

- 1.0برش اریب لوله چیست؟
- 2.0قابلیتهای برش اریب دستگاههای برش لیزری لوله
- 3.0اصول فنی برش اریب
- 4.0اهمیت و مزایای برش پخ لوله
- 5.0چالشهای روشهای سنتی برش پخ لوله
- 6.0چگونه یک دستگاه برش لیزری لوله با قابلیت پخ زنی انتخاب کنیم؟
- 7.0راهنمای گام به گام کار با دستگاه برش لیزری لوله
- 8.0فرآیندهای پیشرفته برش لوله رایج
- 9.0مشکلات و راهحلهای رایج در برش لیزری لوله
- 10.0کاربردهای معمول برش لیزری پخ برای لولهها
- 11.0نتیجهگیری و توصیههای عملیاتی
برش لیزری لوله این فناوری به طور گسترده در صنعت تولید، به ویژه در زمینه پردازش دقیق، مورد استفاده قرار گرفته است. فراتر از برشهای عمودی مرسوم، برش مورب به عنوان یک تکنیک سطح بالاتر ظهور کرده است که کیفیت جوشکاری را به طور قابل توجهی بهبود میبخشد و از ایجاد اتصالات سازهای با استحکام بالا پشتیبانی میکند.
1.0برش اریب لوله چیست؟
برش پخ لوله به فرآیند برداشتن مواد از لبه لوله با زاویه مشخص اشاره دارد. این زاویه برای اطمینان از اتصال مناسب، به ویژه هنگامی که دو لوله باید با زاویه مشخصی به هم متصل شوند، بسیار مهم است. زوایای پخ رایج شامل ۱۵، ۳۰، ۴۵ و ۶۰ درجه است که میتوانند بر اساس الزامات سازه تنظیم شوند.
در مقایسه با برش عمودی استاندارد، برش اریب یک سطح برش زاویهدار ایجاد میکند که امکان آمادهسازی دقیق جوش، مونتاژ نرمتر و اتصالات مکانیکی قویتر را فراهم میکند.

کاربردهای معمول شامل موارد زیر است:
- آماده سازی پخ قبل از جوشکاری
- اتصالات مایتر شده برای پروفیلهای لوله غیر استاندارد
- اتصالات لوله سازهای سهبعدی
- طراحی اتصالات پرفشار در مجموعههای باربر
2.0قابلیتهای برش اریب دستگاههای برش لیزری لوله
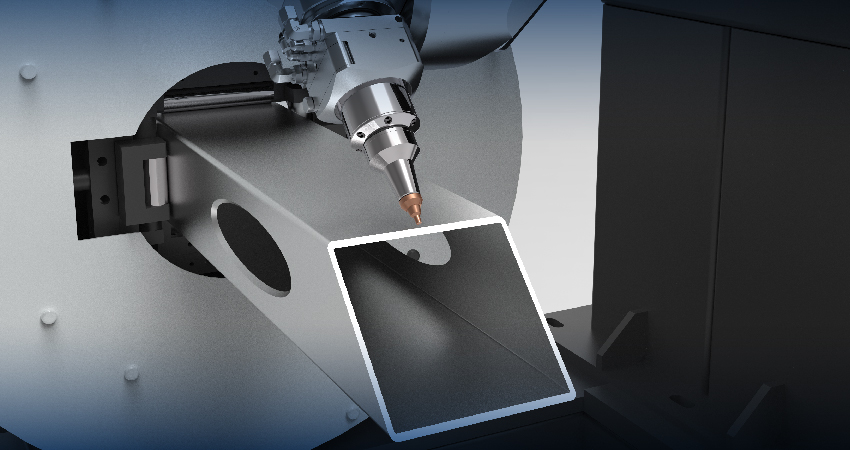
یک مورب دستگاه برش لیزری لوله یک سیستم لیزر فیبری تخصصی است که برای برش لولههای فلزی با لبههای زاویهدار یا شیبدار طراحی شده است. برخلاف برشدهندههای لیزری استاندارد که فقط برشهای مستقیم عمود بر سطح لوله انجام میدهند، سیستمهای برش مورب امکان برش زاویهدار را فراهم میکنند، که معمولاً بسته به مدل، در محدوده 0 تا 45 درجه قرار دارد.
