
- 1.0چرا قابلیت ماشینکاری ارزش مطالعه جدی دارد؟
- 2.0قابلیت ماشینکاری مواد فلزی چیست؟
- 3.0قابلیت ماشینکاری چگونه ارزیابی میشود؟
- 4.0طبقهبندی قابلیت ماشینکاری مواد مختلف (از دیدگاه مهندسی)
- 5.0کدام خواص مواد، قابلیت ماشینکاری را تعیین میکنند؟
- 6.0چگونه میتوان قابلیت ماشینکاری را در عمل مهندسی بهبود بخشید؟
- 7.0نتیجهگیری: قابلیت ماشینکاری یک مسئله مهندسی در سطح سیستم است
- 8.0سوالات متداول: سوالات متداول در مورد قابلیت ماشینکاری فلزات
- 8.1سوال ۱: آیا قابلیت ماشینکاری معادل سختی مواد است؟
- 8.2Q2: چرا آلیاژهای تیتانیوم معمولاً به عنوان موادی با ماشینکاری دشوار در نظر گرفته میشوند؟
- 8.3س ۳: آیا ماشینکاری فولاد ضد زنگ همیشه دشوارتر از فولاد کربنی است؟
- 8.4سوال ۴: وقتی قابلیت ماشینکاری ضعیف است، آیا کاهش سرعت برش تنها راه حل است؟
- 8.5سوال ۵: تاثیر عملیات حرارتی بر قابلیت ماشینکاری چقدر قابل توجه است؟
در زمینه تولید مکانیکی، ماشینکاری همه جا هست. با این حال، مهندسان به سرعت در تولید واقعی متوجه میشوند که:«قابل ماشینکاری» به معنای «آسان برای ماشینکاری» نیست.
با استفاده از یک ماشین ابزار و پارامترهای برش یکسان، تغییر سادهی ماده میتواند منجر به نیروهای برشی، عمر ابزار و کیفیت سطح کاملاً متفاوتی شود. این تفاوت با قابلیت ماشینکاری ماده تعیین میشود.
از دیدگاه عملی مهندسی، این مقاله به طور سیستماتیک مفهوم قابلیت ماشینکاری فلزات، روشهای ارزیابی رایج، عوامل مؤثر اصلی و استراتژیهای اثباتشده برای بهبود در محیطهای تولید واقعی را معرفی میکند.
1.0چرا قابلیت ماشینکاری ارزش مطالعه جدی دارد؟
ماشینکاری همچنان یکی از پرکاربردترین روشهای شکلدهی فلزات در تولید مدرن است. با این حال، مواد مختلف در طول برش رفتار بسیار متفاوتی دارند.
1.1مثالهایی از تفاوتهای عملکرد در برش:
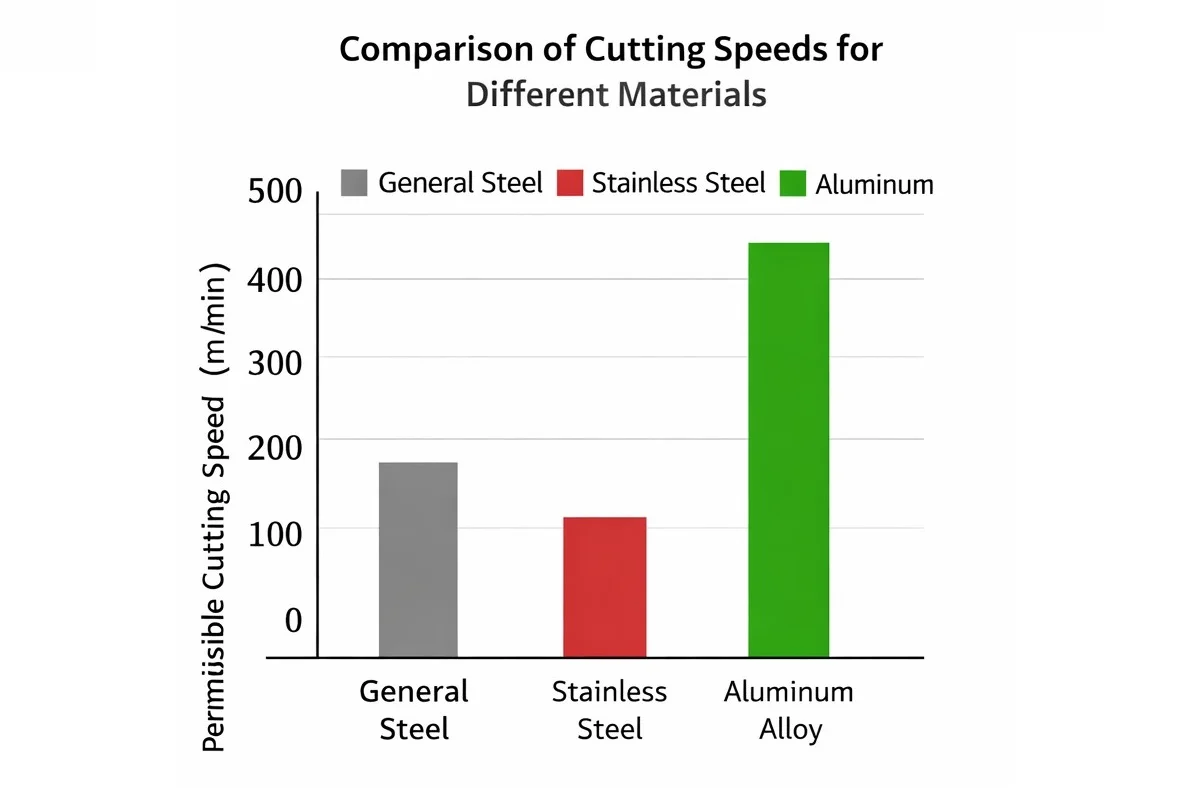
- آلیاژهای آلومینیوم، آلیاژهای مس: برش سبک، نیروهای برش کم، راندمان بالا؛
- فولادهای آلیاژی، فولادهای ضد زنگ، آلیاژهای تیتانیوم، سوپرآلیاژهای پایه نیکل: نیروهای برشی بالا، گرمای متمرکز، سایش سریع ابزار، که اغلب با لبپریدگی لبه و مشکلات ارتعاش همراه است.
1.2پیامدهای درک ناکافی از قابلیت ماشینکاری:
- کاهش قابل توجه عمر ابزار؛
- راندمان ماشینکاری دائماً پایین؛
- کیفیت سطح ناپایدار؛
- آزمون و خطای مکرر در بهینهسازی پارامترهای فرآیند.
بنابراین، درک ماهیت قابلیت ماشینکاری و به کارگیری استراتژیهای هدفمند، برای بهبود کارایی، کنترل هزینهها و تضمین عملکرد پایدار ماشینکاری، اساسی است.
2.0قابلیت ماشینکاری مواد فلزی چیست؟
قابلیت ماشینکاری یک ماده فلزی به میزان سختی ماشینکاری آن تحت شرایط برش مشخص و الزامات عمر ابزار تعریف شده اشاره دارد.
از نقطه نظر مهندسی، مادهای با «قابلیت ماشینکاری خوب» معمولاً نشان میدهد:
- سرعتهای برش مجاز بالاتر تحت شرایط عمر ابزار یکسان؛
- نیروهای برشی و دمای برش پایینتر، با سایش کمتر ابزار؛
- کیفیت سطح پایدار، با تراشههایی که به راحتی میشکنند و میتوانند به صورت کنترلشده تخلیه شوند.
برعکس، اگر مادهای منجر به عمر کوتاه ابزار، مقاومت برشی بالا، پرداخت سطح ضعیف یا کنترل دشوار براده شود، عموماً قابلیت ماشینکاری ضعیفی دارد.
باید تأکید کرد که قابلیت ماشینکاری یک ... مفهوم نسبی، نه یک قضاوت ذاتی در مورد اینکه آیا یک ماده "خوب" یا "بد" است.

3.0قابلیت ماشینکاری چگونه ارزیابی میشود؟
3.1معیارهای ارزیابی مهندسی رایج
در کاربردهای مهندسی عملی، قابلیت ماشینکاری معمولاً از طریق ترکیبی از شاخصها ارزیابی میشود، از جمله:
- عمر ابزار؛
- سرعت برش مجاز؛
- نیروی برش؛
- دمای برش؛
- کیفیت سطح ماشینکاری شده؛
- ریختشناسی تراشه.
