
- 1.0Quelles sont les propriétés fondamentales de l'aluminium et des alliages d'aluminium ?
- 2.0Comment l'aluminium est-il transformé et fabriqué ?
- 3.0Quels sont les principes fondamentaux de la conception des structures en aluminium ?
- 4.0Quels sont les cas d'application en ingénierie des structures en aluminium ?
- 5.0Quels sont les principaux éléments à prendre en compte pour la construction et la protection des structures en aluminium ?
- 6.0FAQ | Questions d'ingénierie courantes sur la conception et la construction de structures en aluminium
Deuxième métal de construction le plus utilisé après l'acier, l'aluminium est apprécié pour sa légèreté, sa résistance à la corrosion et son excellente usinabilité, ce qui explique ses nombreuses applications en architecture, dans les transports et en milieu maritime. Cependant, son comportement diffère sensiblement de celui de l'acier, et sa conception et sa mise en œuvre doivent respecter des principes spécifiques.
1.0Quelles sont les propriétés fondamentales de l'aluminium et des alliages d'aluminium ?
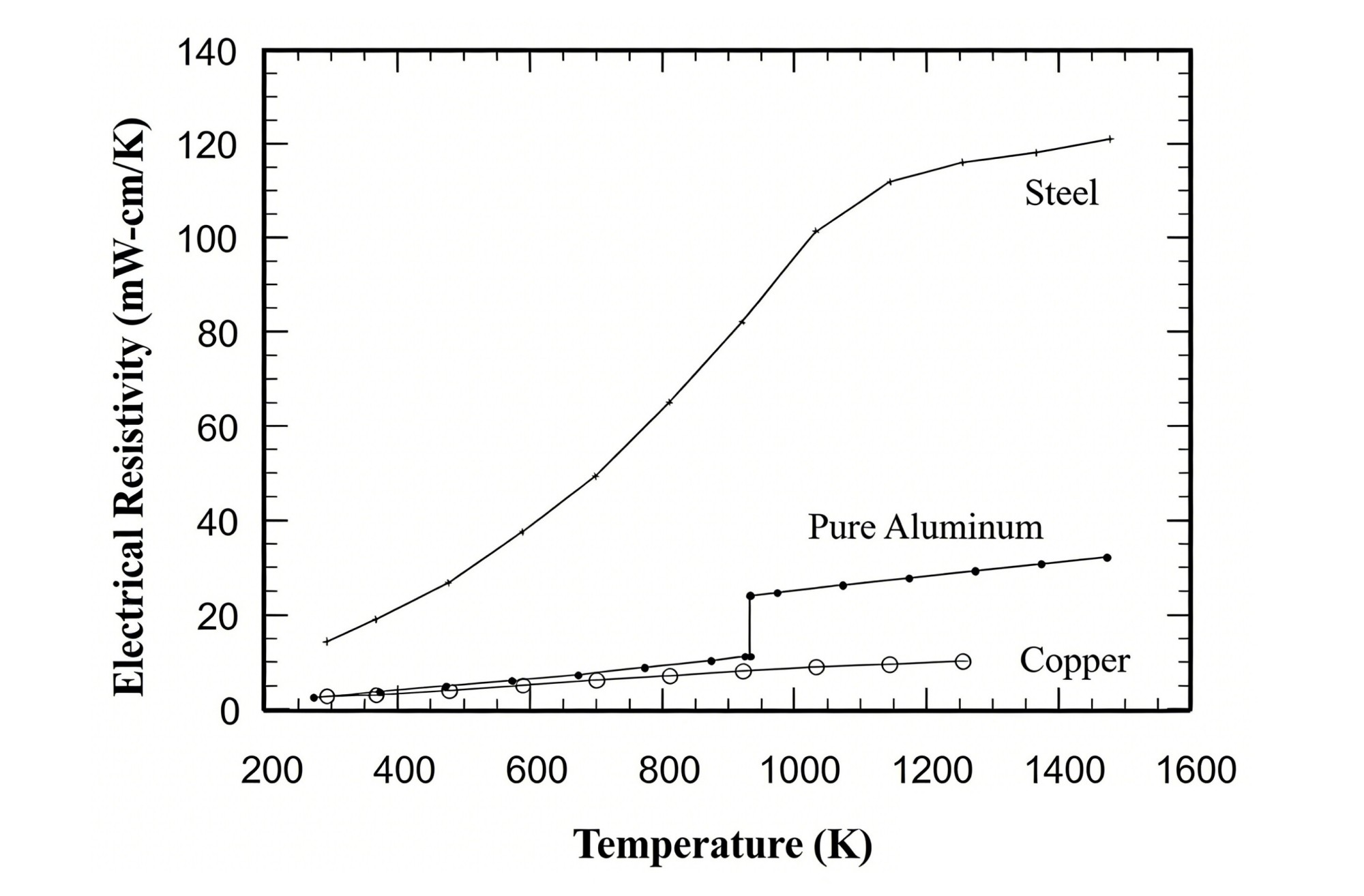
L'aluminium est l'élément métallique le plus abondant de la croûte terrestre. Sa densité est de seulement 2,7 g/cm³ (environ un tiers de celui de l'acier), un module d'élasticité d'environ 70 kN/mm²L'aluminium, dont le coefficient de dilatation thermique est nettement supérieur à celui de l'acier, exige une attention particulière en matière de contrôle de la déformation et d'analyse structurale sous l'effet de la température. L'aluminium pur présente une résistance relativement faible (résistance à la traction). 90–140 N/mm²) et est donc renforcée par alliage ; les alliages d'aluminium à haute résistance peuvent atteindre des résistances à la traction supérieures à 500 N/mm².
1.1Principaux avantages et limitations :
Avantages :
- Poids léger et manipulation aisée
- Résistance intrinsèque à la corrosion assurée par un film d'oxyde de surface stable
- Excellente extrudabilité
- Bonne soudabilité
- Performances stables à basse température sans risque de rupture fragile
- Parfaitement adapté aux opérations de pliage à froid