ماشینهای مدرن چندین ویژگی برش مورب را در خود جای دادهاند، مانند:
- برش با زاویه ثابتپخهای استاندارد مانند ۴۵ درجه برای درزهای جوش یکنواخت
- برش با زاویه متغیرتنظیمات مسیر پویا برای پخهای سهبعدی پیچیده
- پخ زنی یک طرفهبرشهای زاویهدار روی یک وجه لوله
- پخ زنی چند وجهیبرشهای زاویهدار چهار یا شش وجهی برای طرحهای پیچیده اتصال
مواد سازگار:
فولاد کربنی، فولاد ضد زنگ، آلیاژ آلومینیوم، آلیاژ تیتانیوم و سایر مواد استاندارد لوله صنعتی.
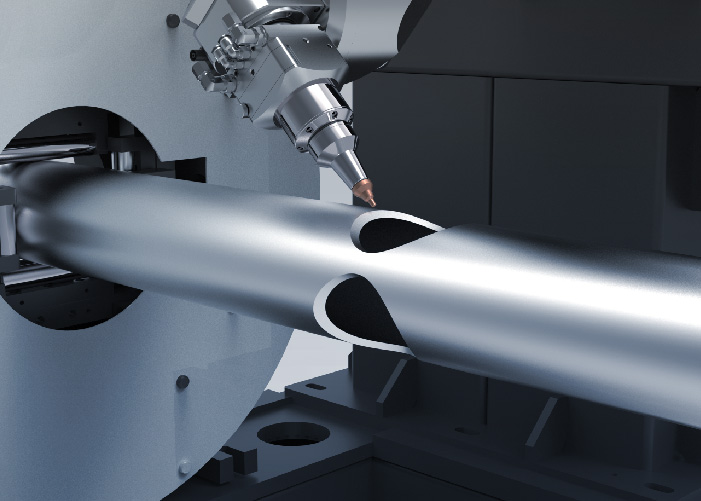
3.0اصول فنی برش اریب
هسته برش اریب در کنترل چند محوره هد لیزر نهفته است. معمولاً ماشینها باید به حرکت پنج محوره (X/Y/Z + محور چرخشی + محور شیب) یا قابلیتهای تنظیم سهبعدی پویا مجهز باشند.
اجزای فنی کلیدی:
- مکانیزم کج شدن سر لیزرسر لیزر که توسط موتورها یا سیستمهای مکانیکی کنترل میشود، با زاویهای از پیش تعیینشده نسبت به حالت عادی لوله کج میشود و برشهای زاویهدار دقیقی را امکانپذیر میسازد.
- پشتیبانی از الگوریتم مسیرسیستم CAD/CAM باید G-code ای تولید کند که از مسیرهای ابزار کج پشتیبانی کند تا مسیرهای برش دقیق و قابل کنترل تضمین شوند.
- جبران زاویه تابشتنظیمات برای تغییر فاصله کانونی و عرض شیار روی سطوح شیبدار انجام میشود و دقت برش حفظ میشود.
- تنظیم گاز کمکیزاویههای پخ بزرگتر به جریان و فشار گاز کمکی بیشتری نیاز دارند تا از تجمع سرباره جلوگیری شده و لبههای صاف تضمین شود.
4.0اهمیت و مزایای برش پخ لوله
- مرحله آماده سازی جوشبرش اریب بخش مهمی از آمادهسازی جوشکاری است که استحکام و پایداری اتصال را تضمین میکند.
- بهبود کیفیت جوشپخهای V، K یا X شکل تولید میکند که عمق نفوذ و سطح جوش را افزایش میدهد و خطرات ذوب ناقص، ترک خوردگی و تمرکز تنش را کاهش میدهد.
- افزایش استحکام مفاصل: به ویژه در کاربردهای با قابلیت اطمینان بالا مانند خطوط لوله تحت فشار، اجزای سازهای و چارچوب تجهیزات سنگین مفید است.
- راندمان جوشکاری بالاترنیاز به سنگزنی و اصلاحات پس از جوشکاری را کاهش میدهد و چرخه کلی تولید را کوتاه میکند.
- یکپارچه در سیستمهای خودکاربرش اریب به یک فرآیند استاندارد در سیستمهای لیزری خودکار برای اتصالات جوش با دقت و استحکام بالا تبدیل شده است.
- حمایت از تولید هوشمندبهینهسازی ساختاری مبتنی بر طراحی و تولید دقیق را امکانپذیر میکند و با اهداف ساخت هوشمند همسو است.
5.0چالشهای روشهای سنتی برش پخ لوله
- مشکلات جوشکاریروشهای مرسوم اغلب منجر به شکافهای بزرگ یا زوایای پخ نادرست میشوند که فرآیند جوشکاری را پیچیده کرده و نیاز به دوبارهکاری دستی دارد.
- محدودیتهای دقتبرش شعله یا پلاسما در حفظ دقت در زوایای پیچیده مشکل دارد و میتواند منجر به تغییر شکل ناشی از گرما شود.
- سرعت پردازش پایینبرش سنتی زمانبر است و اغلب برای دستیابی به پخ مورد نظر نیاز به تنظیمات متعدد دارد.
- ضایعات مواددقت کمتر و نیاز به پردازش ثانویه منجر به مصرف بیشتر مواد و هزینههای اضافی میشود.
- انعطافپذیری محدودروشهای مکانیکی و حرارتی فاقد سازگاری با مواد و ضخامتهای مختلف دیواره هستند و اغلب نیاز به تغییر ابزار و اصلاحات تنظیمات دارند.
6.0چگونه یک دستگاه برش لیزری لوله با قابلیت پخ زنی انتخاب کنیم؟
همه سیستمهای برش لیزری لولهای برای برش مورب مجهز نیستند. هنگام انتخاب دستگاه، به ویژگیهای زیر توجه کنید:
- سر برش لیزری پنج محوره: تنظیم پویا را با حرکت چرخشی و شیب فعال میکند.
- سیستم کنترل هوشمند: از برنامهنویسی مسیر مورب و پیشنمایش شبیهسازی پشتیبانی میکند.
- سیستم چاک چرخشی: به طور خودکار لوله را محکم کرده و میچرخاند تا مسیرهای برش مورب پایدار را تضمین کند.
- سیستم پشتیبانی خودکار: برای جلوگیری از انحراف و لرزش، تکیهگاه دینامیکی برای لولههای بلند فراهم میکند.
- توابع کمکیویژگیهایی مانند فوکوس خودکار، واحدهای خنککننده و مکش گرد و غبار به بهبود دقت و ایمنی عملیاتی کمک میکنند.

7.0راهنمای گام به گام کار با دستگاه برش لیزری لوله
7.1مرحله آمادهسازی
- تنظیم موادجنس لوله، قطر خارجی و ضخامت دیواره را تأیید کنید.
- نصب چاکلوله را در سه نظام اتوماتیک نصب کنید و آن را با محور مرکزی تراز کنید.
- وارد کردن مدل: یک مدل برش سه بعدی با مسیرهای مورب، مانند یک فایل STEP، را بارگذاری کنید.
7.2پیکربندی پارامتر
- تنظیمات زاویهزاویه برش را مطابق با طرح تنظیم کنید (مثلاً پخ ۴۵ درجه).
- پارامترهای لیزرتوان لیزر (معمولاً ۱۵۰۰ تا ۳۰۰۰ وات) و فشار گاز کمکی را تنظیم کنید.
- تنظیم مسیر برشنقطه سوراخکاری و مسیر برش را برای جلوگیری از ایجاد نواحی اعوجاج حرارتی تعریف کنید.
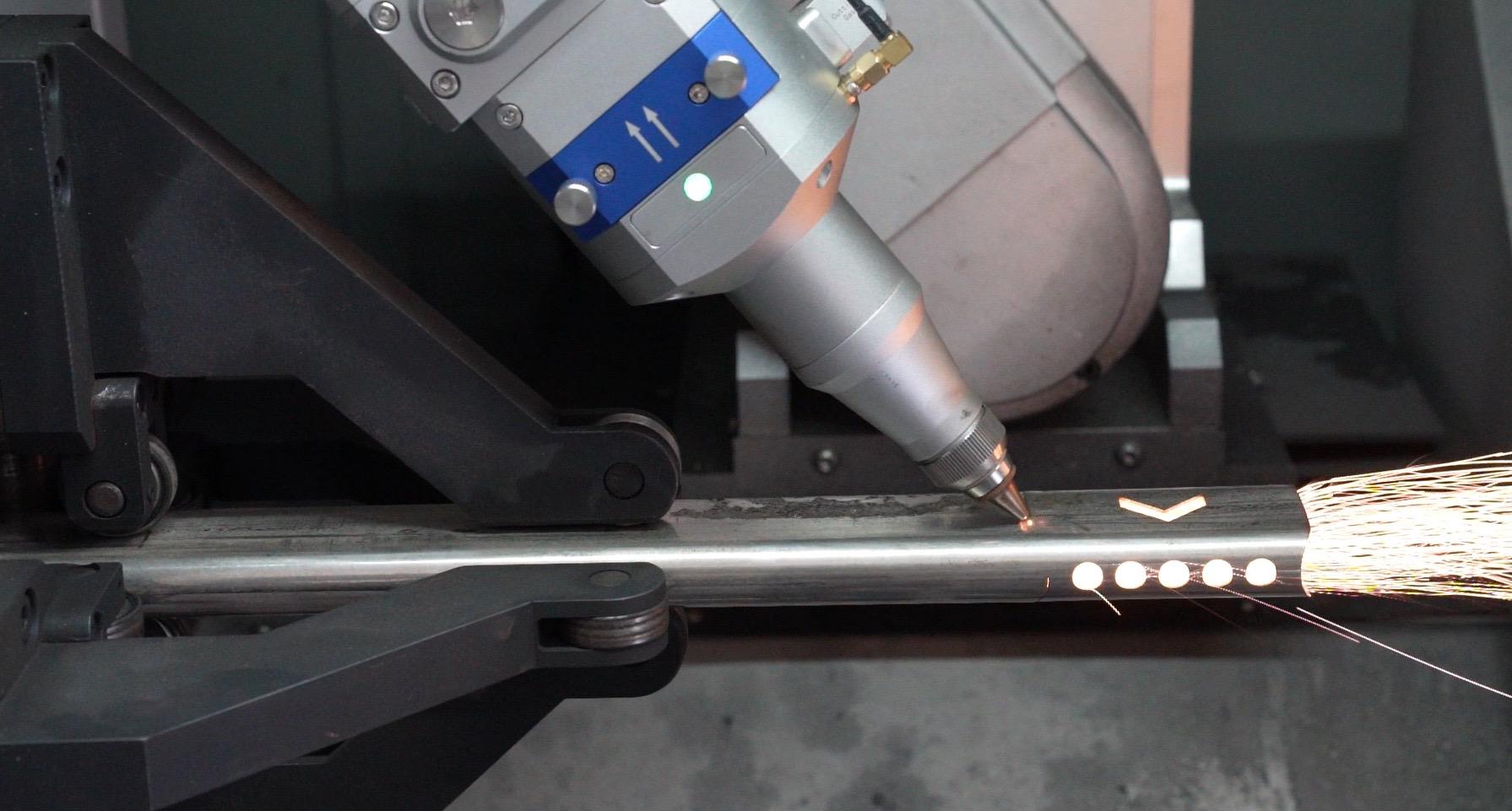
7.3فرآیند برش
- سر لیزر به زاویه از پیش تعیین شده کج میشود و با چرخش سه نظام هماهنگ میشود.
- مسیر برش و زاویه برش به صورت پویا برای دقت پخ زنی تنظیم میشوند.
- کل فرآیند به صورت بلادرنگ (real-time) پایش میشود تا از انحراف زاویه یا تداخل ارتعاش جلوگیری شود.
7.4مراحل پس از برش
- پلیسهگیری: برای تمیز کردن لبهها از چرخ سنگزنی یا ابزار پولیشکاری استفاده کنید.
- تأیید زاویهدقت پخ را با استفاده از نقاله یا اسکنر سه بعدی بررسی کنید.
- بازرسی کیفیت: ارزیابی پرداخت سطح، انحراف از عمود بودن و هندسه پخ.
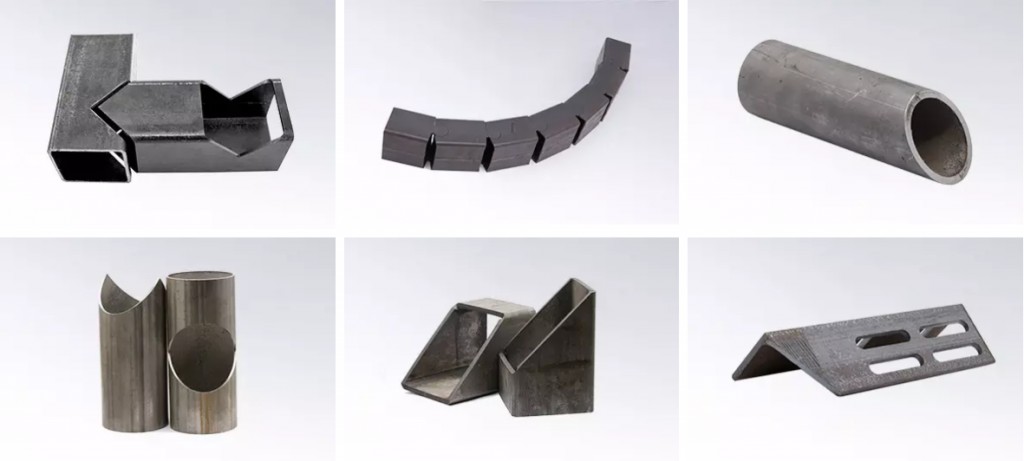
8.0فرآیندهای پیشرفته برش لوله رایج
با پیچیدهتر شدن طرحهای سازهای و افزایش استانداردهای تولید، تکنیکهای تخصصی برش لوله متنوعی توسعه یافتهاند. این فرآیندها نه تنها الزامات مونتاژ متنوع را برآورده میکنند، بلکه کیفیت جوش و عملکرد سازهای را نیز به طور قابل توجهی بهبود میبخشند.
8.1برش اریب
برش پخ شامل برش انتهای لوله یا لبه صفحه با زاویه مشخص است که عمدتاً برای آمادهسازی جوش انجام میشود. با ایجاد پخ، این فرآیند استحکام جوش و یکپارچگی اتصال را افزایش میدهد. این روش به طور گسترده در ساخت خطوط لوله و سازهها مورد استفاده قرار میگیرد.
8.2برش کانتور سه بعدی
برش سهبعدی کانتور از سیستمهای لیزر چند محوره برای دنبال کردن پروفیلهای سهبعدی پیچیده استفاده میکند. این روش که برای لولههایی با اشکال غیر استاندارد و قطعات پیچیده ایدهآل است، برشهای کانتور دقیقی را تضمین میکند که با مشخصات مونتاژ دقیق مطابقت دارند.
8.3برش فرمدهی انتهای لوله
این شامل فرآیندهایی مانند شعلهور کردن، مخروطی کردن و برش انتهای فلنج برای تسهیل اتصالات مؤثر در انتهای لولهها میشود. این روش معمولاً در سیستمهای لولهکشی و مجموعههای مکانیکی برای اطمینان از آببندی قابل اعتماد و استحکام اتصال استفاده میشود.
8.4بریدن شاخه
برش شاخه برای ایجاد دهانههای خروجی روی لوله اصلی، اغلب همراه با برشهای تقاطعی (یا زینی) استفاده میشود. این فرآیند برای طراحی شبکه لوله ضروری است و چیدمان و مونتاژ روان سیستمهای لولهکشی پیچیده را تضمین میکند.
8.5برش چند وجهی
این تکنیک چندین وجه یک لوله یا پروفیل را هدف قرار میدهد و امکان برشهای همزمان یا متوالی را برای تهیه سطوح اتصال دقیق فراهم میکند. این روش به ویژه برای اتصالات لوله با دقت بالا و چند زاویهای مناسب است.
8.6برش مورب مشترک
برش پخ اتصال، شکلهای پخ خاصی را روی سطوح اتصال ایجاد میکند تا آببندی محکم و استحکام مکانیکی هنگام اتصال چندین بخش لوله تضمین شود. این امر نقش مهمی در قابلیت اطمینان طولانی مدت تاسیسات خط لوله ایفا میکند.
9.0مشکلات و راهحلهای رایج در برش لیزری لوله
| مسئله | علت احتمالی | راه حل پیشنهادی |
| زاویه شیب نادرست | سر لیزر کالیبره نشده است؛ ریلهای راهنما فرسوده یا شل شدهاند | کالیبراسیون مجدد را انجام دهید؛ ریلهای راهنما را بررسی و محکم کنید |
| بریدگی خشن یا سرباره سنگین | فشار گاز ناکافی یا عدم همترازی کانونی | فشار اکسیژن/نیتروژن را افزایش دهید؛ پرتو لیزر را دوباره متمرکز کنید |
| برخورد سر لیزر با دیواره لوله | عدم وجود مسیر کافی در برنامهنویسی | مسیر شیب را بهینه کنید؛ نقطه شروع را تنظیم کنید یا حرکات فاصلهگذاری را اضافه کنید |
| دقت برش تحت تأثیر ارتعاش | تکیهگاه ناکافی لوله یا گیره ناپایدار سه نظام | از سیستم پشتیبانی خودکار استفاده کنید؛ از محکم بودن سه نظام اطمینان حاصل کنید |
| آثار سوختگی روی سطح برش | قدرت لیزر بیش از حد یا سرعت برش پایین | کاهش قدرت لیزر یا افزایش سرعت برش؛ تنظیم دقیق پارامترها |
| لبه برش ناهموار | انحراف بین مسیر از پیش تعیین شده و برش واقعی | تجهیزات را مرتباً بازرسی و کالیبره کنید؛ دقت مسیر را بهبود بخشید |
| عدم تطابق پخ در حین جوشکاری | زاویههای پخ نامنظم یا دقت برش پایین | از سیستم لیزر با دقت بالا استفاده کنید؛ از خروجی مسیر ثابت اطمینان حاصل کنید |
| تغییر شکل مواد | ناحیه تحت تأثیر گرما بیش از حد یا ورودی حرارتی بالا | پارامترهای برش را بهینه کنید؛ برای کاهش گرما، گاز کمکی مناسب اعمال کنید. |
| سرعت برش پایین | توان لیزر ناکافی یا پرتو غیرمتمرکز | افزایش قدرت؛ تنظیم فوکوس روی نقطه بهینه |
| اکسیداسیون شدید روی سطح برش خورده | جریان گاز ناکافی یا خلوص پایین گاز | افزایش جریان گاز؛ برای جلوگیری از اکسیداسیون از گاز با خلوص بالاتر استفاده کنید |
10.0کاربردهای معمول برش لیزری پخ برای لولهها
آماده سازی جوش
هدف: برای ایجاد پخ در اتصالات جوش برای جوشکاری با نفوذ کامل یا اتصالات با استحکام بالا.
انواع رایج پخ:
- پخ V شکل (یک طرفه 30 درجه/45 درجه)
- پخ نوع Y
- پخ نوع K (متقارن ۴۵ درجه در هر دو طرف)
- پخ نوع X (برای اتصالات لب به لب لولههای دیواره ضخیم استفاده میشود)
سناریوهای معمول:
- جوشکاری خطوط لوله نفت و گاز
- مونتاژ مخازن تحت فشار
- اتصالات خرپایی با لولههای جدار ضخیم
- ساخت مخزن ذخیره سازی از جنس استیل ضد زنگ
اتصالات و قاب بندی سازه ای
هدفاتصال لوله چند زاویهای در گرههای سازهای برای بهبود دقت نصب و عملکرد تحمل بار.
اجزای معمولی:
- قابهای فضایی سهبعدی (خرپاهای مثلثی، سازههای پل)
- قابهای تجهیزات تناسب اندام (اتصالات لولهای چند جهته)
- خانه هوشمند یا سازههای فلزی مبلمان (مثلاً پایههای میز)
مزایا:
- نیازی به سنگ زنی مورب دستی نیست
- دقت زاویهای بالا با حداقل فاصله بین اتصالات
- بهبود ظاهر جوش و پایداری ساختاری
تولید خودرو
کاربردها:
- اتصالات جوشی سیستم اگزوز (زانوهای فولادی ضد زنگ یا تیتانیومی)
- لوله کشی شاسی (اتصالات ضد لرزش یا تقویت کننده)
- اتصال قاب سینی باتری (برای خودروهای برقی و هیبریدی)
نکات برجسته فنی:
- برش مورب دیواره نازک بدون تغییر شکل
- ثبات بالا در فواصل جوشکاری
- مناسب برای تولید خودکار در مقیاس بزرگ
حمل و نقل ریلی و هوافضا
کاربردها:
- اجزای سازهای لولهای سبک
- اتصالات پخدار برای بهینهسازی توزیع تنش
- آمادهسازی شیار جوش برای طراحی مقاوم در برابر خستگی
موادفولاد با استحکام بالا، آلیاژهای تیتانیوم، آلیاژهای آلومینیوم-منیزیم
ویژگیهای کلیدی:
- تحمل زاویه کم (در محدوده ± 0.2 درجه)
- سطوح تمیز برش خورده (نیازی به پرداخت ثانویه نیست)
سازههای فولادی و سیستمهای دیوار پردهای
کاربردها:
- پخ زنی پیش ساخته آهن های نبشی و لوله های گرد برای اتصالات گره ای
- درزهای جوش بهینه شده برای زیبایی شناسی و یکپارچگی ساختاری
- اتصال مورب پروفیلهای آلومینیومی دیوار پردهای
مزایا:
- جایگزین فرآیند سنتی ارهکاری + پخزنی میشود
- دقت و کارایی مونتاژ در محل را بهبود میبخشد
- پشتیبانی از مدلسازی یکپارچه BIM و برنامهنویسی مسیر ابزار
ساخت خط لوله و سیستم فشار
صنایع مرتبطبخشهای انرژی، برق، شیمیایی، غذایی و دارویی
کاربردهای کلیدی:
- جوشکاری پخ دار خطوط لوله تحت فشار
- برش اریب تمیز لولههای بهداشتی از جنس استیل ضد زنگ
- دهانههای شیبدار برای اتصالات لولههای شاخه Y و T
الزامات فنی:
- زاویههای پخ با دقت بالا و لبههای بدون پلیسه
- دیوارهای داخلی تمیز و بدون سرباره یا اکسیداسیون (مطابق با استانداردهای GMP و ASME)

11.0نتیجهگیری و توصیههای عملیاتی
ادغام فناوری برش مورب، عصر جدیدی را در پردازش لیزر لولهای رقم میزند و امکان دقت بالاتر و هندسههای پیچیدهتر را فراهم میکند. برای دستیابی به برش مورب پایدار و کارآمد، تولیدکنندگان باید:
- برشدهندههای لیزری لولهای با قابلیت حرکت همزمان ۵ محوره را انتخاب کنید
- از نرمافزارهای تخصصی طراحی مسیر شیبدار استفاده کنید
- ارائه آموزش اپراتور در مورد عملکرد دستگاه و پارامترهای فرآیند
- سیستم را به طور منظم تعمیر و نگهداری کنید تا از دقت حرکت و تکرارپذیری آن اطمینان حاصل شود
با تجهیزات مناسب و مدیریت فرآیند، برش مورب نه تنها کیفیت محصول را بهبود میبخشد، بلکه هزینههای نیروی کار دستی را نیز کاهش میدهد و رقابتپذیری کلی تولید را افزایش میدهد.
منابع
https://en.wikipedia.org/wiki/Pipe_Cutting