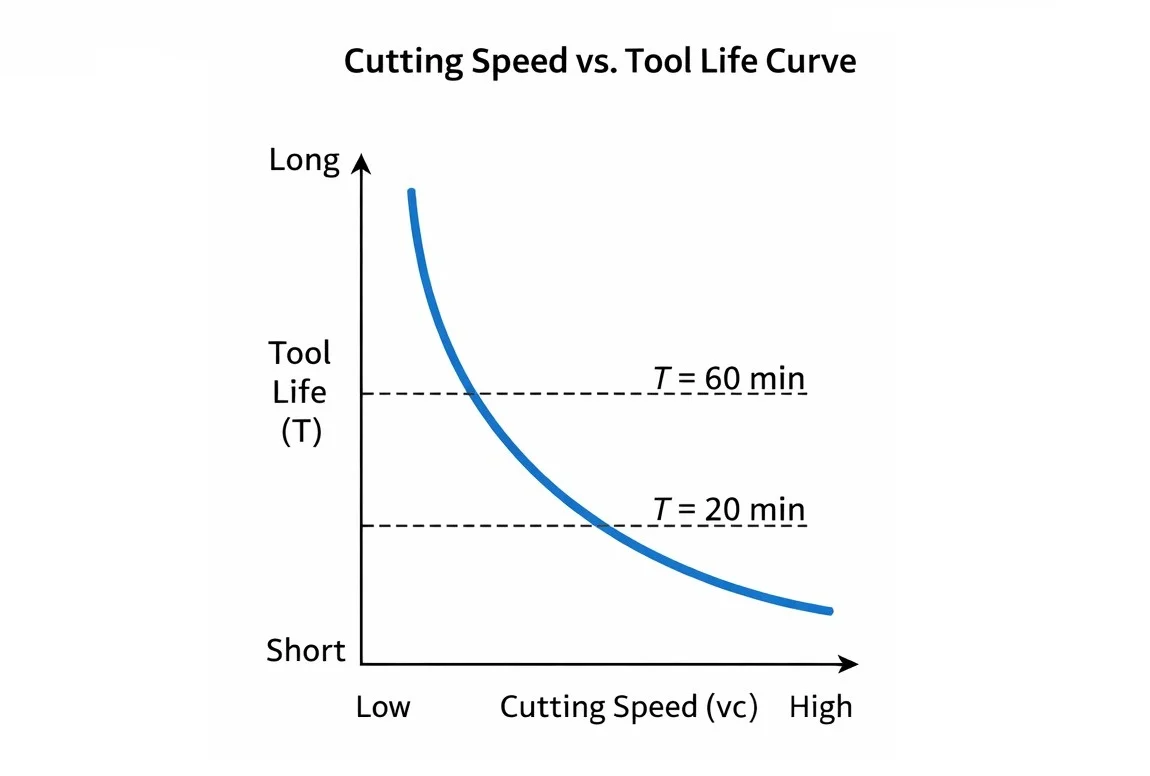
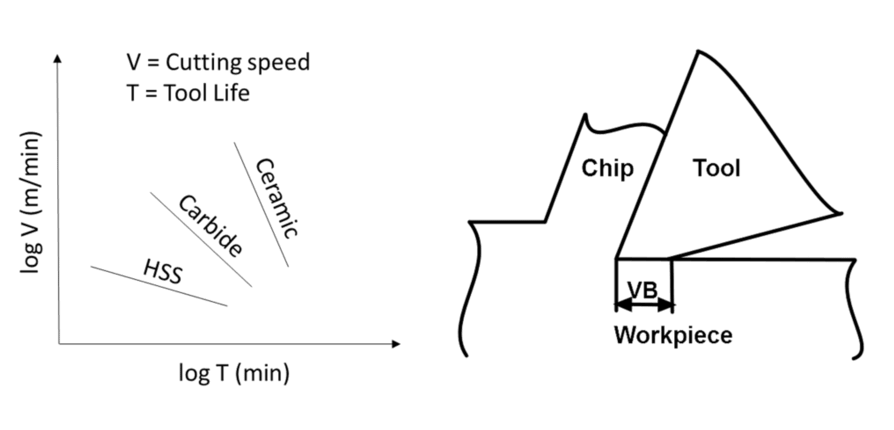
در میان این موارد، سرعت برش مجاز در طول عمر مشخص ابزار رایجترین و مرتبطترین شاخص کمی مهندسی است:
- مواد فلزی عمومی: سرعت برش در طول عمر ابزار T = 60 دقیقه (vc₆₀) به عنوان مرجع استفاده میشود؛
- موادی که ماشینکاری آنها دشوار است: سرعت برش در طول عمر ابزار T = 20 دقیقه (vc₂₀) اغلب در نظر گرفته میشود.