Limites:
- Coût des matériaux plus élevé que celui de l'acier
- Perte rapide de force à des températures élevées
- Ramollissement dans la zone affectée thermiquement après soudage
- Résistance à la fatigue et capacité de flambage inférieures à celles de l'acier
- Coefficient de dilatation thermique élevé
1.2Système de classification et de désignation des alliages :
Les alliages d'aluminium sont classés en sept séries selon leurs principaux éléments d'alliage et sont identifiés par des nombres à quatre chiffres : 1xxx pour l'aluminium pur, 2xxx aluminium-cuivre, 3xxx aluminium-manganèse, 4xxx aluminium-silicium, 5xxx aluminium-magnésium, 6xxx aluminium-magnésium-silicium et 7xxx aluminium-zinc-magnésium.
Les désignations de trempe indiquent l'état de traitement : les alliages non traitables thermiquement utilisent la série H (par exemple, H14 pour semi-dur), les alliages traitables thermiquement utilisent la série T (par exemple, T6 pour traitement thermique de mise en solution suivi d'un vieillissement artificiel), O désigne l'état recuit et F indique l'état tel que fabriqué.
1.3Caractéristiques des alliages structuraux couramment utilisés :
- Série 6xxx : Résistance et extrudabilité équilibrées, ce qui en fait le choix privilégié pour les applications architecturales et structurelles générales, adaptées au formage de haute précision.
- Série 5xxx : Excellente résistance à la corrosion, particulièrement adaptée aux structures soudées.
- Série 7xxx : Très haute résistance, utilisée dans des applications d’ingénierie spécialisées ou soumises à de fortes charges.
2.0Comment l'aluminium est-il transformé et fabriqué ?
La transformation et la fabrication de l'aluminium comprennent trois étapes principales : la production du métal, le formage et l'assemblage, chacune présentant ses propres considérations techniques.
2.1Méthodes de production des métaux :
- Production primaire : L'alumine est extraite de la bauxite par le procédé Bayer puis réduite en aluminium primaire par le procédé électrolytique Hall-Héroult, qui nécessite une énergie électrique considérable.
