
- 1.0Qu'est-ce que le pliage de l'aluminium ?
- 2.0Méthodes et procédés de pliage de l'aluminium
- 3.0Meilleures méthodes pour plier les angles en aluminium
- 4.0Comment plier manuellement l'aluminium
- 5.0Comment utiliser une presse plieuse pour le pliage
- 6.0Meilleurs matériaux pour le pliage de l'aluminium
- 7.0Facteurs clés affectant le pliage de l'aluminium
- 8.0Comment éviter les fissures lors du pliage de l'aluminium
1.0Qu'est-ce que le pliage de l'aluminium ?
Le pliage de l'aluminium fait référence au processus d'application d'une force externe pour transformer une pièce d'aluminium droite en une forme courbée ou inclinée selon votre conception, tout en conservant son intégrité structurelle.
Il est important de noter que tous les matériaux en aluminium ne se prêtent pas au pliage. Les propriétés du matériau et le traitement thermique peuvent influencer considérablement le résultat du pliage. C'est pourquoi nous vous recommandons de nous consulter avant de vous lancer afin d'identifier la solution la plus adaptée à votre projet.
Le pliage peut être un processus complexe, nécessitant une maîtrise minutieuse pour éviter des problèmes tels que les fissures ou les déformations. Dans cet article, nous vous expliquerons ces pièges potentiels et vous présenterons les solutions. huit des méthodes de pliage les plus couramment utilisées et les plus fiablesSi vous souhaitez obtenir une solution de pliage de la plus haute qualité pour vos produits, n'hésitez pas à nous contacter à tout moment.
2.0Méthodes et procédés de pliage de l'aluminium
Le choix de la technologie de cintrage de l'aluminium dépend directement de la section du matériau et de ses exigences spécifiques. Que vous travailliez avec des tôles, des tubes ou des tiges en aluminium, différentes méthodes de cintrage sont disponibles. Choisir la technique de cintrage la plus adaptée est crucial pour la réussite de votre projet.
2.1Pliage au rouleau
Pliage au rouleau Il s'agit de placer l'aluminium entre deux rouleaux et d'appliquer une pression à travers ceux-ci pour cintrer le matériau à l'angle et à la profondeur souhaités. Cette méthode est très efficace pour façonner l'aluminium en diverses formes et est idéale pour les pièces volumineuses et épaisses.
Avantages : Rapide, cohérent et adapté aux grandes tailles d'aluminium.
Inconvénients : Nécessite un équipement spécialisé, qui peut être coûteux.

2.2Pliage par presse plieuse
Une presse plieuse plie l'aluminium en le plaçant entre un poinçon et une matrice, où le poinçon applique une pression pour forcer l'aluminium à se plier autour de la matrice.
Avantages : Haute précision, vitesse de pliage rapide, adaptée aux pièces en aluminium de grande taille ou épaisses.
Inconvénients : Équipement coûteux, idéal pour les pièces en aluminium plus petites ou plus minces.

2.3Pousser et plier
Le pliage par poussée utilise un outil de poussée ou une tige pour appliquer une force mécanique afin de plier l'aluminium. Le matériau est serré dans un dispositif fixe, et l'outil de poussée le presse pour lui donner la forme souhaitée.
Avantages : Idéal pour les coudes à petit angle.
Inconvénients : Ne convient pas aux aluminiums de grande taille ou épais, peut entraîner une pression localisée élevée.
2.4Pliage rotatif
Le pliage rotatif utilise une machine d'étirement rotative pour appliquer une force mécanique, provoquant la rotation et la flexion de l'aluminium entre un axe central et une matrice.
Avantages : Permet d'obtenir de petits rayons, des angles précis et des transitions douces, idéal pour les pièces en aluminium de grande taille ou épaisses.
Inconvénients : Nécessite un équipement spécialisé, qui peut être coûteux.
2.5Compression Flexion
Le pliage par compression applique une pression à l'aide d'un poinçon et d'une matrice pour comprimer l'aluminium dans la forme souhaitée.