3.2شاخص قابلیت ماشینکاری نسبی Kr
برای تسهیل مقایسه بین مواد مختلف، شاخص قابلیت ماشینکاری نسبی Kr به طور گسترده در عمل مهندسی مورد استفاده قرار میگیرد:Kr = سرعت برش ماده در زمان برش (T) = 60 دقیقه / سرعت برش فولاد AISI 1045 در زمان برش (T) = 60 دقیقه
در اینجا، فولاد AISI 1045 (170-229 HBS) به عنوان ماده مرجع عمل میکند.
- Kr > 1: قابلیت ماشینکاری بهتر از فولاد 1045 است؛
- Kr < 1: قابلیت ماشینکاری از فولاد 1045 بدتر است.
این شاخص به ویژه برای انتخاب مواد و برنامهریزی اولیه فرآیند در کاربردهای مهندسی مفید است.
4.0طبقهبندی قابلیت ماشینکاری مواد مختلف (از دیدگاه مهندسی)
بر اساس شاخص قابلیت ماشینکاری نسبی Kr، مواد معمولاً در عمل مهندسی به سطوح مختلفی از "ماشینکاری آسان" تا "ماشینکاری بسیار دشوار" طبقهبندی میشوند. این طبقهبندی به طور گسترده برای ارزیابی سریع سختی ماشینکاری در طول انتخاب مواد و برنامهریزی فرآیند استفاده میشود.
یک قانون پذیرفته شده به شرح زیر است:با افزایش استحکام، پلاستیسیته یا عملکرد در دمای بالا، قابلیت ماشینکاری به طور قابل توجهی کاهش مییابد.
این توضیح میدهد که چرا آلیاژهای تیتانیوم و سوپرآلیاژهای پایه نیکل خواص مکانیکی و حرارتی عالی از خود نشان میدهند، اما ماشینکاری آنها بسیار چالش برانگیز است.
5.0کدام خواص مواد، قابلیت ماشینکاری را تعیین میکنند؟
5.1سختی و استحکام
با افزایش سختی و استحکام، مقاومت برشی در حین برش نیز به همان نسبت افزایش مییابد که منجر به افزایش نیروهای برشی و دمای برش و تسریع سایش ابزار میشود.
تجربه مهندسی نشان میدهد که مواد با سختی متوسط و ریزساختار یکنواخت برای ماشینکاری پایدار مطلوبتر هستند.
5.2پلاستیسیته و چقرمگی
- پلاستیسیته بیش از حد: تغییر شکل پلاستیک شدید در حین برش رخ میدهد که باعث افزایش سطح تماس ابزار-براده، افزایش اصطکاک و افزایش تشکیل لبههای متراکم میشود.
- چقرمگی بیش از حد: مصرف انرژی برش افزایش مییابد و شکستن براده دشوار میشود.
هر دو حالت به طور قابل توجهی قابلیت ماشینکاری را کاهش میدهند.
5.3رسانایی حرارتی
موادی با رسانایی حرارتی خوب میتوانند گرمای برش را به طور مؤثر از طریق براده و قطعه کار پخش کنند، دمای ناحیه برش را کاهش دهند و سایش حرارتی ابزار را کم کنند.
موادی با رسانایی حرارتی ضعیف، مانند آلیاژهای تیتانیوم، تمایل دارند گرما را در نزدیکی لبه برش متمرکز کنند و شکست ابزار را تسریع کنند.