- Production secondaire : L'aluminium de récupération est refondu et réutilisé, ce qui convient à la fabrication de produits aux exigences de composition moins strictes et permet de réduire les coûts et de préserver l'environnement.
2.2Principaux procédés de formation :
- Produits roulés : Y compris les plaques (épaisseur ≥ 6 mm) et les feuilles (épaisseur < 6 mm), produites par laminage à chaud suivi d'un laminage à froid, avec un contrôle strict des tolérances d'épaisseur et de la qualité de surface.
- Profilés extrudés : Le procédé de formage à chaud de l'aluminium permet de produire des sections complexes et creuses. Les paramètres clés comprennent le taux d'extrusion (généralement optimisé entre 30 et 50), la conception de la matrice et le traitement thermique ultérieur. Les profilés peuvent ensuite être transformés à l'aide de cintreuses pour répondre à des exigences structurelles spécifiques.
- Fabrication de tubes : Comprend les tubes extrudés, les tubes étirés (sans soudure, haute précision dimensionnelle) et les tubes soudés (moins coûteux, adaptés aux applications à parois minces).
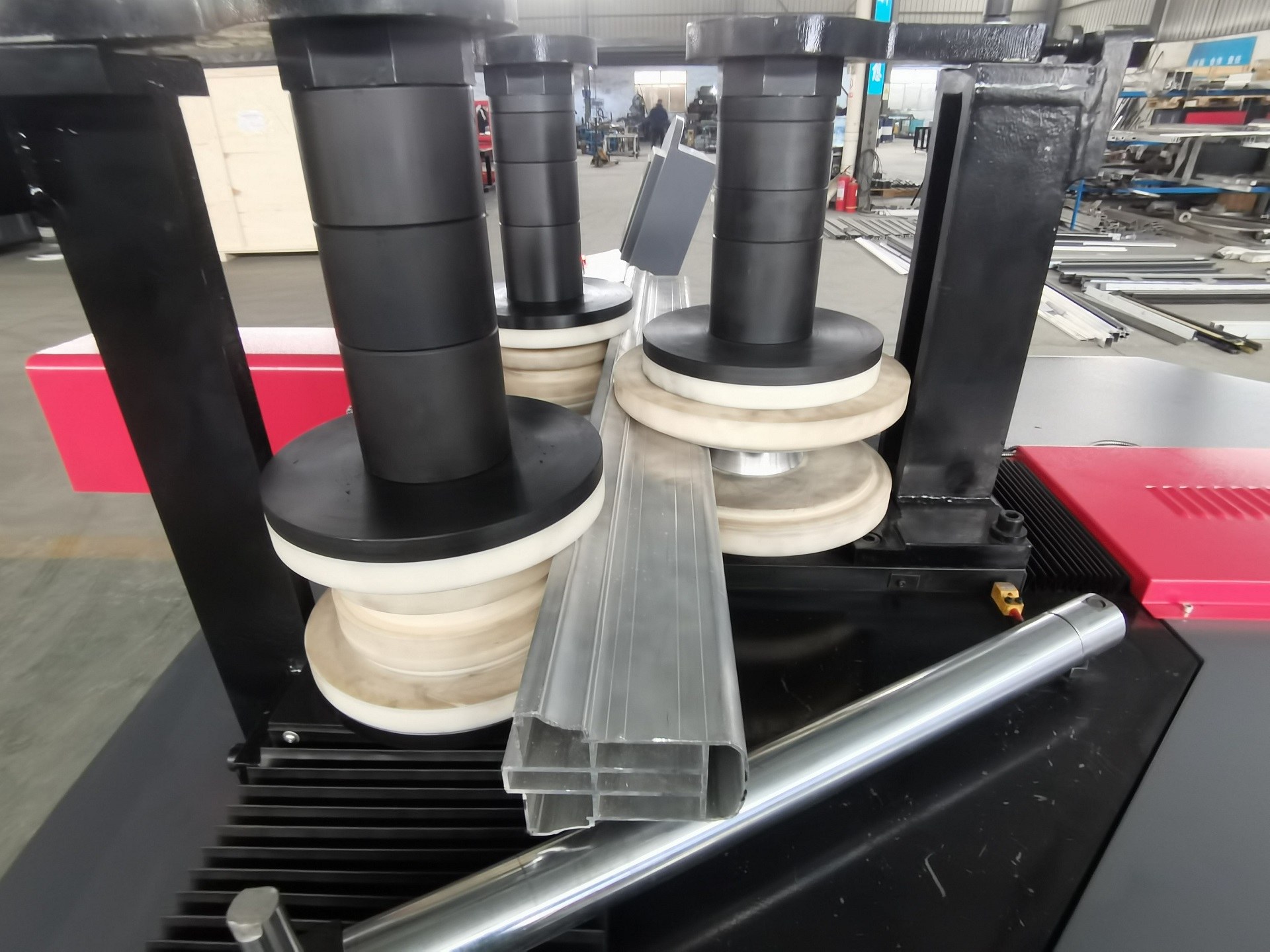
- Formage par pliage : Les cintreuses de profilés en aluminium sont spécialement conçues pour s'adapter aux caractéristiques de ce matériau, permettant un contrôle précis des angles de cintrage et du retour élastique. Elles sont particulièrement performantes pour le cintrage à froid des alliages traitables thermiquement, tels que la série 6xxx, réduisant ainsi le risque de fissuration par corrosion sous contrainte lors du formage. Les profilés extrudés complexes peuvent être cintrés avec un rayon de courbure minimal adapté, préservant ainsi la résistance structurelle initiale du profilé. Cette technique est largement utilisée dans la fabrication de murs-rideaux, de structures automobiles et d'applications similaires.
2.3Choix des techniques d'assemblage :
- Fixation mécanique : Comprend les assemblages boulonnés (les boulons en acier inoxydable ou en alliage d'aluminium sont recommandés), le rivetage pour les structures légères et les joints boulonnés à haute résistance critiques en matière de glissement où les facteurs de glissement doivent être contrôlés.
- Soudage: Le soudage MIG est couramment utilisé pour son rendement élevé et son adéquation aux pièces d'épaisseur moyenne, tandis que le soudage TIG offre une plus grande précision pour les pièces minces. Le soudage par friction-malaxage, un procédé à l'état solide émergent, ne produit pas de bain de fusion et entraîne un ramollissement minimal de la zone affectée thermiquement.
- Collage adhésif : Ce procédé utilise généralement des adhésifs à base d'époxy et exige une préparation de surface rigoureuse (dégraissage, abrasion et anodisation). Il convient aux structures présentant des exigences élevées en matière d'esthétique et de rigidité.
3.0Quels sont les principes fondamentaux de la conception des structures en aluminium ?
La conception des structures en aluminium repose sur l'approche des états limites, qui exige la vérification de trois états limites fondamentaux : la résistance ultime, la durabilité et la résistance à la fatigue. Cette approche s'appuie sur le comportement spécifique de l'aluminium et les mécanismes de transfert des charges structurelles, tout en tenant compte des variations dimensionnelles et de section introduites lors de la fabrication.
3.1Méthodes et paramètres de conception :
- Facteurs partiels de charge : Les coefficients partiels de charge doivent être déterminés conformément aux normes de calcul applicables. Leurs valeurs varient selon les pays et les régions ; les chiffres mentionnés ici ne sont donnés qu’à titre indicatif et ne doivent pas être considérés comme des exigences universelles.
- Matériau partiel facteurs pour les éléments, 1,3–1,6 pour les joints soudés et ≥1,6 pour les joints collés.
- Base de calcul principale : La conception est basée sur la contrainte de preuve 0,2% (f₀) et la résistance à la traction ultime (fᵤ), en tenant dûment compte de la déformation plastique, du flambage local et des propriétés de section transversale modifiées résultant des processus de fabrication.
3.2Éléments clés à prendre en compte pour le calcul :
- Ramollissement de la zone affectée thermiquement (ZAT) : Le soudage entraîne une réduction localisée de la résistance ; pour les alliages de la série 6xxx, cette réduction peut atteindre 50%. Il convient de tenir compte de cet effet en utilisant des facteurs d’adoucissement et des méthodes de section efficace.
- Flambage local : Les éléments minces en tôle, tels que les âmes et les semelles, sont susceptibles de flamber localement. Les sections doivent être classées comme compactes, non compactes ou minces, et leur capacité portante calculée selon la méthode de la largeur effective.
- Conception des membres : Les poutres doivent faire l'objet de vérifications concernant leur résistance à la flexion, leur résistance au cisaillement, le flambement de l'âme et le déversement. Pour les éléments axiaux, on vérifie la rupture locale et la plastification globale des éléments tendus, tandis que pour les éléments comprimés, il faut tenir compte de l'interaction entre le flambement global et le flambement local.
- Conception pour la fatigue : En fonction de l'amplitude des contraintes et des courbes S-N, les plages de contraintes admissibles sont déterminées selon les catégories de détails. Les effets du ramollissement de la ZAT et de la concentration des contraintes doivent être pris en compte, une attention particulière étant portée à l'intégrité de la section transversale fabriquée.
3.3Recommandations concernant les matériaux et la conception des produits :
- Sélection des matériaux : Les alliages de la série 6xxx sont généralement préférés ; les alliages de la série 5xxx sont recommandés pour les environnements corrosifs ; les alliages de la série 7xxx conviennent aux structures fortement chargées.
- Conception de la section : Tirez parti de l'extrusion pour créer des sections transversales intégrées et complexes, en réduisant le nombre de raccords. Les rayons de courbure doivent être normalisés autant que possible et les pliages composés évités afin de garantir la compatibilité avec les procédés de fabrication.
- Production de masse : Les profilés présentant un seul type de pliage peuvent être traités en continu par lots à l'aide de cintreuses de profilés en aluminium, tandis que les composants complexes doivent d'abord faire l'objet d'un prototypage afin d'établir des paramètres de processus fiables.
4.0Quels sont les cas d'application en ingénierie des structures en aluminium ?
Grâce à leurs avantages distinctifs, les structures en aluminium sont largement utilisées dans de nombreux secteurs. L'application des cintreuses de profilés en aluminium varie selon les exigences spécifiques de chaque situation.
4.1Applications de construction :
Cela inclut les systèmes de murs-rideaux, les portes et fenêtres, les cloisons et les charpentes de toiture. Ces éléments utilisent généralement des profilés extrudés de la série 6xxx, formés par cintrage, en privilégiant un équilibre entre rigidité et esthétique. Certaines applications requièrent également une isolation thermique et acoustique, avec des niveaux d'isolation phonique pouvant atteindre 40 dB.
4.2Secteur des transports :
Ce procédé concerne la fabrication de châssis de wagons de chemin de fer, de camions et de ferries à grande vitesse. La légèreté est un objectif primordial, souvent obtenu par une combinaison de soudage et de collage. Les cintreuses de profilés en aluminium permettent de réaliser des structures complexes, répondant à des exigences strictes en matière de résistance à la fatigue et à la corrosion.


4.3Applications spécialisées :
- Génie maritime : Les plateformes offshore et les superstructures de navires utilisent couramment des alliages de la série 5xxx résistants à la corrosion.
- Structures à basse température : Les excellentes performances de l'aluminium à basse température le rendent adapté aux structures situées dans les régions froides.
- Militaire et aérospatial : Les alliages à haute résistance de la série 7xxx sont utilisés dans les systèmes de pontage militaires et les composants structuraux d'aéronefs, certaines pièces complexes nécessitant un formage et un traitement de haute précision.
5.0Quels sont les principaux éléments à prendre en compte pour la construction et la protection des structures en aluminium ?
La construction de structures en aluminium met l'accent sur la qualité des assemblages, la maîtrise des déformations et la protection contre la corrosion. De plus, l'utilisation des équipements de fabrication doit respecter des procédures normalisées afin de prévenir les risques pour la sécurité des structures liés à un traitement inadéquat.
5.1Préparation du chantier et opérations de découpe :
- Stockage: Les composants en aluminium doivent être stockés dans un endroit sec afin d'éviter toute contamination par l'eau et les taches de surface.
- Coupe: Le cisaillement, le sciage et la découpe au plasma sont des méthodes acceptables. La découpe à la flamme est interdite, car elle peut entraîner la formation excessive de bavures et endommager la surface.
- Forage: Les vitesses de perçage sont supérieures à celles utilisées pour l'acier. Pour les petits diamètres, il est recommandé de pré-percer sur environ 75 mm du diamètre final du trou avant le perçage, afin de réduire le risque d'arrachement.
- Opérations de pliage : Le cintrage à froid permet un contrôle précis de la déformation. Pour les alliages traitables thermiquement nécessitant un cintrage à l'état T4, le formage doit être effectué dans le délai imparti avant le vieillissement artificiel (généralement dans les deux heures suivant la trempe) afin d'obtenir une mise en forme de haute précision. Le vieillissement artificiel ultérieur restaure la pleine résistance du matériau. Les cintreuses de profilés en aluminium, équipements dédiés, contrôlent efficacement le retour élastique durant ce processus et sont particulièrement adaptées aux exigences de cintrage à froid des alliages de la série 6xxx.


5.2Contrôle de la qualité de la construction des joints :
- Soudage: L'apport de chaleur doit être contrôlé avec précision afin de minimiser le ramollissement de la zone affectée thermiquement (ZAT). Le soudage MIG convient aux pièces d'épaisseur moyenne, tandis que le soudage TIG est préférable pour les pièces minces. Il convient de choisir un métal d'apport compatible.
- Assemblages boulonnés : Il est recommandé d'utiliser des boulons en acier inoxydable austénitique. Des rondelles doivent être utilisées pour éviter le contact direct entre les métaux différents.
- Collage adhésif : La préparation de la surface, incluant le dégraissage et l'abrasion, est essentielle. L'épaisseur de la couche adhésive et les conditions de polymérisation doivent être rigoureusement contrôlées.
5.3Mesures de protection contre la corrosion :
- Traitements de surface : L'anodisation améliore la résistance à la corrosion et l'aspect, tandis que le revêtement en poudre offre à la fois des fonctions décoratives et protectrices.
- Protection contre les contacts : Les interfaces entre métaux dissemblables doivent être isolées électriquement, par exemple en appliquant des couches d'apprêt ou en utilisant des joints non conducteurs, afin d'éviter la corrosion galvanique.
- Adaptation environnementale : Dans les environnements corrosifs, il convient de sélectionner des alliages résistants à la corrosion tels que la série 5xxx, avec application de revêtements protecteurs supplémentaires si nécessaire.
6.0FAQ | Questions d'ingénierie courantes sur la conception et la construction de structures en aluminium
Qu'est-ce qu'une structure en aluminium dans les applications d'ingénierie ?
En ingénierie, une structure en aluminium désigne un système structurel dont les principaux matériaux porteurs sont l'aluminium et ses alliages. Les éléments typiques comprennent les poutres, les poteaux, les portiques, les treillis et les structures en coque. Comparées aux structures en acier, les structures en aluminium se caractérisent par leur légèreté, leur haute résistance à la corrosion et leur excellente aptitude à l'extrusion. Elles sont largement utilisées dans le bâtiment, les transports et le génie maritime.
Quelles sont les principales différences entre les structures en aluminium et en acier ?
Il existe des différences significatives de comportement entre les structures en aluminium et en acier. L'aluminium possède un module d'élasticité inférieur et un coefficient de dilatation thermique supérieur, ce qui entraîne une déformation plus importante sous les mêmes conditions de charge. De plus, les propriétés mécaniques des alliages d'aluminium sont plus sensibles aux procédés de soudage et de formage. Par conséquent, les structures en aluminium ne peuvent pas être conçues directement selon les méthodes de dimensionnement de l'acier et doivent respecter des règles de conception adaptées aux caractéristiques spécifiques de l'aluminium.
Comment les alliages d'aluminium sont-ils classés pour un usage structurel ?
Les alliages d'aluminium utilisés en génie civil sont généralement classés en séries de 1xxx à 7xxx selon leurs principaux éléments d'alliage. Parmi eux, la série 6xxx est la plus répandue dans le bâtiment et les ouvrages d'art grâce à son bon équilibre entre résistance, résistance à la corrosion et extrudabilité. La série 5xxx offre de bonnes performances en milieux corrosifs, tandis que la série 7xxx est utilisée dans des applications spécifiques exigeant une résistance élevée.
Quelle méthode de conception est couramment utilisée pour les structures en aluminium ?
Les structures en aluminium sont généralement conçues selon la méthode des états limites, avec vérification des états limites ultimes, des états limites de service et des états limites de fatigue. Une attention particulière est portée aux effets du ramollissement de la zone affectée thermiquement par soudage, au flambement local des éléments élancés et à l'influence de l'état de trempe du matériau et des procédés de fabrication sur les performances structurelles.
Comment le soudage affecte-t-il la résistance des structures en aluminium ?
Le soudage crée une zone affectée thermiquement dans les éléments en alliage d'aluminium, où la limite d'élasticité et la résistance à la traction sont généralement inférieures à celles du matériau de base. Cet effet est particulièrement marqué dans les alliages de la série 6xxx. Lors de la conception, la capacité portante des zones soudées est généralement ajustée par l'application de coefficients d'adoucissement ou par la méthode des sections efficaces.
Qu’est-ce que le cintrage de profilés en aluminium et pourquoi est-ce important ?
Le cintrage de profilés en aluminium consiste à former des profilés en aluminium extrudé à froid ou à température contrôlée. Ce procédé est largement utilisé dans la construction de murs-rideaux, de structures spatiales et de systèmes de transport. Il permet de réaliser des géométries complexes tout en réduisant le nombre de joints soudés, améliorant ainsi l'intégrité structurelle et l'esthétique de l'ensemble.
Comment contrôler le retour élastique lors du pliage de l'aluminium ?
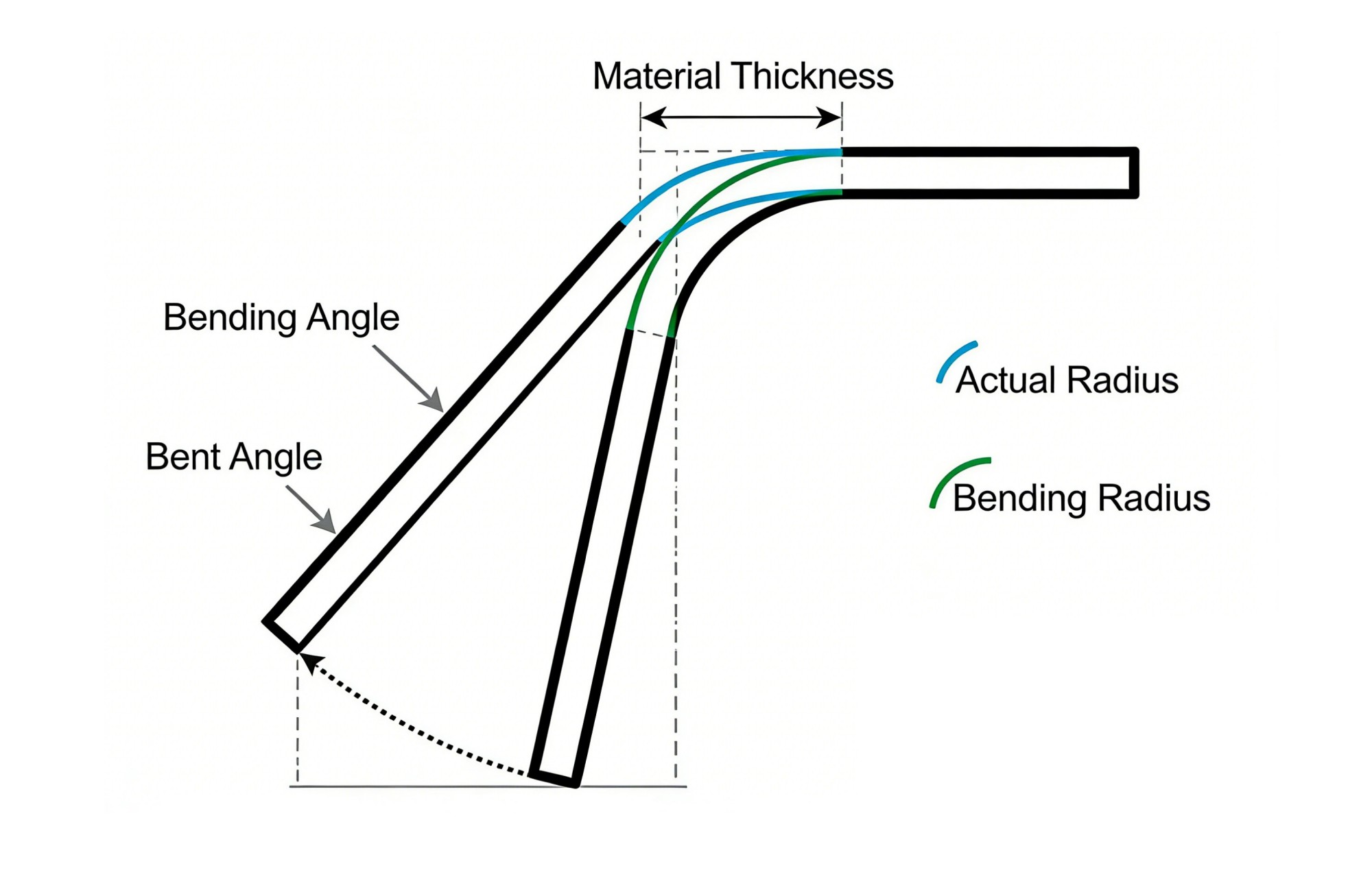
En raison du module d'élasticité relativement faible des alliages d'aluminium, le retour élastique est plus prononcé lors du pliage. En pratique, on le maîtrise en choisissant des rayons de courbure minimaux appropriés, en optimisant les paramètres de formage et en utilisant un équipement de pliage spécifiquement conçu pour l'aluminium, ce qui améliore la précision et la régularité du formage.
Quelles sont les méthodes de connexion courantes pour les structures en aluminium ?
Les méthodes d'assemblage courantes pour les structures en aluminium comprennent le boulonnage, le rivetage, le soudage et le collage structural. Chaque méthode présente des caractéristiques différentes en termes de capacité portante, de résistance à la fatigue et d'exigences de construction ; le choix de la méthode doit donc se faire en fonction de la fonction structurelle, des conditions environnementales et des contraintes de maintenance.
Comment la protection contre la corrosion est-elle gérée dans les structures en aluminium ?
Bien que les alliages d'aluminium présentent une résistance intrinsèque à la corrosion, des mesures de protection restent nécessaires en milieux agressifs ou en présence de métaux dissemblables en contact. Les méthodes courantes comprennent l'anodisation, le revêtement en poudre et l'application de couches isolantes aux interfaces entre métaux dissemblables afin de réduire les risques de corrosion galvanique.
Quelles sont les normes généralement utilisées pour la conception des structures en aluminium ?
En ingénierie internationale, la conception des structures en aluminium fait généralement référence à la norme EN 1999 (Eurocode 9) et aux normes nationales associées. Ces codes traitent du comportement mécanique et des caractéristiques de fabrication des matériaux en aluminium et définissent des exigences spécifiques pour la conception des éléments, les détails d'assemblage et les tolérances de construction.
Référence
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum