparence. Cependant, elles diffèrent sensiblement par leur forme, leur application et leur méthode de fabrication.
| Élément de comparaison | Chanfreiner | Rayon / Congé |
| Géométrie | Surface inclinée (généralement droite) | Surface courbe (transition douce) |
| Angle/taille typique | Habituellement 45°, peut être 30°, 60°, etc. | Défini par le rayon, par exemple, R1.0, R3.0 |
| Domaines d'application | Bords, entrées de trous, caractéristiques d'alignement | Contours extérieurs, coins, jonctions de bords |
| Objectif de conception | Éliminer les arêtes vives, guider l'assemblage, simplifier l'accouplement, soulager les contraintes | Améliorer l'apparence, renforcer les coins, réduire la concentration de stress |
| Méthodes d'usinage | Fraisage, tournage et perçage | Fraisage, usinage CNC, formage de moules |
| Notation CAO | C1,0 × 45° (profondeur × angle) | R2.0 (spécification du rayon) |
Note:Techniquement, un chanfreiner fait référence à une coupe à angle droit, tandis qu'un rayon ou filet indique une transition arrondie. Dans l'usage courant, le terme biseau est parfois utilisé de manière interchangeable avec le chanfrein, mais dans les dessins techniques et les modèles CAO, ils doivent être clairement distingués.
6.0Pourquoi le chanfreinage est-il important ?
Le chanfreinage est un procédé de conception et de fabrication essentiel pour la fabrication de pièces et de tôles de haute qualité. Il joue un rôle crucial dans l'amélioration de la sécurité, de l'efficacité de l'assemblage, de la durabilité et des performances d'assemblage. Ses principaux avantages sont les suivants :
- Sécurité améliorée :
Les pièces métalliques usinées présentent souvent des arêtes vives ou des bavures susceptibles de provoquer des coupures ou des blessures lors de la manipulation, de l'installation ou de l'utilisation. Le chanfreinage élimine ces angles vifs et réduit ainsi les risques de blessures, notamment pour les produits susceptibles d'être manipulés par des enfants, où des chanfreins plus larges peuvent être nécessaires pour une protection accrue. - Assemblage simplifié :
Les chanfreins servent d'entrées pour les composants tels que les vis, les axes ou les fixations. Ils aident à guider les pièces dans les trous correspondants, à minimiser les interférences et à réduire les difficultés d'alignement, accélérant ainsi le processus d'assemblage. - Concentration de stress réduite :
Les arêtes vives à 90 degrés peuvent devenir des points de concentration de contraintes sous charge ou vibration, entraînant des fissures ou des ruptures par fatigue. Les chanfreins permettent de mieux répartir les contraintes aux jonctions critiques, améliorant ainsi la fiabilité structurelle globale. - Durabilité et intégrité mécanique améliorées :
Les arêtes vives sont sujettes à l'écaillage, aux fissures ou au délaminage au fil du temps, sous l'effet des frottements ou des chocs. Les arêtes chanfreinées offrent une transition plus douce, réduisant ainsi les risques de dommages et empêchant les débris de pénétrer dans les machines, réduisant ainsi les risques de défaillance. - Performances articulaires optimisées :
Les chanfreins améliorent l'état des bords pour le soudage, le collage ou les assemblages boulonnés. Ils contribuent à minimiser les concentrations de contraintes, à améliorer les surfaces d'étanchéité et à renforcer l'intégrité des joints. - Augmentation de l'efficacité de la fabrication :
En production de grande série, le chanfreinage peut être standardisé et automatisé grâce à la programmation CNC. Cela réduit les finitions manuelles, améliore l'homogénéité des pièces et optimise le rendement global de la production.

7.0Catégories d'outils de chanfreinage courants et guide d'application
Le chanfreinage est une opération de finition courante en métallurgie. Il permet d'éliminer les arêtes vives, de faciliter l'assemblage, d'améliorer la qualité des soudures ou d'améliorer l'esthétique des pièces. Selon la méthode d'usinage, la géométrie de la pièce et le contexte d'application, les outils de chanfreinage se classent en quatre catégories principales :
7.1Machines à chanfreiner
- Machines à chanfreiner d'établi: Tôles, barres plates, tubes – Grande stabilité pour la production en série ; angle et profondeur réglables
- Outils de chanfreinage portatifs: Bords irréguliers, réparation sur site – Portable et flexible ; idéal pour les petits lots et les formes variables
- Machines à chanfreiner les tubes:Tuyaux en acier et en acier inoxydable – Conçus pour les extrémités de tuyaux ; chanfreinage intérieur, extérieur et de face en un seul passage
- Machines à chanfreiner à double tête: Extrémités de tiges et de tubes – Traitement simultané des deux extrémités ; haute efficacité et précision ; idéal pour les lignes automatisées (par exemple, les modèles à servocommande)
7.2Outils de chanfreinage CNC (pour tour/fraiseuse/CNC)
- Inserts à chanfreiner: Tours CNC – Montés sur porte-outils ; adaptés au chanfreinage continu et répétable
- Fraises à chanfreiner: Centres d'usinage CNC – Angles courants : 30° / 45° / 60° ; idéal pour le chanfreinage des bords et des trous
- Forets à centrer: Positionnement du trou avec chanfreinage – Trou pilote et chanfrein réalisés en une seule étape
- Outils de chanfreinage combinés: Intégration des bords intérieurs et extérieurs – Efficace pour les processus composés tels que le chanfreinage, l'ébavurage et l'arrondi des bords en une seule opération
7.3Outils de chanfreinage manuels et légers (pour la réparation et la finition des bords)
- Outils d'ébavurage: Trous intérieurs, bords tranchants – Manuel ; compact et facile à utiliser ; adapté à la finition localisée
- Couteaux à chanfreiner manuels: Bords, entrées de trous – Fonctionnement rapide et simple ; idéal pour les métaux tendres ou les travaux légers
- Limes / Meules / Papier de verre: Différentes géométries de bords – Manipulation flexible et économique ; utile pour la finition manuelle des bords et le lissage de surface


7.4Accessoires de chanfreinage pour découpe laser/plasma/jet d'eau
Ceux-ci sont intégrés dans des systèmes automatisés pour les transitions de bords et la préparation des biseaux :
- Tête de découpe laser avec module de contrôle d'angle:Convient aux biseaux à 45°
- Tête de coupe en biseau plasma: Conçu pour un chanfreinage à grande vitesse pendant la coupe
- Têtes inclinables à jet d'eau multi-axes:Permet un chanfreinage précis des bords grâce au contrôle angulaire
7.5Accessoires et combinaisons d'outils recommandés
Pour les utilisateurs de meuleuses d'angle:Les disques à lamelles sont fortement recommandés
Disques à lamelles courbes pour coins intérieurs ; disques à lamelles droits pour bords plats
Pour les métaux non ferreux, utilisez un chiffon abrasif avec un additif de refroidissement pour réduire la décoloration thermique et la corrosion
Pour les utilisateurs de meuleuses à matrice/meuleuses pneumatiques:Utiliser des fraises en carbure
Construction : Tête de coupe en carbure de tungstène + tige en acier à outils
Profils dentaires :
- Coupe transversale Z6: Taux d'enlèvement de matière élevé ; adapté au traitement rapide
- Coupe simple Z3: Produit une finition de surface plus lisse
- Profil de la construction navale:Optimisé pour les tâches lourdes ; environ 30% taux d'enlèvement supérieur
8.0Guide de sélection d'outils (par scénario d'application)
Besoin d'application : Type d'outil recommandé
- Préparation de l'extrémité du tuyau : Machine à chanfreiner les tubes, Machine à chanfreiner à double tête
- Pièces usinées CNC : fraises à chanfreiner, plaquettes à chanfreiner
- Bords irréguliers / Réparations sur site : outils de chanfreinage portatifs, couteaux à chanfreiner manuels
- Lignes automatisées à haut volume : systèmes d'outillage CNC, machines à chanfreiner servocommandées
- Chanfreinage pour la préparation au soudage : systèmes de découpe au laser ou au plasma
9.0Qu'est-ce qu'un bord chanfreiné en CAO ?
En CAO (Conception Assistée par Ordinateur), un chanfrein désigne la création d'une surface de transition angulaire entre deux faces qui se croisent, remplaçant l'arête vive d'origine. Cet élément de conception simule non seulement des détails de fabrication réels, mais offre également des avantages fonctionnels :
- Assemblabilité améliorée:Les bords chanfreinés aident à guider les pièces d'accouplement, améliorant ainsi la précision et l'efficacité de l'assemblage.
- Performances structurelles améliorées:Réduit la concentration de contraintes causée par les angles vifs, augmentant ainsi la résistance globale de la pièce.
- Meilleure apparence et meilleure fabricabilité:Représente les fonctionnalités d'usinage pour une planification plus claire des processus et des opérations en aval.
La plupart des logiciels de CAO courants (tels qu'AutoCAD, SolidWorks et Fusion 360) prennent en charge plusieurs méthodes de définition de chanfrein :
- Chanfrein à distance égale: Applique le même décalage aux deux faces adjacentes (communément appelé chanfrein de type C).
- Combinaison de distance et d'angle: Définit une longueur de bord spécifique et l'angle correspondant.
- Chanfrein asymétrique: Attribue des distances différentes à chaque face adjacente.
Les chanfreins sont généralement définis au cours des premières étapes de la modélisation 3D et sont automatiquement représentés dans les dessins techniques 2D pour faciliter la fabrication et l'inspection.
10.0Comment créer des chanfreins en CAO
10.1Méthode 1 : Chanfrein à distance égale (symétrique)
Utilisé pour appliquer la même distance de chanfrein aux deux bords adjacents, couramment utilisé pour les chanfreins de type C standard.
Mesures:
- Sélectionnez le Chanfreiner outil du menu « Modifier » ou « Fonctionnalités ».
- Sélectionnez le bord ou le coin où le chanfrein sera appliqué.
- Saisissez une distance uniforme (par exemple, 2 mm).
- Confirmer et appliquer le chanfrein.
10.2Méthode 2 : distance et angle de chanfrein
Idéal pour les éléments nécessitant un angle de guidage spécifique, tels que les inserts de broches ou les entrées de trous.
Mesures:
- Activer le Chanfreiner
- Sélectionnez le bord cible.
- Définissez la distance linéaire (par exemple, 3 mm) et l'angle souhaité (par exemple, 45°).
- Le logiciel créera automatiquement la surface inclinée : confirmez pour appliquer.
10.3Méthode 3 : Chanfrein à deux distances (asymétrique)
Utilisé pour les assemblages non symétriques ou les zones à espace restreint en attribuant différentes longueurs de chanfrein à chaque face.
Mesures:
- Lancer le Chanfreiner outil et sélectionnez le bord cible.
- Définissez deux distances différentes pour les faces adjacentes (par exemple, côté A : 5 mm, côté B : 2 mm).
- Confirmez pour générer le chanfrein asymétrique.
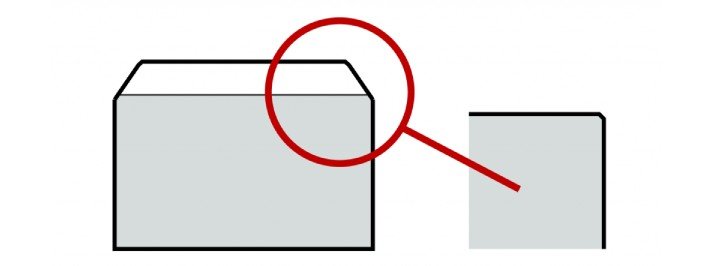
11.0Chanfrein vs. Arête de rupture
Briser le bord Il s'agit d'un très petit chanfrein, généralement compris entre 0,01 et 0,5 mm, appliqué pour éliminer les angles vifs afin de garantir la sécurité et de faciliter la manipulation. Il est considéré comme une caractéristique fonctionnelle non critique et est généralement indiqué dans les dessins techniques par des notes telles que :
« Cassez tous les bords tranchants. »
« Éliminer les bavures et les angles vifs »
Caractéristiques:
La précision dimensionnelle n'est pas strictement requise
Généralement réalisée manuellement ou par ébavurage automatisé ; considérée comme une convention de processus
Chanfreiner, en revanche, est un élément de conception précisément défini, aux dimensions et angles contrôlés. Ses fonctions vont au-delà de l'adoucissement des bords et incluent :
- Guide de montage
- Réduction de la concentration du stress
- Amélioration esthétique
- Ajustement ou alignement précis
Les chanfreins sont généralement spécifiés dans les modèles CAO et clairement annotés dans les dessins techniques (par exemple, C1,0 × 45°), traités comme des éléments géométriques intentionnels et contrôlés.
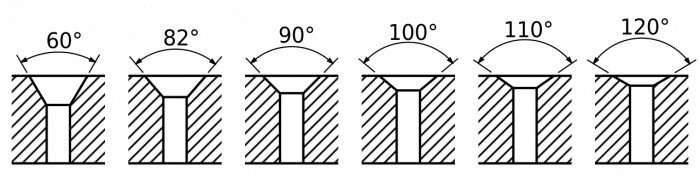
12.0Chanfrein ou fraisage
Bien que les deux impliquent des surfaces en pente, leurs fonctions et leurs intentions de conception diffèrent considérablement :
| Catégorie | Chanfreiner | Fraiser |
| Fonction | Rupture de bord, guidage d'assemblage, alignement et esthétique | Montage des vis à tête plate au ras de la surface |
| Emplacement | N'importe quel bord (intérieur ou extérieur) | Trous intérieurs |
| Géométrie | Visage simple et anguleux | Évidement conique, généralement concentrique |
| Angles communs | 30°, 45°, 60° (personnalisable) | 82°, 90° (normalisé) |
| Appel typique | C1,0 × 45° | Fraise conique Ø8 × 90° |
| Montage à vis | Peut aider à l'insertion mais n'est pas spécifique à la vis | Conforme aux spécifications standard des vis à tête plate |
Résumé:Les fraises coniques sont standardisées et spécialement conçues pour les fixations, tandis que les chanfreins servent à des fins plus larges et offrent une plus grande flexibilité de conception.
13.0Chanfreinage ou ébavurage
Les deux procédés améliorent la qualité des bords, mais ils diffèrent en termes d’intention, de méthode et de contrôle :
| Catégorie | Chanfreiner | Ébavurage |
| Définition | Une coupe angulaire dimensionnée avec précision | Affinage des bords en éliminant les bavures |
| Contrôle | Défini en CAO, strictement dimensionné | Souvent sans taille spécifiée ; axé sur le processus |
| Méthode | Tournage, fraisage, usinage CNC | Meulage, brossage, limage manuel, vibration, etc. |
| But | Caractéristique fonctionnelle ou structurelle | Amélioration de la sécurité et de la finition de surface |
| Formulaire | Angle et profondeur fixes | Irrégulier, arrondi ou micro-chanfreiné |
RésuméLe chanfreinage est axé sur la conception et le contrôle dimensionnel, tandis que l'ébavurage se concentre sur la sécurité et la propreté des surfaces. Ces deux opérations peuvent être appliquées séparément ou en combinaison, selon les besoins fonctionnels et de fabrication.
14.0Qu'est-ce qu'un chanfrein en ingénierie ?
En ingénierie, un chanfreiner Il s'agit d'une surface angulaire usinée avec précision, utilisée pour remplacer une arête vive sur une pièce. Sauf indication contraire, l'angle de chanfrein standard est généralement de 45°.
Fonctions principales des chanfreins :
- Élimination des angles vifs:Réduit les points de concentration de contraintes et améliore l’intégrité structurelle.
- Aide au montage:Guide les fixations dans les trous ou facilite l'alignement des pièces lors de l'assemblage.
- Amélioration de la sécurité:Minimise le risque de coupures, de dommages dus aux chocs ou de blessures liées à la manipulation.
- Optimisation de l'interface: Améliore la qualité des soudures, des collages adhésifs ou des assemblages boulonnés en lissant les surfaces de contact.
Dans les dessins techniques, les chanfreins doivent être dimensionnés et tolérancés conformément aux normes d'ingénierie internationales afin de garantir la fabricabilité et la régularité des contrôles. Les normes courantes incluent :
- ASME Y14.5
- ISO 13715
Ces normes sont essentielles pour atteindre la répétabilité et la fiabilité dans la conception mécanique de précision.
Références
violintec.com/sheet-metal-and-stamped-parts/chanfreins-et-rayons-dans-la-fabrication-de-feuilles-de-métal-connaissez-la-différence/
https://en.wikipedia.org/wiki/Chamfer