5.4مدول الاستیک
- مدول الاستیک بیش از حد بالا: مقاومت برشی بالاتر در هنگام حذف مواد؛
- مدول الاستیسیته بسیار پایین: بازگشت الاستیک قابل توجه پس از برش، افزایش اصطکاک بین سطح جانبی و سطح ماشینکاری شده.
هر دو مورد برای پایداری ماشینکاری نامطلوب هستند.

6.0چگونه میتوان قابلیت ماشینکاری را در عمل مهندسی بهبود بخشید؟
6.1بهبود قابلیت ماشینکاری از طریق عملیات حرارتی
عملیات حرارتی مناسب میتواند با اصلاح ریزساختار، عملکرد ماشینکاری را به طور قابل توجهی افزایش دهد:
- فولادهای کم کربن: نرماله کردن برای اصلاح دانهها و کاهش پلاستیسیته بیش از حد؛
- فولادهای پرکربن: آنیل کروی برای کاهش سختی و بهبود شکست براده؛
- چدن: آنیل کردن قبل از ماشینکاری برای کاهش تنشهای داخلی و کاهش سختی سطح.
6.2بهبود قابلیت ماشینکاری از طریق بهینهسازی ترکیب شیمیایی
در تولید انبوه، قابلیت ماشینکاری اغلب از طریق طراحی آلیاژ بهبود مییابد:
- افزودن گوگرد، فسفر، سرب یا کلسیم به فولاد میتواند مقاومت برشی را کاهش داده و شکنندگی تراشه را افزایش دهد؛
- بهینهسازی ترکیب آلیاژ در فلزات غیرآهنی میتواند ساختار دانه را اصلاح کرده و پایداری ماشینکاری را بهبود بخشد.
6.3استراتژیهای بهینهسازی ماشینکاری برای مواد معمولی که ماشینکاری آنها دشوار است
مواد با استحکام بالا و فوق استحکام بالا
برای این مواد، نیروهای برشی معمولاً 20%-30% بیشتر از فولاد AISI 1045 هستند، که با دمای برش بالا و سایش سریع ابزار همراه است.
استراتژیهای مهندسی عبارتند از:
- انتخاب مواد ابزار برش با مقاومت حرارتی و سایشی عالی؛
- کاهش زاویه براده یا اتخاذ زوایای براده منفی و افزایش شعاع نوک ابزار برای بهبود استحکام لبه؛
- انجام ماشینکاری خشن در شرایط آنیل شده یا نرمال شده در صورت امکان؛
- کنترل منطقی سرعت برش به جای دنبال کردن بیش از حد سرعت بالا.
مواد با پلاستیسیته بالا و سختی پایین
چنین موادی مستعد چسبندگی، جوش سرد و تشکیل لبههای انباشته هستند که منجر به کیفیت سطح ناپایدار میشود.
اقدامات مؤثر عبارتند از:
- استفاده از لبههای برش تیز برای کاهش تغییر شکل برش؛
- افزایش ملایم سرعت برش برای جلوگیری از تشکیل ناحیه لبه انباشته شده؛
- اعمال نرخ تغذیه مناسب برای بهبود قابلیت خردایش تراشه.
7.0نتیجهگیری: قابلیت ماشینکاری یک مسئله مهندسی در سطح سیستم است
قابلیت ماشینکاری فلزات توسط یک عامل واحد تعیین نمیشود، بلکه تحت تأثیر ترکیبی از خواص مواد، ویژگیهای ابزار برش و پارامترهای ماشینکاری قرار دارد.
در عمل مهندسی:
- در سطح مواد: قابلیت ماشینکاری را میتوان از طریق عملیات حرارتی و بهینهسازی ترکیب شیمیایی بهبود بخشید.
- در سطح فرآیند: بهینهسازی سیستماتیک ابزارها و پارامترهای برش برای موادی که ماشینکاری آنها دشوار است، مورد نیاز است.
تنها با درک اینکه چرا ماشینکاری یک ماده دشوار است، میتوان استراتژیهای ماشینکاری واقعاً مؤثری را توسعه داد و به بهینهسازی متعادلی از کارایی، کیفیت و هزینه دست یافت.
8.0سوالات متداول: سوالات متداول در مورد قابلیت ماشینکاری فلزات
8.1سوال ۱: آیا قابلیت ماشینکاری معادل سختی مواد است؟
خیر. سختی تنها یکی از عوامل مؤثر بر قابلیت ماشینکاری است و شاخص تعیین کننده ای نیست.
در ماشینکاری واقعی، پلاستیسیته، چقرمگی، رسانایی حرارتی، مدول الاستیک و همچنین اصطکاک و میل ترکیبی شیمیایی بین ماده قطعه کار و ابزار برش، همگی تأثیر قابل توجهی بر رفتار برش دارند. به عنوان مثال، آلیاژهای تیتانیوم سختی بالایی ندارند، با این حال به دلیل رسانایی حرارتی ضعیف و واکنشپذیری شیمیایی بالا، هنوز هم به عنوان موادی با ماشینکاری دشوار در نظر گرفته میشوند.
8.2Q2: چرا آلیاژهای تیتانیوم معمولاً به عنوان موادی با ماشینکاری دشوار در نظر گرفته میشوند؟
قابلیت ماشینکاری ضعیف آلیاژهای تیتانیوم عمدتاً ناشی از عوامل زیر است:
- رسانایی حرارتی پایین: اتلاف گرمای برش دشوار است و منجر به دمای بالای موضعی در نوک ابزار میشود.
- فعالیت شیمیایی بالا: تمایل شدید به چسبیدن به مواد ابزار، که باعث چسبندگی و سایش نفوذی میشود.
- بازگشت الاستیک قابل توجه: افزایش اصطکاک روی سطح جانبی ابزار.
این عوامل با هم عمل میکنند و آلیاژهای تیتانیوم را مستعد سایش سریع ابزار، لبپریدگی لبه و شرایط ماشینکاری ناپایدار میکنند.
8.3س ۳: آیا ماشینکاری فولاد ضد زنگ همیشه دشوارتر از فولاد کربنی است؟
نه لزوماً. قابلیت ماشینکاری فولاد ضد زنگ ارتباط نزدیکی با نوع ریزساختار آن دارد:
- فولادهای زنگ نزن آستنیتی: پلاستیسیته بالا و کارسختی شدید، که منجر به ماشینکاری ضعیف میشود.
- برخی از فولادهای زنگ نزن مارتنزیتی: تحت شرایط عملیات حرارتی مناسب، قابلیت ماشینکاری میتواند به فولادهای کربن متوسط نزدیک یا کمی کمتر از آنها باشد.
- فولادهای زنگ نزن با ماشینکاری آزاد: گریدهای حاوی گوگرد در ماشینکاری خودکار و با بهرهوری بالا عملکرد خوبی دارند.
بنابراین، فولاد ضد زنگ نباید به عنوان یک ماده با ماشینکاری یکنواخت و دشوار در نظر گرفته شود.
8.4سوال ۴: وقتی قابلیت ماشینکاری ضعیف است، آیا کاهش سرعت برش تنها راه حل است؟
خیر. کاهش سرعت برش اغلب فقط علائم را تسکین میدهد و علت اصلی را برطرف نمیکند.
رویکردهای مؤثرتر عبارتند از:
- انتخاب مواد مناسبتر برای ابزار برش؛
- بهینهسازی هندسه ابزار: زاویه براده، استحکام لبه برشی و شعاع دماغه ابزار؛
- تنظیم ترکیب پارامترهای برش؛
- تغییر شرایط عملیات حرارتی قطعه کار در صورت لزوم.
در بسیاری از موارد، افزایش مناسب سرعت برش میتواند به کاهش تشکیل لبههای انباشته شده و بهبود سطح نهایی کمک کند.
8.5سوال ۵: تاثیر عملیات حرارتی بر قابلیت ماشینکاری چقدر قابل توجه است؟
تأثیر قابل توجه است. عملیات حرارتی از طریق نرماله کردن، آنیل کردن یا آنیل کروی کردن میتواند:
- اصلاح ریزساختار مواد؛
- کاهش نیروهای برشی؛
- بهبود رفتار شکستن تراشه؛
- عمر ابزار را به میزان قابل توجهی افزایش دهید.
مرجع
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability