

- 1.0Définition et caractéristiques des boulons
- 2.0Boulons et vis : différences fondamentales derrière une apparence similaire
- 3.0Types courants de boulons et leurs applications
- 4.0Processus de fabrication des boulons : de la matière première au produit fini
- 5.0Terminologie clé et interprétation des spécifications des boulons
- 6.0Classes de résistance des boulons : comprendre les « marquages numériques »
- 7.0Directives de sélection et d'installation des boulons
- 8.0Conclusion
Dans la fabrication mécanique, la construction, l'industrie automobile et même l'assemblage de meubles, les boulons constituent des éléments de fixation fondamentaux et essentiels. Ils jouent un rôle crucial dans l'assemblage des composants, la transmission des charges et la stabilité structurelle. Qu'il s'agisse des assemblages en acier d'un grand pont ou de la fixation solide des pièces essentielles d'une machine de précision, la performance et le choix des boulons influencent directement la sécurité et la durée de vie du système global.
1.0Définition et caractéristiques des boulons
Un boulon est une fixation cylindrique à filetage externe, conçue pour assembler fermement deux ou plusieurs composants par des trous traversants alignés, en appliquant une force de serrage axiale. Cela empêche tout déplacement axial et radial des pièces. Structurellement, un boulon standard se compose de trois parties principales, chacune ayant une fonction essentielle :
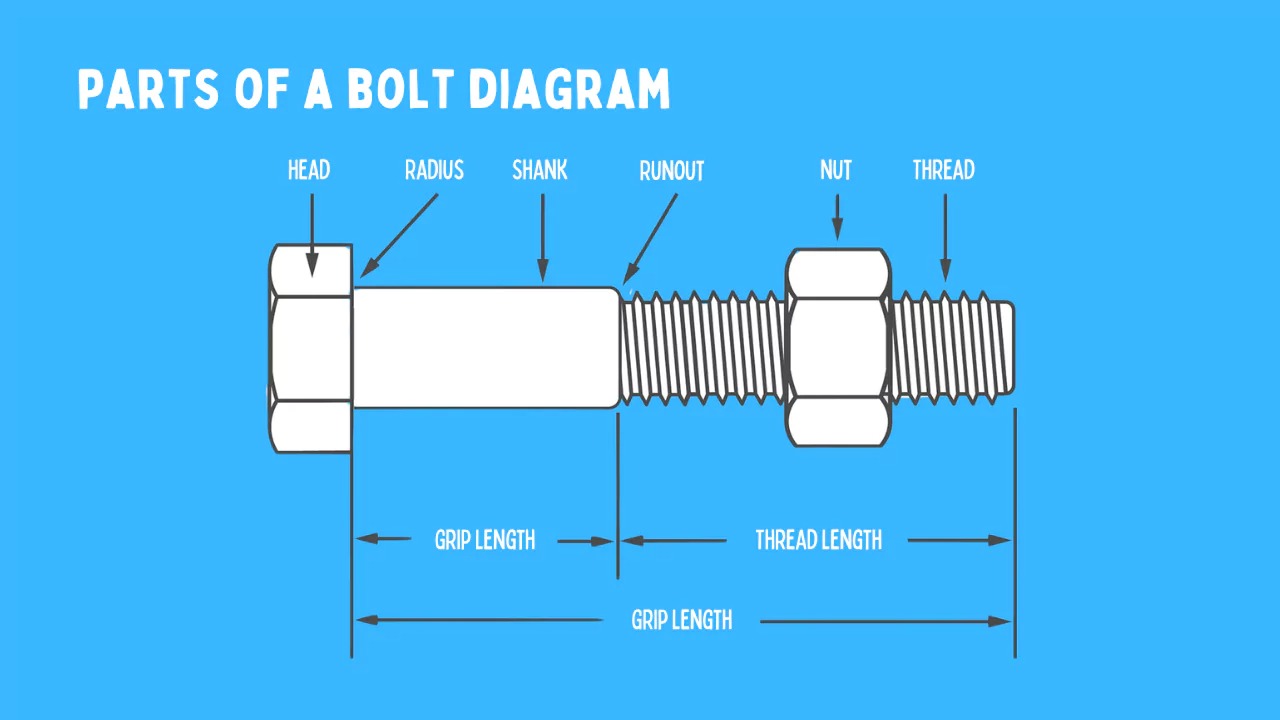
1.1Tête de boulon
La tête est située à une extrémité du boulon et présente généralement un diamètre supérieur à celui de la tige. Ses principales fonctions sont :
- Répartition de la charge: Répartit uniformément la pression générée lors du serrage sur la surface de la pièce connectée, évitant ainsi les contraintes localisées qui pourraient provoquer une déformation ou des dommages.
- Fournir un point de prise: Offre une surface stable pour les outils (par exemple, clés, douilles) pour appliquer un couple de serrage ou de desserrage.
Les formes de tête courantes comprennent les têtes hexagonales, rondes, fraisées et carrées :
- Tête hexagonale:Le plus largement utilisé : sa conception à six côtés est facile à fabriquer, offre plusieurs angles de préhension et permet un transfert de couple efficace, ce qui le rend idéal pour les applications à couple élevé.
- Tête fraisée:Convient aux scénarios nécessitant une surface lisse (par exemple, panneaux de meubles, boîtiers d'équipement), car la tête s'intègre dans le matériau pour une finition affleurante.
1.2Jarret
La tige relie la tête à la section filetée et comprend généralement deux parties :
- Section lisse (corps)S'engage précisément dans le trou du composant connecté pour éviter tout mouvement radial. L'absence de filetage évite la concentration des contraintes à la base du filetage (point de rupture fréquent) et améliore la résistance au cisaillement. Pour les applications soumises à des charges de cisaillement importantes (par exemple, les assemblages de structures en acier), la section lisse doit traverser entièrement la surface de contact afin que l'effort de cisaillement soit supporté par le corps plutôt que par les filetages.
- Section filetéeSitué à l'autre extrémité de la tige, il s'engage dans un écrou ou un trou fileté. Sa conception hélicoïdale convertit le couple en force de serrage axiale pour fixer les composants connectés.
1.3Fil
Les filetages sont des crêtes hélicoïdales continues (crêtes) et des rainures (racines) sur la surface du boulon, dont la géométrie affecte directement la stabilité et la compatibilité de la connexion.
- Profils communs:
- Filetages triangulaires (par exemple, filetages métriques standard) : largement utilisés pour la fixation générale en raison de leur capacité d'autoblocage et de leur facilité de fabrication.
- Filetages trapézoïdaux/carrés : rares dans les boulons, principalement utilisés pour la transmission de puissance (par exemple, les crics).
- Direction:Le filetage à droite (serré dans le sens des aiguilles d'une montre) est standard ; le filetage à gauche (serré dans le sens inverse des aiguilles d'une montre) n'est utilisé que dans des cas particuliers (par exemple, pédales de vélo, lames de scie circulaire) où les forces opérationnelles peuvent desserrer les filetages à droite.
2.0Boulons et vis : différences fondamentales derrière une apparence similaire
| Dimension | Boulon | Vis |
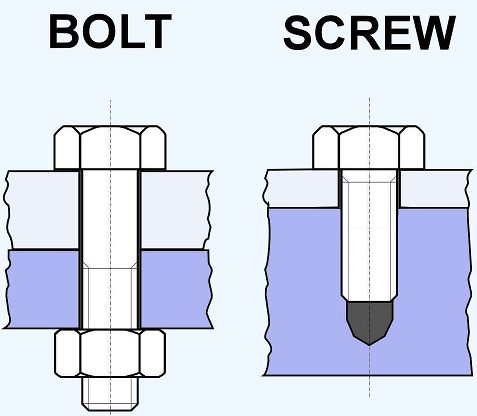
| Définition de base | Passe à travers les trous non filetés des composants ; serré avec un écrou. | S'insère dans les trous, s'engage dans les filetages préformés ou se coupe tout seul (autotaraudage) ; serré par la tête (aucun écrou nécessaire). |
| Caractéristiques du fil | La plupart sont partiellement filetés (tige lisse + section filetée plus courte) ; des types entièrement filetés existent pour des besoins spécifiques. | Presque entièrement fileté (les filetages vont juste en dessous de la tête jusqu'à la pointe ; pas de tige lisse distincte). |
| Dépendance de l'installation | Nécessite un écrou pour s'opposer à la force de serrage ; aucun trou taraudé n'est nécessaire dans les composants. | Aucun écrou requis ; s'engage dans des trous pré-taraudés ou coupe des filetages dans des matériaux (bois, tôle fine). |
| Utilisation des outils | Serré avec une clé/douille sur la tête (ou tête fixe + écrou rotatif, par exemple, boulons de carrosserie). | Serrage via outils (tournevis, clés Allen) sur la tête ; pas d'écrou. |
| Performances de charge | La tige lisse répartit la force de cisaillement ; résistance supérieure au cisaillement et à la traction (adaptée aux charges lourdes). | Forte force de maintien mais la contrainte se concentre aux racines des filets ; résistance au cisaillement plus faible (convient à une utilisation légère). |
| Applications typiques | Connexions en acier de construction, bases de machines, brides de tuyaux et châssis automobiles. | Assemblage de meubles, boîtiers électroniques, fixation de tôles et travail du bois. |
Note spéciale:Les cas limites (par exemple, un boulon hexagonal vissé directement dans un trou taraudé) ne modifient pas leur distinction fondamentale : les boulons sont intrinsèquement conçus pour être utilisés avec des écrous, tandis que les vis sont définies par un engagement direct avec des matériaux/écrous.
3.0Types courants de boulons et leurs applications
La conception des boulons doit être adaptée aux conditions d'utilisation (charge, matériau des composants, environnement, fréquence de démontage). Voici dix types de boulons largement utilisés dans l'industrie, avec leurs principales caractéristiques et applications :
3.1boulons hexagonaux
- Caractéristiques principales:Tête à six pans (standard ou à profil bas) pour une prise en main facile de la clé ; disponible en versions partiellement filetées (tige lisse pour une résistance au cisaillement) ou entièrement filetées.
- Avantages:Transfert de couple polyvalent, économique et efficace, compatible avec la plupart des outils.
- Applications:Assemblages de machines générales (base moteur-châssis), assemblages secondaires de structures en acier, montage d'accessoires de moteurs automobiles, fixations internes d'appareils électroménagers.

3.2boulons de carrosserie
- Caractéristiques principales:Tête arrondie/en forme de dôme (pas de méplats de préhension) avec un col carré court sous la tête (se verrouille dans les trous/matériaux carrés pour empêcher la rotation) ; presque exclusivement entièrement filetée (filetage partiel rare pour les grandes tailles).
- Avantages: Permet un serrage d'une seule main (pas besoin de tenir la tête) ; empêche les têtes saillantes d'endommager les marchandises.
- Applications:Assemblage de garde-corps, caisses/palettes en bois, mobilier d'extérieur (bancs de parc), machines agricoles avec composants en bois.

3.3Boulons de bride
- Caractéristiques principales: Bride circulaire intégrale (plus grande que la tête) sur la tête ; les surfaces de la bride ont souvent des dentelures (antidérapantes) ; certaines conceptions incluent des rondelles en caoutchouc/plastique (étanchéité + résistance aux vibrations).
- Avantages: Répartit la force de serrage sur une grande surface (empêche la déformation des matériaux mous, par exemple le plastique/aluminium) ; les dentelures réduisent le desserrage dans les environnements à fortes vibrations.
- Applications: Raccords de brides de tuyaux (conduites chimiques/eau), couvercles de récipients sous pression, joints de transmission automobile à moteur, boîtiers d'équipements médicaux.

3.4Boulons à épaulement
- Caractéristiques principales: « Épaulement » cylindrique lisse usiné avec précision (tolérance h6/h7) entre la tête et la section filetée ; diamètre de l'épaulement > diamètre du filetage ; longueur de l'épaulement personnalisable.
- Avantages: L'épaulement sert de référence de positionnement pour les pièces rotatives/coulissantes (roulements, engrenages) pour assurer la coaxialité ; supporte des charges radiales pour protéger les filetages.
- Applications: Alignement de boîtiers de roulement, montages de machines-outils, rouleaux de presses à imprimer, assemblages d'instruments de précision.

3.5Boulons d'expansion
- Caractéristiques principales: Se compose d'une tige filetée (acier Q235/45# ou acier inoxydable pour la résistance à la corrosion), d'un manchon d'expansion à paroi mince (acier galvanisé/inoxydable), d'un écrou et d'une rondelle ; l'extrémité de la tige a une tête conique.
- Principe de fonctionnement:Inséré dans des trous pré-percés en béton/maçonnerie ; le serrage de l'écrou tire la tête conique dans le manchon, l'élargissant contre les parois du trou pour un ancrage par friction.
- Applications: Pose de cadres de plafond, supports de climatisation, boîtes électriques, chauffe-eau muraux, panneaux de signalisation.

3.6Boulons d'ancrage
- Caractéristiques principales:Longues tiges avec extrémités encastrées (crochet, coude en L ou plaque d'ancrage) pour le collage avec le béton ; l'extrémité exposée est filetée ; les matériaux comprennent l'acier au carbone moyen (Q345), l'acier allié ou l'acier inoxydable (environnements corrosifs).
- Avantages: Coulé dans des fondations en béton ; offre une résistance de maintien exceptionnelle pour les équipements lourds (empêche le mouvement/basculement sous charge/vibration).
- Applications:Turbines/générateurs à vapeur de centrales électriques, gros moteurs (ventilateurs, pompes), machines-outils lourdes, supports de ponts.

3.7Goujons
- Caractéristiques principales: Fileté aux deux extrémités (diamètres identiques ou différents pour les trous non appariés) ; tige lisse entre les deux (les tailles plus petites peuvent être entièrement filetées).
- Avantages:Une extrémité (« extrémité fixe ») installée en permanence dans un trou taraudé ; l'autre (« extrémité de service ») fixée avec un écrou permet un démontage fréquent sans endommager les filetages fixes.
- Applications: Brides de tuyauterie chimique, connexions culasse-bloc automobile, joints corps de soupape-couvercle, portes d'inspection de chaudière.

3.8boulons en U
- Caractéristiques principales:Conception en forme de U avec extrémités filetées ; le rayon intérieur correspond à l'objet cylindrique (tuyau/tige) à fixer.
- Avantages: Serrage uniforme autour d'objets ronds (aucun dommage de surface) ; facile à installer sans fixations complexes.
- Applications: Fixation de canalisations d'eau/chauffage/gaz, suspension de chemins de câbles, fixation de pots d'échappement de tracteur.

3.9boulons à œil
- Caractéristiques principales:Boucle circulaire (œil) à une extrémité (pour crochets de levage) et filetages externes à l'autre ; disponible en modèles à œil fixe (soudé) ou à œil pivotant (rotatif).
- Avantages: Permet le levage sûr des composants ; les modèles à œillet pivotant supportent les charges angulaires.
- Applications: Pièces de machines de levage, suspension d'équipements aériens (éclairage, ventilateurs), quincaillerie marine.

3.10Boulons de structure à haute résistance
- Caractéristiques principales:Fabriqué à partir d'aciers alliés (40Cr, 35CrMo, 42CrMo) et traité thermiquement (trempe + revenu) ; degrés de résistance : ISO 10.9/12.9 ou ASTM A325/A490 ; tête marquée de la nuance (par exemple, « 10.9 », « A325 ») ; associé à des écrous/rondelles à haute résistance.
- Avantages: Résistance exceptionnelle à la traction, à l'élasticité et à la fatigue ; résiste aux charges élevées/contraintes dynamiques sans déformation plastique.
- Applications: Joints en acier de grands ponts (ponts à haubans), charpentes métalliques de grande hauteur, flèches de grues, plates-formes offshore.
4.0Processus de fabrication des boulons : de la matière première au produit fini
Le processus de fabrication d'un boulon détermine ses propriétés mécaniques, sa précision dimensionnelle et sa durée de vie. Les étapes principales sont les suivantes :
4.1Préparation des matières premières
- Sélection des matériaux:
- Boulons standards (≤ISO 8.8) : Acier à teneur moyenne/faible en carbone (Q235, 45#).
- Boulons à haute résistance (≥ISO 10.9) : Acier allié (40Cr, 35CrMo, 42CrMo ou 40CrNiMoA pour la résistance à la fatigue).
- Boulons résistants à la corrosion : Acier inoxydable (304, 316), laiton, nylon.
- Boulons haute température : Alliages résistants à la chaleur (Inconel 718, ASTM A193 B7).
- Prétraitement:Utilisez des barres d'acier (gros boulons) ou des fils (boulons moyens/petits) ; nettoyez les surfaces (enlevez la rouille/l'huile) et inspectez le matériau pour détecter les défauts (par exemple, fissures, inclusions).
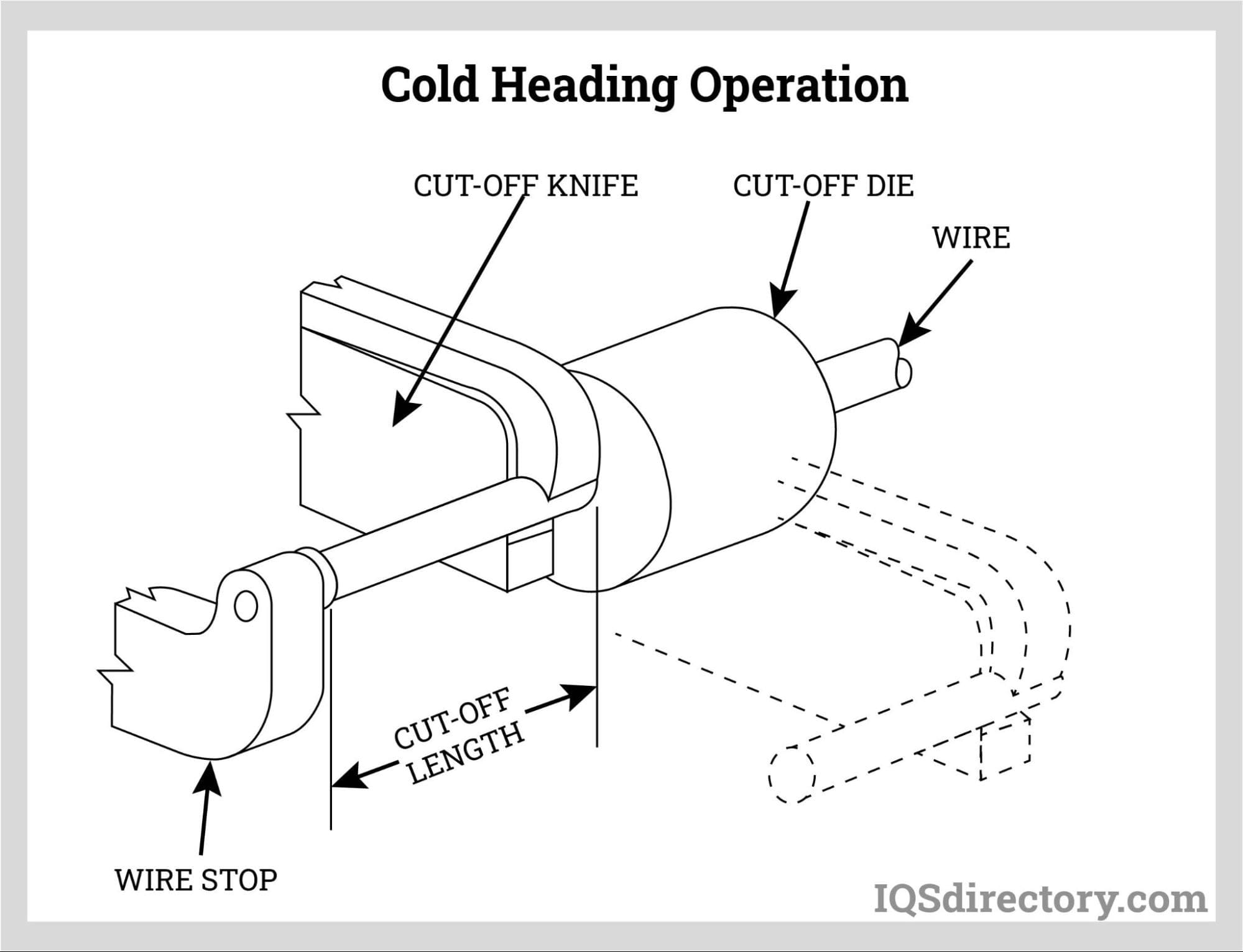
4.2Formage : façonnage de la tête et de la tige
- Frappe à froid:Le plus courant pour les boulons moyens/petits ; forme des ébauches à température ambiante à l'aide de machines multi-stations (haute efficacité, bonne finition de surface).
- Forgeage à chaud:Utilisé pour les boulons de grande taille/épais ; chauffe l'acier au-dessus de la température de recristallisation (~800–1200°C) et presse dans des moules (convient aux matériaux à haute résistance).
4.3Chanfreinage
- But: L'extrémité filetée d'un boulon est chanfreinée à un angle de 45° à 60°, sur une longueur d'environ 0,5 à 1 fois le pas du filetage. Ce chanfrein facilite le guidage du boulon dans les trous et évite d'endommager le filetage lors de l'installation.
- Procédé et équipement : Le chanfreinage est généralement effectué après le formage et avant le filetage afin de garantir la précision dimensionnelle. En production industrielle, Machine à chanfreiner les barres est souvent utilisé, car il fournit des angles cohérents, des finitions lisses et une efficacité supérieure par rapport au traitement manuel.
4.4Enfilage
- Roulage de fils : Pour les boulons à haute résistance, le filetage est le plus souvent réalisé à l'aide d'un Machine à rouler les filetsDans ce procédé, les ébauches préformées sont pressées entre des rouleaux à rainures hélicoïdales, ce qui provoque l'écoulement plastique du métal et la formation de filets. Cette méthode n'enlève pas de matière, ce qui permet d'obtenir des filets plus résistants et une meilleure résistance à la fatigue. Pour les boulons en alliages à haute résistance, un pré-recuit peut être nécessaire afin de réduire la dureté et de minimiser l'usure des rouleaux.
- Coupe de filetage : Pour les boulons fabriqués en petites séries ou sur mesure, le filetage peut être réalisé par tournage, taraudage ou filière. Bien que cette méthode offre une certaine flexibilité de production, elle produit des filetages relativement moins résistants que les filetages laminés et entraîne généralement des coûts de traitement plus élevés.
4.5Traitement thermique
- Boulons standards (≤ISO 8.8): Normalisant (améliore la ductilité, réduit les contraintes internes).
- Boulons à haute résistance (≥ISO 10.9): Trempe (chauffage à 800–900 °C, refroidissement rapide) + revenu (chauffage à 400–600 °C, refroidissement lent) pour améliorer la résistance et la ténacité.
- boulons spéciaux:Traitement de solution (acier inoxydable, améliore la résistance à la corrosion) ou cémentation (boulons résistants à l'usure, par exemple, machines agricoles).
4.6Traitement de surface
- Zingage (galvanoplastie/trempage à chaud):Résistance à la corrosion pour les environnements intérieurs/secs ; le zinc trempé à chaud offre une meilleure protection pour une utilisation en extérieur.
- Placage nickel/chrome: Décoratif + résistance à la corrosion (par exemple, meubles, électronique grand public).
- Revêtement Dacromet:Résistance supérieure à la corrosion pour les environnements marins/chimiques (aucun risque de fragilisation par l'hydrogène).
- Noircissement/phosphatation:Prévention de la rouille à faible coût pour les environnements intérieurs à faible corrosion (par exemple, les boulons internes des machines).
4.7Contrôle de la qualité
- Contrôles dimensionnels: Vérifiez le diamètre du filetage (majeur/mineur/pas), la longueur, le chanfrein et la tolérance (par exemple, IT8 pour le diamètre du pas).
- Essais mécaniques:Résistance à la traction, limite d'élasticité, dureté (Rockwell/Brinell) et résistance au cisaillement.
- Contrôles de surface: Inspectez les défauts de placage (pelage, cloques) ou les fissures.
5.0Terminologie clé et interprétation des spécifications des boulons
La compréhension des paramètres techniques est essentielle pour la compatibilité des boulons et la capacité de charge. Voici les termes clés et les méthodes de spécification :
5.1Termes liés aux fils de discussion
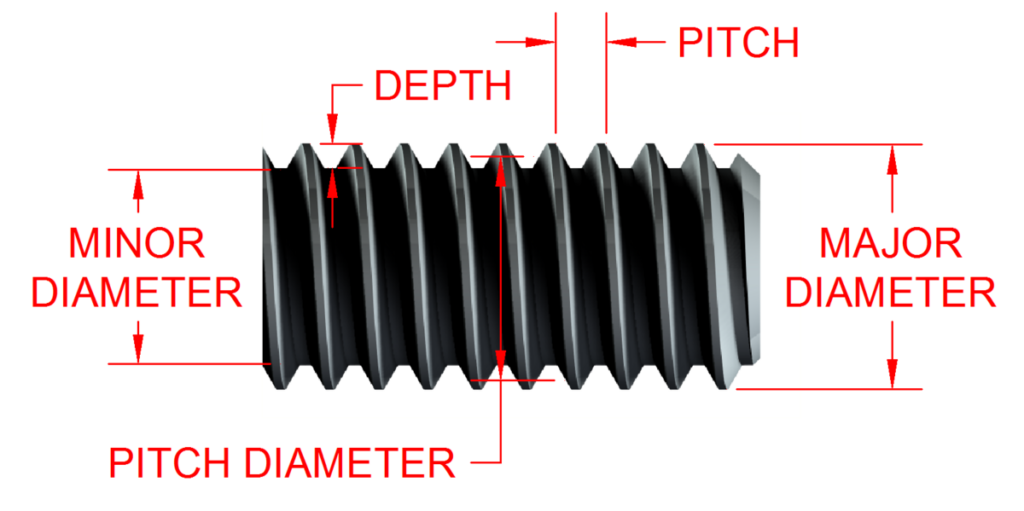
(1) Diamètre du filetage
- Diamètre principal (d): Plus grand diamètre de filetage (de crête à crête) ; égal au diamètre nominal du boulon (par exemple, M10 = 10 mm). Détermine le choix de l'écrou (le diamètre mineur de l'écrou doit correspondre au diamètre majeur du boulon).
- Diamètre mineur (d1):Diamètre de filetage le plus petit (de racine à racine) ; affecte directement la résistance au cisaillement (d1 plus grand = zone de cisaillement plus grande).
- Diamètre primitif (d2):Moyenne des diamètres majeurs/mineurs ; clé pour l'ajustement du filetage (l'écart entraîne un assemblage lâche/serré, contrôlé selon la classe IT8).
(2) Pas et filetages par pouce (TPI)
- Pas (P, métrique): Distance axiale entre les crêtes adjacentes (mm). Le pas grossier est la valeur par défaut (par exemple, M10 = 1,5 mm) ; le pas fin est indiqué explicitement (par exemple, M10 × 1,0).
- TPI (impérial): Nombre de filets par pouce (1 pouce = 25,4 mm). Exemple : 1/4”-20 = 20 TPI (pas ≈ 1,27 mm).
(3) Sens et profil du filetage
- Direction: À droite (RH, standard) ; à gauche (LH, marqué, par exemple, M10×1,0×50-LH).
- Profil: 60° triangulaire (filetages métriques/UNC/UNF standard) ; 55° Whitworth (tuyauterie, rare pour les boulons).
5.2Termes liés aux dimensions
(1) Longueur nominale (L)
- Définition:Longueur axiale du boulon, mesurée différemment selon le type de tête :
- Tête hexagonale/ronde : de la surface d'appui de la tête (plat inférieur) jusqu'à l'extrémité de la tige.
- Tête fraisée : de la surface supérieure de la tête (au ras du matériau) jusqu'à l'extrémité de la tige.
- Règle de sélection: Assurez-vous que le boulon traverse tous les composants, avec 1 à 3 tours de filetage dépassant de l'écrou (trop court = faible force de serrage ; trop long = gaspillage/interférence de matériau).
(2) Diamètre de la tige (d)
- Diamètre de la tige lisse (égal au diamètre nominal, par exemple M10 = 10 mm). Dimension du trou dans les composants : 0,1 à 0,3 mm (métrique) ou 0,004 à 0,012 pouce (impérial) de plus que le diamètre de la tige (pour une insertion en douceur).
(3) Chanfrein (C)
- Extrémité conique de la tige (angle 45°/60°, longueur 0,5–1× pas) pour guider l'installation et protéger les filetages.
5.3Exemples de spécifications
Boulon métrique (norme ISO) : M12-1,75×60-8,8-Zn
- M : Filetage métrique
- 12 : Diamètre nominal (12 mm)
- 75 : hauteur (grossière, par défaut pour M12)
- 60 : Longueur nominale (60 mm)
- 8 : Classe de résistance (résistance à la traction ≥ 800 MPa, limite d'élasticité ≥ 640 MPa)
- Zn : Surface zinguée
Boulon impérial (norme SAE) : 5/16 po - 18 × 3 po - Grade 5 - HD
- 5/16” : Diamètre nominal (~7,94 mm)
- 18 : TPI = 18 (pas ≈1,41 mm)
- 3” : Longueur nominale (~76,2 mm)
- Grade 5 : Grade de résistance (traction ≥ 120 ksi, limite élastique ≥ 92 ksi)
- HD : Tête hexagonale


6.0Classes de résistance des boulons : comprendre les « marquages numériques »
Les classes de résistance reflètent la limite d'élasticité et de traction d'un boulon, les normes variant selon les régions. Les plus courantes sont ISO (métrique), SAE (impérial) et ASTM (applications spéciales).
6.1Normes ISO (boulons métriques, utilisation mondiale)
Défini par la norme ISO 898-1, désigné par deux nombres séparés par un point (par exemple, 8,8) :
- Premier chiffre : Résistance minimale à la traction (UTS) en MPa × 100 (par exemple, « 8 » = ≥ 800 MPa).
- Deuxième chiffre : Rapport d'élasticité (limite d'élasticité/UTS) × 0,1 (par exemple, « 8 » = limite d'élasticité ≥ 800 × 0,8 = 640 MPa).
| Qualité ISO | Résistance minimale à la traction (MPa) | Limite d'élasticité minimale (MPa) | Matériel | Applications typiques |
| 4.6 | 400 | 240 | Acier à faible teneur en carbone (Q215) | Usage léger (meubles, supports simples) |
| 5.8 | 500 | 400 | Acier à teneur moyenne en carbone (Q235) | Machines générales (accessoires de moteur) |
| 8.8 | 800 | 640 | Acier 45# / 40Cr | Usage intensif (bases d'équipement, pipelines) |
| 10.9 | 1000 | 900 | 35CrMo, 40CrNiMoA | Haute résistance (châssis automobile) |
| 12.9 | 1200 | 1080 | 42CrMo, 30CrNiMo8 | Résistance extrême (aérospatiale, machinerie lourde) |
6.2Normes SAE (boulons impériaux, dominante américaine)
Défini par la norme SAE J429, désigné par « Grade + numéro » (par exemple, Grade 5), unités en ksi (1 ksi = 6,89 MPa) :
| Qualité SAE | Résistance minimale à la traction (ksi) | Limite d'élasticité minimale (ksi) | Matériel | Applications typiques |
| 2e année | 74 | 33 | Acier à faible teneur en carbone | Usage léger (boîtiers d'appareils) |
| 5e année | 120 | 92 | acier 1045 | Usage intensif général (supports de moteur) |
| 8e année | 150 | 130 | acier 4140 | Haute résistance (arbres de transmission, équipements lourds) |
6.3Normes ASTM (applications spéciales, dominantes aux États-Unis)
Concentrez-vous sur les scénarios à haute température, haute pression ou résistants à la corrosion :
| Norme ASTM | Équivalent de force | Matériel | Applications |
| ASTM A307 | SAE Grade 2 | Acier au carbone | Bâtiment léger (ossatures de plafond) |
| ASTM A325 | ISO 8,8 (environ) | Acier allié (1045, 4140) | Structures en acier (ponts, immeubles de grande hauteur) |
| ASTM A490 | ISO 10,9 (environ) | Acier allié à haute résistance | Structures en acier à charges extrêmes |
| ASTM A193 B7 | ISO 10.9 | Acier au chrome-molybdène | Haute température (canalisations chimiques, 482°C max) |
| ASTM A193 B16 | ISO 12.9 | Acier au nickel-chrome-molybdène | Ultra-haute température (chaudières, 649°C max) |
6.4Principes de sélection des degrés de résistance
- Évitez les spécifications excessives:Les boulons à haute résistance sont coûteux et nécessitent des écrous/rondelles correspondants (par exemple, 4,6/5,8 suffisent pour les meubles).
- Correspondance charge/environnement:Les charges de cisaillement/dynamiques (châssis automobile) nécessitent ≥ISO 8.8 ; les charges à haute température (chaudières) nécessitent ASTM A193 ; la corrosion nécessite de l'acier inoxydable (304/316) avec une résistance correspondante.
- Pas de mélange de qualités: Ne pas remplacer le Grade 8 par le Grade 2 (résistance insuffisante) ou inversement (une force de serrage excessive déforme les composants).
7.0Directives de sélection et d'installation des boulons
Le choix des boulons doit concilier conditions de fonctionnement, adéquation des paramètres et maîtrise des coûts. Suivez cette logique étape par étape :
7.1Clarifier les conditions de fonctionnement
(1) Type de charge et ampleur
- Type de charge:
- Tension (par exemple, boulons de levage) : boulons entièrement/partiellement filetés (assurer un engagement suffisant du filetage).
- Cisaillement (par exemple, joints en acier) : boulons partiellement filetés (la tige lisse répartit la force de cisaillement et évite la rupture de la racine du filetage).
- Combinaison traction-cisaillement (par exemple, arbres de transmission) : boulons à haute résistance (≥ISO 8,8) à tiges lisses.
- Amplitude de la charge:Calculer la résistance à la traction/à la limite d'élasticité requise (par exemple, ≥ 600 MPa → ISO 8.8).
(2) Environnement d'installation
- Corrosif (humide/acide/marin): Boulons en acier inoxydable (304/316) ou revêtus de Dacromet.
- Haute température (> 200 °C): Boulons ASTM A193 B7/B16 ou Inconel.
- Moteurs à fortes vibrations: Boulons à bride (dentelés) + écrous de blocage/adhésifs frein-filet.
(3) Besoins d'assemblage/d'entretien
- Démontage fréquent: Goujons filetés (extrémité fixe protégeant les trous taraudés).
- Espace limité: Boulons hexagonaux à profil bas ou boulons à tête fraisée.
- Opération à une seule main: Boulons de carrosserie (le col carré empêche la rotation).
7.2Paramètres de base de correspondance
- Correspondance dimensionnelle:
- Diamètre : correspond au trou traversant du composant (0,1 à 0,3 mm plus grand que la tige).
- Longueur : Épaisseur totale du composant + épaisseur de l'écrou + 1 à 3 tours de filetage (par exemple, composants de 20 mm + écrou de 8 mm → boulon de 30 mm).
- Type de filetage : métrique/impérial (non interchangeable).
- Correspondance matériau/traitement de surface:
- Utilisation générale : acier 45# + zingage.
- Corrosion : acier inoxydable 316.
- Extérieur : Zingage à chaud.
7.3Contrôle des coûts
- Préférez les tailles standards:M6/M8/M10 (produit en série, coût inférieur) par rapport aux tailles personnalisées.
- Optimiser le matériel/processus: Acier au carbone (moins cher que l'acier allié) + frappe à froid (moins cher que le forgeage à chaud) + laminage de filets (moins cher que la découpe).
7.4Notes d'installation
- Utiliser les bons outils:Adaptez la taille de la clé/douille (évitez les clés à molette qui glissent et endommagent les têtes).
- Contrôler le couple de serrage:Suivez les tableaux de couple (par exemple, M10×8,8 → 35–45 N·m ; couple excessif = rupture/déformation du boulon ; insuffisant = faible force de serrage).
- Prévenir la fragilisation par l'hydrogène:Les boulons à haute résistance (≥ISO 10.9) nécessitent un traitement à l'hydrogène après placage (200–230 °C pendant 2 à 4 heures).
- Inspection régulière: Boulons sujets aux vibrations (moteur) → resserrage périodique.
8.0Conclusion
Les boulons, bien que petits, sont essentiels à la sécurité mécanique et structurelle. Leur conception, leur fabrication et leur sélection reposent sur une logique d'ingénierie précise : de la « tige lisse pour les charges de cisaillement » à la « norme ISO 12.9 pour une résistance extrême », chaque détail répond aux besoins réels.
Pour garantir la fiabilité des assemblages, évitez les idées reçues telles que « les boulons sont génériques » ou « plus la résistance est élevée, mieux c'est ». Analysez plutôt systématiquement les charges, les environnements et les paramètres, et reliez la terminologie (par exemple, « chanfrein ») à la fabrication (par exemple, « chanfreinage post-formage ») et à l'installation (par exemple, « insertion guidée »).
Pour les ingénieurs, les techniciens et les opérateurs, la maîtrise de ces connaissances améliore non seulement l’efficacité, mais garantit également la stabilité des équipements et des structures à long terme.
Références
wilsongarner.com/what-is-a-bolt/
www.fastenright.com/blog/bolts-and-screws-what-is-the-difference
www.iqsdirectory.com/articles/bolts/types-of-bolts.html
www.bwindustrialsales.com/resources/difference-between-screw-and-bolt