Avantages : Convient à la production de pièces avec des courbures constantes des deux côtés.
Inconvénients : Coûts d'équipement élevés, mieux adaptés à la production de masse.
2.6Formage par étirement
Le formage par étirage utilise la force mécanique pour étirer l'aluminium et lui donner la forme souhaitée. La tension exercée pendant le processus assure un contrôle constant de la longueur du matériau.
Avantages : Contrôle précis de la forme, idéal pour la production à grand volume.
Inconvénients : Équipement coûteux, adapté à des besoins spécifiques.
2.7pliage manuel
Le pliage manuel est la méthode traditionnelle de pliage de l'aluminium à l'aide d'outils simples, tels que des pinces ou des marteaux.
Avantages : Simple, économique et idéal pour les pièces en aluminium petites ou fines.
Inconvénients : Lent, peu précis et ne convient pas aux pièces en aluminium de grande taille ou épaisses.
2.8Machine à cintrer les tôles à trois rouleaux
Le cintreuse de tôles à trois rouleaux utilise trois rouleaux pour appliquer une pression, pliant l'aluminium dans la forme souhaitée.
Avantages : Idéal pour les composants architecturaux et les projets de construction à grande échelle.
Inconvénients : Équipement spécialisé coûteux, application limitée.

3.0Meilleures méthodes pour plier les angles en aluminium
Pour le pliage de cornières en aluminium, le choix de la technique la plus adaptée est essentiel. Le pliage par roulage et les presses plieuses sont généralement les options les plus courantes, car elles permettent des pliages réguliers et d'une grande précision. Pour les grands rayons ou les transitions d'angles multiples, le pliage rotatif est un meilleur choix. Pour les productions en petite série ou les applications plus simples, le pliage manuel et le pliage par poussée offrent des solutions rapides et économiques.
4.0Comment plier manuellement l'aluminium
✅ Préparation
Nettoyez la surface du matériau et rassemblez les outils de base tels qu'une règle, un marqueur, des serre-joints, un étau et un marteau. Si le matériau est épais, un préchauffage peut être nécessaire pour augmenter sa ductilité.
✅ Processus
- Marquer la ligne de pliage : Utilisez une règle et un marqueur pour marquer le pli. Si nécessaire, percez de petits trous auxiliaires le long de la ligne de pli ou utilisez une fraise pour usiner la surface, ce qui facilitera le cintrage.
- Fixer la pièce : Utilisez des serre-joints en C ou un étau pour maintenir fermement le matériau en place.
- Appliquer une pression uniforme et lente : Tapez doucement le long de la ligne de pliage avec un marteau, en commençant par une extrémité et en progressant vers l'autre. Pliez par incréments de 10 à 20 degrés.
- Vérifiez l'angle de pliage : Si la courbure est insuffisante, effectuez les ajustements nécessaires.
5.0Comment utiliser une presse plieuse pour le pliage
✅ Préparation
Nettoyez la surface de la pièce et rassemblez la presse plieuse, la matrice et les outils de mesure.
✅ Processus
- Placer la pièce : Positionnez la pièce contre la butée arrière et alignez-la correctement.
- Ajuster la matrice : Assurez-vous que la matrice et le poinçon sont correctement alignés. Pour les pliages à 90°, il est recommandé d'utiliser une matrice à 88° afin de compenser le retour élastique du matériau.
- Appliquez une pression lentement : Appliquez une pression progressive pour éviter une force excessive. Si vous entendez des bruits inhabituels ou remarquez un mouvement instable, arrêtez immédiatement la machine et vérifiez si le problème persiste.
- Vérifiez l'angle de pliage : Après chaque pliage, utilisez des instruments de mesure pour vérifier l'angle. Si vous constatez des écarts, effectuez les ajustements nécessaires.
6.0Meilleurs matériaux pour le pliage de l'aluminium
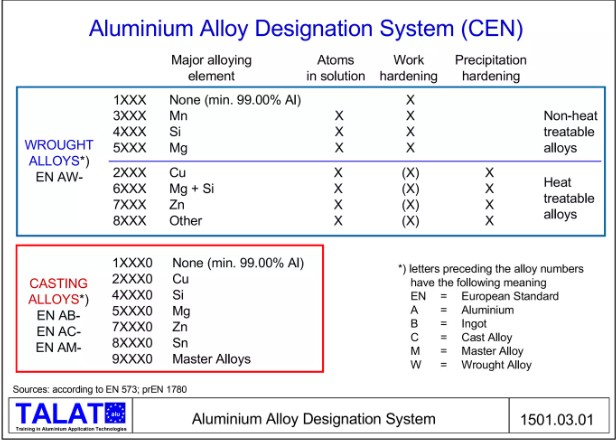
Les performances de pliage des alliages d'aluminium dépendent de leur composition et de leur état de revenu. Les séries d'alliages les plus adaptées au pliage sont les séries 3XXX, 5XXX et 6XXX. Les alliages de la série 2XXX sont à éviter en raison de leur dureté élevée, qui complique le formage. Néanmoins, avec un traitement de revenu approprié, ces alliages peuvent être pliés avec succès.
6.1Les quatre meilleurs alliages d'aluminium pour le pliage
- Alliage d'aluminium 3003:Le 3003 est l’un des meilleurs choix pour le pliage, offrant une bonne résistance, d’excellentes propriétés de travail à froid et un écart important entre la limite d’élasticité et la résistance à la traction, qui contribuent tous à sa capacité à fonctionner de manière exceptionnelle lors du pliage.
- Alliage d'aluminium 5052:Le 5052 offre une ductilité élevée et un écart important entre la limite d'élasticité et la limite de traction. Il présente également une excellente résistance à la corrosion, notamment en milieu marin ou corrosif. Après recuit, sa formabilité surpasse même celle du 3003, ce qui en fait un choix privilégié pour les pliages complexes.
- Alliage d'aluminium 5083:Le 5083 est largement utilisé dans la construction navale en raison de sa résistance à la corrosion et de sa forte soudabilité. Pour optimiser ses performances de pliage, il est recommandé d'utiliser le 5083 dans les conditions H111, H112 ou O.
- Alliages d'aluminium 6061 et 6082: Ces deux alliages sont traitables thermiquement et présentent une résistance et une aptitude au formage intéressantes. Bien que leurs performances en flexion soient médiocres à l'état T4 ou T6, ils peuvent être formés avec succès à l'état T4, puis vieillis jusqu'à T6 pour une résistance accrue.

6.2Traitements de trempe de l'aluminium
Le choix de l'alliage doit tenir compte de sa composition, de son état de trempe et de son épaisseur. Une bonne compréhension de ces facteurs permet de choisir le matériau et la méthode de pliage les plus appropriés, garantissant ainsi une qualité élevée du produit.
Traitements de tempérament et leurs caractéristiques :
- T (traité thermiquement)
Les alliages de qualité T6 et T651 (comme la série 6XXX) présentent une résistance élevée et une formabilité moyenne, idéales pour les applications exigeant à la fois ténacité et résistance. Cependant, il faut veiller à éviter les fissures dues à une ductilité réduite lors du pliage. - H (écroui)
Les alliages de l'état H14 ou H24 ont subi un écrouissage, augmentant ainsi leur résistance. Ces états conviennent au pliage à angle moyen sans fissuration. - O (recuit)
L'état O désigne un état entièrement recuit, offrant une formabilité maximale — parfaite pour les opérations de pliage simples — mais avec une résistance légèrement inférieure. - F (tel que fabriqué)
La condition F fait référence à un matériau tel que fabriqué avec une résistance inférieure mais une plus grande flexibilité et résilience.
7.0Facteurs clés affectant le pliage de l'aluminium
Le processus de pliage de l'aluminium est influencé par plusieurs facteurs clés, qui déterminent directement à la fois la qualité du pliage et la formabilité.
- Formabilité: La formabilité désigne la capacité d'un matériau à subir une déformation permanente sans se fissurer ni se déchirer. Elle dépend de sa résistance, de sa ductilité, de sa forme et de son épaisseur. Des tests standard, comme la norme ASTM E2218, permettent d'évaluer la formabilité et d'identifier les alliages les plus adaptés au pliage.
- Épaisseur et rayon de courbure: L'épaisseur et le rayon de courbure ont un impact significatif sur les performances de pliage. Les matériaux plus fins sont plus faciles à plier, tandis que le pliage des tôles épaisses est plus complexe. De petits rayons de courbure peuvent provoquer des fissures ; il est donc crucial de suivre les recommandations du fabricant.
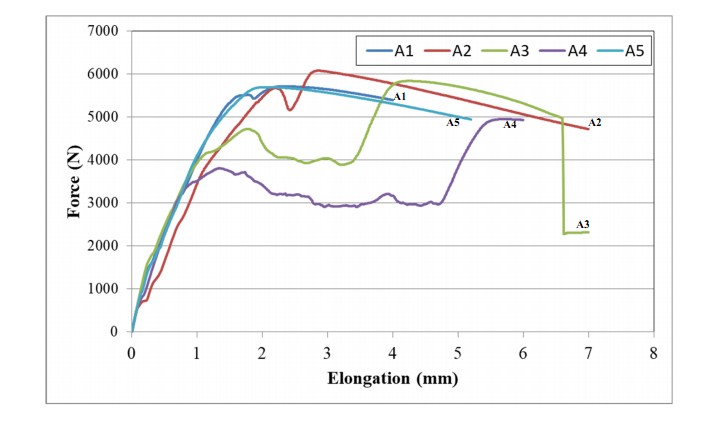
- Élongation : L'allongement mesure la capacité d'un matériau à s'étirer sous tension ; un allongement plus élevé signifie une meilleure formabilité. Par exemple, l'alliage 3003 recuit (AA3003-O) avec un allongement d'environ 35% est particulièrement adapté aux applications de pliage. La courbe contrainte-déformation peut aider à choisir l'alliage le plus approprié.
8.0Comment éviter les fissures lors du pliage de l'aluminium
L'aluminium peut se fissurer lors du pliage, surtout après anodisation. Les fabricants sont souvent confrontés au défi de plier l'aluminium sans l'endommager. Voici huit mesures préventives clés :
- Choisissez le bon grade et le bon tempérament: Choisissez une nuance et un état métallurgique adaptés au pliage. La composition et la dureté de l'alliage influencent directement sa formabilité : choisir le matériau approprié peut réduire considérablement le risque de fissuration.
- Utiliser un équipement de pliage approprié: Choisissez un équipement conçu pour votre matériau et vos exigences de pliage afin d’éviter la concentration de contraintes et les dommages localisés.
- Augmenter le rayon de courbure: Un rayon de courbure plus grand permet de répartir uniformément les contraintes et de réduire le risque de fissuration.
- Remplir les vides dans la zone de flexion: L'utilisation d'inserts métalliques ou de rembourrages lors du pliage empêche les contraintes localisées et l'effondrement, réduisant ainsi le risque de fissures.
- Ajuster l'épaisseur ou la tension: L’augmentation de l’épaisseur du matériau ou la réduction de la tension de flexion permet de répartir les contraintes de manière plus uniforme.
- Ajuster l'espacement des matrices et le matériau: Améliorez l'espacement des matrices et sélectionnez des matériaux de matrice appropriés pour éviter les dommages de surface et les fractures ultérieures.
- Utilisez des courbes douces au lieu de coins pointus: Le pliage progressif au lieu de réaliser des courbes brusques évite la concentration des contraintes et réduit le risque de fissuration.
- Appliquer une lubrification pour réduire les contraintes de frottement: L'application d'un lubrifiant pendant le pliage peut réduire la friction et atténuer la contrainte sur la surface du matériau.
Références:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Propriétés_de_flambage_et_de_flexion_des_plaques_d'aluminium_avec_de_multiples_fissures




